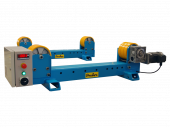
Поворотный механизм для сварки труб
Полезным вспомогательным оборудованием является сварочный вращатель. На него устанавливаются круглые заготовки, плотно фиксируются. Варить фитинги, фланцы можно непрерывно, достаточно отрегулировать скорость поворачивания механизма вокруг своей оси под режим сварки. Она у каждого сварщика своя, зависит от опыта.
Поворотное оборудование облегчает труд сварщика, избавляет от излишних манипуляций. Цилиндрические заготовки не нужно постоянно переставлять, сделать это одной рукой бывает непросто.
Устройства постоянно совершенствуют:
- автоматизируют;
- оснащаются блоками управления.
Вращательное приспособление – это не просто поворачивающиеся подставки, а удобные манипуляторы, используемые на больших промышленных предприятиях и в маленьких мастерских. Наплавочные круговые швы получаются аккуратными, ровными.

Определение и назначение вращателей
Оборудование разрабатывалось для сварки кольцевых швов соосных конструкций, циклонов, газоходов, трубопроводов сложной конфигурации. Сварочный вращатель состоит из трех основных узлов:
- опорная конструкция в виде платформы или опорных стоек;
- узла крепления деталей;
- поворотного механизма, обеспечивающего необходимую скорость поворота сварных заготовок.
Грузоподъемность механизмов достигает нескольких тонн. Скорость вращения зависит от мощности электропривода. Крутящий момент до 200 ньютонов передается на ось.
Вспомогательное устройство обеспечивает рациональное расположение свариваемых заготовок. Механизм работает в ручном и автоматическом режиме. Установлен на массивной или жестко закрепленной платформе. Конструкция стабилизирует положение трубных заготовок, при фиксации зазор регулируется. Расстояние между далями зависит от коэффициента линейного расширения сплава.
При выборе устройства важно учитывать пространственное положение заготовок. Вращательные приспособления предназначены для работы в горизонтальном или вертикальном положении. Есть универсальные модели, на которых ось устанавливается под любым нужным углом, они нужны для создания сегментных элементов сложной геометрии.
Область применения
Оборудование выпускают различных размеров, грузоподъемности, типов. Сварочный вращатель удобен при формировании внутренних и наружных швов. Без этого вспомогательного механизма невозможно надежное соединение деталей различной формы:
- круглых;
- цилиндрических;
- сегментарных;
- полусферических.
Сварочный вращатель применяют при любом виде сварки:
- электродуговой обычной и с применением флюсов;
- аргоновой и в среде другого газа, защищающего расплавленный металл от окисления;
- сварки полуавтоматом с применением наплавочной проволоки;
- газовой;
- лазерной;
- плазменной;
- автоматической, подставка может вращаться со скоростью до 4 тысяч оборотов в минуту.
Оборудование часто применяется для работы с трубными заготовками. Их сложно фиксировать на рабочем столе или другой ровной поверхности. Вспомогательное устройство необходимо при реставрации дисков, литых круглых деталей в автомастерских. Наплавка истертых фрагментов упрощается, образуется ровный диффузный слой.
Классификация сварочных вращателей
Тип и конструкцию вспомогательного механизма выбирают под вид свариваемых элементов. Вращатель для сварки классифицируют:
- по способу вращения и системе опорных частей;
- количеству и числу осей поворота;
- углу наклона;
- системе привода (электрический, ручной или ножной);
- по способу применения (универсальные, специализированные);
- функциональности.
Горизонтальные
Предназначены для формирования кольцевых внутренних и наружных швов. У сварочного вращателя горизонтального есть функция остановки после полного кругового цикла. Допустимая длина заготовки – 2,5м, максимальный вес свариваемых изделий 6,3 тонны. Детали устанавливаются перпендикулярно опорной платформе, вращаются вокруг своей оси, положение сварочного оборудования стационарное.
Вертикальные
Обеспечивают вращение заготовок в вертикальной плоскости. Применяется:
- при аргоновой автоматической и полуавтоматической сварке;
- применении флюса;
- наплавки металла.
Линейная длина обрабатываемых деталей – до 2 м, предельный вес – 2 т.
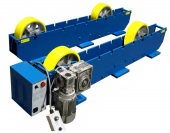
Роликовые
Особенность сварочных роликовых вращателей – деталь удерживается за счет собственного веса. Она укладывается на несколько пар роликов, которые обеспечивают вращение с необходимой скоростью. Предназначены для сварки мелких и крупногабаритных деталей, допустимая длина – 4 м. Оборудование выдерживает до 20 т. Производители выпускают роликовые вращатели-толкатели в большом ассортименте.
Универсальные
Название оправдано. Вращатели сварочные универсальные способны удерживать свариваемые элементы в любой плоскости. Предназначены для стационарной сварки сложных магистральных участков трубопровода. Допустимая длина свариваемых фрагментов – 1,9 м, общий вес конструкции до 2 т.
Что такое сварочные манипуляторы
Устройство сварочных вращателей и манипуляторов идентичное. Отличаются они по функциональности, электронному оснащению. Настройка программы занимает несколько минут, фиксация и разблокировка – автоматические.
Манипуляторы сварочные намного практичнее вращательных аналогов. Достоинства:
- быстрая переналадка, легко меняется траектория движения деталей;
- прочность соединений;
- универсальность, один вид оборудования можно настроить для работы с деталями различных типоразмеров.
Модульная конструкция используется для автоматической и полуавтоматической сварки.
Разновидности манипуляторов
Модели различают по возможностям перемещения свариваемых заготовок, габаритам готовых узлов, весу. Сварочные манипуляторы бывают нескольких типов:
- консольные;
- карусельные;
- рычажно-секторные;
- одноопорные;
- с двумя опорами (предназначены для удерживания длинных элементов);
- универсальные с частичным или полным уравновешиванием относительно оси наклона;
- манипуляторы-позиционеры, обеспечивающие маршевую скорость в любом положении;
- специализированные, предназначенные для сварки элементов сложной конфигурации.
Оборудование приобретают для:
- мелкосерийного производства;
- единичного выпуска металлоизделий;
- частой смене типа свариваемых деталей.
При поточной работе, большом объеме выпуска сварных изделий покупка дорого оборудования экономически оправдана. Модели оснащают датчиками слежения. Они контролируют величину зазора, качество соединения. Система двойного контроля – залог надежного сварного шва.
Процент брака при применении вспомогательного поворотного оборудования незначительный. Дуга стабильно поддерживается, формируется ровный валик, шов получается без наплывов и прожогов. Автоматизированные вспомогательные устройства нужны для соединений, от прочности и герметичности которых зависит безопасность эксплуатации готовых сварных швов. Когда малейшее отклонение точки сварки негативно влияет на жесткость швов.
Изготовление сварочного вращателя
Качество шва зависит от опыта сварщика и правильно подобранного оборудования. Но при выполнении кольцевых швов, если есть возможность проворачивать стык, может возникать брак в соединении из-за рывков во время вращения. Чтобы этого избежать используют сварочный вращатель. Он особенно полезен, когда требуется выполнять много однотипных кольцевых швов. Такое приспособление продается наряду с оборудованием по сварке в магазинах, но его можно изготовить и своими руками. Для этого понадобятся чертежи, заготовки рабочих элементов, и двигатель. Перед разработкой лучше ознакомиться с видео о принципах функционирования сварочных вращателей, и их разновидностях, чтобы лучше понимать какой необходим конечный результат.

Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Разновидности и чертежи
На видео можно ознакомиться с разнообразными моделями вращателей, созданных своими руками. Сварка с их помощью выполняется гораздо легче, благодаря повышенной концентрации внимания сварщика на горении дуги и формированию шва, без отвлечений на ручное вращение конструкции.
Свой первый вращатель для сварки можно смастерить несколькими способами. Схема будет зависеть от последующего применения и видов накладываемых швов. Поэтому, перед закупкой деталей и элементов, стоит рассмотреть различные фото подобных приспособлений, чтобы определиться с видом конструкции.
Роликовые версии
Для сварки кольцевых швов на трубах диаметром от 25 до 1000 мм активно используются вращатели сварочные роликовые. На видео понятен их принцип работы. Изделие выставляется на четыре ролика, где один или сразу два являются ведущими (к ним подсоединен привод), а остальные поддерживающими. Ролики крепятся к общему основанию, прорези в котором позволяют изменять расстояние между вращающимися опорами.
Двигатель приводит в движение ведущий ролик. Скорость вращения изменяется редуктором, снижающим обороты на порядок и тиристорным регулятором, замедляющим ход до сварочной скорости. Дополнительно, горелку от полуавтомата можно прикрепить над местом стыковки труб, а кнопку включения сварки вывести отдельно. Тогда весь процесс можно автоматизировать и выполнять стоя в стороне.
Барабанные модели и с вращающимся основанием
На других видео можно встретить вращатели, где основой служит кулачковый шпиндель (прижимной барабан) от токарного станка. Это приспособление имеет основание, на котором закреплен вал с барабаном на конце. Труба устанавливается в кулачки. К ней прихватывается ответная часть. Вращение происходит как и в предыдущей версии. Недостатком служит ограничение в диаметре используемых труб (это зависит от ширины развода кулачков).
Еще одной моделью сварочного вращателя является конструкция, где крутится не само изделие, а основание под ним. На видео понятно, что этот вариант хорошо подходит для круговых швов под приварку фланцев. Переворачивая изделие можно выполнить сварку как внутри, так и снаружи. Поэтому, определяясь с моделью вращателя, стоит учесть какие виды швов придется выполнять чаще (кольцевые на стыке двух труб или круговые для присоединения фланца), и после этого приступать к созданию.
Изготовление вращателя
Для создания самодельного вращателя с роликовой частью потребуются:
- электродвигатель;
- металлическая плита-основание;
- редуктор;
- тиристорный регулятор;
- ролики;
- органы управления.
Мотор может быть с различными параметрами, главное чтобы он работал от 220 V на переменном токе. Мощность 1200 Вт или 3000 Вт значения не имеет, поскольку его обороты будут все равно слишком велики для ведения сварки. Но чем выше значение мощности, тем больше это устройство будет потреблять электроэнергии, что невыгодно при долгих работах.
Для уменьшения скорости вращения в схему устанавливают редуктор. Можно подобрать сразу модель, которая принимает обороты двигателя, а за счет шестеренок разного диаметра, выдает скорость вращения, приемлемую для сварки. Если же это невозможно, то стоит использовать дополнительный редуктор. В случаях работы с трубами одного и того же диаметра, этого будет достаточно. Но если величина изделий не постоянна, то стоит сделать изменение вращения плавным с помощью тиристорного регулятора.
В качестве основания подойдет лист металла 5-10 мм толщиной. Под ролики следует изготовить П-образные «уши», крепящиеся к основанию болтом. В плите стоит сделать прорези, позволяющие менять расстояние между роликами. Это даст работать с трубами разных диаметров. Крутящий момент передается на ось одного из роликов, что приводит в движение и находящуюся на нем конструкцию.
Для управления можно вывести кнопку на проводе, которую сварщик будет держать в руке и нажимать во время начала сварки. Альтернативным вариантом является установка педали на полу, наступая на которую будет запускаться механизм.
Использование вращателя для сварки позволяет повысить производительность и улучшает рабочие условия сварщика. Положительно это влияет и на качество соединения. А изготовления такого приспособления самостоятельно еще и экономит средства.
Сварочные позиционеры
Сварочные позиционеры - промышленное оборудование, предназначенное для размещения на рабочем столе тяжёлых заготовок для последующей сварки швов, имеют большой диапазон угла поворота, скорость вращения с изменяемой скоростью.




















Предназначение
Сварочный позиционер используется для горизонтальной сварки различных резервуаров цилиндрической формы. Этот агрегат необходим, если вам часто приходится работать с бочками, трубами, валами и проч. С помощью зажимов изделие надежно закрепляется в нужном положении, что обеспечивает точность сварки; вращение установленного резервуара осуществляется со скоростью сварки.
Конструкция
Позиционер для сварки представляет собой механическое устройство в центре которого находится рабочий стол с возможностью вращения, он необходим для того, чтобы закреплять на нем свариваемые заготовки, для этого в столе есть специальные отверстия и пазы, которые используют для креплений. Рабочий стол - вращатель (план шайба) является центральным элементом сварочного позиционера и в зависимости от модели, как правило крепится на специальной стойке, благодаря конструктивным особенностям стол может вращаться под различными углами, что существенно облегчает работу сварщика. Позиционеры делятся на две основные группы: ручные (работают с помощью мускульной силы) и электромеханические (в движение приводятся с помощью электродвигателя с редуктором).
Роликовые сварочные вращатели
Роликовые сварочные вращатели - промышленное оборудование, предназначенное для перемещения резервуаров, труб и корпусов цилиндрического сечения малых, средних и крупных размеров. Они используются в качестве опоры при выполнении операций нанесения лакокрасочных покрытий, сборки, резки и сварки.


















Сварочные роликовые вращатели, предназначенные для механической циркуляции цилиндрических деталей, нашли свое применение в ручной, полуавтоматической и автоматической сварке. При этом выполняется операция сварки не только наружных, но и внутренних швов.
С началом применения вращателя процесс сварки значительно облегчился, стал более эффективным, автоматизированным. При помощи такого устройства свариваемое изделие легко устанавливается в удобное для оператора положение. При этом обрабатываемая деталь перемещается со скоростью, соответствующей скорости формирования сварочного шва. Это сварочное приспособление представляет собой конструкцию из шкафа управления, стойки с циркулярным приводом и подвижной задней стойки. Существуют как ручные, так и автоматические вращатели.
Сварочный позиционер: виды, сферы применения

Сварочный позиционер используют для вращения изделия во время сварки. В зависимости от конструкции деталь может двигаться в одной, двух или трех плоскостях.
Заготовка фиксируется на планшайбе, и даже крупногабаритное изделие можно разместить так, что выполнять швы станет удобно. Соответственно, качество будет на высоком уровне.
Основными параметрами оборудования являются рабочий угол, грузоподъемность и скорость вращения. Подробнее о том, что такое сварочные позиционеры, каких видов они бывают и по каким критериям выбрать оборудование для производства, читайте в нашем материале.
Назначение и виды сварочных позиционеров
Сварочный позиционер используется для того, чтобы облегчать и повышать эффективность работы сварщика. С его помощью вы сможете выполнять практически все типы сварки.
Применение такого спецоборудования позволяет сделать сварные швы качественней, а также обезопасить оператора благодаря прочному креплению заготовок, снизить временные затраты на работу.

Если вы используете сварочный позиционер, вам не потребуется кран, чтобы перемещать детали, вращать их во время производства. Кроме того, снизятся временные затраты, а производительность труда, наоборот, вырастет.
Позиционеры были созданы для улучшения организации производства. Это стало возможным за счет полностью безопасного позиционирования, когда опрокидывание деталей исключено.
За счет того, что перемещать детали становится легко, оператор сможет выполнять сварные работы в наиболее удобном положении. Сварочные позиционеры позволяют облегчить работу с большими заготовками в форме цилиндра, а также конструкциями с несколькими уровнями.
Также такое оборудование применяется для наплавки деталей нестандартной формы.
Что представляет собой сварочный позиционер? Это вращающийся рабочий стол, он называется «планшайба», на ней фиксируются элементы, которые нужно сварить. Планшайба способна разворачиваться на угол 0–360?, за счет чего сваривать детали становится удобно.
Планшайба находится на раме, которую можно наклонять и поворачивать, также она оснащена блоками управления и электроникой, у нее есть ножная педаль пуска. По специальному проводнику к свариваемым элементам подводится электроток.
У панели управления данным устройством есть тумблеры для переключения скорости, также можно выбрать направление поворота и наклона.
В зависимости от движений сварочные позиционеры бывают следующих видов:
- наклоняемые;
- вращательные;
- наклонно-вращательные, или универсальные.
Кроме того, они подразделяются на несколько категорий в зависимости от грузоподъемности и количества выполняемых перемещений относительно линии горизонта.
Одноосевой. Способен вращать детали в горизонтальной либо вертикальной плоскости. Одноосевой двухстоечный позиционер обеспечивает наилучшую доступность заготовки во время работы сварочного робота.
Элементы располагаются в горизонтальной плоскости, также могут вращаться, все зависит от специфики работы сварщика.
Обычно позиционер применяется вместе с роботами. Его ось и ось робота дополняют друг друга. За счет этого движения устройств становятся полностью синхронизированными, обеспечивается наилучшая досягаемость в любых точках программы.
Двухосевой. Способен перемещать заготовки по двум плоскостям благодаря смене положения рабочего стола. Оснащен плавной бесступенчатой регулировкой скорости движения. Есть также низковольтный 24 В ПДУ, чтобы оператор мог управлять устройством удаленно, контролируя осуществление всех функций.
Регулировка у такого сварочного позиционера двухосевая, включает в себя наклон и вращение, скорость которого регулируется преобразователем переменного тока.
Такое оборудование подходит для использования в трубных цехах, при изготовлении сосудов, при наплавке днищ, для сварки топливных баков.
Трехосевой. Используется для регулировки положения элементов по высоте, углу наклона и оси вращения. С его помощью получится плавно, бесступенчато изменять эти параметры, а также скорость.
Роторные сварочные позиционеры
Роторные сварочные позиционеры относятся к отдельной категории. У них есть не только поворотный стол, но и вращающаяся консоль. С их помощью можно делать внутренние швы, многослойную наплавку элементов нестандартной формы, при этом вам не придется тратить время на переустановку.

Роторный сварочный позиционер оснащен устойчивым основанием, а также вращающимся узлом. К нему и присоединяется заготовка. Такой узел может быть выполнен в форме планшайбы, в этом случае он будет похож на круглый стол из металла с Т-образными отверстиями, с помощью которых прижимами фиксируются детали.
Стол способен вращаться вокруг оси, при этом угол наклона меняется на 120 градусов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Подобные установки носят название двухосных. Также есть модели с регулировкой высоты платформы, они называются трехосными. Подобные позиционеры удобнее всего использовать, так как их можно отрегулировать под свой рост, также они подстраиваются под размеры заготовки.
Помимо планшайбы, можно использовать дополнительное оборудование – патрон, такой же как у токарного станка. В патрон можно зажать детали в форме круга либо цилиндра. Когда заготовка с большой длиной, под свободный конец нужно разместить подставку, к примеру поддерживающую стойку.
У патрона можно менять угол наклона, чтобы зафиксировать деталь в нужном положении. Оборудование с шайбами наиболее эффективно, поскольку такой сварочный позиционер облегчает работу с круглыми заготовками, а также деталями разной формы.
Чтобы началось вращение, нужно нажать на педаль, это значит, что руки оператора всегда будут свободными. Кроме того, вам не нужно прикладывать дополнительные усилия. Электромотор передает крутящий момент на стол через редуктор, который снижает обороты до оптимального показателя.
Роторные вращатели подходят для того, чтобы приваривать патрубки к фланцам, сваривать трубы друг с другом, выполнять кольцевые швы на цилиндрических емкостях среднего размера.
Двухстоечный позиционер
Двухстоечный сварочный позиционер размещают между двумя стойками, которые находятся на опорной плите. Визуально он напоминает люльку, с его помощью можно менять угол перемещения деталей по двум плоскостям: вращения и наклона в границах 180 градусов.

Чтобы сваривать элементы большой длины, на станину позиционера либо отдельно размещают заднюю бабку. Чтобы детали не провисали, используются промежуточные стойки с роликами, которые называются «люнеты».
Двухстоечные сварочные позиционеры подходят для тяжелой работы, их грузоподъемность составляет от 2 до 300 тонн. Они оснащены индивидуальными либо расположенными на рельсах неприводными стойками, которые могут перемещаться для заготовок разной длины.
От мотор-редукторов с постоянной либо переменной скоростью вращения передается вращение на планшайбу из стали с вырезами.
В подобных позиционерах установлена одна приводная стойка вместе с опорной стойкой либо две приводные стойки. Если приводная и неприводная стойки применяются вместе при работе с деталями большой длины, получится объединить их грузоподъемность: тогда вес заготовки будет распределен между двумя планшайбами.
Принцип работы сварочного позиционера
Прежде чем начать сварку, нужно надежно зафиксировать на платформе все элементы, которые требуется соединить. Затем следует установить скорость вращения платформы.
На ряде моделей обеспечивается поступательное перемещение между горелкой сварочной головки и сварным швом, эта особенность облегчает работу при стандартной сварке плавлением.

Не важно, используется ли в работе постоянно включенный источник дуги или нет, так как другая соединяемая заготовка будет перемещаться по заданной траектории.
Благодаря использованию сварочного позиционера можно использовать любой стол, даже без функции перемещения. Источник открытой дуги, установленный на небольшой колонне, можно при помощи манипулятора стрелы подвести к области сварочного стыка.
Чтобы повысить качество сварного шва, стоит применять генератор колебаний, обеспечивающий требуемую амплитуду перемещения сварочной головки.
При возбуждении дугового разряда электронная система обратной связи по напряжению отследит актуальные показатели сварочной головки, обеспечивая стабильную дистанцию между электродом и свариваемым элементом. Это значит, что сварка будет осуществляться наиболее эффективно.
Автоматизация процесса при помощи сварочного позиционера
Ручные сварочные позиционеры способны выполнять лишь вращательное движение в одной плоскости. Элементы нужно зафиксировать в патроне с 3–4 кулачками либо на планшайбе со специальными крепежными планками, размещенными в Т-образных пазах.
Вращение заготовок осуществляется через механический привод, для этого нужно нажимать на педаль. Главный минус такой работы – ее неэффективность, поскольку нужно постоянно вручную регулировать угол наклона заготовки.
С помощью автоматизированных сварочных позиционеров удается повысить производительность сварки. Это становится возможным благодаря тому, что вращают и поворачивают рабочий стол электромоторы. За счет этого повышается точность установки сварочной головки относительно заготовки.
Присадочную проволоку подают программируемые приборы с манипулятором сварочной горелки. Также с их помощью удается сделать высококачественные швы сложной конфигурации под флюсом либо автоматически в среде инертного газа.
Вращение осуществляется с разной скоростью: 0,01 до 16 оборотов в минуту, контролировать этот показатель можно с помощью цифрового индикатора.
Критерии выбора сварочных позиционеров
Если у вас своя мастерская либо вы работаете дома, чтобы выполнить кольцевые или прямые швы, подойдет бюджетный ручной либо полуавтоматический сварочный позиционер. Однако в промышленности, на заводах, где осуществляется массовое производство, применяются автоматические приборы с программным управлением.

Сегодня в продаже представлено огромное количество разных моделей сварочных позиционеров, что несколько затрудняет выбор для конечного потребителя.
При выборе модели обращайте внимание на то, чтобы вес изделия, центр тяжести и эксцентриситет на всей рабочей поверхности соответствовали границам оптимального диапазона данных. Кроме этого, важно учесть, насколько легко эксплуатировать устройство, удобно ли осуществлять сварку.
Как понять, что заготовка подходит? Визуально разные элементы конструкции строительной техники отличаются. Поэтому требования к перемещению при проведении сварочных работ также будут разные.
Это значит, что подходящий позиционер нужно выбирать исходя из структурных параметров и требований к сварке сварочной конструкции.
Определяем, насколько удобно работать. С учетом операции ручной сварки, важно, чтобы выбранный позиционер мог перевести сварной шов соединяемых элементов в положение для плоской сварки (сварки в лодке), избегая вертикальной сварки, а также сварки над головой. При этом качество сварного шва должно быть высоким.
Потребуется ли сварка кольцевого шва? При положительном ответе на данный вопрос необходимо учитывать скорость вращения в соответствии с канавкой сварного изделия. Данная скорость должна находиться в границах диапазона регулировки скорости вращения позиционера.
Кроме того, важно, чтобы рабочая площадка функционировала бесперебойно, только тогда весь процесс сварки будет осуществляться оптимальным образом.
Выбираем угол наклона. Когда габариты сварочной детали позиционера достаточно большие, следует брать в расчет наклон рабочего стола. Необходимо понять, будет ли угол наклона соответствовать положению сварки сварочного элемента.
Если происходит соприкосновение наклонного угла со сварочной заготовкой, выбирая верстак, обращайте внимание на то, чтобы он был с большим зазором от земли. Только в этом случае будет обеспечено требование к обработке всей сварки.
Тестируем работу. Приобретать стоит устройство с повышенной надежностью, полностью безопасное. Позиционер должен быть оптимальной открытым, с небольшой рабочей высотой, небольшого размера, чтобы операторам было комфортно работать и размещать установку.
Когда высота сварочной операции сварочной заготовки большая, оператор сможет во время работы использовать подкладки, изменять высоту положения. Это становится возможным за счет применения гидравлической подъемной платформы.
Выбираем оптимальную скорость вращения. При выборе сварочного позиционера важно учитывать данную характеристику. Будет ли скорость вращения неизменной или ее можно регулировать?
В последнем случае следует выяснить, меняется ли скорость плавно или же резко. Данную особенность нужно учитывать, чтобы повысить качество работы.
Чтобы правильно выбрать сварочный позиционер, учитывайте нижеследующие характеристики:
- Грузоподъемность. Выбор этого параметра зависит от наибольшего веса заготовок, с которыми вы будете работать. Если грузоподъемность сварочного позиционера большая, чтобы изменять положение рабочего стола, используется гидравлический привод либо редуктор, то есть зубчатая передача.
- Функциональные возможности. Здесь нужно учитывать то, насколько сложную работу придется выполнять. Если ваш бюджет неограничен, следует приобрести устройство, позволяющее регулировать положение рабочего стола по 2–3 осям. С его помощью вы сможете делать угловые, стыковые и кольцевые швы.
- Скорость вращения.
- Угол наклона стола. Зависит от конструкции с регулировкой от — 90 до + 90 градусов у двухстоечных позиционеров в обе стороны либо до 135 градусов в одну у других.
- Величина эксцентриситета детали при вращении. Сварочные позиционеры с ЧПУ оснащены автоматическим поддержанием длины дуги на заданном уровне.
С помощью сварочного позиционера можно выполнять не только окраску и наплавку, но также шлифовать детали, просверливать отверстия. Кроме того, оборудование применяется для того, чтобы быстрее собирать простые изделия, а также узлы более сложных конструкций.
Для оптимизации сварочных работ следует выбирать универсальный позиционер. С его помощью вы сможете производить практически все виды сварки. Такое устройство позволяет выполнять основные манипуляции, менять угол наклона, осуществлять вращение заготовки.
На производстве следует использовать автоматические сварочные позиционеры. С их помощью позиционирование деталей будет происходить с оптимальной скоростью за счет работы блоков ЧПК и электронных двигателей.
Если вы планируете приобрести сварочный позиционер для личных нужд, к примеру когда у вас частная мастерская, стоит выбирать бюджетные ручные модели. Они позволят выполнять практически все виды сварочных работ, добиваясь высокого качества.
Читайте также: