Пределы регулирования сварочного тока
Рекомендуемый диапазон сварочных токов выбирают из условия обеспечения равномерности плавления оболочки и сердечника проволоки. Критическими считаются величины токов, при которых наблюдается отставание плавления оболочки от сердечника проволоки, что приводит к засорению металла шва экзогенными и эндогенными неметаллическими включениями и, как следствие, снижению механических свойств сварного соединения. [4]
Переключение диапазонов сварочного тока производится переключателем ПД. Предварительно выпрямитель необходимо отключить от электрической сети кнопкой С - стоп. В переключатель диапазонов встроен микровыключатель MB. Если переключение диапазонов тока производится без отключения выпрямителя от сети, микровыключатель MB обрывает цепь питания катушки К2 силового контактора, который отключает выпрямитель от сети. [6]
Для расширения диапазона сварочного тока при определенных размерах трансформатора необходимо снизить наименьшую величину индуктивного сопротивления обмоток трансформатора при сдвинутых катушках и повысить его верхний предел при раздвинутых катушках. Для этого конструкции катушек и деталей крепления выполнены таким образом, чтобы расстояние между сдвинутыми катушками было минимальным. [8]
При выборе диапазона сварочного тока следует использовать наименьший диапазон, обеспечивающий заданный режим сварки. Ниже приведены примеры правильного выбора диапазона. [9]
Преобразователь имеет два диапазона сварочного тока - до 180 А, до 300 А. [10]
Преобразователь имеет два диапазона сварочного тока - до 150 А, до 350 А, которые обеспечиваются переключением трехфазной обмотки якоря генератора. Плавная регулировка тока внутри диапазонов осуществляется дистанционно при помощи регулировочного реостата, подключаемого к коробке управления. [11]
Преобразователь имеет пять диапазонов сварочного тока . Ступенчатое регулирование тока осуществляется изменением числа витков последовательной размагничивающей обмотки, а также включением в цепь обмотки якоря дополнительных сопротивлений, помещенных на корпусе генератора. Доска зажимов имеет два главных выводных зажима: плюс () и минус ( -), к которым подключаются сварочные кабели. Имеются также дополнительные зажимы с указанием значений тока каждого диапазона и перекидная перемычка. Нужный диапазон регулирования сварочного тока устанавливают переключенизм перемычки. [12]
Преобразователь - имеет два диапазона сварочного тока - до 300 А, до 500 А. К зажимам минус ( -) и плюс () присоединяют сварочные провода. Плюсовой зажим соединяется перемычкой с зажимом 300 А или с зажимом 500 А - так получают два диапазона токов. Плавная регулировка тока в обоих пределах осуществляется регулировочным реостатом. [13]
Понижающий трансформатор Тр имеет два диапазона сварочного тока : диапазон малых токов - при включении первичной и вторичной обмоток трансформатора выпрямителя звездой и диапазон больших токов - при включении обмоток треугольником. Внутри каждого диапазона сварочный ток регулируется - плавно, изменением расстояния между первичной и вторичной обмотками. [14]
Большая Энциклопедия Нефти и Газа
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке. В большинстве случаев за максимальный ток принимают номинальный ток. [1]
Пределы регулирования сварочного тока соответствуют минимальным и максимальным значениям тока, которые могут быть использованы при сварке. Отношение максимального тока к шнимальному показывает кратность регулирования. [2]
Пределы регулирования сварочного тока должны быть обеспечены при отклонениях напряжения в сети в пределах - 1и % и 5 % от номинального значения. Регулирование плавное, с электрическим приводом п дистанционным кнопочным управлением. [3]
В скобках укачаны пределы регулирования сварочного тока в дополнительном диапазоне. СТЭ указана масса трансформатора и дросселя. [4]
В преобразователе ПС-ЗООМ пределы регулирования сварочного тока при номинальном напряжении 30 - 35 в получаются без сдвига щеток коллектора с помощью реостата в обмотке возбуждения поперечных полюсов. [6]
Характеристиками для источников питания являются также пределы регулирования сварочного тока , напряжение холостого хода, коэффициент полезного действия и коэффициент мощности. [7]
При расчете сварочного трансформатора к числу основных исходных данных относятся пределы регулирования сварочного тока , которые непосредственно связаны с индуктивным сопротивлением трансформатора. [8]
К основным параметрам сварочных источников питания относятся: номинальный сварочный ток, пределы регулирования сварочного тока , напряжение питающей сети, напряжение холостого хода, напряжение на зажимах источника питания под нагрузкой ( рабочее), номинальный режим работы, внешние характеристики. [9]
В сварочном трансформаторе выбор числа витков обмоток имеет принципиальное значение, так как витки определяют пределы регулирования сварочного тока . [10]
УДАР-300 ( рис. 66), предназначенная для ручной дуговой сварки алюминия и его сплавов неплавящимся электродом в среде инертных газов и рассчитанная на работу переменным током. Пределы регулирования сварочного тока 50 - 300 а, диаметр электродов 2 - 6 мм. Горелок две: одна весом 420 г, а другая весом 870 г. Установка снабжена специальным импульсным стабилизатором, благодаря чему обеспечивается устойчивое горение дуги. Подача аргона в зону дуги начинается за 2 - 3 сек. Если в начале сварки дуга почему-либо не возбуждается, поступление аргона тотчас же прекращается. [12]
КПД выпрямителей значительно выше, а потери холостого хода ниже, чем у преобразователей. Пределы регулирования сварочного тока и напряжения расширены, увеличена возможность автоматизации сварочного процесса. Выпрямители имеют меньшую массу и габариты, что упрощает их размещение на строительной площадке и в цехах. Наибольшее количество выпрямителей выпускается с питанием от трехфазной сети с применением трехфазных и шестифазных схем выпрямления. [13]
Указаны пределы регулирования собственно источника питания. При механизированной сварке пределы регулирования сварочного тока должны определяться также параметрами полуавтомата. [14]
Источники питания электрической дуги характеризуются рядом параметров при работе на установившихся режимах: холостом ходу, рабочей нагрузке и коротком замыкании. Такими параметрами являются номинальный ток, пределы регулирования сварочного тока , напряжение холостого хода, номинальное рабочее напряжение, продолжительность работы источника, коэффициент полезного действия. [15]
Оборудование для дуговой сварки
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками. Однако все они должны удовлетворять следующим требованиям:
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны. Это особенно важно при сварке в труднодоступных местах, когда сварщику приходится подбирать длину дуги.
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
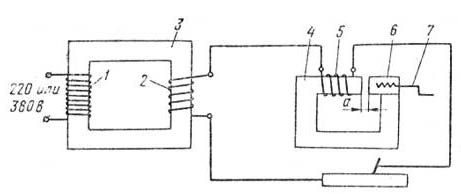
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
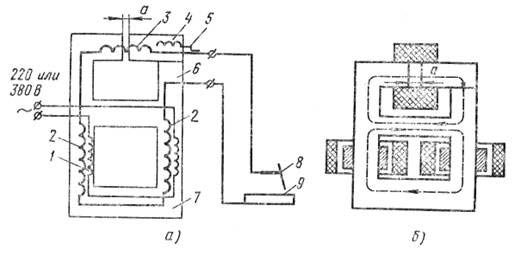
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
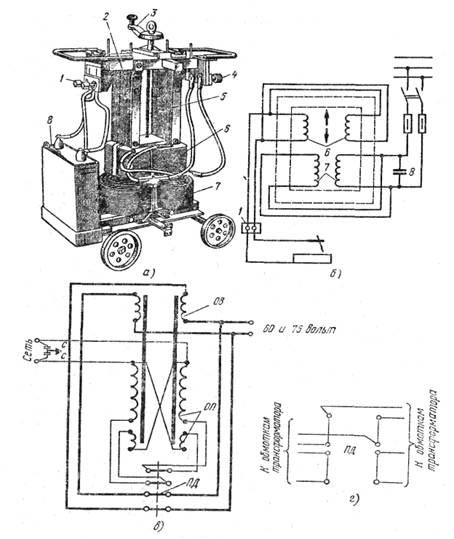 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Регулировка сварочного тока под электрод
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.

Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.






Как уменьшить мощность сварочного
Как уменьшить сварочный ток
При производстве сварочных работ нередко требуется изменять параметры технологического процесса. Наиболее часто в регулировке нуждается сварочный ток. Некоторые аппараты имеют встроенные механизмы регулировки рабочих параметров. Если же ваше оборудование не снабжено регулятором, изготовьте его самостоятельно. Статьи по теме:
- — стандартный переключатель тока;
- — регулятор тока сварочного трансформатора.
Инструкция 1 Используйте для уменьшения силы сварочного тока способ его ступенчатой регулировки. Для этого измените число витков, подключая их к выводам вторичной обмотки трансформатора. Такой способ прост, но не позволяет производить изменение в широких пределах. 2 Подберите для вторичной цепи трансформатора стандартный переключатель, который выдерживает ток величиной до 250-260 А. Этот способ требует меньшего вмешательства в техническое устройство прибора, однако подобрать переключатель с параметрами, подходящими для конкретного сварочного аппарата, очень непросто. 3 Изготовьте регулятор сварочного тока с применением тиристоров. Достоинство приведенной на рисунке схемы заключается в его простоте и доступности большинства элементов, используемых в конструкции регулятора. Ко всему прочему, устройство практически не требует дополнительной настройки. 4 Регулировку параметров устройства произведите при отключенной первичной обмотке трансформатора. Тиристоры, являющиеся основными элементами конструкции регулятора, включите встречным образом, параллельно друг другу. 5 Момент регулировки тока регулируйте изменением сопротивления резистора R7. При этом изменятся параметры в первичной обмотке сварочного трансформатора. Таким способом удобно менять рабочий ток аппарата в ту или иную сторону. Диапазон изменения тока отрегулируйте, подобрав параметры данного резистора опытным путем. 6 Используйте в схеме регулятора силы тока транзисторы старого образца, например, ГТ308 или П416. При отсутствии этих приборов замените их на более современные высокочастотные приборы со сходными параметрами. 7 Если вам не удалось подыскать транзисторы VT1 и VT2, а также резисторы R5 и R6, размещенные в базовых цепях, замените их динисторами. Аноды динисторов присоедините к крайним выводам резистора R7, катоды подключите к резисторам R3 и R4. Наиболее подходит для использования в приведенной схеме динистор типа KH102. Источники:
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.

Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.

Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Уменьшение колебаний питающей сети при проведении сварочных работ
Бытовые сварочные трансформаторы мощностью 2,2-3,3 кВт, изготовленные самостоятельно, при проведении сварочных работ вызывают уменьшение напряжения сети по нагрузке на несколько Вольт (сеть «садится»). Это приводит к пригасанию осветительных ламп и отражается на работе радиоаппаратуры, что вызывает нарекания со стороны соседей, напряжение в дома которых подается по одной линии.
Уменьшить колебания напряжения питающей сети можно с помощью конденсатора, подключенного к первичной обмотке сварочного трансформатора (рис.1), емкость которого зависит от мощности сварочного трансформатора, При выборе величины емкости конденсатора, необходимо воспользоваться графиком, приведенным на рис.2

Если менять величину емкости, меняется ток первичной обмотки трансформатора. Этот ток имеет минимальную величину при определенной емкости конденсатора С1 (случай параллельного резонанса первичной обмотки I и емкости конденсатора С1).
Кривая 1 соответствует току холостого хода, а кривая 2 — проведению сварки. При сварке потребляемый ток возрастает, что на том же самом напряжении сети и неизменной частоте говорит об уменьшении индуктивности первичной обмотки. Кривая 2 более полога — добротность контура тем меньше, чем меньше индуктивность. Точка «а» пересечения двух кривых тока дает оптимальное значение емкости. Ток, потребляемый от сети при сварке будет практически равен току при разрыве сварочной дуги. Практически оптимальная емкость определяется так: к первичной обмотке подключается емкость и измеряется ток в общей цепи. Если при зажигании дуги потребляемый ток увеличивается, то емкость следует увеличить.
При точном подборе емкости можно добиться постоянства потребляемого тока при сварочной дуге и ее отсутствию. Конденсаторы следует применять типа МБГО, МБГВ, К75-11 на рабочее напряжение не ниже 600 В при напряжении сети 220 В. Величина емкости порядка 50-100 мкФ (в зависимости от мощности сварочного трансформатора).
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.

Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.

Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.

Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.

Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Читайте также: