Основные узлы сварочного полуавтомата
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительномонтажных конструкций при их предварительной сборке и сварке и т. д. Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом. По способу защиты сварочной дуги принята следующая классификация полуавтоматов: в активных защитных газах (Г); в
инертных газах (И); под флюсом (Ф); открытой дугой (О). По способу регулирования скорости подачи электродной проволоки выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному. По способу охлаждения горелки выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов - 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми. Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества. Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ.
Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
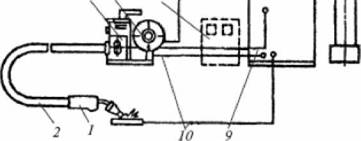
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами: 1 - сменная газовая горелка; 2 - шланг для подачи электродной проволоки; 3 - подающий механизм; 4 - кассета для электродной проволоки; 5 - блок управления БУСП-2; 6 - газовый шланг; 7 - источник питания; 8 - газовая аппаратура; 9 - провода цепи управления; 10 - сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций: включение подачи газа для настройки его расхода или дозировки; установка заданной скорости подачи проволоки; выбор рабочего цикла для сварки длинными, короткими и точечными швами. В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки. При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение. Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии
ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11. В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые). Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.

Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
1 - консоль; 2 - монорельс; 3 - тележка; 4 - сварочный полуавтомат; 5 - гибкий шланг
Технические данные полуавтоматов
Масса мелаиазма попаян. кг
В СО. изделий ш малоуглеродистых сталей
Под флюсом соединений арматуры железобетонных конструкций
В СО. малоуглеродистых и конструкционных сталей
В СО, малоуглеродистых и низколегированных сталей протяженными и прерывисты - мн швамн
В СО, стальных металлоконструкций
Щ10- 517УЗ (А - 765УЗ)
Порошковой проволокой от- крьпон дутой постоянным током
Сплошной и порошковой проволокой в СО, стальных металлоконструкций
Для НДС алюминиевых сплавов и нержавеющих сталей в аргоне
Технические характеристики универсальных полуавтоматов
Номинальный сварочный ток. А
Диаметр электродной проволоки, мм
Скорость подачи электродной проволоки. мл
Длина гибкого шланга, м
Г абарнтные размеры подающего механизма, мм
Масса подаюшего устройства, кг
1. Для А-1660 габаритные размеры и масса указаны с учетом погружаемого контейнера для сварки под водой.
2. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 - в среде защитного газа и порошковой проволокой, остальные - порошковой проволокой.
Полуавтомат А-1197 применяется для сварки в углекислом газе сплошной или порошковой проволокой, а также для сварки под флюсом. Этот полуавтомат является аналогом полуавтомата ПШ-112. При технологической необходимости переналадки схема сборки одинакова. Вместо газовой аппаратуры устанавливают флюсовую. Полуавтомат А- 1197 имеет две модификации: А-1197 с подающим механизмом, у которого электродная проволока подается с плавным регулированием электродвигателя постоянного тока; А-1197С с подающим механизмом, который работает от асинхронного электродвигателя. В этом случае регулирование скорости подачи проволоки осуществляется ступенями путем смены зубчатых колес (шестерен). Для работы в среде защитного газа в комплект полуавтомата входит сварочная горелка ГДПГ, а для работы под флюсом - сварочная горелка А-1231-5-Ф2 или аналогичные ей.
Рабочим инструментом сварочного полуавтомата является сварочная горелка. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. Конструкции сварочных горелок, применяемых в полуавтоматах, унифицированы в соответствии с технологическими требованиями.
Рукоятка сварочной горелки должна быть прочной и удобной в работе. С этой целью ее изготовляют из изоляционного материала в форме, наиболее удобной для руки сварщика. На рукоятке установлены предохранительный щиток и пусковая кнопка, которые должны быть размещены так, чтобы обеспечить защиту от ожогов руки сварщика и удобство управления пусковой кнопкой.
Наиболее ответственными элементами сварочной горелки являются сопло и токоподводящий наконечник.
Сопло горелки во время работы находится в зоне высокой температуры, расплавленный металл налипает на поверхность сопла при разбрызгивании. В целях уменьшения налипания брызг расплавленного металла поверхность сопла горелки следует хромировать и полировать или изготавливать из специальной керамики, или применять специальные аэрозоли. Для неохлаждаемых горелок применяется одно сменное сопло, которое изготавливается, как правило, из меди. Для водоохлаждаемых горелок применяются два сопла - одно водоохлаждаемое несъемное, другое съемное для периодической зачистки от налипших брызг.
Наиболее широкое применение получили медные наконечники со сроком службы 5—10 ч непрерывной работы. Применяют также меднографитовые и медно-вольфрамовые наконечники. Для надежной защиты
зоны сварочной дуги от влияния окружающего воздуха необходимо, чтобы поток защитного газа был спокойным, без завихрений, равномерным (ламинарным).
Для подачи газа в сварочные горелки разработаны различные схемы, представленные на рис. 28.
Примечание. Длина рукава горелки А-547УМУЗ - 2,5 м, остальных
Технические характеристики некоторых сварочных горелок приведены в табл. 13 и 14.
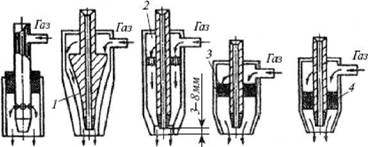
Рис. 28. Схемы питания сварочных горелок защитным газом: а - с кольцевым подводом газа; б - с отражателями (1); в - с успокоительными камерами (2); г - с сеточными вставками (3); д - с металлокерамическими вставками (4)
Техническая характеристика горелок для механизированной сварки плавящимся электродом
УСТРОЙСТВО И ОСНОВНЫЕ УЗЛЫ ПОЛУАВТОМАТОВ
При механизированной сварке сварочная головка чаще всего разделена на две части — подающий механизм и держатель (при сварке в защитных газах — сварочная горелка), соединенные между собой гибким шлангом. Поэтому такие аппараты иногда называют шланговыми. Полуавтоматы позволяют сочетать преимущества автоматической сварки с универсальностью и маневренностью ручной. Типовая схема полуавтомата показана на рисунке 11.1.
В их состав входят узлы: держатель 1, гибкий шланг 2, механизм подачи сварочной проволоки 3, кассета со сварочной проволокой 4 и аппаратный шкаф или шкаф управления 5.
Наиболее ответственным элементом полуавтоматов является механизм подачи проволоки.
Рис. 11.1. Схема полуавтомата для дуговой сварки
Его назначение и компоновка примерно те же, что и у сварочных головок автоматов для дуговой сварки. Обычно она состоит из электродвигателя, редуктора и системы подающих и прижимных роликов. Механизм обеспечивает подачу электродной проволоки по гибкому шлангу в зону сварки. Приводом могут использоваться двигатели переменного или постоянного тока. Скорости подачи в первом случае изменяют ступенчато-сменными шестернями, во втором — плавное регулирование за счет изменения частоты вращения двигателя.
Конструктивное оформление механизма подачи во многом зависит от назначения полуавтомата. В полуавтоматах для сварки проволокой большого диаметра механизм подачи размещен на передвижной тележке и располагается в отдельном корпусе. В полуавтоматах с проволокой малого диаметра он установлен в переносном футляре и расположен непосредственно на корпусе держателя.
Наибольшее распространение получили полуавтоматы толкающего типа. Подающий механизм подает проволоку путем проталкивания ее через гибкий шланг к горелке. Устойчивая подача в этом случае возможна при достаточной жесткости электродной проволоки.
В полуавтоматах тянущего типа механизм подачи или его подающие ролики размещены в горелке. В этом случае проволока протягивается через шланг. Такая система обеспечивает устойчивую подачу мягкой и тонкой проволоки. Имеются полуавтоматы с двумя синхронно работающими механизмами подачи, осуществляющими одновременно проталкивание и протягивание проволоки через шланг (тянуще-толкающий тип).
Гибкий шланг в полуавтоматах предназначен для подачи электродной проволоки, сварочного тока, защитного газа, а иногда и охлаждающей воды к горелке. С этой целью применяют шланговый провод специальной конструкции (рис. 11.2).
Внутри провода для направления проволоки расположена спираль 1, изолированная от токоведущей части 2 бензостойкой изоляцией.
Рис. 11.2. Схема специального шлангового провода
Вместе с токоподводящей частью помещены изолированные проводники 3 цепей управления. Провод заключен в хлопчатобумажную оплетку 4 и покрыт резиновой изоляцией 5. Применяются и составные шланги, состоящие из нескольких трубок и проводов для подачи тока, газа и воды, собранных в общий жгут.
Сварочные горелки предназначены для подвода к месту сварки электродной проволоки, сварочного тока и защитного газа или флюса, а также для ручного перемещения и манипулирования им в процессе сварки. При этом сварщик удерживает держатель в руке и перемещает его вдоль шва. Быстро изнашивающимися частями держателя (при сварке в защитных газах — горелками) являются токоподводящий наконечник и газовое сопло, изготовляемые из меди. При сварке под флюсом на держателе устанавливается бункер для флюса (рис. 11.3).

Рис. 11.3. Держатель полуавтомата для сварки под флюсом: 1 — наконечник; 2 — бункер для флюса; 3 — сварочная проволока;
Полуавтоматы для дуговой сварки и их основные узлы
инертных газах (И); под флюсом (Ф); открытой дугой (О). По способу регулирования скорости подачи электродной проволоки выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному. По способу охлаждения горелки выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов — 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми. Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества. Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ.

Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами: 1 — сменная газовая горелка; 2 — шланг для подачи электродной проволоки; 3 — подающий механизм; 4 — кассета для электродной проволоки; 5 — блок управления БУСП-2; 6 — газовый шланг; 7 — источник питания; 8 — газовая аппаратура; 9 — провода цепи управления; 10 — сварочный кабель

1 — консоль; 2 — монорельс; 3 — тележка; 4 — сварочный полуавтомат; 5 — гибкий шланг
В СО, малоуглеродистых и низколегированных сталей протяженными и прерывисты — мн швамн
Щ10- 517УЗ (А — 765УЗ)
2. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 — в среде защитного газа и порошковой проволокой, остальные — порошковой проволокой.
Полуавтомат А-1197 применяется для сварки в углекислом газе сплошной или порошковой проволокой, а также для сварки под флюсом. Этот полуавтомат является аналогом полуавтомата ПШ-112. При технологической необходимости переналадки схема сборки одинакова. Вместо газовой аппаратуры устанавливают флюсовую. Полуавтомат А- 1197 имеет две модификации: А-1197 с подающим механизмом, у которого электродная проволока подается с плавным регулированием электродвигателя постоянного тока; А-1197С с подающим механизмом, который работает от асинхронного электродвигателя. В этом случае регулирование скорости подачи проволоки осуществляется ступенями путем смены зубчатых колес (шестерен). Для работы в среде защитного газа в комплект полуавтомата входит сварочная горелка ГДПГ, а для работы под флюсом — сварочная горелка А-1231-5-Ф2 или аналогичные ей.
Сопло горелки во время работы находится в зоне высокой температуры, расплавленный металл налипает на поверхность сопла при разбрызгивании. В целях уменьшения налипания брызг расплавленного металла поверхность сопла горелки следует хромировать и полировать или изготавливать из специальной керамики, или применять специальные аэрозоли. Для неохлаждаемых горелок применяется одно сменное сопло, которое изготавливается, как правило, из меди. Для водоохлаждаемых горелок применяются два сопла — одно водоохлаждаемое несъемное, другое съемное для периодической зачистки от налипших брызг.
Примечание. Длина рукава горелки А-547УМУЗ — 2,5 м, остальных

Рис. 28. Схемы питания сварочных горелок защитным газом: а — с кольцевым подводом газа; б — с отражателями (1); в — с успокоительными камерами (2); г — с сеточными вставками (3); д — с металлокерамическими вставками (4)
Принцип работы любого сварочного полуавтомата
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм

Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.

Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.

Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительно-монтажных конструкций при их предварительной сборке и сварке и т. д.
Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом.
По способу защиты сварочной дуги принята следующая классификация полуавтоматов:
в активных защитных газах (Г);
в инертных газах (И);
открытой дугой (О).
По способу регулирования скорости подачи электродной проволоки выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному.
По способу охлаждения горелки выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми.
Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества.
Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ. Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).

Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами:
1 – сменная газовая горелка; 2 – шланг для подачи электродной проволоки; 3 – подающий механизм; 4 – кассета для электродной проволоки; 5 – блок управления БУСП-2; 6 – газовый шланг; 7 – источник питания; 8 – газовая аппаратура; 9 – провода цепи управления; 10 – сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций:
включение подачи газа для настройки его расхода или дозировки;
установка заданной скорости подачи проволоки;
выбор рабочего цикла для сварки длинными, короткими и точечными швами.
В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки.
При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение.
Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11.
В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые).
Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.

Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
1 – консоль; 2 – монорельс; 3 – тележка; 4 – сварочный полуавтомат; 5 – гибкий шланг
Читайте также: