Подающий механизм для сварочного полуавтомата своими руками
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.

Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
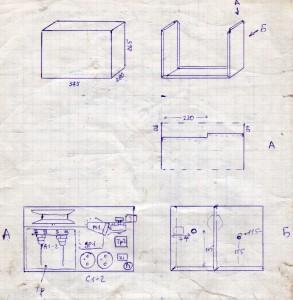
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).

Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.

Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.

Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.

В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.

В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).

Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.

Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.

Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.

Далее, все компоненты нужно аккуратно разместить в корпусе.

Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.

Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;

- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;

- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.

Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.

В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции - далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.

Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

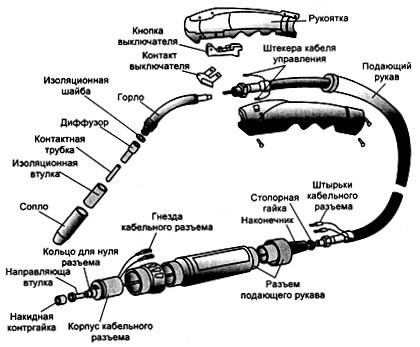
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.

Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
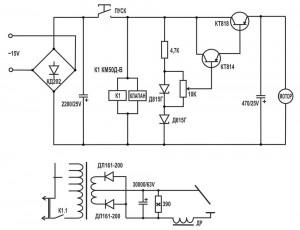
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Механизм подачи для приставки MIG/MAG своими руками


Чтоб сей девайс не был тяжелым за основу станины был взят дюралюминий. Размер листа 260*510. Крепление эл. мотора делается из расчета, что и где будет расположено.



В качестве роликов использовал три 201 подшипника. Один подшипник нужно только заварить или заклинить который будет в роли ведущего.

Сам механизм подачи делал из двух пластин текстолита размером 20*130. На них закрепил два подшипника которые выполняют разные задачи. Один прижимной, а второй опорный.



Собственно у меня возникли вопросы по прижиму. Какое усилие должно быть между роликами? При правильном усилии, прижимной ролик должен проворачиваться или нет относительно ведущего? Эл. мотор обязательно изолировать от станины? Если у кого возник интерес к моей приставке, добро пожаловать ко мне в БЖ.Еще раз спасибо.
Метки: сварочник, сварка, кузов
Комментарии 171
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

У меня тоже самодельный 3-х фазный полуавтомат его отец сделал 1996 г и до сих пор на ходу если интересно пришлю фотки

Если не сложно, на заметку может что ни будь возьму )
Зачем варить подшипник ?можно просто поставить ролик с насечкой
Чтобы не проворачивался, хотя буду ставить оригинал с канавками.

На заводских пдго привод не изолирован, на массу ставить нельзя, коротит, на кемпи такого нет-корпус из пластмассы, на сварогах привод на изоляторах…
Я ни один из них не бачил, даже и не знаю ( Зато самый первый полуавтомат будет самодельным! )

Как многие тут написали, подающий ролик надо делать с канавкой и желательно с насечкой (идеальный вариант — детали лентопротяга от древних кассовых аппаратов Ока-400 или Ока-4600, но металл там калёный и очень сложно поддаётся обработке, зато практически не изнашивается).
Вариант со вторым роликом интересен, + к жизни выходного вала редуктора.
Очень желательно поставить направляющие для проволоки до и после роликов. Пружинки как у тебя будет явно недостаточно для нормального прижима проволоки, надо подбирать, экспериментировать…
Трос от газа лучше не использовать — внутренний диаметр великоват — проволока будет "болтаться" в нём, что скажется на качестве сварки (неравномерная подача), лучше купить специальный "канал направляющий" от сварочников под конкретный диаметр проволоки, стоит копейки, это если горелку решил делать сам, а так лучше купить готовую заводскую, можно б/у.
По изоляции механизма протяжки — надо смотреть, прозванивать, у меня он полностью изолирован от корпуса, хоть и питается отдельным трансом.
Дроссель просто необходим, если его нет в сварочном трансе как у тебя. Конденсаторы надо ставить (подключать) после выпрямителя, ДО дросселя, иначе дуги не будет. И лучше их (кондёры) поставить несколько штук на разную ёмкость (в моём стоят две группы: 1- 4400 мкф на 63В (тоже от "Ока-400"), 2- 30 000 мкф на 63В) и подключать отдельно каждый (правда мощные выключатели надо, не менее 30А), чтобы иметь дополнительную возможность регулировать мощность дуги. Удивишься разнице между "без кондёров" и с ними.
Возможно, у твоего траса "ТЭД 130/1" будет слишком много напряжения (65В) для сварки проволокой, в полуавтоматах обычно 20 — 30 вольт (это если у источника тока "жёсткая" характеристика). Надо пробовать и экспериментировать!
Если будут вопросы — обращайся, чем смогу помогу.
Всё выше написанное основано на личном опыте создания самодельного сварочного полуавтомата (покупал только горелку и баллон с газом, остальное "найдено" на свалках), отработавшего больше 10 лет. Фотать и показывать его общественности не буду, ввиду крайне не эстетичного исполнения.
Хорошо, обращусь! У меня транс заводской со ступенями от 13 до 65в. Кондер на 44000мкф 100в. Дроссель сделал кое как, что аж руки потом звенели )
Ну тогда транс может и подойдёт. Не уверен, но в твоём дросселе возможно маловато витков ( в моём около 100 витков на "Ш" магнитопроводе 25 кв.см., я делал по образу и подобию самодельного и одного импортного). Провод делал сам из "антенного канатика" 4мм сложенного вдвое и обмотанного фторопластовой лентой, т.к. пробовал мотать шиной, как у тебя, — вешалка, очень тяжело…
В моем по 30 делал по словам автора, проверю в процессе, если что переделаю. Деваться некуда раз такая массовка пошла.
Ну а что, можно, главное не эстетика, а проверенный временем самодельный полуавтомат. Думаю найдутся ценители сотворенного своими руками.
Моё творение даже и "аппаратом" язык не поворачивается назвать. Так, временный, рабочий макет. Наверно и сейчас будет варить, если шестерёнку на движок снова приклеить…
Настройка механизма подачи проволоки в полуавтомат
Производительность сварки полуавтоматом зависит от правильной регулировки всех его параметров, в том числе и режима подачи сварочной проволоки.

Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки. Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.

Типовая конструкция данного узла включает в себя:
- Катушку, на которой устанавливается кассета с исходным материалом.
- Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
- Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
- Сменные зубчатые колеса, от которых получают вращение подающие ролики.
- Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
- Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
- Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
- Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов.
При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика. В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя.
Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов.
Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Как производится настройка узла

Операции предварительной регулировки значительно облегчаются, если сварочный полуавтомат оснащен блоком электронного управления. В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
Происходит это следующим образом. Асинхронный двигатель может изменять скорость вращения ротора несколькими способами:
- Увеличением скольжения ротора. Способ имеет существенный недостаток — повышенные потери мощности с последующим перегревом двигателя. Поэтому он пригоден только при кратковременном режиме управления и с проволокой малых диаметров, когда усилие подачи значительно меньше, чем крутящий момент, который развивает электродвигатель;
- Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
- Изменением напряжения на статоре, которое выполняется специальным электронным регулятором напряжения. Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Пропорциональное управление, кроме того, позволяет включать регулятор напряжения постепенно. Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.
Кроме регулировки скорости вращения роликов, современные механизмы подачи сварочной проволоки позволяют управлять и иными параметрами. Например, усилием прижима проволоки роликами.
Плавность подачи обеспечивается за счет увеличения количества подающих роликов. Обычно их пять: два ролика (прижимные) располагаются вверху, а остальные (подающие) располагаются ниже оси подачи проволоки. Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов.
Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи.
В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки.
Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
Сварочный полуавтомат своими руками Часть 3.Механизм подачи проволоки

Ну вот собрал механизм подачи проволоки, выбрал самый простой вариант.
Продолжение следует.
P/S вот ссылка на предыдущую часть.
Комментарии 46

Блин, красавец мужик! Жду продолжения!

давай дальше интересно же)))

Продолжение в понедельник ))
ждемс. как прям на телевидение)))))0

ШИМ обеспечивает стабилизацию скорости подачи проволоки?

У меня он регулирует скорость. Есть схемы с обратной связью, там на ротор надо датчик ставить, я решил нуего.
Абсолютно точно, я видел два различных промышленных полуавтомата с протяжками от автомобильных дворников, ниаких датчиков там не было и при этом скорость подачи на всех режимах была стабильной, даже на самых малых скоростях. Это решается как то схемотехнически.

магнитофоны помнишь? там были моторчики на лентопротяг. так в моторчиках стояла схема стабилизатора оборотов. просто с обратной связью по току. когда ток становился больше она поднимала напругу и наоборот.
потому пленка двигалась с довольно постоянной скоростью.
и никаких датчиков на валу.
но там в основном линейные использовались. на мощных сильно греться будут.
но и шим по этому принципу построить можно. моторчик будет крутится с довольно постоянной скоростью достаточной для подачи проволоки.
На сколько я помню, там не было ничего подобного.
тебе фото дать? для улучшения памяти?
но это на линейных режимах работает. тоесть с двигателем стеклоочистителя будет небольшой утюг.
но если знать что спросить у яндекса, можно и шим найти. это будет лучше по многим параметрам.

Одно можно утверждать однозначно: руки растут из нужного места…
оооо приятно встретить родственную душу! вы его к чему подключаете ?
Пока только к розетке )))
не я про источник питания сварки, что подключаете у устройству инвертор, или транс, меня это интересует
Собираю инверторный источник.
а к сварочному инвертору пробовал подключать ?

для этих целей нужен инвертор с регулировкой по току и напряжению и напряжение желательно связать с подачей проволоки .если не ошибаюсь в заводских полуавтоматах по этому принцыпу.

Неа, подача отдельно, ток и напряжение отдельно. Вот последние 2 связаны между собой как раз.

Есть и такие, но жесткая ВА характеристика делает это ненужным!
Расскажите, пожалуйста, каким образом обеспечивается стабилизация скорости подачи проволоки?
Подача проволоки-в серьезных машинах(ПДГ-600 )с помощью асинхронника, там этой проблеммы нет, на современных-постоянник с постоянными магнитами и ШИМ-контроллером, на дорогих-обратная связь по току или оборотам! Вся фишка в том, что идет саморегуляция сварочной дуги-происходят постоянные КЗ с отгоранием и расплавлением участка проволоки, а из-за жесткости характеристики достигается четкое повторение процесса во времени! Есть еще струйный и мелкокапельный перенос, но это уже другая история! Читайте литературу, желательно, Советскую на эту тему, там все разжевано, даже таджиков инженерами делали, причем неплохими!
Мне интересен вопрос стабилизации скорости подачи проволоки именно при использовании двигателя постоянного тока дворников.
А оно и не нужно! Это не тот класс оборудования, для ширпотреба хватает внешней характеристики мотора! Постоянство процесса сварки достигается источником сварочной дуги, а не проволокой! Сегодня на сварном выложил книги по этой теме, вэлком!
На каком сварном, киньте ссылочку плз.
evgeniy-borisov
Кемпомат и Абикор делает машины для дилетантов, выставляется толщина металла, а они сами выставляют ток.напряжение и подачу!Ток практически связан с подачей и толщиной проволоки.Они называют это синергетическим управлением.
Хорошо, а если металл разный по толщине?
Это азбука, даже вручную выбираем по тонкому, что бы не прожечь!Синергетика-это их фишка, в памяти процессора результаты тысяч лабораторных исследований . Отлаженность параметров источника(соотношение напряжения, подачи проволоки, тока, индуктивности в каждой точке характеристики) -это и есть показатель качества и доведенности машины!В мире совсем немного центров исследования по сварке, один из них — Институт Патона(к сожалению, умирающий сейчас!)Так вот на нем обкатывались все советские сварочные машины.
в двигателе используется червячный редуктор. он не сильно долговечен сам по себе.
если он будет работать часто и долго, надо ставить движком вверх но не вертикально а на 10-11 часов(чтоб редуктор смотрел в верх), в редуктор набить более жидкой смазки
(я литол с моторным маслом смешивал до консистенции легкой текучести гдето 1 литола и 2-3 масла)
это существенно продлевает жизнь. ось двигателя находится в смазке, которая хоть слабо но течет, и он нормально работает.
у меня на других устройствах такие двигатели стояли, работали по 4-6 часов в рабочий день(на напруге в 7-9 вольт).
такое расположение и смазка значительно продлевали им жизнь

какой инвертор будет?
если от обычной сварки то работать не будет, я пробовал собирать на IGBT сварочнике Aiken 180I.
не работало не тот режим тока.
Именно это и анонсировано!Я умываю руки)))
я прочитал все сначала, в вашей статье ни слова об применяемом инверторе в данном случае.
В перврй части ТС собирается ММА источником делать полуавтомат! Причем, о жесткости характеристики оного и слышать не хочет!Дед Патон в гробу переворачивается!
сам не сварщик неразу. я больше по электричеству и электронике.
приходил ко мне один самоделкин, с безымянным китайским инвертором.
ему собственно нужно было лишь ограничить максимальную напругу на выходе сварочника.
у сварочника было два режима(обозначены иероглифами) на одном он варил мма. ана втором ограничил ему напругу на 22 вольта. варил. уж как качественно судить не могу. по суте если нарыть схему на сварочник, в несильно навороченных реально напругу ограничить.
ок. тогда все ясно, спасибо
У автомата(полуавтомата )ВА характеристика жесткая или попогопадающая, У ММА-крутопадающая, , разный ток КЗ, выходной индуктивности и т д! Ограничение V никакого отношения к процессу не имеет, Увеличение или уменьшение Vсмещает линию ВА характеристики выше или ниже при сохранении ее наклона.
да как тебе сказать, мне пришел человек сказал напруга большая, там около 80 на хх.
и менял я не на режиме мма. я подозреваю что второй режим для тиг сварки был.
хотя и его ва характеристику я не знаю.
я напругу ограничил, он доволен остался.
по идее сварочник это мощный блок питания импульсный. в пределах его возможностей, ему можно задать желаемую ва характеристику.
и опять же тут разговор не про профессиональные апараты ведь идет.
у нас на профессиональных вообще импульсный ток идет трещат когда варят.
это немного не моя тема в ремонте была, но в соседнем кабинете сидел, с парнями общался.
типо импульс лучше работает чем просто постоянный ток при сварке. по идее и это можно замутить, только вопрос в том насколько шаришь в электронике. ну и переделок чуть больше.
Вот для этого группа Сварной и существует! Если есть интерес к процессу, зайди, почитай, там нюанс на нюансе!И нет там импульсов-треск -следствие частых регулярных КЗ, это один из основных режимов сварки! Сам процесс сварки давно изучен и отлажен, нет различий в проф и аматорских, есть хорошие и плохие аппараты!
не не не. там именно импульсы. серьезные аппараты на производстве строительной техники.
да не не настолько интересно. будут конкретные вопросы мне есть у кого спросить.
а вот про импульсы могу спросить подробнее, если не забуду.
но это точно они. потому как их частота и скажность и ток регулируется.
правда там и катушка с проволокой размером с 200 литровую бочку :)
Читайте также: