Почему нет массы на сварочном аппарате
Современные полуавтоматы и инверторы давно вышли за рамки стандартных условий эксплуатации. Ряд моделей способен работать при пониженном напряжении в 130 В. Усовершенствованное оборудование функционирует в режимах наиболее эффективного распределения продолжительности нагрузки, то есть можно варить в течение полной рабочей смены. Расширенный температурный диапазон позволяет создавать металлоконструкции даже при -20 0С.
Тем не менее, и новейшие агрегаты иногда сбоят, подводя в самый неподходящий момент. В этой статье расскажем, почему сварочный аппарат работает, но не варит.
Основные причины отказов
В сравнении с предыдущими поколениями техники современные сварочные аппараты характеризуются более сложным устройством, требующим от пользователей определённых навыков обращения. В случае появления неполадок можно провести первичную самостоятельную диагностику и ремонт.
- Некорректная работа сварочной «начинки» (внутренние проблемы).
- Ошибки с настройками режимов (внешние ошибки).
Понятно, что у новичков чаще случаются помехи из второй группы, поэтому до того как обращаться в мастерскую или вскрывать сварочный инвертор самому, желательно проверить выбранные установки. Основные ошибки с настройками и способы их устранения производители приводят в инструкции.
Как устранить внешние неисправности
- Аппарат включён, но сварочный процесс вести невозможно.
- Дуга горит крайне нестабильно. Наблюдается повышенное разбрызгивание металла.
- В ходе образование шва происходит постоянное залипание электрода.
- После включения аппарат не реагирует на действия пользователя.
Сварочный аппарат включён, варить невозможно
Необходимо проверить целостность кабеля. Не исключена вероятность, что он повреждён. Кроме того, инвертор может не работать по причине отсутствия массы на свариваемой детали.
Проблемы с дугой
Ошибка возникает, если сварочный ток настроен неправильно. Параметр напрямую зависит от диаметра и типа электрода, также значение должно соответствовать скорости, с которой работает сварщик. Снижая скорость сваривания деталей, необходимо отрегулировать и ток на аппарате.
Появление залипания
- В процессе сварки понизилось напряжение.
- Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки.
- Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
- Выбраны провода слишком большой длины (более 30 м).
- Восстановить повреждённую изоляцию кабеля.
- Подтянуть ослабевшие контакты.
Электрод может залипать в результате возникновения замыкания в обмотках трансформатора или сварочных проводах, перегрузки электронной схемы, пробоя конденсаторного фильтра, вышедших из строя диодов.
Отсутствие реакции аппарата
Возможные неполадки могут быть связаны с падением сетевого напряжения. Кроме того, подобную проблему часто вызывает слишком слабый автомат в щитке, отключающий линию во время подключения оборудования. К аналогичной реакции приводит активация внутренней защиты инвертора после слишком длительной работы без перерыва. В этом случае необходимо сделать остановку на 20–30 минут, чтобы система остыла, после чего продолжить работать.
Как проявляются проблемы с напряжением
Ситуация, когда сварочный аппарат включается, но не варит, знакома многим. В процессе работы дуга либо гаснет, либо совсем не поджигается. Ошибка может возникнуть в результате просадки напряжения. Если вы работаете электродом с диаметром прутка 3 мм, в сети должно быть не менее 200 В, для Ø 2мм необходимо минимум 180 В. Сетевое напряжение может падать существенно ниже этих отметок.
Если проблемы с качеством электроэнергии постоянные, а работать необходимо по месту, можно купить генератор с функцией подключения сварочного аппарата.
Также в этой ситуации поможет стабилизатор напряжения с функцией выравнивания параметра при слишком низких значениях (от 140 В). Если просадки ещё ниже, устанавливают стабилизатор через повышающий трансформатор. Последнее устройство выводит напряжение на заданный уровень, а стабилизатор поддерживает рабочий диапазон. Только трансформатор ставить нельзя. В случае выхода сетевого напряжения на нормальные значения, прибор продолжит поднимать его к установленному диапазону. В результате напряжение может выйти за предельные 280 В, которые способна выдерживать бытовая техника, и потребители просто сгорят.
Причины самопроизвольного отключения оборудования
Если оборудование начало самопроизвольно отключаться, можно самостоятельно диагностировать сварочный аппарат. У большинства моделей предусмотрена функция автоматической защиты от критических ситуаций. Как только параметры выходят за номинальные, система блокируется с одновременным отключением вентилятора.
В таком случае следует проверить сетевое напряжение и убедиться в работоспособности предохранителей на обмотках сварочного трансформатора. Если в этой части всё в порядке, проверяют токовые обмотки. При обнаружении дефекта их либо перематывают, либо меняют на новые. Следом тестируют состояние выпрямителей диодов, неисправные элементы подлежат замене. Случается, что ломается фильтрующий конденсатор (дефектный также необходимо заменить).
При любых неполадках необходимо убедиться, что блок охлаждения сварочного оборудования работает исправно и внутренние пространство не перегревается.
Если аппарат долгое время находится под пиковыми нагрузками, охлаждающий блок перестаёт справляться. Для того чтобы вернуть технику в работу, необходимо сделать перерыв на 30–40 минут. Конструкция, которой обладают сварочные инверторы , предусматривает необходимость в перерывах во время работы. Например, непрерывно варить можно в течение 7–8 минут, после чего сварочнику дают «отдохнуть» 3–4 минуты.
К ремонту сварочного аппарата инверторного типа желательно приступать после изучения схемы и принципа работы оборудования.
Приводим в порядок провод массы от сварочного инвертора.

Всем привет.
Давно чесались руки, но сегодня решил осуществить задуманное.
На моем китайском сварочном инверторном аппарате kaiser nbc-200 требовал ревизии провод массы, а так же замены самого зажима.

Провод был в таком виде:
клемма на сам держатель была зажата обычными тисками когда-то в течении 8 лет эксплуатации аппарата, т.к. родная давным давно обломилась.


Это часть, которая вставляется в сам аппарат, тут я еще не лазил, это так от производителя

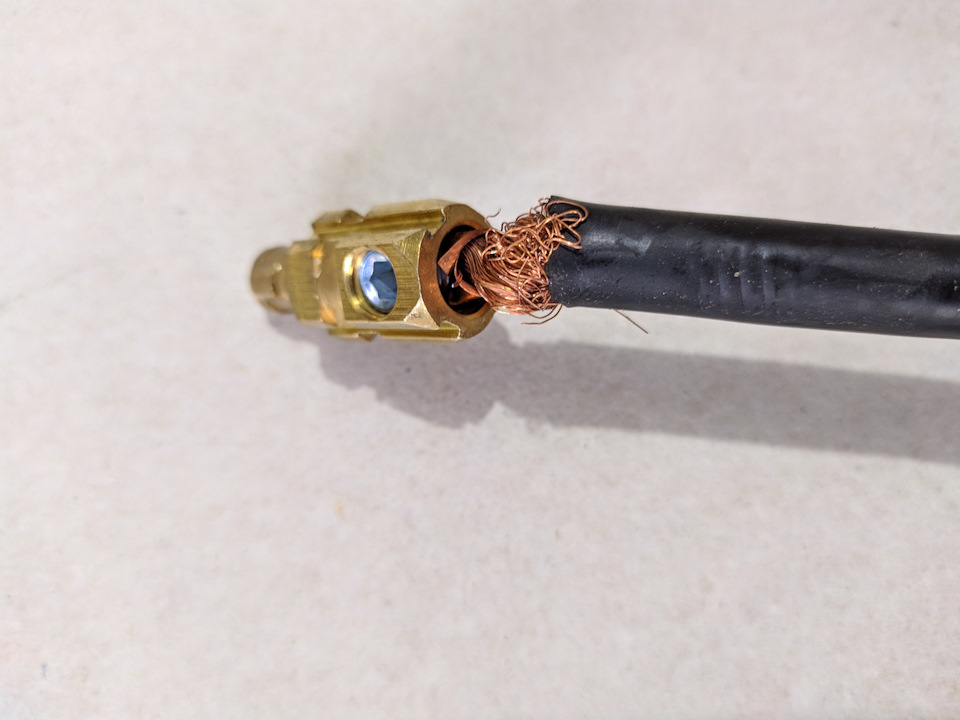
Откручиваем шестигранник и видим что жилы провода завернуты в кусочек фольги и зажаты.


Вытащив все и видим как часть жил просто обломлены

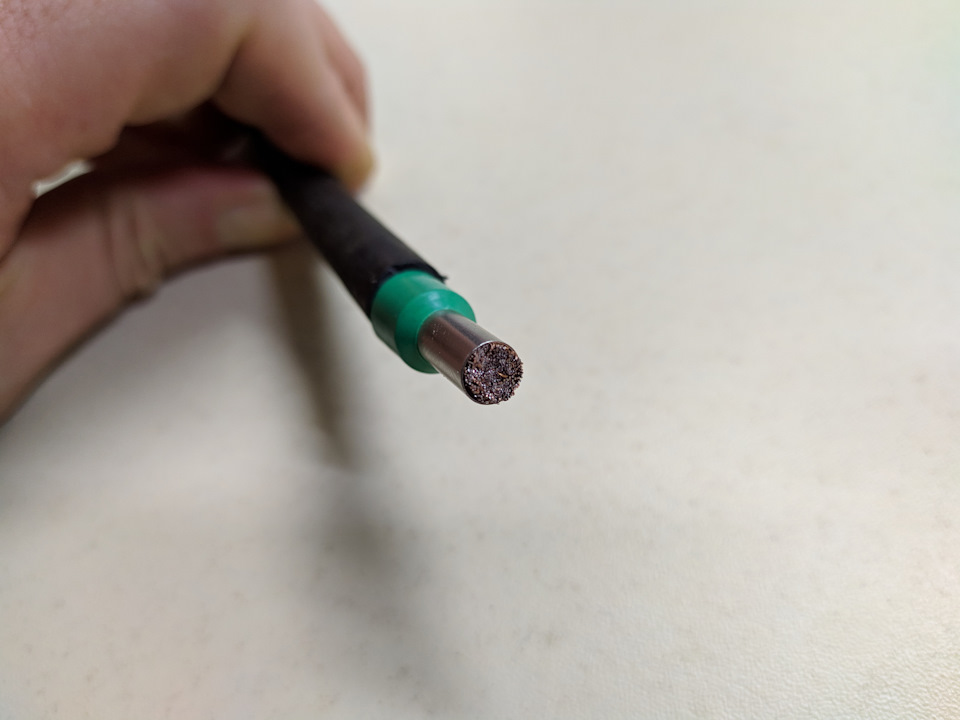
Ну и… провод не полностью медный. Он из чего-то и обмеднен. Сечение 16мм2. В общем пока будет такой, со временем сделаю, возможно, но это не точно, из КГ16 или КГ25 новый. А может и нет…

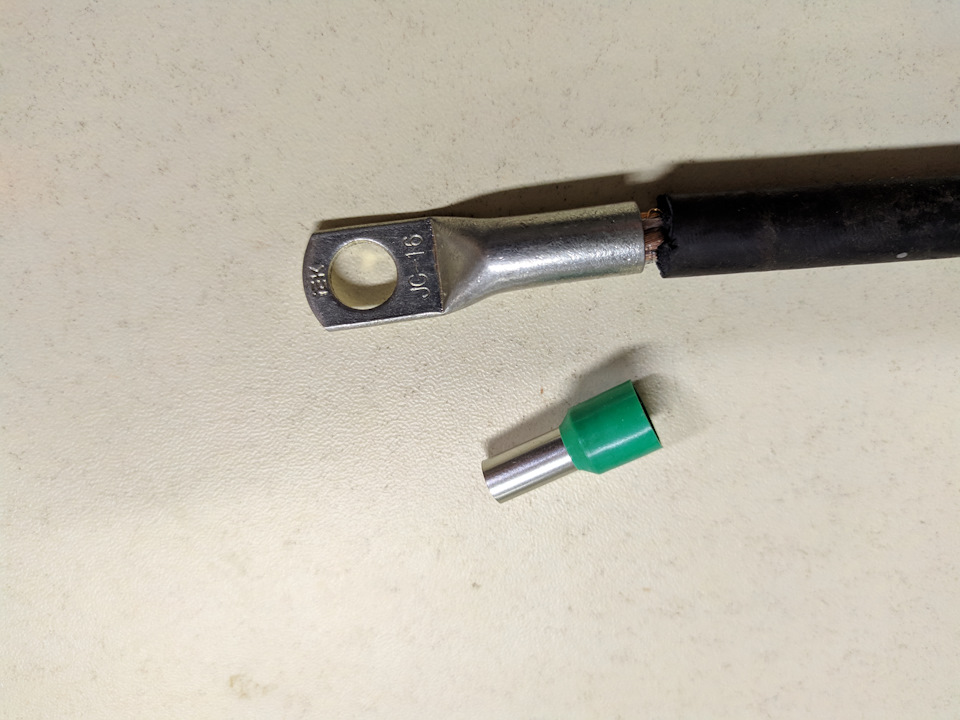
Вооружаемся наконечником медным луженым на 16мм2, НШВИ наконечником на это же сечение
В пресс матрицы под этот наконечник
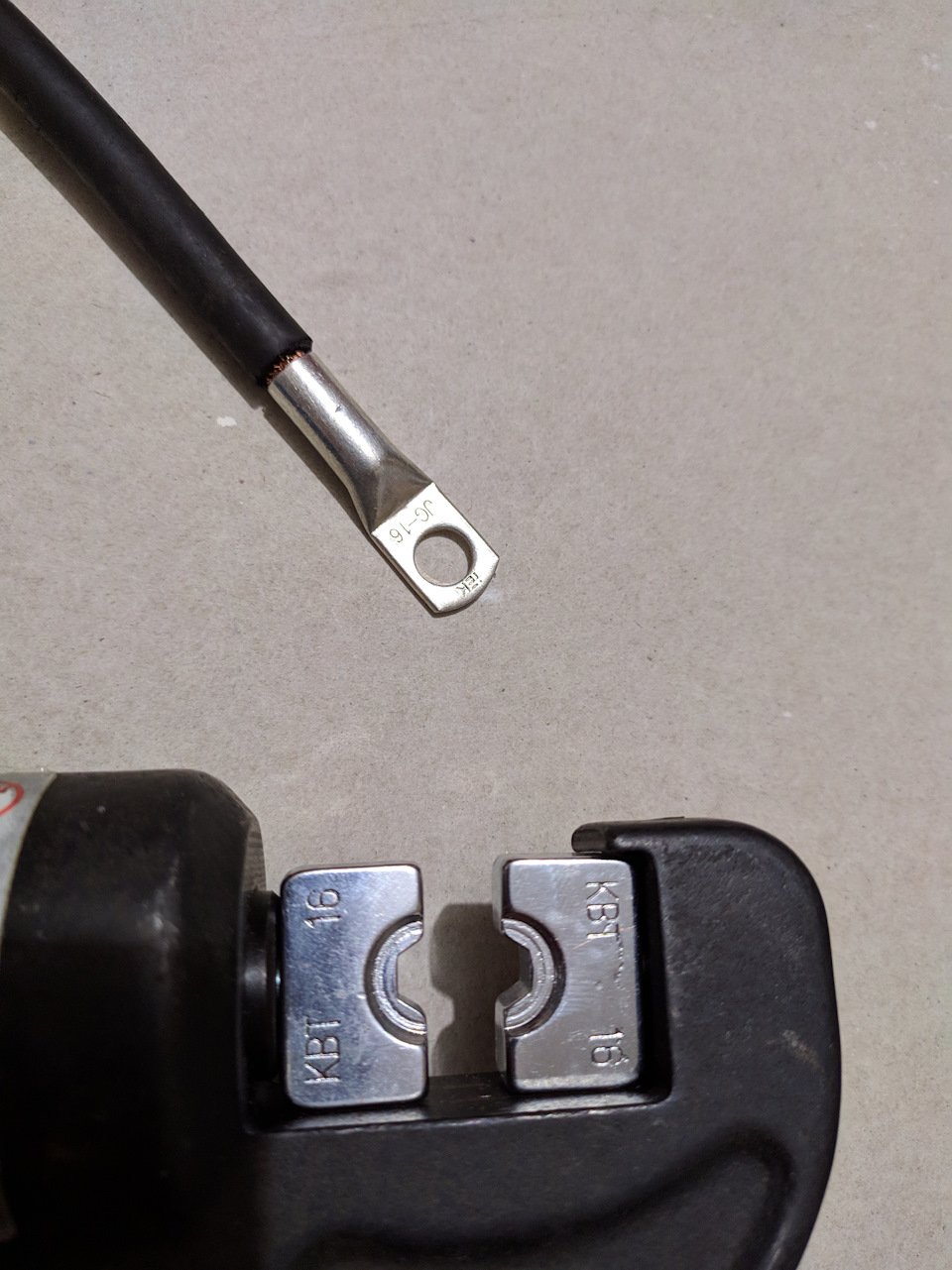
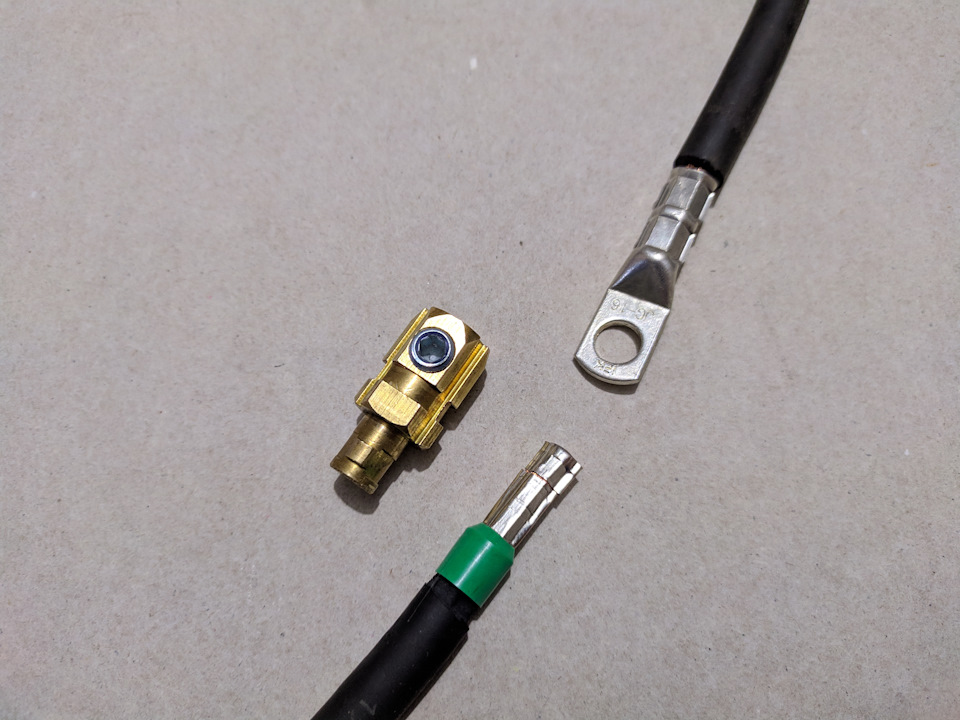

Зажимаем в клемму



Ну и термоусадка с клеевым слоем. Ее тут не обязательно использовать, но она очень жесткая и не даст проводу обламываться по наконечнику.


Остается только купить сам зажим и готово.
Комментарии 20
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Если б китайцы повысили качество монтажа до Вашего уровня, боюсь, цена бы существенно возросла

Ну, я вот после купил сварочный аппарат Aurora Overman 200, так там как раз с проводами полный порядок. С виду чистая медь, а не омеднение. Такой же наконечник опрессован на провод массы, довольно не плохой массковый крокодил. Но, правда да, цена аппарата видимо все это в себя включает. Сейчас почти 40000р.

да, пресс гидравлический тема. очень рад что купил его)
спасибо!
Я бы недотумкал обжать НШВИ тем же прессом, возьму на заметку)))
а почему нет-то)))
если матрица подойдет, то вполне. у меня под НШВИ такие себе клещики, они до 2*6мм2, а выше уже нечем, иногда вот этот пресс выручает.

Кстати, ты не думал об альтернативном применении пресса? По идее им можно жать и тросы, и можно и в нож для толстых кабелей переоборудовать. Поискал готовые решения матриц, но производители шибко не хотят чтоб мы обходились одним инструментом))))
Я тросс обжимал уже для ручника. Прекрасно справился со своей задачей. 5тонн хватило усилия для этого.
А вот про нож и толстые кабели не думал. я с большими сечениями не работал, больше 70мм2 никогда и не жал.
да и 70 то пару раз было всего.
если из толстых в основном 35 или 40мм2.
Матрицу я у товарища на заводе с парком ЧПУ станков в теории могу заказать. С термообработкой, все как положено.

Термоусадка с клеевым слоем отличный вариант там, от перелома спасет и защита от окисления .
Восстановление зажима массы сварки.

Пришел в негодность зажим. Губки подгорели. Перемычка из провода отгорела. Сделал магнитную массу из динамика. Масса вышла ужас. Стружку собирает контакт плохой.


Сверлим. Находим провод для перемычки. Гильзовать не стал.



Комментарии 50

Конечно же молодец.
Скучно все это.
Мелочь.
Обыденность.

Я не знаю, что надо делать, чтобы убивать крокодилы. Лет пять назад прикрутил к массовому проводу столярный зажим. За 30 рублей. Сняв изоляцию, естественно. Сваркой занимаюсь довольно часто, зажим всё как новый.


Когда у меня слетел, я обычную струбцину не пожалел, до сих пор использую.
А вот с магнитом нельзя использовать!
Пробывал, никто не знает как этот магнит дугу уводит?мифы то всё!
Вот…

Дугу уводит…
Я однажды магниты вместо струбцины умудрился использовать.
Раскаленные капли металла мгновенно во все стороны разлетались.
Убрал магниты — процесс сварки тут же восстановился.
Купил обычные струбцины.
Бывает "дугой вытягиваешь" провар, при просадке напряжения, а с магнитом вобще невозможно!

Можно магнит подальше от места сварки убрать и всё пройдёт. А если магнит — это сварочный угольник, то они только для прихваток предназначены.

А не проще новый провод с крокодилом купить?


У меня тоже сгорел такой.на прошлой неделе купил новый менее 2$ отдал…

Мм. Есть одно НО, нужно увеличить площадь пятаков, и провод закрепить на зажиме дабы в отверстии он не перетирался
Можно накрутить пятаки с внутреней резьбой. Площадь контакта будет равна заглушке.

Ой ну колхоз. А если краску или ржу надо процарапать, то этими латунными заглушками тереть? Выкинуть нахрен всю эту халабуду и купить нормальный мощный крокодил.
Для контакта зачищается деталь от краски и ржы … А колхозники царапают и варят…
Не скажи это сварщикам
Ну ка сварщик расскажи ка мне как варить на сварочном столе? Когда сам стол является массой.
Или это тоже колхоз?


И много таких столов в округе? А теперь расскажи мне, что делает сварщик, когда приходит руководство и дает срочное распоряжение в помещении с окрашенными грунтовкой и противопожарной краской Агракс металлоконструкциями срочно сделать по низу обвязку под столы. Прибегают белорусы с напилеными и покрашеными профилями и начинается дрочево с пробитием краски и искрометаниями. Потому что болгарку забыли, сварной работает до 5, а ему еще глушак у водилы с фуры заваривать. И про этот сварочный стол он может только мечтать, потому что на заводе режим жесткой экономии. Так что это все красивые картинки, а в жизни все суровее.
Масса при сварке.

Недавно увидел такую картину, после которой возникли вопросы.
Стоит сварочный стол, на краю которого сварена полка под полуавтомат, рядом стоит баллон с углекислотой, который стоит на опоре сваренной с этим сварочным столом и закреплен цепью к столу. Все естественно из металла…
Возник вопрос а безопасно ли это?
Получается если массу от сварочника прицепить к столу, то она будет охватывает и баллон и сам полуавтомат.
Разве не будет опасности для сварочника и баллона в случае поджигания дуги?
Безопасно ли это?
Комментарии 86

pipe , техническую литературу читай, умник!
Целые заводы на баллонах пишут "углекислота", а для тебя это придурки. ну-ну
Ты сам педик, вот тебе выписка, олень:
Углекислый газ, углекислота ► carbon-dioxide gas (carbonic acid) Двуокись углерода (СО 2). В нормальных условиях газ, при температуре -78°С – твердая снегоподобная масса (сухой лед)…
Можешь сам найти и почитать "Краткий справочник по нефтегазовым терминам. — 2004" Придурок!

Безопасно.Балон не взывоопасен.
MrPlyuh, "умник" — не прячься за запрет ответа тебе. Трусость не красит человека.
Ссылку на википедиков? Где каждый педик пишет, что хочет?

Добавлю. Это не безопасно если держак упадет (уронится, слетит, шваркнится…) на балон при включенном сварочнике. Но в полуавтомате это исключено. Если специально не делать.
Если ваш балон зацеплен к столу, а стол к сварочнику, то не имеет ни какого отношения + там или — он находится под тем же потенциалом что и стол. Через балон не проходит электричество т к он не зацеплен ко второму проводу. Деталь присоединена не к балкону а к столу. Проблема будет если свариваемую деталь присоединить к баллону (масса). Я не думаю что это кто-то сделает.

Это очень опасТно делать! Масса от сварочного аппарата, которая является минусом на постоянном токе и не является оным на трансформаторе, а при обратной полярности плюсом на постоянном токе, воздействуя на углекислоту в сжатом состоянии в баллоне, модифицирует оный в горюче-смазочную смесь типа фосфорно-углекислого тринитротолуола с гексогеном. И в период пользования в 108 342.58 человека-часа обязательно приведет к самопроизвольному воспламенению газа.

Не забивай себе голову, и не мешай другим. Все будет нормально👍

Электрический ток, как и вода, течёт по самому короткому расстоянию. так, что если масса закреплена на столе, то ток пойдёт по столу.

С каких пор инертный газ стал огнеопасным?

А с каких пор углекислый газ вообще стал инертным? Исчерпывающий перечень инертных газов можете увидеть в последнем столбике таблицы.
С тех пор как название сварочного процесса носит такое название
Какое именно название?
Сварка в среде инертного газа
Это слишком обобщенно звучит. Нет такого сварочного процесса
Это имеет какое то отношение к топику ? =))
Естественно. Он почитает такие вот ответы про то, что углекислый газ является инертным, и когда-нибудь опозорится, высказавши подобную глупость.
А на самом деле дуговая сварка может осуществляться в среде защитных газов двух видов:
1) инертные (аргон и гелий);
2) активные (углекислый газ, водород, кислород и азот).
И еще возможны разные варианты смесей из этих газов в разных пропорциях.
Поэтому есть два подвида полуавтоматической сварки — MIG и MAG
слушайте, я понимаю, что вы сварщик возможно с ни одной корочкой накс.
по факту ц о 2 не горит и хоть через него катушкой Тесла молнии пропускай ему ничего не будет.
Ну так и можно ж было простыми словами сказать, что углекислый газ негорюч))))
Он даже в огнетушителях используется)))

А по поводу абсолютной взрывобезопасности баллона с углекислым газом есть поучительное видео
Какой он в жопу сварщик? Он трепло и тролль ))) Выучил только аббравеатуру "MIG" и "MAG" и умничает доказывая, что углекислый газ в баллоне и углекислота там же, это совершенно разные вещи. )))
tomkol , лучше помолчи, а то еще что нить ляпнешь.

Сварка в среде инертного газа и сварка в среде углекислоты-это абсолютно разные вещи. Инертный газ-это аргон, гелий. Углекислота используется в качестве защитного газа, она тяжелее воздуха и просто вытесняет воздух из зоны сварки.
Аргон и гелий в чистом виде при полуавтоматической сварке не применяется, только в смесях с углекислотой.
Аргон в чистом виде применяется при сварке неплавящимся вольфрамовым электродом.

Ошибочка а как же сварка алюминия полуавтоматом?
Качественного, прочного слединения в таком случае на будет. Это только баловство. Качественное соединение с прочностью 90-95 процентов прочности основного металла можно добиться при сварке переменным током с наплавящимся электродом и соответсвуююще подобранным присадочным материалом.

Заземление от самой изолированной сварки. А на стол масса ., она меняется / прямая и обратная/
Масса прямая и обратная?!
ответ сам знаешь на свой вопрос если не новичок, ( без терминов давай ) когда масса цепляется на держак или на деталь
В смысле — когда на электрод подаётся либо плюс, либо минус)))
да, я про полярности,

Интересно и откуда может возникнуть дуга между баллоном и сварочным столом, видать вы в школе электричество вообще не изучали

psi-factor надо иметь довольно низкий iq чтоб спрашивать чтото у того кого сам в черный список занес, да еще и за глупость вписываться кем-то сказанную

Безопасно!
В этом деле главное не прожечь баллон, а то будет сюпрааайз! ) ) )

Нормально все. Главное как сказали выше — баллон не греть. Хотя это как варить надо, чтобы рядом со сваркой нагрелся баллон.
Газ при работе с полуавтоматом служит для оттеснения атмосферного кислорода от сварочного шва во избежании кипения металла. Для сварки черных металлов применяется углекислота или смесь углекислота + аргон. Оба эти газа инертны, по этому безопасны.
На производстве часто применяют сварочные столы для сварки мелких и небольших деталей для увеличения производительности и удобства — не надо каждый раз перецеплять массу на деталь, просто положил на стол и вари. При соблюдении всех правил сварочных работ это абсолютно безопасно.
Баллон прицепляют к столам или стойкам цепью только по одной причине — что бы он не упал. А именно цепью потому, что это самый простой и удобный способ как крепления, так и натяжения крепления (в данном случае самой цепи). Удаление от рабочего места сварщика регламентируется только для емкостей (баллонов в том числе) с агрессивными или взрывоопасными газами, для инертных газов расположение баллонов регламентируется требованиями эксплуатации сосудов высокого давления (сюда же входят требования их крепления).
По правилам ТБ в районе сварочных работ не должно быть горючих материалов. А брезент хоть и очень-очень плохо, но все же горит. Брезентовые чехлы на цепях используются только для уменьшения бряканья звеньев цепи, подобное решение применяли на бортовых грузовиках. Видимо тут местные руководители просто извратились, этого нет в требованиях безопасности сварочных работ.
Это если просто и своими словами

Насколько я понял, что допускается углекислоту держать вблизи сварки, главное должно быть надежно закреплен баллон и не допускать попадания брызг на сам баллон, то есть отгородить его от нагревании.
А касаемо дуги, если массу цеплять за сам стол, то баллону все равно.
Брызг у правильно настроенного полуавтомата практически нет вообще ))) Ну а нагреть углекислотный баллон, это надо сильно постараться )))
Все газовые 40-ка литровые баллоны (тонкие длинные) в принципе изготавливаются одинаково, отличаются только наполнителями (наполнители в баллонах, это не только газы).
Углекислота один из немногих газов с саморегуляцией, т.е. пока есть жидкая фаза, то давление будет одинаковое (+/- в зависимости от температуры окружающей среды). По этому же углекислота и применяется для пневмооружия.
А вот тот же, к примеру, кислород при работе теряет давление в баллоне. Но и разница в давлении 40 атм у углекислоты и 150 атм у кислорода.
Это я к тому, что баллоны эти рассчитаны на достаточно высокое давление. Что кислородный, что углекислотный — это одинаковые баллоны, корпус одинаковый. Но опрессовываются (проверяются) по разному — на давление по моему х1,5 от рабочего.
Для некоторых газов внутрь баллона дополнительно насыпают всякие катализаторы и т.п. К примеру в ацетиленовом баллоне внутри есть еще дополнительная высокопористая гадость из-за особых свойств самого газа )))
Так что нагреть углекислотный баллон у вас получится разве что в костре, но ни как не лядом с полуавтоматом. Образно говоря Вы можете даже сварочный стол на углекислотном баллоне устроить. Но я бы этого не рекомендовал )))
Спасибо за подробное объяснение)
А на счет массы — боишься, что баллон током убьет? )))
Скорее как дуга будет в роли детонатора для баллона :)
Баллон железный, ему пох ))). А углекислота нейтральна, не бабахнет.
Кстати по поводу безопасности сварочного стола — на полуавтомате ток на проволоку подается только после нажатия на курок пистолета. НО! на рынке сейчас есть куча китайских и итальяно-китайских полуавтоматов, у которых ток на пистолете присутствует постоянно, а нажатие на курок включает только подачу проволоки и газа. Это неправильные полуавтоматы! Они уже требуют повышенного внимания, иначе будет так:

Как я понял, ты хочешь научиться варить, по этому предварительно почитай техническую литературу по сварке, лучше советскую. Не важно — полуавтомат или обычный электродный, тебе главное узнать правила, технологию и способы электродуговой сварки. Полуавтомат, это техника электродуговой сварки, а не отдельный ее вид.
Знаете, почему есть две аббревиатуры для обозначения полуавтоматической сварки (MIG и MAG)?
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности

Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.

К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.

Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Читайте также: