Почему медные провода легче спаять чем соединить с помощью сварки
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
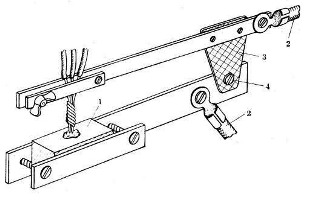
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
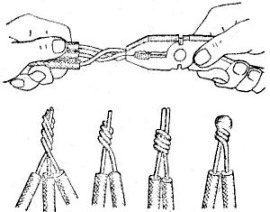
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Почему сварка всегда лучше других способов соединений проводов

Согласно Правилам Устройства Электроустановок (п2.1.21): соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Сколь бы удобные (для лентяев) способы соединения проводов ни придумывали, никакой из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем: присутствует третий, более легкоплавкий и рыхлый металл (припой), на границе разных сплавов всегда существует переходное сопротивление, возможны разрушающие химические реакции и так далее.
Длительность и трудоёмкость выполнения качественной пайки не уступает сварочным работам: тщательная зачистка концов, применение флюсов, глубинный прогрев всей скрутки (тогда как сварка проводов делается обычно за пару секунд).

Различные обжимы и клеммники вообще не выдерживают никакого сравнения. Медь – основной материал проводников – металл совершенно неупругий, пластичный. Он имеет свойство «вытекать» из-под нагрузки, не помогают даже гровер-шайбы.
В достаточно же глубоко подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву о отпуску этих самых пружин: они теряют упругость.
После сварки вообще пропадает понятие «контакт»: электрический ток не проходит через какие-то (пусть даже очень плотно соприкасающиеся) границы проводников, а течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким, и, соответственно, выделения тепла практически не происходит (из-за утолщения при оплавлении и отсутствия плотной изоляции температура соединения при максимальном токе может быть даже ниже, чем у подводящих проводников).
Осуществляют сварку по торцам предварительно скрученных проводников угольным электродом при помощи аппаратов мощностью около 500Вт (для сечения скруток до 25мм2). Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева материалов и разбрызгивания металла. Конечно, это не отменяет защитных очков, жаропрочных подкладок и т.п., но все меры безопасности могут быть значительно упрощены в сравнении с силовой электросваркой.

Аппарат для сварки скруток
Для предотвращения окисления проводников применяют специальный флюс «ВАМИ» или обычную буру. Удобнее всего опускать скрученные проводники сверху в ямку с флюсом, проделанную в угле. Но некоторые умельцы прекрасно оплавляют скрутку и острым электродом «на весу».
Если после остывания и удаления флюса такое соединение покрыть лаком, а затем изолировать ПВХ-лентой или специальным колпачком, оно будет практически вечным.
Соединение проводов сваркой
Сварка проводов: почему не паяльником?
Опытные электрики знают о том, что участок электропроводки, на котором провода скручены вместе (места скруток), начнет перегреваться либо вообще обгорать. Это обусловлено тем, что на месте скрутки из-за разной плотности прилегающих контактов, появляется дополнительное сопротивление. Поэтому чтобы не сталкиваться с подобными проблемами, во время монтажа электрической проводки, медные провода лучше всего сваривать друг с другом используя для этого сварочные аппараты либо инверторы.

Преимущества перед паяльником
Медь является специфическим металлом, сваривать который необходимо в хорошо защищенном помещении, чтобы предотвратить взаимодействие воздуха, который содержится в окружающей среде и углерода. Однако при сварке проводов сделанных из этого металла, отсутствует необходимость создания длинного сварочного шва. Поэтому процесс сварки электрической проводки можно выполнять на открытом воздухе.

Чтобы спаять друг с другом два медных провода нужно за короткий промежуток времени просто расплавить торцы места их временной скрутки. Для этих целей прекрасно подойдет обыкновенный инвертор либо сварочный трансформатор. Однако нужно отметить, что используемое оборудование должно выдавать такую силу тока, который бы хватало для плавки краев кабелей.

Главным преимуществом использования инвертора и трансформаторов, по сравнению с паяльником заключается в том, что:
- не нужно дополнительно использовать во время сварки присадочный материал;
- отсутствует необходимость в лужении металла;
- сваривать металлы гораздо быстрее, чем проводить пайку (эффективно при выполнении больших объемов работ по монтажу проводки);
- сварочные аппараты, сменив режим работы, можно переключить под работу с жилами любого сечения (для пайки материалов с разным диаметром нужно приобретать паяльники, которые отличаются по мощности).

Кроме того, при прокладке электропроводки, могут использоваться кабеля большой толщины. В этом случае соединить их между собой при помощи паяльника не получится. Также во время пайки, при использовании паяльника, необходимо постоянно следить за его температурным режимом. Ведь в случае применения плохо прогретого либо маломощного паяльника, места соединения проводки будут плохо прогреваться.
Технология сварки электропроводки
Чтобы соединить между собой два медных провода, которые являются частью электропроводки, нужна кратковременная электрическая дуга. Она позволяет быстро оплавить края свариваемых кабелей и монолитно соединить их между собой. Чтобы надежно соединить два медных кабеля электропроводки нужно:

- Очистить жилы в местах их соединения от изоляции (расстояние очищенного кабеля от места соединения должно составлять около 7 см).
- Скрутить два медных волокна.
- Длина скрутки (перекрученных между собой жил кабеля) должна составлять 50 мм.
- В 3 см от края свариваемых проводов необходимо установить прижимное устройство сварочного аппарата (прижимное устройство подключается к значению « — » сварочного аппарата и играет роль массы контакта).
- Затем в держатель устанавливается специальный электрод, конец которого подносится к месту сварки. Электрод должен немного соприкасаться с торцевой частью места скрутки. После того, как удалось зажечь дугу, через 2 секунды электрод нужно убрать.

Дуга, возникающая от соприкосновения электрода и торцевой части скрутки оплавит края медных кабелей. В результате этого появиться цельное, прочное и монолитное соединение с таким сечением, которое не будет препятствовать прохождению по электропроводке тока.
После завершения сварочных работ, нужно подождать, когда скрутка остынет, а затем ее необходимо свернуть. Затем ее нужно заизолировать при помощи обыкновенной изоленты либо специальной термоусадочной трубки.
Чтобы правильно и надежно соединить между собой при помощи электрода две жилы электропроводки, необходимо уметь подбирать правильный режим работы сварки. Используемые режимы трансформаторов или инверторов, с учетом сечения проводов, а также количества соединяемых между собой прутком, показаны в таблице:
| Сечение (мм) | Количество свариваемых между собой прутков (штук) | Показатель используемой силы тока (А) |
| 1.5 | 2 | 70 |
| 1.5 | 3 | 80 |
| 2.5 | 2 | 100 |
| 2.5 | 4 | 120 |
Соединение между собой скруток электропроводки благодаря применению сварки, позволит создать надежный контакт жил. Кроме того, ее использование позволит избежать перегрева либо механического обрыва двух соединяемых жил.
Читайте также: