От чего зависит величина вылета порошковой проволоки при автоматической сварке трубопроводов
Вылет электродной проволоки должен быть необычно большим-50 - 150 мм в зависимости от диаметра проволоки. Это связано с тем, что выделяющиеся при сварке газы и пары сильно ионизированы, и дуга может возникнуть между мундштуком и изделием. Кроме того, большое излучение дуги нагревает мундштук и все близко расположенные детали автомата, которые, как правило, охлаждаются проточной водой. [3]
Вылет электродной проволоки диаметром 2 4 мм составляет 20 - 50 мм. Перед каждым последующим проходом поверхность предыдущего шва тщательно очищают от шлака, брызг и неровностей. После окончания смены запрещается оставлять не сваренные полностью стыки. [4]
Вылет электродной проволоки перед возбуждением дуги должен быть 15 - 4 - 20 мм. [5]
Величина вылета электродной проволоки резко влияет на сопротивление цепи питания дуги током. [6]
Для получения небольшого вылета электродной проволоки применяются специальные наконечники ( фиг. Необходимый контакт проволоки с наконечником обеспечивается пружинящими свойствами проволоки. Износостойкость контактной поверхности наконечника повышается наплавкой этой поверхности серебряно-вольфрамовым сплавом. [7]
При автоматизированных способах сварки вылет электродной проволоки и скорость ее подачи также должны быть меньше обычных. [8]
При сварке горизонтальных стержней первоначальный вылет электродной проволоки устанавливают 30 - 40 мм, конец ее погружают во флюс и касанием в точке К ( рис. 60) возбуждают дугу. [9]
Для этого покрытие на определенном вылете электродной проволоки разлагают теплом от нагрева проволоки проходящим по ней током, а также тепловым излучением дуги. Выделяющиеся при этом газообразные и парообразные вещества создают хорошую защиту расплавленного металла шва. Одновременно они выполняют роль флюса. [11]
Снижению содержания водорода в металле шва способствует увеличение вылета электродной проволоки благодаря предварительному ее подогреву на этом участке. Органические материалы, имеющиеся в сердечнике или на поверхности проволоки, также частично разлагаются до оплавления проволоки. Увеличение вылета используют как технологический прием при сварке проволокой с влажным сердечником или проволокой, имеющей большой слой смазки на поверхности. [12]
Существенное влияние на устойчивость процесса сварки порошковой проволокой оказывает величина вылета электродной проволоки . Для проволоки диаметром 1 8 - 2 5 мм вылет должен быть в пределах 10 - 25 мм. С целью обеспечения наименьшего окисления и разбрызгивания металла сварку рекомендуется вести короткой дугой. [13]
Таким образом, изменяя в определенных пределах физические характеристики флюса и вылет электродной проволоки , можно в некоторой степени регулировать и коэффициент относительной массы шлака, что должно вызвать изменение концентрационных условий и массо-передачи на межфазной границе в сварочной ванне. Это обстоятельство дополнительно подтверждает, что относительная масса шлака не может в достаточно полной мере характеризовать восстановление элементов из флюса-шлака и переход их в наплавляемый металл. [15]
Технология механизированной сварки самозащитной порошковой проволокой (МПС)
9.6.1 Способ механизированной сварки самозащитной порошковой проволокой при применении труб как с заводской разделкой кромок, так и со специализированной разделкой кромок и предназначен для сварки корневого, заполняющих и облицовочного слоев шва стыков труб диаметром от 325 до 1220 мм с толщинами стенок от 6 до 22 мм. Сварка труб с толщиной стенки свыше 19 выполняется только в специальную (узкую) разделку кромок.
9.6.2 Сварка самозащитной порошковой проволокой может быть использована для выполнения специальных сварочных работ – сварке разнотолщинных соединений труб и захлестов (раздел 10).
9.6.3 Сварка самозащитной порошковой проволокой осуществляется способом сверху - вниз на постоянном токе прямой полярности. Перед началом сварки на механизме подачи проволоки следует установить два параметра: скорость подачи проволоки и напряжение на дуге.
9.6.4 Перед выполнением первого слоя шва порошковой проволокой необходимо осуществить тщательную шлифовку корневого слоя (горячего прохода) абразивным кругом до состояния «чистый металл».
9.6.5 В связи с неравномерностью заполнения разделки по периметру стыка и ослаблением сечения шва в вертикальном положении перед выполнением облицовочного слоя в положении 1.00 − 4.30 час выполняется дополнительный (корректирующий) слой.
9.6.6 Заполняющие и облицовочный слои шва стыков труб с толщинами стенок до 13 мм включительно следует выполнять по методу «слой за один проход».
9.6.7 В случае использования труб с заводской разделкой кромок при сварке стыков с толщинами стенок более 14 мм заполняющие слои начиная со второго (третьего при использовании проволоки диаметром 2мм) выполняются по методу «слой за два прохода», а облицовочный слой по методу «слой за два (три) прохода». Ширина каждого прохода облицовочного слоя не должна превышать 4 диаметров применяемой проволоки.
9.6.8 Состав оборудования: источник питания, механизм подачи порошковой проволоки, сварочная горелка со шлангом и кабелями.
9.6.9 Механизированная сварка самозащитной порошковой проволокой типа Innershield в стандартную разделку.
9.6.9.1 Вылет проволоки, в зависимости от пространственного положения, должен составлять:
- 20 мм в положении 0.00-4.30 (5.00) час;
- 25-30 мм в положении 4.30 (5.00) – 6.00 час.
9.6.9.2 Угол наклона горелки от перпендикуляра (углом назад), в зависимости от пространственного положения, должен составлять:
- от 25 0 до 45 0 в положении 0.00-4.30 (5.00) час;
- от 25 0 до 0 0 в положении 4.30 (5.00) – 5.30 час;
- от 5 до 10 углом вперед в положении 5.30 − 6.00 час.
9.6.9.3 Режимы, при сварке в стандартную заводскую разделку различной проволокой, приведены в таблице 9.29.
Таблица 9.29 – Параметры режимов при сварке самозащитной порошковой проволокой
| Наименование Слоя | Марка проволоки | ||||
| Innershield NR-207 и Innershield NR-208 Special диаметром. 1,7 мм | Innershield NR-208 Special диаметром 2,0 мм | Innershield NR-208 XP диаметром 2,0 мм | |||
| Скорость подачи проволоки, дюйм/мин | Напряжение В | Скорость подачи проволоки, дюйм/мин | Напряжение В | Скорость подачи проволоки, дюйм/мин | Напряжение В |
| «Горячий проход» | |||||
| Заполняющие | |||||
| Корректирующий, Облицовочный |
9.6.9.1 Количество слоев в зависимости от толщины стенки трубы и диаметра применяемой проволоки приведено в таблицах 9.30 и 9.31 (уточняется в процессе производственной аттестации технологии сварки).
Таблица 9.30 – Количество заполняющих и облицовочных слоев шва при сварке самозащитной порошковой проволокой диаметром 1,7 мм
| Толщина стенки, мм | Наименование слоя | |
| заполняющие* | корректирующий | облицовочный |
| - | ||
| 1-2 | ||
| 2-3 | ||
| 3-4 | ||
| * Количество заполняющих слоев зависит от величины зазора при сборке, угла разделки кромок и ряда других параметров. |
Таблица 9.31 – Количество заполняющих и облицовочного слоев шва при сварке самозащитной порошковой диаметром 2,0 мм
Ориентировочные значения сварочного тока для электродов различных диаметров при сварке в нижнем положении
6.3. Технология механизированной сварки в углекислом газе и порошковой самозащитной проволокой
6.3.1. Механизированная сварка в углекислом газе и порошковой проволокой производится с помощью шланговых полуавтоматов. Техническая характеристика некоторых из этих полуавтоматов приведена в приложении 11.
В качестве источников питания используются преобразователи или выпрямители с жесткой или пологопадающей вольтамперной характеристикой. Сварка ведется на постоянном токе обратной полярности.
6.3.2. Марка сварочной проволоки должна подбираться в соответствии с указаниями, приведенными в подразделе 3.3 настоящего РД.
Для механизированной монтажной сварки в углекислом газе используется главным образом проволока диаметром 1,0 - 1,6 мм. Проволока диаметром 1,8 - 2,5 мм может применяться для сварки изделий в нижнем положении.
6.3.3. Требования к подготовке кромок и сборке элементов под механизированную сварку такие же, как под ручную дуговую сварку.
6.3.4. Ориентировочные режимы механизированной сварки в углекислом газе приведены в табл. 6.4, порошковой проволокой - в табл. 6.5 и 6.6. Уточнение режима должно производиться при сварке пробных соединений.
6.3.5. Техника механизированной сварки в углекислом газе и порошковой проволокой мало чем отличается от ручной дуговой сварки.
Сварку металла толщиной до 5 мм рекомендуется выполнять "углом вперед", при большей толщине - "углом назад".
Механизированную сварку в углекислом газе вертикальных швов металла толщиной до 5 мм следует вести сверху вниз, при большей толщине металла - снизу вверх.
Схемы расположения и движения горелки при механизированной сварке порошковой проволокой приведены на рис. 6.2.
6.4. Основные положения технологии автоматической сварки под флюсом
6.4.1. В качестве сварочного аппарата для автоматической сварки под флюсом могут быть использованы подвесные головки или сварочные тракторы. На строительной площадке для изготовления и укрупнения металлоконструкций чаще применяются сварочные тракторы. Техническая характеристика некоторых из них приведена в приложении 12.
6.4.2. Автоматическая сварка под флюсом может производиться как на переменном, так и на постоянном токе обратной полярности.
Ориентировочные режимы механизированной сварки в углекислом газе (постоянный ток, обратная полярность, нижнее положение шва)
Примечание. При сварке в потолочном и вертикальном положениях величина тока должна быть уменьшена на 15-20%.
Ориентировочные режимы механизированной сварки порошковой проволокой (проволока марки СП-3 диаметром 2,6 мм, постоянный ток, обратная полярность, нижнее положение шва)
Ориентировочные режимы механизированной сварки порошковой проволокой ППТ-13 (вылет электрода - 15-30 мм)
6.4.3. Конструкция сварных соединений и режим автоматической сварки под флюсом должны соответствовать технологическому процессу, разработанному применительно к конкретным свариваемым изделиям, сборочно-сварочной оснастке и сварочному оборудованию с учетом требований настоящего раздела РД.
 | |
| 1684 × 1286 пикс. Открыть в новом окне | |
6.4.4. Для автоматической сварки под флюсом стыков металлоконструкций из углеродистых и низколегированных сталей должна применяться сварочная проволока сплошного сечения. Область применения проволоки и флюса приведена в табл. 3.5.
6.4.5. Собранные стыки должны прихватываться ручной дуговой сваркой углеродистыми электродами диаметром не более 4 мм или механизированной сваркой. Число и размеры прихваток должны соответствовать требованиям п. 5.10 настоящего РД.
6.4.6. Начало и конец шва должны выводиться за пределы свариваемых деталей на начальные и выводные планки. Эти планки удаляются огневой резкой после окончания сварки. Места, где были установлены планки, следует зачищать. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается.
6.4.7. При многопроходной сварке каждый слой шва перед наложением последующего слоя должен быть тщательно очищен от шлака с помощью металлической щетки или зубила. "Замки" соседних слоев должны отстоять друг от друга на расстоянии не менее 50 мм.
6.4.8. Автоматическую сварку конструкций разрешается производить без подогрева в случаях, указанных в табл. 6.2. Сварка при температуре ниже указанной в табл. 6.2 может производиться только на повышенных режимах, обеспечивающих увеличение тепловложения и снижение скорости охлаждения.
7. Примеры сварки характерных узлов металлоконструкций зданий
7.1. Наиболее распространенные стыки поясов ферм приведены на рис. 7.1. Стыки с прямыми и косыми швами (рис. 7.1, а, б) наиболее целесообразно использовать для элементов, работающих на растяжение и сжатие при статических и динамических нагрузках. Для усиления стыков с прямым швом применяют накладки (рис. 7.1, в). На рис. 7.1, г приведена конструкция соединения элементов через прокладку тавровыми швами, используемого в элементах, работающих на сжатие.
7.2. На рис. 7.2 приведена схема сварки монтажного стыка двутавровой балки с разнесенными швами поясов. После сборки и прихватки стыка производится сварка шва 7, соединяющего стенку балки. При длине шва более 500 мм сварка его должна производиться обратноступенчатым способом. Затем свариваются швы 2 и 3 поясов балки, которые следует накладывать от середины к краям пояса. Последними свариваются швы 4 и 5, соединяющие стенку с полками, которые не были доварены при изготовлении балки. Стрелками на рис. 7.2 показано направление сварки швов 4 и 5; при длине этих швов более 500 мм сварка должна вестись обратноступенчатым способом.
 | |
| 949 × 1122 пикс. Открыть в новом окне | |
 | |
| 1020 × 898 пикс. Открыть в новом окне | |
7.3. Последовательность сварки монтажного стыка подкрановой балки приведена на рис. 7.3. Конструкция балки аналогична предыдущему примеру с той разницей, что балка усилена поперечными и продольными ребрами жесткости. Первым сваривается стыковой шов 1 стенки балки. В зависимости от толщины металла накладывается двусторонний или односторонний шов с подваркой корня. Потом свариваются стыковые швы 2 и 3, соединяющие вставку с нижним поясом балки, затем аналогичные швы 4 и 5 на верхнем поясе.
 | |
| 1347 × 2172 пикс. Открыть в новом окне | |
После этого довариваются угловые швы - тавровые, соединяющие верхний пояс (шов 6) и нижний пояс со стенкой (шов 7), которые не были доварены при изготовлении балки; длина этих швов 200-500 мм в зависимости от габаритов балки. Швы выполняются двусторонними или односторонними с подваркой в зависимости от толщины металла.
Последними выполняются тавровые соединения продольных ребер со стенкой (швы 8 и 9). Эти швы не доходят до шва 1 стенки на величину примерно 40 мм. Швы 8 и 9 свариваются двусторонними или односторонними с подваркой корня.
2.6. Односторонняя автоматическая сварка под флюсом на базах типа ССТ-ПАУ
2.6.2. Для улучшения отделимости шлаковой корки после выполнения корневого слоя шва допускается ручная дуговая сварка дополнительных слоев. Дополнительный (е) слой шва сваривают только после полного завершения корневого слоя шва по всему периметру стыка.
2.6.3. Нельзя начинать прихватку или ручную дуговую сварку корневого слоя шва на расстоянии менее 100 мм от продольного шва трубы.
2.6.4. Автоматическую подварку корня шва под флюсом выполняют по всему периметру стыка теми же материалами, которые рекомендованы для сварки заполняющих слоев, после сварки корневого слоя шва или после выполнения всех наружных слоев.
2.6.5. Если подварку осуществляют после сварки корневого слоя шва, то интервал между окончанием сварки корня шва и началом сварки подварочного слоя не должен превышать 40 мин.
2.6.6. Если подварку выполняют после завершения сварки наружных слоев шва, то интервал времени между окончанием сварки корня шва и началом выполнения подварочного слоя не должен превышать 1,5 ч.
2.6.7. Подварку стыков труб диаметрами 1020 - 1420 мм следует выполнять в один слой на режимах, приведенных в табл. 22.
Примечания: 1. Режимы приведены для сварки на постоянном токе обратной полярности при угле наклона электрода, равном нулю.
2. Подварку корня шва термически упрочненных сталей следует выполнять электродной проволокой диаметром 3 мм при значениях погонной энергии не более 23 кДж/см.
2.6.8. Шов, полученный при автоматической подварке, должен иметь усиление не менее 1 и не более 3 мм, а ширину в пределах, указанных в табл. 21 для внутреннего слоя шва.
2.6.9. Глубина проплавления при автоматической подварке не должна превышать значений, регламентированных табл. 21.
2.6.10. Смещение осей наружных и внутренних слоев шва от условной оси стыка не должно превышать +- 1,0 мм.
2.6.11. Контроль параметров по пп. 2.6.9, 2.6.10 осуществляют на макрошлифах в соответствии с п. 2.6.8 и с рис. 6.
2.6.12. Автоматическую сварку заполняющих слоев шва под флюсом применяют для соединения труб диаметром 325 - 1420 мм с толщиной стенки до 32 мм включительно. Режимы автоматической сварки заполняющих слоев шва труб из горячекатаных, в том числе с контролируемой прокаткой, нормализованных и термически упрочненных сталей приведены в табл. 23.
3. При сварке труб большого диаметре под флюсом АН-ВС величину тока рекомендуется увеличить на 100 - 200 А.
4. При сварке заполняющих и облицовочного слоев шва под флюсом АН-ВС скорость сварки увеличивается до 100 м/ч.
5. Вылет электрода диаметром 2 мм - 30 - 35 мм, 3 мм - 40 - 45 мм, 4 мм - 40 - 50 мм; угол наклона электрода "вперед" - до 30°.
2.6.13. Допускается автоматическая сварка под флюсом труб диаметром 219-273 мм, режимы сварки которых приведены в табл. 24.
2.6.14. Автоматическую сварку труб с повышенной толщиной стенки (более 23 мм) целесообразно проводить электродной проволокой диаметром 3 - 4 мм с применением флюса ФЦ-16, обеспечивающего удаление шлаковой корки из узкой разделки после выполнения первого прохода шва.
В этом случае сварку первого слоя шва рекомендуется осуществлять по центру узкой разделки током 500 - 600 А при напряжении на дуге 30 - 32 В и скорости сварки 25 - 40 м/ч.
2.6.15. При сварке толстостенных труб разрешается наложение заполняющих (первого, второго и т.д.) и облицовочного слоев шва параллельными (с перекрытием) проходами (рис. 8). В этом случае напряжение горения дуги снижают на 2 - 4 В и скорость сварки увеличивают не менее чем на 20%.
2.6.16. Число слоев (без учета подварочного слоя), выполненных автоматической сваркой под флюсом, зависит от толщины стенки труб:
2.6.17. Ширина облицовочного шва, выполненного двумя параллельными с перекрытием слоями (проходами), не должна превышать допустимой ширины однопроходного облицовочного шва в соответствии с табл. 25. Сопряжение облицовочных швов между собой и основным металлом должно быть плавным.
2.6.18. Если значения сварочного тока превышают 600 А, то автоматическую сварку под флюсом целесообразно выполнять током прямой полярности. При этом ток следует увеличить на 100 А, а скорость сварки установить по верхнему пределу диапазона скоростей, указанного в табл. 23. Все остальные параметры режима сварки, указанные в табл. 23, оставить без изменения.
2.6.19. При переходе на прямую полярность после отработки режимов сварки необходимо сварить допускной стык и испытывать его в соответствии со СНиП III-42-80.
2.6.20. Автоматическую сварку током прямой полярности следует выполнять теми же сварочными материалами, которые применяют при сварке на обратной полярности.
2.6.21. Интервал времени между сваркой предыдущего автоматического наружного слоя и каждого из последующих слоев шва не должен превышать 2 ч. Сварные соединения разрешается оставлять в конце смены незаконченными в том случае, если не сварен только облицовочный слой шва. Указанные стыки должны быть обязательно подварены изнутри трубы. При невыполнении указанных требований стыки подлежат вырезке.
2.6.22. Для предотвращения увлажнения стыков в случае непогоды (дождь, снег, иней) стыки, сваренные корневым слоем шва, перед автоматической сваркой под флюсом должны быть укрыты влагоустойчивыми поясами шириной не менее 250 - 300 мм. Если стыки, сваренные корневым слоем шва, попадают на пост автоматической сварки со следами влаги (снега, инея и т.д.) на кромках, их необходимо просушить в соответствии с требованиями настоящих ВСН.
2.7. Автоматическая сварка неповоротных стыков трубопроводов порошковой проволокой с принудительным формированием
Сварка и наплавка самозащитной порошковой проволокой
Используют два типа порошковой проволоки: а) для сварки (наплавки) в среде защитных газов (или под флюсом); б) для сварки (наплавки) открытой дугой без дополнительной защиты.
Порошковая газозащитная проволока разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с аргоном. Высокий уровень проплавления, характерный для этой проволоки, позволяет с успехом использовать ее для выполнения угловых, стыковых и нахлесточных соединений в один или несколько проходов, как в полуавтоматическом, так и в автоматическом режимах. К характеристикам проволоки относятся– низкое разбрызгивание; легкая отделяемость шлаковой корки; стабильный струйный перенос; высокая сопротивляемость пористости и шлаковым включениям. Большинство типов проволоки позволяют осуществлять сварку во всех положениях. Химический состав выполненного этой проволокой шва соблюдается исключительно точно, как при использовании углекислого газа, так и при использовании аргоновых смесей. Порошковая проволока состоит из мягкой тонколистовой металлической оболочки и сердцевины, которая представляет собой смесь порошков легирующих компонентов в виде ферросплавов, чистых металлов, карбидов, боридов; частично в ней могут содержаться раскислители, шлакообразующие и стабилизирующие горение дуги вещества. Однако при ее использовании в процессе сварки (наплавки) требуется дополнительная защитная атмосфера. Чаще всего для наплавки под флюсом используются порошковые проволоки диаметром 3,6 мм, а для наплавки крупногабаритных деталей применяют проволоку диаметром 5,0–6,0 мм.
Сварка (наплавка) самозащитной порошковой проволокой – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак. Самозащитная порошковая проволока по своей идее представляет собой вывернутый наизнанку электрод с обмазкой: сердечник содержит все защитные, шлакообразующие и деоксидирующие присадки, а оболочка содержит материал сварочного шва. При сварке самозащитной порошковой проволокой (рис. 4) отпадает необходимость в использовании какого бы то ни было внешнего защитного газа или флюса. При данном способе сварки (наплавки) функции защиты сварочной ванны от вредного влияния воздушной среды выполняет сердечник порошковой проволоки при своем сгорании. Проволока (рис. 5, 6) состоит из оболочки 1, сформированной из мягкой стальной ленты холодного проката марки 08кп или 10кп толщиной 0,2–1,0 мм и шириной 8–20 мм методом профилирования или волочения. Внутри оболочки находится порошкообразный сердечник 2, включающий элементы, выполняющие при сварке такие же функции, как флюс или обмазка электродов. Такая конструкция проволоки предопределяет некоторые особенности ее применения. Порошок сердечника на 50–70 % состоит из неметаллических, неэлектропроводных материалов. В связи с этим дуга горит, перемещаясь по металлической оболочке, расплавляя ее. При этом плавление сердечника может отставать от плавления оболочки, что не исключает частичного перехода его в сварочную ванну в нерасплавленном состоянии и создает предпосылки к образованию в металле шва пор и неметаллических включений.
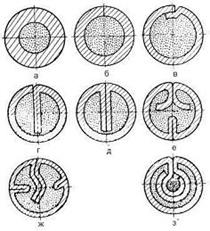
Рисунок 5. Строение порошковых проволок
Для наплавки открытой дугой используются самозащитные порошковые проволоки диаметром dэ = 1,2–3,0 мм (чаще всего 2,0–3,0 мм). Диаметр порошковой проволокой проволоки выбирается с учетом толщины свариваемых (наплавляемых) деталей, которые увеличивается по мере возрастания толщины деталей. В случаях наплавки массивных деталей, исключающих возможность перегрева, следует выбирать максимально возможные диаметр электродной проволоки и плотность сварочного тока с целью обеспечения более высокой производительности наплавки. При сварке (наплавке) самозащитной проволокой используется постоянный ток, рекомендуемая полярность (прямая – «DC–» или обратная – «DC+») которого зависит от состава сердечника. Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольт-амперной характеристике. Длина вылета электрода при сварке самозащитной порошковой проволокой обычно составляет lв э = 15–25 мм, но иногда может доходить до lв э = 95 мм (в случае высокопроизводительной сварки на спуск). Для сохранения стабильности дуги колебания длины вылета не должны превышать Δlв э = ±3 мм. Слишком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Производительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Для большинства марок порошковой проволоки коэффициент наплавки составляет αн = 12–17 г/А·ч, т.е. значение коэффициента αн значительно выше, чем при наплавке обычными электродами.
Самозащитные порошковые проволоки подходят для сварки в любых пространственных положений.
К преимуществам этой проволоки также относятся:открытая дуга, позволяющая оператору визуально следить за сварочной ванной; сравнительная простота введения легирующих элементов в наплавленный металл, состав которого можно регулировать в широких пределах; возможность сварки во всех положениях; отсутствие дополнительного оборудование для подачи флюса или газа; компактность сварочного оборудования, более высокая (по сравнению с РДС) производительность процесса.
Наряду с достоинствами сварка открытой дугой порошковой проволокой имеет тот недостаток, что плотный беспористый наплавленный металл удается получить в сравнительно ограниченном диапазоне режимов сварки. Основной причиной пористости при сварке сталей порошковой проволокой является повышенное содержание в наплавленном металле азота и водорода воздуха. Эти газы при сварке порошковой проволокой могут поглощаться наплавленным металлом в большем количестве, чем при сварке покрытыми электродами. Для уменьшения количества азота в металле шва следует уменьшать длину дуги и в то же время производить сварку при повышенных токах с тем, чтобы снижать поверхность соприкосновения воздуха, приходящуюся на единицу массы расплавленного металла в определенный промежуток времени. Для уменьшения содержания водорода в металле шва порошковую проволоку необходимо прокаливать при соответствующей температуре и с определенной выдержкой времени. Сваривать открытой дугой порошковой проволокой можно также и с увеличенным вылетом электрода. При этом происходит дополнительный подогрев проволоки и удаление влаги, оставшейся после первичной прокалки (в процессе изготовления проволоки). Подогрев сварочной проволоки приводит также и к увеличению производительности, процесса. Однако следует учитывать, что при увеличенном вылете электрода увеличивается и интенсивность окисления проволоки.
Сварка (наплавка) самозащитной проволокой хорошо подходит для работы на открытом воздухе, при ветре и экстремальных температурах. Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. Благодаря отсутствию необходимости в газовых баллонах этот процесс часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. Самозащитная порошковая проволока различного состава используется для нанесения износо-, коррозионно-, теплостойких покрытий на детали различного функционального назначения (табл. 6). Порошковые проволоки марок ПП-АН122 (30X512MO) и
Таблица 6. Порошковые проволоки для наплавки и ремонта компании Lincoln
ПП-АН128 (35X4Г2СМ) при наплавке открытой дугой имеют по физико-механическим свойствам наплавленного металла и технологичности некоторые преимущества перед другими материалами: можно увеличить силу тока, т.е. производительность процесса в 2 раза и более; отпадает операция отделения шлаковой корки от детали после наплавки; микроструктура металла при наплавке на сталь 45 (материал коленчатых валов) трооститно-мартенситная, твердость НRС 52–57 износостойкость в 1,6–2 раза больше, чем у стали 45, закаленной токами высокой частоты (ТВЧ).
Для питания дуги при сварке самозащитной порошковой проволоками пользуются сварочными преобразователями и сварочными выпрямителями с жесткой внешней характеристикой. Источниками питания дуги для автоматической и полуавтоматической сварки порошковой проволокой являются преобразователи ПСГ-500, выпрямители ВДУ-504, ВДУ-301, ВДУ-1001, ВС-600, ВДМ-1001 и др.
Режимы сварки (наплавки) самозащитной порошковой проволокой
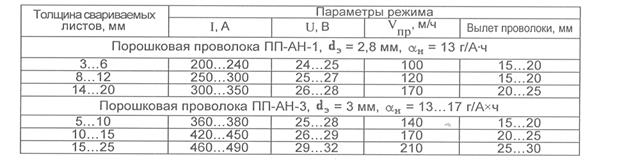
При расчете режимов сварки сварочный ток Iсв, напряжение дуги Uд, скорость подачи проволоки vпр и длину вылета электродной проволоки lв э принимаются с учетом данных табл. 7.
Таблица 7. Режимы сварки самозащитными порошковыми проволоками марки ПП-АН
Расчет сварочного тока Iсв (А) при наплавке производится по формуле (1)
где dэ – диаметр электродной проволоки, мм; j – плотность тока, А/мм 2 (при наплавке самозащитной порошковой проволокой j = 45–60 А/мм 2 ).
Напряжение дуги Uд, скорость подачи проволоки vпр и длина вылета электродной проволоки lв.э принимаются с учетом данных табл. 8.
Читайте также: