Паспорт генератор сварочный гд
Агрегат сварочный АДД - 2х2501ВУ1 (АДД-2х2501У1) предназначен для использования в качестве автономного источника питания двух постов при ручной дуговой сварке, резке и наплавке металла постоянным током.
Агрегат АДД - 2х2501ВУ1 в своём составе имеет вспомогательный генератор переменного тока для питания электроинструмента, освещения и других потребителей.
По заказу потребителя агрегат комплектуется:
- термопеналом (одним или двумя) для сушки электродов.
Агрегат предназначен для работы на открытом воздухе в полевых
условиях. Агрегат не предназначен для эксплуатации в закрытых невентилируемых помещениях.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от 40°С до минус 45 °С и относительной влажности воздуха не более 75% при 15°С.
ТЕХНИЧЕСКИЕ ДАННЫЕ
1 Сварочный генератор
1.1 Тип ГД-2х2501
1.2 Номинальный сварочный ток каждого поста, А 250
1.3 Номинальное напряжение, В 30
1.4 Пределы регулирования сварочного тока каждого поста, А 30 - 250
1.5 Номинальный сварочный ток при работе в параллель на одну дугу, А 400
1.6 Номинальное напряжение при работе постов в параллель на одну дугу, В 36
1.7 Пределы регулирования при работе в параллель на одну дугу, А 50 - 400
1.8 Напряжение холостого хода, В 80-90
1.9 Продолжительность нагрузки (ПН)
при номинальном сварочном токе, % 60
2 Приводной двигатель
2.1 Тип дизеля Д144 или Д130
2.2 Мощность, кВт (л.с.) 37(50)
2.3 Число цилиндров 4
2.4 Частота вращения, об./мин 1800 или 2000
2.5 Охлаждение Воздушное
2.1 2.6 Емкость топливного бака, л 120
2.7 Часовой расход топлива в номинальном режиме, кГ. 5,5
3 Термопенал для сушки электродов
3.1 Напряжение питания, В 56
3.2 Потребляемая мощность, кВт, не более 0,2
3.3 Масса загружаемых электродов до 8 кг
3.4 Номинальная температура в рабочей
камере термопенала, С° 130
4 Вспомогательный генератор
4.1 Номинальная мощность, кВА 4
4.2 Частота, Гц 50
4.3 Номинальное напряжение, В 230
4.5 Частота вращения, об/мин 3000
5 Данные агрегата без шасси:
5.1 Степень защиты IP22
5.2 Габариты, мм 2420 х 1000 х 1300
5.3 Масса заправленного агрегата, кг, не более: 1200
Расшифровка символов таблички номинальных данных.
Двухпостовой трёхфазный генератор с выпрямительными блоками и однофазный генератор переменного тока с приводом от двигателя внутреннего сгорания.
Внешняя характеристика трёхфазного генератора крутопадающая.
Ручная дуговая сварка покрытыми электродами.
Уровни звука и эквивалентные уровни звука при работе агрегата в номинальном режиме не более 80 дБА.
Уровни напряженности электрического поля частотой 50 Гц и периодического магнитного поля на рабочем месте у агрегата сварочного АДД-4004МВУ1 (АДД-4004МУ1) соответствуют санитарно-эпидемиологическим правилам и нормативам СанПиН 2.2.4.1191-03 «Электромагнитные поля в производственных условиях».
Корректированный уровень общей вибрации соответствует требованиям санитарных норм СН 2.2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий».
Уровень ультрафиолетового излучения (диапазон УФ-В + УФ-С) соответствует санитарным нормам № 4557-88 «Ультрафиолетовое излучение в производственных условиях».
Уровень шумовых характеристик агрегата сварочного АДД-4004 МВУ1 (АДД-4004МУ1)соответствует требованиям санитарных норм № 2.2.4/2.1.8.562-96
«Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
Агрегаты сварочные СЕРТИФИЦИРОВАНЫ на соответствие требованиям БЕЗОПАСНОСТИ и ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ:
ГОСТ21671 и Нормы 8 + 95.
Сертификат обязательной сертификации № РОСС RU. МЕ55.В01310 от 14 марта 2005 г. на три года, выданный Органом по сертификации промышленной продукции НП « Южно + Уральское техническое общество », находящееся по адресу: 456318, г. Миасс Челябинской области, пр. Октября, 66.
Комплект поставки
1. Агрегат сварочный АДД + 2х2501ВУ1 (АДД + 2х2501У1)
2. Комплект ЗИП сварочного
3. Комплект ЗИП двигателя
4. Паспорт двигателя, экз.
5. Паспорт генератора сварочного, экз.
6. Паспорт агрегата сварочного, экз.
7. Паспорт генератора вспомогательного, экз.
8. Паспорт термопенала, экз.
9. Техническое описание и инструкция
по эксплуатации двигателя, экз.
10.Шасси одноосное (по заказу), шт.
11.Провод для аккумулятора + + +, шт.
12.Провод для аккумулятора + + +, шт.
13.Лампа А12 + 21 + 3 Гост2023.1, шт.
14.Светильник ПЛ + 64В2 + 4м ТУ16 + 635.331 + 79, шт.
При поставке агрегата с не установленным воздухофильтром, в комплект поставки дополнительно входят:
1. Скоба УТСВ745556.002, шт.
2. Пластина 2Ф-1-МБС-М-3 ГОСТ7338 30х300, шт.
5. Шайба 8.65Г.0115 ГОСТ6402, шт.
6. Шайба С8.0.08кп.0115 ГОСТ11371, шт.
ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
Организация рабочих мест и проведения сварочных работ в соответствии с СП при сварке, наплавке и резке металлов № 1009 - 73, ГОСТ 12.3.003 - 86 " ССБТ Работы электросварочные. Требования безопасности ".
К эксплуатации агрегатов допускается аттестованный персонал, прошедший обучение и проверку знаний по электробезопасности и правил техники безопасности, обученный работать с электроустановками и знающий устройство сварочных агрегатов.
1. Основные правила электробезопасности
(пункты с 1.1 по 1.4 к агрегату АДД - 2х2501У1 не относятся).
1.1 Перед началом работы произвести заземление агрегата. Сопротивление заземления должно быть не более 10 Ом. Заземление выполнять медным
проводом сечением не менее 1,5 мм ² или алюминиевым проводом сечением не менее 2,5 мм ² ;
1.2 Проверить состояние контактов и целостности проводов соединяющих кожух и составные части агрегата с рамой;
1.3 Проверить наличие электрической связи между корпусами электроприемника и источника электроэнергии;
1.4 Проверить исправность прибора контроля изоляции нажатием кнопки;
ЗАПРЕЩАЕТСЯ работа с неисправным прибором контроля изоляции;
1.5 ЗАПРЕЩАЕТСЯ открывать кожухи распределительных устройств у работающего агрегата;
1.6 При смене электрода напряжение холостого хода на электрододержателе может достигать 100 В. В этих условиях необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями электрической цепи;
1.7 В случае аварийного повышения скорости вращения двигателя напряжение на зажимах сварочного генератора может быть выше 100 В. В этом случае немедленно остановить двигатель.
2. Основные правила противопожарной безопасности:
2.1. Заправлять агрегат топливом только при неработающем двигателе. После заправки вытереть места, на которые попало топливо;
2.2. Следить за тем, чтобы не было течи топлива из бака и топливопроводов. При обнаружении течи немедленно устранить ее;
2.3. Для проверки уровня топлива в баке пользоваться мерной линейкой. Ни в коем случае не подносить к баку огонь для освещения;
2.4. Курение вблизи агрегата не допускается;
2.5. В случае возникновения пожара при отсутствии углекислотного огнетушителя необходимо использовать подручные средства тушения (забросать очаг пожара песком, землей, накрыть брезентом и т.п.);
2.6. Категорически запрещается заливать горящее топливо водой;5
2.7. Запрещается производить сварочные работы на расстоянии ближе 15 м от агрегата.
3. Прочие меры безопасности:
3.1. Для предохранения глаз от вредного действия лучей излучаемых сварочной дугой сварщик должен пользоваться защитным щитком, снабженным специальным светофильтром;
3.2. При работе в общем помещении или на открытой площадке совместно с другими работниками рабочее место сварщика должно быть изолировано несгораемыми ширмами, щитами и окружающие должны быть предупреждены о вредном влиянии лучей от сварочной дуги на зрение;
3.3. Для предохранения тела и рук сварщика от ожогов лучами от сварочной дуги и брызгами расплавленного металла необходимо пользоваться специальной одеждой и рукавицами;
3.4. При зачистке швов для защиты глаз от осколков шлака необходимо пользоваться защитными очками с простыми стеклами;
ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ АГРЕГАТА
Основой агрегата является блок, образованный жестким фланцевым соединением приводного двигателя и сварочного генератора ГД. Этот блок прикреплен к раме через резиновые амортизаторы. К раме кроме этого крепятся капот, пульт управления двигателем, аккумулятор. Вращающий момент от приводного двигателя передается к сварочному генератору посредством пальцевой муфты состоящей из двух полумуфт. Полумуфта двигателя укреплена на маховике и имеет четыре эластичных гнезда, в которых установлены пальцы-пластины полумуфты генератора, закрепленной на его валу.
Вращающий момент от приводного двигателя к вспомогательному генератору передается посредством ременной передачи. Для этого используются два ремня А-1250 ГОСТ 1284.1-89. Натяжение ремня проверяют нажатием в середине межцентрового расстояния с усилием 12Н. При этом прогиб должен составлять 3 - 5мм. При прогибе более 5мм необходимо произвести натяжение ремней. Прогиб менее Змм нежелателен во избежание преждевременного износа ремней и подшипников генератора.
При установке комплекта новых ремней разница длин ремней не должна превышать 4 мм.
Пульт управления двигателем
На панели пульта установлены приборы контроля давления масла и температуры масла, амперметр для контроля зарядного тока. Питание приборов включается тумблером S1 " Приборы ". Схема электрическая принципиальная управления двигателем приведена на рис.1.
Загорание лампы « Контроль накала » при повороте ключа в первое положение показывает, что свечи в цилиндрах разогреваются и можно поворачивать ключ во второе положение «Пуск» для включения стартера.
Лампа HL1 " Разряд батареи " сигнализирует о том, что не работает зарядный генератор. При работающем двигателе горящая лампа может означать и обрыв ремня привода вентилятора охлаждения.
На панели имеется розетка на 12 В для подключения переносной лампы.
В целях надёжного возбуждения, в сварочный генератор заведено питание напряжением 12В постоянного тока от бортовой сети агрегата. Во избежание разряда аккумулятора рекомендуется сразу после остановки двигателя выключить тумблер S1 " Приборы ".
Капот
Капот представляет из себя жесткую цельную сварную конструкцию в форме коробки без дна, к которой крепятся шторы и топливный бак. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2.
Капот сделан съемным для удобства обслуживания двигателя и генераторов.
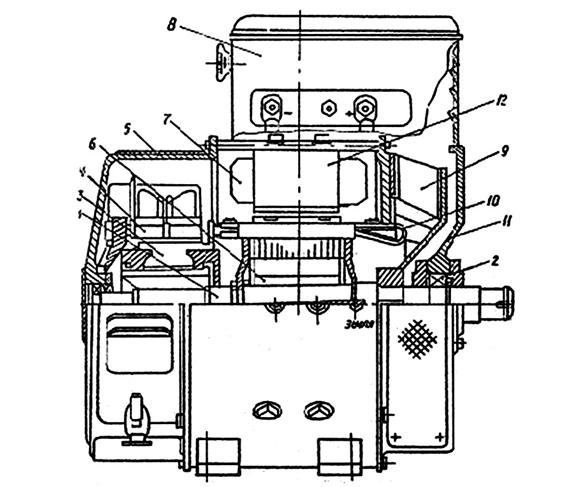
Для снятия капота отсоединить топливопровод от топливного бака, болты крепления капота к раме и болты крепления скоб опоры пульта вспомогательного генератора. Поднимать капот согласно схеме строповки (см. рис.2). (Масса капота со шторами и с баком без топлива - 180 кг).
Термопенал
Предназначен для поддержания электродов в сухом состоянии. Подключение термопеналов к сварочному генератору производится следующим образом: первый термопенал подключается ко клеммам 11А1 - 11В1, а второй термопенал подключается ко клеммам 21А1 - 21В1 распредустройства сварочного генератора. Остальное - в паспорте на термопенал.
Установка аккумуляторной батареи
Аккумуляторная батарея агрегата 6СТ-190 находится в сухозаряженном состоянии (без электролита).
Батарея установлена на раму со стороны стартера и притягивается к раме уголком через шпильки-крючки.
Соединение " + " аккумуляторной батареи со стартером, а " - " аккумуляторной батареи с корпусом (наконечник провода закрепить болтом, крепящим переходный щит генератора сварочного к двигателю) производить проводами из комплекта поставки.
ЗАПУСК АГРЕГАТА В РАБОТУ
1. Залить электролит в аккумуляторную батарею и подготовить к эксплуатации.
2. Подготовить двигатель к работе согласно инструкции по эксплуатации двигателя.
3. Открыть краник на баке и убедиться в поступлении топлива к фильтру и отсутствии воздуха в топливной системе.
4. Установить рукоятку подачи топлива в положение наибольшей подачи топлива.
5. Выключить компрессию в цилиндрах рукояткой декомпрессионного механизма.
6. Включить тумблер S1 " Приборы " на пульте управления двигателем. При этом загорится сигнальная лампа и стронутся стрелки приборов.
7. Повернуть ключ выключателя S2до первого положения "Свеча".
Загорание лампы «Контроль накала» показывает, что свечи в цилиндрах разогреваются и можно включать стартер.
8. Поворотом ключа выключателя S2 во второе положение " Пуск" включается стартер.
9. Раскрутив двигатель, через 3-4 с, не выключая стартера, включить компрессию поворотом рукоятки декомпрессора вправо - двигатель должен запуститься.
10. После пуска двигателя отпустите ключ. Он сам вернется в исходное положение. Если двигатель после 3 -4-х попыток с минутными перерывами не запустился, то последующую попытку пуска можно повторить только через 2,5-3 мин. во избежание выхода из строя аккумуляторной батареи.
После пуска двигателя необходимо:
1. Прослушать работу агрегата (двигатель должен работать равномерно, без стуков и посторонних шумов).
2. Проверить показания приборов - стрелка амперметра должна отклоняться в сторону «+», показывая подзарядку аккумуляторной батареи, а сигнальная лампа не должна гореть; давление масла должно быть 1,5-3 кгс/см(2) (у прогретого двигателя), остальное - согласно инструкции двигателя.
Пуск двигателя при низкой температуре окружающего воздуха (ниже минус 10 °С) должен производиться с мерами по снижению вязкости масла изложенными в документе " Двигатель Д144. Инструкция по эксплуатации". Там же приводится перечень необходимых операций при возможных отказах двигателя.
В паспорте на генератор сварочный приводится перечень необходимых операций при работе со сварочным генератором.
ОСТАНОВКА ДВИГАТЕЛЯ
Для остановки необходимо дать двигателю поработать вхолостую на минимальных оборотах 1-2 мин. и только после этого глушить его, выключив подачу топлива. Для экстренной остановки (двигатель «идет в разнос») следует отключить подачу топлива и выключить компрессию.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЗАО «Уралтермосвар», как предприятие-изготовитель агрегата сварочного АДД - 2х2501ВУ1 (АДЦ-2х2501У1) гарантирует его соответствие требованиям
ТУ 3441 -010-16516326-01 при соблюдении потребителем правил его эксплуатации, изложенных в настоящем руководстве.
Гарантийный срок - 12 месяцев с даты отгрузки с предприятия - изготовителя.
Гарантия предполагает бесплатный ремонт в течение гарантийного срока или замену агрегата на новый в случае невозможности ремонта.
Гарантийное обслуживание осуществляется только после заключения специалиста ЗАО « Уралтермосвар» о наличии неисправности по вине предприятия-изготовителя. В случае неисправности, произошедшей по вине покупателя, ремонт осуществляется за его счет.
Гарантия прекращается при наличии механических повреждений, вызванных неосторожным обращением с агрегатом, самостоятельного изменения электрической схемы и внутренних коммуникаций, неисправности, возникшей из-за нарушений правил эксплуатации агрегата и попадания внутрь посторонних предметов.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Агрегат АДД - 2x2501 У1, заводской № (№ двигателя № генератора ГД - 2x2501У2, № генератора вспомогательного) соответствует требованиям ТУ 3441 - 010 - 16516326- 01 и признан годным к эксплуатации.
Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1
Агрегат сварочный АДД-4004МВУ1 (АДД-4004МУ1) предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке, резке и наплавке металла постоянным током. В своем составе агрегат АДД-4004МВУ1 имеет вспомогательный генератор переменного тока напряжением 230В, частотой 50 Гц для питания электроинструмента, освещения и других потребителей. Агрегат АДД-4004МУ1 в своем составе дополнительного генератора не имеет.
По заказу потребителя агрегаты комплектуются одноосным прицепом-шасси и термопеналом для сушки электродов.
Агрегат предназначен для работы на открытом воздухе в полевых условиях. Агрегат не предназначен для эксплуатации в закрытых невентилируемых помещениях.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от 40°С до минус 45°С и относительной влажности воздуха не более 75% при 15°С.
2.1 Сварочный генератор
2.1.1 Тип ГД-4006У2
2.1.2. Номинальный сварочный ток, А 400
2.1.3 Пределы регулирования сварочного тока, А 60 - 400
2.1.4 Напряжение холостого хода, В 80-90
2.1.5 Продолжительность нагрузки (ПН) при номинальном сварочном токе, % 60
2.2 Приводной двигатель
2.2.1 Тип дизеля Д-242
2.2.2 Мощность, кВт (л.с.) 45,6(62)
2.2.3 Число цилиндров 4
2.2.4 Частота вращения, об/мин 1800
2.2.5 Система охлаждения - закрытого типа с принудительной циркуляцией охлаждающей жидкости.
2.3 Термопенал для сушки электродов
2.3.1 Напряжение питания, В 36-60
2.3.2 Потребляемая мощность, кВт, не более 0,2
2.3.3 Масса загружаемых электродов до 8 кг
2.3.4 Номинальная температура в рабочей камере термопенала, С° 130
2.4 Вспомогательный генератор электропитания
2.4.1 Тип вспомогательного генератора БВЕИ 525754.013
2.4.1 Номинальная мощность, кВА 4
2.4.2 Частота, Гц 50
2.4.3 Номинальное напряжение, В 230
2.4.4 Частота вращения, об/мин 3000
2.5 Данные агрегата без шасси:
2.5.1 Степень защиты IP22
2.5.2 Габариты, мм, не более 2150 х 1000 х 1580
2.5.3 Масса, кг, не более:
Расшифровка символов таблички номинальных данных
Трёхфазный генератор с выпрямительным блоком и однофазный генератор переменного тока с приводом от двигателя внутреннего сгорания.
Трёхфазный генератор с выпрямительным блоком с приводом от двигателя внутреннего сгорания.
Ручная дуговая сварка покрытыми электродами
Уровни звука и эквивалентные уровни звука при работе агрегата в номинальном режиме не более 80дБА.
Предельно допустимая концентрация вредных веществ в воздухе на рабочем месте у агрегата сварочного соответствует ГН 2.2.5.686 - 98.
Агрегаты сварочные СЕРТИФИЦИРОВАНЫ на соответствие требованиям БЕЗОПАСНОСТИ и ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ: ГОСТ21671 и Нормы 8 - 95. Сертификат №РОСС. RU.0001.11ME55.B01057 со сроком действия по 28 ноября 2006 года, выданный Органом по сертификации промышленной продукции НП «Южно - Уральское техническое общество», находящееся по адресу: 456318, г. Миасс Челябинской области, пр. Октября, 66.
1. Агрегат сварочный АДД -4004МВУ1 (АДД -4004МУ1) в сборе, шт
2. Комплект ЗИП сварочного генератора ГД-4006У2, шт
3. Комплект ЗИП двигателя, шт
4. Паспорт агрегатасварочного, экз
5. Паспорт генератора сварочного ГД-4006У2, экз
6. Паспорт двигателя, экз
7. Техническое описание и инструкция по эксплуатации двигателя, экз
8. Провод для аккумулятора + + +, шт
9. Провод для аккумулятора + + +, шт
10. Лампа А12-21-3 ГОСТ 20231.1, шт
11. Светильник ПЛ-64В 2-4м ТУ 16 635.331
12. Шасси одноосное (по заказу), шт
Дополнительно дляагрегата АДД-4004МВУ1:
13. Паспорт вспомогательного генератора), экз
14. Паспорт устройства защитного отключения, экз
4. ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
Организация рабочих мест и проведение сварочных работ должны соответствовать «Санитарным правилам при сварке, наплавке и резке металлов» СП № 1009-73, ГОСТ 12.3.003 - 86 «ССБТ Работы электросварочные. Требования безопасности».
1 .Уровни напряженности электрического поля частотой 50 Гц и периодического магнитного поля на рабочем месте у агрегата сварочного соответствуют санитарно-эпидемиологическим правилам и нормативам СанПиН 2.2.4.1191-03 «Электромагнитные поля в производственных условиях».
2. Корректированный уровень общей вибрации соответствует требованиям санитарных норм СП 2.2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий»
3. Уровень ультрафиолетового излучения (диапазон УФ-В + УФ-С) соответствует санитарным нормам № 4557-88 «Ультрафиолетовое излучение в производственных условиях»
4. Уровень шумовых характеристик агрегата сварочного соответствует требованиям санитарных норм № 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
В эксплуатационной документации должны быть приведены указания об организации рабочих мест и проведении сварочных работ в соответствии с СП при сварке, наплавке и резке металлов № 1009-73, ГОСТ 12.3.003-86 «ССБТ Работы электросварочные Требования безопасности»
Дополнительно для прицепов специальных тракторных:
5. Подъём и перемещение разовое тяжести соответствует требованиям руководства Р 2.2.755-99 Гигиенические критерии оценки и классификация условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса».
Не допускается выполнение работ со сцепным устройством прицепа одной женщиной.
4.1 Основные правила электробезопасности для агрегата АДЦ-4004МВУ1
4.1.1 После запуска агрегата и выхода на номинальный режим по напряжению 220 В следует проверить исправность прибора контроля изоляции. Проверку производить без подключения электроприборов к розеткам и при отключенном выходном выключателе ВГ.
4.1.2 При исправной изоляции цепей внутри агрегата, омметр прибора должен показывать значение сопротивления не ниже 100 кОм. Прибор исправен, если при нажатии кнопки «Контроль изоляции» стрелка находится в красной зоне шкалы (значение сопротивления около 10 кОм).
ЗАПРЕЩАЕТСЯ работа с неисправным прибором контроля изоляции!
4.1.3 Подключаемые к ВГ электроприборы должны иметь шнуры питания с защитным проводником, соединенным с заземляющим контактом розетки. Защитный проводник должен быть надежно присоединён к открытым проводящим частям (корпусам) электроприбора.
Для всех агрегатов:
4.1.6 ЗАПРЕЩАЕТСЯ открывать кожухи распределительных устройств у работающего агрегата;
4.1.7 При смене электрода напряжение холостого хода на электрододержателе может достигать 100 В. В этих условиях необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями электрической цепи;
4.1.8 В случае аварийного повышения скорости вращения двигателя напряжение на зажимах сварочного генератора может быть выше 100 В. В этом случае следует немедленно остановить двигатель.
4.2 Основные правила противопожарной безопасности:
4.2.1 Заправлять агрегат топливом только при неработающем двигателе. После заправки вытереть места, на которые попало топливо.5
4.2.2 Следить за тем, чтобы не было течи топлива из бака и топливопроводов. При обнаружении течи немедленно устранить ее.
4.2.3 Для проверки уровня топлива в баке пользоваться мерной линейкой.
Ни в коем случае не подносить к баку огонь для освещения.
4.2.4 Курение вблизи агрегата не допускается.
4.2.5 В случае возникновения пожара при отсутствии углекислотного огнетушителя необходимо использовать подручные средства тушения (забросать очаг пожара песком, землей, накрыть брезентом и т.п.).
4.2.6 Категорически запрещается заливать горящее топливо водой.
4.2.7 Запрещается производить сварочные работы на расстоянии ближе 15м от агрегата.
4.3 Прочие меры безопасности:
4.3.1 Для предохранения глаз от вредного действия лучей, излучаемых сварочной дугой сварщик должен пользоваться защитным щитком, снабженным специальным светофильтром.
4.3.2 При работе в общем помещении или на открытой площадке совместно с другими работниками рабочее место сварщика должно быть изолировано не сгораемыми ширмами, щитами и окружающие должны быть предупреждены о вредном влиянии лучей от сварочной дуги на зрение.
4.3.3 Для предохранения тела и рук сварщика от ожогов лучами от сварочной дуги и брызгами расплавленного металла необходимо пользоваться специальной одеждой и рукавицами.
4.3.4 При зачистке швов для защиты глаз от осколков шлака необходимо пользоваться защитными очками с простыми стеклами.
4.3.5 При выемке электродов из термопенала после просушки необходимо помнить, что температура электродов может достигать 130°С и принять соответствующие меры безопасности.
5. ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ АГРЕГАТА
Основой агрегата является блок, образованный жестким фланцевым соединением приводного двигателя и сварочного генератора ГД-4006У2. Этот блок прикреплен к раме через резиновые амортизаторы.
На капоте закреплены топливный бак, пульт управления вспомогательным генератором, фильтр очистки воздуха.
Вращающий момент от приводного двигателя передается к сварочному генератору посредством пальцевой муфты состоящей из двух полумуфт. Полумуфта двигателя укреплена на маховике и имеет четыре эластичных гнезда, в которых входят пальцы-пластины полумуфты генератора. Полумуфта установлена на валу сварочного генератора посредством шпоночного соединения.
Вращающий момент от приводного двигателя к вспомогательному генератору передается посредством ременной передачи. Для этого используются два ремня А-1320 ГОСТ 1284.1-89.
5.1 Пульт управления двигателем
На панели пульта установлены приборы контроля давления и температуры масла двигателя, амперметр контроля зарядного тока. Питание приборов включается тумблером S1 "Приборы". Схема электрическая принципиальная управления двигателем приведена на рис.1 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242.
Свеча накаливания, подогревающая воздух во впускном коллекторе двигателя, включается поворотом ключа выключателя S2 до первого положения "Свеча". Свечение спирали в окне «Контроль накала» показывает, что свеча достаточно разогрета и можно поворачивать ключ во второе положение «Пуск» для включения стартера.
Лампа HL1 "Разряд батареи " сигнализирует о том, что не работает зарядный генератор. При работающем двигателе горящая лампа может означать и обрыв ремня привода вентилятора охлаждения.
В целях надёжного возбуждения, в сварочный генератор заведено питание напряжением 12В постоянного тока от бортовой сети агрегата. Во избежание разряда аккумулятора рекомендуется сразу после остановки двигателя выключить тумблер S1" Приборы".
5.2 Капот
Капот представляет из себя жесткую цельную сварную конструкцию в форме коробки без дна, к которой крепятся шторы и топливный бак. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2 (4 в углах плюс 2 посредине полоза).
Капот сделан съемным для удобства обслуживания двигателя и генераторов. Для снятия капота отсоединить топливопровод от топливного бака, открутить крепежные болты пульта вспомогательного генератора и болты крепления капота к раме и отсоединить провод заземления капота и топливного бака.
Поднимать капот согласно схеме строповки (см. рис. 2 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242).
5.3 Термопенал
Предназначен для поддержания электродов в сухом состоянии. Схема подключения термопенала к сварочному генератору приведена на рис. 3. Остальное - в паспорте на термопенал.
5.4 Установка аккумуляторной батареи
6. ЗАПУСК АГРЕГАТА В РАБОТУ
Перед запуском в работу агрегата АДД-4004МВУ1 следует провести следующие работы:
Запуск агрегатов в работу проводить в следующем порядке:
6.1. Залить электролит в аккумуляторную батарею и подготовить к эксплуатации.
6.2. Подготовить двигатель к работе согласно инструкции по эксплуатации двигателя.
6.3. Открыть краник на баке и убедиться в поступлении топлива к фильтру и отсутствии воздуха в топливной системе.
6.4. Установить рукоятку подачи топлива в положение наибольшей подачи топлива (по часовой стрелке), рис.4
6.5. Включить тумблер S1 «Приборы» на пульте управления двигателем. При этом загорится сигнальная лампа и стронутся стрелки приборов.
6.6. Повернуть ключ выключателя S2 до первого положения «Свеча».
6.7. Поворотом ключа выключателя S2 во второе положение «Пуск» включается стартер и открывается клапан подачи топлива электрофакельного подогревателя.
6.11 После пуска двигателя отпустите ключ. Он сам вернется в исходное положение. Если двигатель после 3 -4-х попыток с минутными перерывами не запустился, то последующую попытку пуска можно повторить только через 2,5-3 мин. во избежание выхода из строя аккумуляторной батареи.
После пуска двигателя необходимо:
Прослушать работу агрегата (двигатель должен работать равномерно, без стуков и посторонних шумов).
В случае затруднительного пуска двигателя, особенно в холодное время года, необходимо залить в бачок электрофакельного подогревателя легковоспламеняющейся смеси и повторить пуск. Особенности эксплуатации и обслуживание дизеля, а также перечень необходимых операций при возможных отказах двигателя изложен в документе «Дизели Д-243 - Д-245 и их модификации. Инструкция по эксплуатации».
7. ОСТАНОВКА ДВИГАТЕЛЯ
Для остановки необходимо дать двигателю поработать вхолостую на минимальных оборотах 3-4мин. и только после этого глушить его, предварительно выключив подачу топлива, поворотом рычага-стоп (против часовой стрелки) в крайнее положение (рис. 4. Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242) и удерживать его в этом положении до полной остановки двигателя, после чего необходимо вернуть рычаг в исходное положение.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЗАО «Уралтермосвар», как предприятие-изготовитель агрегатов сварочных АДД-4004МВУ1 (АДЦ-4004МУ1) гарантирует его соответствие требованиям технической документации при соблюдении потребителем правил эксплуатации, изложенных в настоящем руководстве. Гарантийный срок - 12 месяцев со дня отгрузки с предприятия-изготовителя.
Гарантийное обслуживание осуществляется только после заключения специалиста ЗАО «Уралтермосвар» о наличии неисправности по вине предприятия-изготовителя. В случае неисправности, произошедшей по вине покупателя ремонт осуществляется за его счет.
Паспорт генератора гд 2х2501у2
По типу генератор ГД-2501У2 относится к синхронным вентильным индукторным бесщёточным электрическим машинам. Отсутствие щёточного скользящего контакта и вращающихся обмоток значительно упрощает устройство, а также является фактором повышения эксплуатационной надежности.
Повышенная частота тока, вырабатываемого генератором (400 Гц) ускоряет переходные процессы переноса электродного металла способствуя уменьшению его разбрызгивания.
Сварочные свойства ГД-2501У2 обеспечены также динамичностью схемы регулирования сварочного тока, автоматически мгновенно отрабатывающей отклонения от установленного режима.
Регулирование сварочного тока плавное в одном диапазоне: 90 — 250А производится дистанционно легким выносным регулятором с рабочего места сварщика на удалении до 20 метров от агрегата.
Генераторы ГД-2501У2 могут быть изготовлены в 2х исполнениях:
-исполнение 00 — с переходным фланцем — предназначено для привода от дизеля ЧТЗ типа В2Ч 8,2/7,8,
-исполнение 01 — предназначено для прочего привода, в том числе и ремённой передачей, для встраивания в генераторные установки потребителя.
Климатическое исполнение генератора — У2 (для умеренного климата с температурой окружающего воздуха от -45 до +40 °С, относительной влажности воздуха до 80% при 15°С, с размещением под навесом или в кожухе генераторной установки).
Технические характеристики ГД-2501У2
Номинальный сварочный ток
Номинальная относительная продолжительность нагрузки (ПН)
Номинальное рабочее напряжение
Наибольший сварочный ток, не менее
Наименьший сварочный ток, не более
Напряжение холостого хода
Коэффициент полезного действия
Номинальная частота вращения
Направление вращения со стороны привода
Мощность на валу необходимая при наибольшем сварочном токе
Генератор сварочный ГД-2х2501У2 (исп.04) с доставкой в Москва
Внимание! Акция! Продается выставочный экземпляр
Описание Генератор сварочный ГД-2х2501У2 (исп.04)
Генераторы сварочные индукторные двухпостовые ГД-2х2501У2 (исп.04) служат для питания двух независимых сварочных постов при ручной дуговой сварке, наплавке и резке металлов постоянным током. По типу генераторы относятся к синхронным вентильным индукторным бесщеточным электрическим машинам. Отсутствие скользящих контактов и вращающихся обмоток значительно упрощает устройство генератора, а также является фактором повышения эксплуатационной надежности.
Соответствие стандартам:
Генераторы ГД-2х2501У2 соответствуют ГОСТ 304 «Генераторы сварочные. Общие технические требования», а также всем нормам безопасности (сертификат соответствия).
Сварочные генераторы ГД-2х2501У2 аттестован по основным сварочным свойствам согласно ГОСТ 25616:
— начальному зажиганию дуги;
— стабильности процесса горения дуги;
— эластичности дуги;
— качеству формирования шва;
— разбрызгиванию металла.
Конструкция генератора обеспечивает, в случае необходимости, параллельную работу постов на одну дугу. При этом токи постов суммируются и тем самым реализуется вариант однопостового 400-амперного генератора.
Независимое питание обмотки возбуждения ускоряет переходные процессы, улучшает перенос электродного металла, способствуя уменьшению его разбрызгивания и обеспечивает качественную сварку на токах от 30 А.
Генератор ГД-2х2501У2 предназначен для работы в условиях умеренного климата при температуре окружающего воздуха от — 45 до +40 ˚С.
Регулирование сварочного тока производится дистанционно выносным переключателем с рабочего места сварщика на удалении до 20 метров от агрегата.
Подшипники генератора не требуют смазки в течение всего срока службы.
Конструктивное исполнение 04 для привода от дизеля ММЗ типа Д-242 со встраиванием в агрегаты типа АДД-2х2501ВУ1 — с удлиненным валом, шкивом для вспомогательного генератора электропитания, без фланца и муфты для соединения с двигателем.
Основные технические характеристики:
| Наименование параметра | Значение |
|---|---|
| Номинальный сварочный ток, А | 250/400* |
| Номинальная относительная продолжительность нагрузки, % | 60 |
| Номинальное рабочее напряжение, В | 30/36* |
| Пределы регулирования сварочного тока, А | 30-250 |
| Напряжение холостого хода, В | 90 |
| Номинальная частота вращения, об/мин | 1800 |
| Коэффициент полезного действия, % | 74 |
| Габаритные размеры, мм | 960 х 740 х 760 |
| Масса без комплектации, кг | 250 |
* характеристики при параллельной работе постов на одну дугу.
Генератор сварочный типа ГД-2501У2
Общие сведения
Генератор сварочный типа ГД-2501У2 предназначен для питания одного сварочного поста при ручной дуговой сварке, наплавке и резке металлов постоянным током.
Структура условного обозначения
ГД-2501У2:
ГД — генератор для дуговой сварки;
25 — номинальный сварочный ток, десятки А;
01 — номер модификации (для встраивания в агрегаты с любым
типом привода);
У2 — климатическое исполнение и категория размещения по ГОСТ
15150-69.
Примечание. Базовое исполнение генератора предназначена для привода от дизеля В2Ч 8,2/7,8 ЧТЗ (по переходному фланцу и муфте).
Условия эксплуатации
Температура окружающего воздуха от минус 45 до 40°С.
Относительная влажность воздуха не более 80% при температуре 20°С.
Класс защиты человека от поражения электрическим током I по ГОСТ 12.2.007.0-75.
Эксплуатация генератора должна осуществляться в соответствии с действующими «Правилами пожарной безопасности при проведении сварочных и других огневых работ».
Генератор соответствует требованиям ТУ 3441-007-16516326-2000.
Нормативно-технический документ
Технические характеристики
Номинальный сварочный ток при ПН=60%, А — 250 Максимальный сварочный ток, А, при ПН, %, не менее: 35 — 300 100 — 190 Минимальный сварочный ток, при ПН=35%, А, не более — 60 Номинальная продолжительность цикла сварки, мин — 5 Номинальное рабочее напряжение, В — 30 Напряжение ХХ, В — 70-95 Номинальная частота вращения, мин — 1 — 3000 Направление вращения со стороны привода — По часовой стрелке КПД в номинальном режиме, %, не менее — 70 Масса, кг, не более — 105
Гарантийный срок эксплуатации — 1 год со дня отгрузки генератора изготовителем.
Конструкция и принцип действия
Генератор (рисунок) представляет собой бесконтактную электрическую машину переменного тока с вентильным преобразователем. Отсутствие вращающихся обмоток и скользящих контактов обеспечивает повышенную надежность.

В комплект поставки входят: сварочный генератор в сборе с распредустройством и выносным регулятором тока, щиток электросварщика с запасным светофильтром, электрододержатель, эксплуатационная документация (паспорт, техническое описание и руководство по эксплуатации).
Примечание. Комплект поставки генератора базового исполнения включает дополнительно эластичную и пальцевую муфты и фланец переходный к дизелю В2Ч 8,2/7,8.
Изучение сварочного агрегата с вентильным генератором , страница 5
Рис. 4. Принципиальная схема генератора ГД-2501
Плавная настройка тока выполняется потенциометром RP1 с помощью тиристорного регулятора А1, подстройка для установки паспортных значений пределов регулирования – с помощью правой половины потенциометра RP2. Регулятор питается от трехфазного трансформатора ТА с оригинальным соединением первичных обмоток (две – согласно, третья – встречно), благодаря чему образуется положительная обратная связь по току при равномерной загрузке всех трех фаз. Обратная связь несколько уменьшает крутизну естественных внешних характеристик и придает им благоприятную выпуклую форму с наклоном от – 5 до – 0,2 В/А. Грубое регулирование выполняется в две ступени. В первом диапазоне (малых токов) используются только две рабочие обмотки ОР, соединенные в открытый треугольник. Во втором диапазоне (больших токов) с помощью переключателя SА1 три обмотки индукторного генератора соединяются по схеме полного (закрытого) треугольника.
Подготовка к работе и пуск агрегата
Работу дизеля поясним с помощью рис. 5. Дизельный двигатель марки В24 8,2/7,8 двухцилиндровый с воздушным охлаждением мощностью 10 кВт (14 л.с.) с частотой вращения 3000 об/мин. В его состав входят: топливный бак 1 с крышкой 2 и краном 3, маховик 4, корпус 5, воздушный фильтр 6, топливный фильтр 7, суфлер 8 для вентиляции картера, насос 9 ручной подкачки топлива, глушитель 10, рычаг 11 управления подачей топлива, топливоподкачивающий насос 12, рычаг 13 принудительной остановки двигателя, масляный фильтр 14, поддон 15, стартер 16, панель управления 17 с кнопкой стартера 18, сигнальными лампами 19 («давление масла», «температура», «разряд аккумулятора АКБ»), тумблером 20 «питание», блоком предохранителей 21.
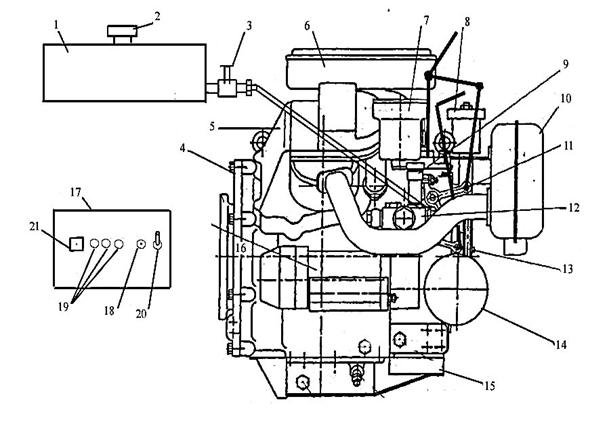
Рис. 5. Общий вид дизельного двигателя
Подготовка к пуску двигателя осуществляется в следующем порядке:
1. Проверить уровень топлива с помощью щупа, прикрепленного к крышке 2 топливного бака 1.
2. Удалить воздух из топливной системы. Для этого вывернуть пробку на топливном фильтре 7 на два – три оборота, отвернуть резьбовую рукоятку ручного привода на топливоподкачивающем насосе 9 и прокачать систему рукояткой ручного привода (движениями вверх – вниз) до полного удаления воздуха. После удаления воздуха завернуть пробку на топливном фильтре и резьбовую рукоятку на топливоподкачивающем насосе.
Генератор гд 3121 паспорт
Наиболее распространены коллекторные генераторы, устройство которого показано на рис. 5.8.

Рис. 5.8. Устройство коллекторного генератора: 1 – вал якоря; 2 – подшипники;
3 – коллектор; 4 – узел токосъема; 5 – задний щит; 6 – якорь; 7 – обмотка возбуждения; 8 – кожух реостата; 9 – вентилятор; 10 – обмотка якоря; 11 – передний щит; 12 – магнитный полюс
В настоящее время используются коллекторные генераторы с размагничивающей последовательной обмоткой, выпускаемые в двух модификациях: с независимым возбуждением и с самовозбуждением.
Обмотка независимого возбуждения, создающая намагничивающий магнитный поток Фв, получает питание от выпрямительного блока V, включенного в силовую сеть через феррорезонансный стабилизатор напряжения СН (рис. 5.9).
Генератор имеет четыре основных полюса N-S-N-S и два дополнительных полюса полярности S1–S2.
При пуске приводного двигателя намагничивающий магнитный поток независимой обмотки образует в обмотка якоря электродвижущую силу (ЭДС) положительной полярности со стороны полюсов N и отрицательной со стороны полюсов S. К этим местам на коллекторе якоря подводятся токосъемные угольные щетки а и в. Таким образом происходит выпрямление переменного тока, вырабатываемого генератором. После зажигания дуги ток якоря в последовательной обмотке возбуждения создает в полюсах генератора магнитный поток Фр, который будет направлен против магнитного потока Фв независимой обмотки.
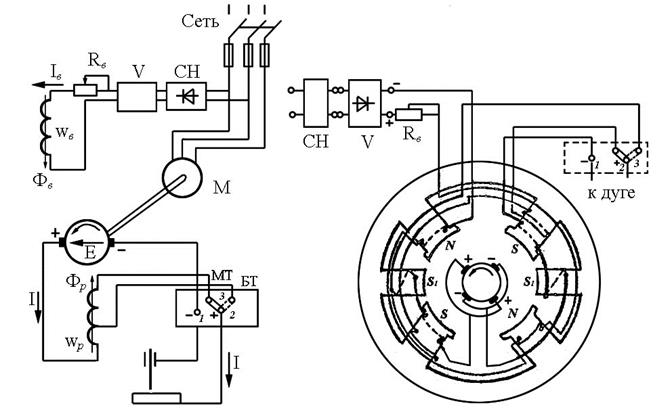
Рис. 5.9. Принципиальная схема и магнитная система генераторов с независимым возбуждением
В результате суммарный магнитный поток и ЭДС с увеличением сварочного тока будут уменьшаться и внешняя характеристика генератора будет крутопадающей. Плавное регулирование тока производится сопротивлением Rв, ступенчатое – изменением числа витков последовательной обмотки перемычкой 1-2-3.
По такой схеме работают генераторы преобразователей ПСО-120, ПСО-300А, ПСО-500, ПСО-800, ПД-501, ПД-502.
Генератор с самовозбуждением имеет параллельную намагничивающую обмотку возбуждения, которая получает питание от основной в и дополнительной с щеток токосъемника якоря (рис. 5.10).
При вращении якоря через щетки в и а в параллельную обмотку (самовозбуждения) начинает поступать ток, создавая магнитный поток Фв, который дополнительно индуктирует ЭДС в обмотке якоря, создавая через щетки а и в напряжение холостого хода на выходных зажимах генератора. При сварке в последовательной размагничивающей обмотке появится ток дуги, который создает размагничивающий магнитный поток Фр направленный против потока Фв и уменьшающий ЭДС генератора и напряжение на дуге. Совместные действия магнитных потоков обеспечивают падающую внешнюю характеристику генератора. Плавная регулировка сварочного тока осуществляется реостатом Rв, ступенчатая – переключением перемычкой 1–2–3 числа витков размагничивающей обмотки.
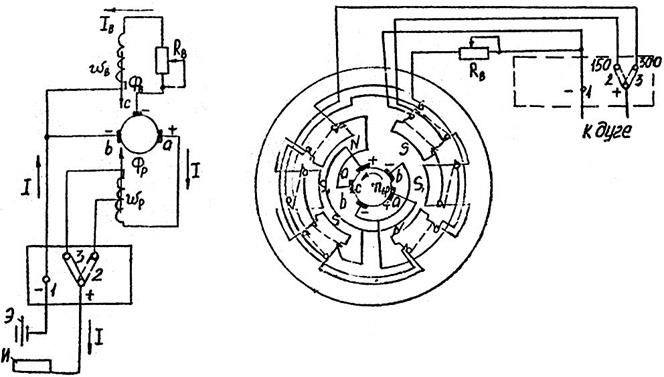
Рис. 5.10. Принципиальная схема и магнитная система генератора с
самовозбуждением с падающими внешними характеристиками
По такой схеме работают генераторы преобразователей ПД-101, ПСО-300, ПСО-315, ПС-500 и агрегатов АСБ-120, АСБ-300М, АДД-303, АДД-305,
АСД-300М, АДБ-300-7, АДБ-309, АДБ-311.
Агрегаты серии АСД и АДД имеют дизельный двигатель модели Д144, серии АДБ – карбюраторный двигатель модели ЗМЗ-320-01.
Промышленность выпускала также агрегаты с генераторами с самовозбуждением, отличающиеся от вышеописанных наличием четырех основных и четырех дополнительных полюсов и принципиальной электросхемой. Такие генераторы применяются в составе сварочных агрегатов ПАС-400, АСД-3-1, АСДП-500.
В последнее время разработаны вентильные сварочные генераторы (ВСГ). Наибольшее распространение получили вентильные сварочные генераторы типов ГД-312, ГД-314, ГД-316 и др. Они изготавливаются на базе трехфазной индукторной электрической машины.
Вентильный генератор ГД-316 У2изображен на рис. 5.11.
Он представляет собой двухпакетную индукторную машину повышенной частоты с выпрямительным блоком и распределительным устройством. Статор генератора представляет собой два пакета 4 из листовой электротехнической стали, закрепленных внутри трубчатого корпуса. В пазах обоих пакетов уложена трехфазная силовая обмотка 10. Ротор машины представляет собой массивный вал 9 с двумя зубчатыми пакетами из электротехнической стали. Зубцы одного пакета сдвинуты относительно другого на 22,5° (половину зубцового деления). Неподвижная обмотка возбуждения 5 размещается между пакетами ротора и жестко крепится к корпусу машины с помощью специальных пальцев. Выпрямительный блок 2 состоит из двух комплектов вентилей БВП-19-230, собранных по трехфазной мостовой схеме, он установлен в трубе, через которую вентилятор 8 протягивает поток воздуха для охлаждения вентилей и генератора в целом. Распределительное устройство собрано в коробке 1, здесь находятся трансформаторы и диоды системы возбуждения, доска зажимов для подключения сварочных проводов, переключатель диапазонов 7 и розетка 3 для подключения реостата 6 дистанционного регулирования тока.
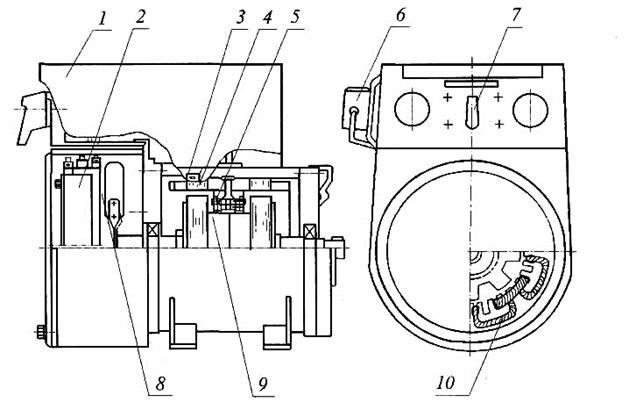
Рис. 5.11.Вентильный генератор ГД-316 У2
Принцип действия генератора изучим по его схеме (рис. 5.12). Самовозбуждение индукторного генератора G при пуске обеспечивается остаточным магнитным потоком, который индуцирует в силовой обмотке ОС переменную ЭДС величиной 5–7 В. При помощи трансформатора напряжения Т1эта ЭДС через вентили V1и V2прикладывается к обмотке возбуждения ОВ, по которой протекает ток, усиливающий магнитный поток возбуждения.
ЭДС генератора постепенно увеличивается и достигает установившегося значения напряжения холостого хода, которое настраивается реостатом R1. С появлением нагрузки обмотку возбуждения через вентиль V4 начинает питать трансформатор тока Т2. С ростом тока нагрузки ЭДС трансформатора T1 снижается, а трансформатора T2 – увеличивается, что и гарантирует надежное возбуждение при любых режимах работы: от холостого хода до короткого замыкания. В те интервалы переменного тока, когда напряжение трансформаторов существенно снижается, ток в обмотке возбуждения поддерживается энергией ее магнитного поля, замыкаясь через диод V3, благодаря чему обеспечивается непрерывность возбуждения. Индуктированное в силовых обмотках трехфазное переменное напряжение выпрямляется диодными блоками VD1, VD2 и подается на нагрузку. От коммутационных перенапряжений блоки защищены резистором R3.
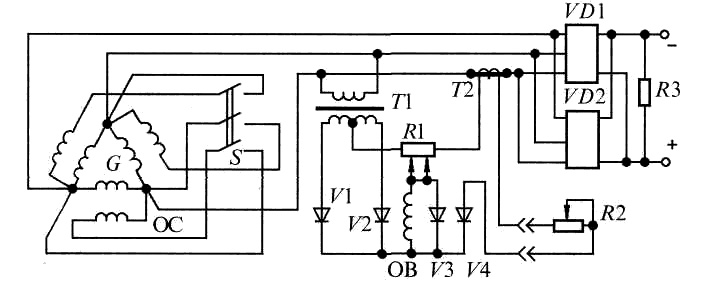
Рис. 5.12. Принципиальная схема генератора ГД-316 У2
Естественные внешние характеристики генератора с питанием обмотки возбуждения от одного только трансформатора T1 имеют форму, неблагоприятную для начального зажигания. Именно поэтому обмотку возбуждения питают еще и от трансформатора T2, вводя таким образом положительную обратную связь по току, которая должна компенсировать снижение ЭДС трансформатора T1 с ростом нагрузки, а также размагничивающее действие потоков рассеяния и реакции якоря. При положительной связи с ростом сварочного тока увеличивается ток возбуждения и ЭДС генератора, в результате чего формируются более пологие характеристики. Изменяя сопротивление реостата R2, тем самым меняют глубину обратной связи, т.е. регулируют ток. Грубое регулирование выполняется переключателем S, при его размыкании можно вместо двух параллельно работающих в каждой фазе силовых обмоток оставить под нагрузкой только одну. При этом вдвое увеличится индуктивное сопротивление генератора и уменьшится ток. Другие конструкции вентильных генераторов мало отличаются от описанного генератора ГД-316.
Вентильные сварочные генераторы типа ГД, как выпускавшиеся ранее
(ГД-308, ГД-311, ГД-312 и др.), так и производимые в настоящее время (ГД-2001, ГД‑2002, ГД-2501, ГД-2507, ГД-316, ГД-3121, ГД-4002, ГД-4003 и др.), входят в состав сварочных агрегатов с бензиновыми (АДБ-313, АДБ-317, АДБ-318, АДБ-3123, АДБ-3128, АДБ-4х2501 и др.) и дизельными (АДД-3115, АДД-3116, АДД-4002, АДД-4003, АДД-2х2501, АДД-4х2502, АДД-502, АДД-504 и др.), приводными двигателями внутреннего сгорания, а также в состав навесных сварочных установок (УСН, САТ и др.), в которых вращение генераторов осуществляется от приводов тракторов. Они предназначены в основном для питания одного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током в полевых условиях. Причем следует иметь в виду то, что вентильные генераторы типа ГД могут работать только при направлении вращения ротора, указанном заводом-изготовителем стрелкой.
Генераторы для ручной дуговой сварки





Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Читайте также: