Полуавтоматическая дуговая сварка гост
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Общие технические условия
Semi-automatic consumable-electrode arc-welding machines. General specifications
Срок действия с 01.01.80
до 01.01.95*
_________________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4-94). - Примечание изготовителя базы данных.
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнический промышленности СССР
А.А.Кузнецов (руководитель темы), И.Н.Кондратенко, Ю.А.Коган, В.К.Анищенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.02.79 N 692
3. Срок проверки 1994 г.; периодичность проверки 5 лет
4. Стандарт соответствует международному стандарту ИСО 864-75* в части, касающейся посадочных размеров под кассетные устройства
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Вводная часть. 2.2; 7.8; 7.9
6. ПЕРЕИЗДАНИЕ с изменениями N 1, 2, 3, утвержденными в марте 1982 г., октябре 1983 г., июне 1989 г. (ИУС 6-82, 2-84, 9-89).
7. Проверен в 1989 г. Срок действия продлен до 01.01.95 (Постановление Госстандарта СССР от 19.06.89 N 1707)
Настоящий стандарт распространяется на полуавтоматы общего назначения для дуговой сварки плавящимся электродом на постоянном токе под флюсом, в защитных газах или открытой дугой, изготовляемые для нужд народного хозяйства и для экспорта.
Виды климатических исполнений полуавтоматов - У3 (полуавтоматов с естественным и принудительным газовым охлаждением горелки), УХЛ4 (полуавтоматов с принудительным водяным охлаждением горелки), Т4 (полуавтоматов, предназначенных для экспорта в страны с тропическим климатом) по ГОСТ 15150-69.
(Измененная редакция, Изм. N 2).
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Полуавтоматы должны изготовляться следующих исполнений:
по способу защиты зоны дуги:
для сварки под флюсом - Ф;
для сварки в активных защитных газах - Г;
для сварки в инертных газах - И;
для сварки в активных и инертных газах - У;
для сварки открытой дугой - О;
по виду применяемой электродной проволоки:
для сварки стальной сплошной проволокой;
для сварки сплошной проволокой из алюминия и его сплавов;
для сварки стальной сплошной проволокой и сплошной проволокой из алюминия и его сплавов;
для сварки стальной порошковой проволокой;
для сварки стальной сплошной и стальной порошковой проволоками;
по способу охлаждения:
с естественным охлаждением горелки;
с принудительным водяным или газовым охлаждением горелки;
по способу регулирования скорости подачи электродной проволоки:
с плавным регулированием;
со ступенчатым регулированием;
с плавноступенчатым регулированием;
по способу подачи электродной проволоки:
по конструктивному исполнению:
со стационарным подающим устройством;
с передвижным подающим устройством;
с переносным подающим устройством.
1.2. Полуавтоматы должны изготовляться на номинальный сварочный ток: 200; 315; 400; 500 и 630 A.
(Измененная редакция, Изм. N 3).
1.3. Устанавливается следующая структура условного обозначения полуавтоматов:
1 - обозначение вида изделия (полуавтоматы для дуговой сварки); 2 - обозначение способа защиты зоны дуги (Ф, Г, И, У, О); 3 - номинальный сварочный ток в сотнях ампер; 4 - номер модификации полуавтомата; 5 - вид климатического исполнения по ГОСТ 15150-69 и ГОСТ 15543-70; 6 - напряжение питающей сети в вольтах; 7 - частота питающей сети (указывается, если она не равна 50 Гц); 8 - слово экспорт (указывается только в случае изготовления полуавтомата на экспорт в страны с умеренным климатом); 9 - обозначение технических условий на полуавтомат конкретного типа, а для полуавтоматов, предназначенных для экспорта, - обозначение настоящего стандарта.
Пример условного обозначения полуавтомата для дуговой сварки в активных газах на номинальный сварочный ток 500 А, с номером модификации 05, климатического исполнения У, категории размещения 3, на напряжение питающей сети 380 В:
Полуавтоматическая дуговая сварка гост

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва - 1991
АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы и размеры
Automatic and semiautomatic submerged arc welding. Acute and blunt weld joints. Main types, design elements and dimensions
Дата введения 01.01.77
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов сварки:
А - автоматическая дуговая сварка под флюсом;
Ac - автоматическая дуговая сварка под флюсом на стальной подкладке;
Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
П - полуавтоматическая дуговая сварка под флюсом;
Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
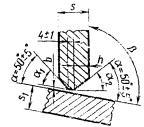
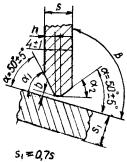
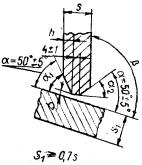
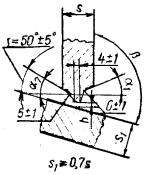
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-23.
Примечание . При применении специальных способов автоматической сварки под флюсом, допускается изменение размера с по сравнению с указанным в табл. 2-23 .
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения подготовленных кромок и выполненного шва
Обозначение способа сварки
Толщина свариваемых деталей, мм
Угол соединения деталей b , град
Условно обозначение сварного соединения
Без скоса кромок
Односторонний на съемной или стальной остающейся подкладке
Со скосом одной кромки
Односторонний на съемной или стальной подкладке
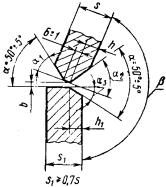
С двумя скосами одной кромки
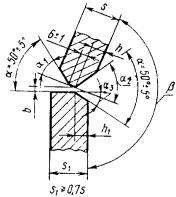
С двумя скосами одной кромки и одним скосом другой кромки
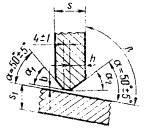
Co скосом одной кромки
С двумя несимметричными скосами одной кромки
С двумя криволинейными скосами одной кромки
Условное обозначение сварного соединения
е, не более
m , не менее
подготовленных кромок свариваемых деталей
шва сварного соединения
е , не более
a 1, град
n , не менее
e = e 1, не более
a 1 , град
g = g 1
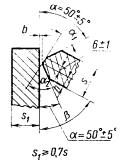
Примечание . При полуавтоматической сварке притупление равно 3 ± 1 мм и .
g , не менее
s 1 ³ 0,7 s
Примечание . Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
е1 , не менее
е , не менее
g 1 , не менее
Примечание . Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
е = е 1
е = е 1
5. Подварочный шов и подварку корня швов сварных соединений типов У2, У4, У5, У6, Т2, Т4, Т6, Т7, Т8 выполняют любыми способами дуговой сварки с соблюдением требований к конструктивным элементам швов сварных соединений для выбранного способа сварки.
6. В швах сварных соединении типов У1 и У3 стальная подкладка может быть съемной или остающейся.
7. Конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по толщине s .
8. Допускается смещение свариваемых кромок относительно друг друга не более:
0,5 мм - для кромок толщиной до 4 мм;
1,0 мм - для кромок толщиной 4-10 мм;
0,1 s, но не более 3 мм - для кромок толщиной более 10 мм.
9. Предельные отклонения подварочных швов сварных соединений от номинальных размеров, указанных на чертежах, должны соответствовать:
±1 мм - при е1 или g 1 < 6 мм;
мм - при е1 или g 1 ³ 6 мм.
10. При неодинаковой толщине кромок, свариваемых под углом b = 179-160°, на кромке, имеющей большую толщину, должен быть скос с одной или двух сторон длиной l = 5( s 1 - s) - при одностороннем превышении кромок и длиной l = 2,5( s 1 - s) -при двустороннем превышении кромок до толщины тонкой кромки s, как указано на черт. 1, 2.
При разности в толщине свариваемых кромок, не превышающей величин, указанных в табл. 24, подготовка кромок под сварку должна производиться так же, как для кромок одинаковой толщины; конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по большой толщине.

АВТОМАТИЧЕСКАЯ И
ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ
СВАРКА ПОД ФЛЮСОМ.
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ
И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы
и размеры
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ.
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ
И ТУПЫМИ УГЛАМИ
Automatic and semiautomatic submerged arc welding.
Acute and blunt weld joints.
Main types, design elements and dimensions
Взамен
ГОСТ 11533-65
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3880 срок введения установлен
Проверен в 1991 г. Постановлением Госстандарта от 16.05.91 № 695 снято ограничение срока
Примечание . При применении специальных способов автоматической сварки под флюсом, допускается изменение размера с по сравнению с указанным в табл. 2-23.
m, не менее

n, не менее

e=e1, не более





g, не менее
е, не менее





±1 мм - при е1 или g 1 < 6 мм;
мм - при е1 или g 1 ³ 6 мм.
10. При неодинаковой толщине кромок, свариваемых под углом b = 179-160°, на кромке, имеющей большую толщину, должен быть скос с одной или двух сторон длиной l = 5( s 1 - s) - при одностороннем превышении кромок и длиной l = 2,5( s 1 - s) -при двустороннем превышении кромок до толщины тонкой кромки s, как указано на черт. 1, 2.
Толщина кромки s
Разность толщин s1 - s, не более
11. При переменном угле сопряжения деталей шов делится на участки и каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
Читайте также: