Основная трудность при сварке алюминия
Алюминий обладает рядом уникальных свойств, благодаря этому стал очень востребован во многих сферах жизни человека, включая даже машиностроение и кораблестроение! Металлообработка алюминиевых сплавов осуществляется в соответствии со стандартами сферы деятельности. Возникает вопрос «А как варить алюмний?»
Основные сложности при варке алюминия
Чем варить алюминий? Есть инструменты и методы, предназначенные для сварки стали, но алюминий требует своей собственной техники и оборудования. Этот металл обладает массой уникальных свойств и качеств, поэтому есть ряд сложностей при его сварке:
- Он обладает высокой температурой плавления, потому что этот металл покрыт плёнкой, которая плавится только при 2000 градусах! Если бы не плёнка алюминий плавился бы при температуре 650 градусов.
- При плавлении алюминий становится текучим, что затрудняет формирование сварочной ванны
- При охлаждении металла после сварки в месте сварки образуются трещины, из-за содержания водорода и кремния, которые пытаются вылезть наружу при застывании расплавленного металла.
- После сварки алюминий легко окисляется и на нем образуется плёнка при контакте с воздухом. Следствием этого является то, что соединение в единый шов становится практически невозможным.
Необходимое оборудование
Основным этапом в технологии сварки алюминия является подбор оборудования, так как малейшее отклонение от норм при работе с этим металлом приведет к испорченному изделию. Свариваемость алюминиевых сплавов низкая из-за трудностей в тепловой обработке данного металла.
Лучше всего прибегнуть к аргонодуговой сварке. Эта технология вытесняет кислород с помощью аргона или гелия для того, чтобы металл не окислялся во время сварки и кристаллизовался в чистом виде. Вторым способом решения проблемы может быть полуавтоматическая сварка (её суть заключается в разрушении плёнки окисла).
Подготовка поверхности металла
Перед началом процесса сварки сварщик должен тщательно очистить металл. Как уже упоминалось ранее, одна из проблем с алюминием заключается в том, что этот металл подвержен примесям. Поэтому правильная подготовка материала — ключ к успеху. Вот несколько особенностей сварки алюминия:
Используйте растворитель, такой как ацетон или слабый щелочной раствор, такой как сильное мыло, чтобы удалить любое масло, жир и водяной пар с поверхности алюминия.
Используйте проволочную щётку из нержавеющей стали (используется исключительно для алюминия) для удаления поверхностных оксидов. Это также можно сделать с помощью сильной щёлочи или кислоты. Перед сваркой обязательно промойте и полностью высушите деталь.
Технология аргоновой сварки
Специалисты отмечают, что технология сварки алюминия аргоном включает в себя разнообразные действия. Технология полуавтоматической сварки предполагает наличие определенных материалов, узлов и агрегатов. Аргонодуговой аппарат состоит из трех блоков.
Перед сваркой каждый из них должен быть приведен в рабочее состояние. Потребление соответствующих ресурсов влияет на конечную стоимость услуги.
На промышленных предприятиях сварочные аппараты подключаются к централизованной линии, по которой подается инертный газ.

Верстаки для установки сварных деталей изготавливаются из нержавеющей стали.
Особенности аргоновой сварки
Для того чтобы выполнить сварку алюминия в полуавтомате, необходимо использовать вольфрамовые электроды. Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.
В процессе работы необходимо следить за тем, как электрод ориентирован относительно свариваемой поверхности. Электрод должен находиться под углом 80 градусов.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Чего следует избегать при сварке алюминия
Теперь, когда мы рассмотрели различные методы, которые можно использовать для сварки алюминия, давайте поговорим о распространенных ошибках, которых следует избегать. Как сваривать алюминий?
- Когда дело доходит до сварки алюминия, сварщик должен использовать особый подход, так как все металлы кардинально отличаются друг от друга.
- Если говорить об опасностях, то сварка алюминия или любого другого материала — опасна. Сварщикам важно всегда носить правильные средства личной защиты и обучаться правилам техники безопасности.
- Неспособность подготовиться: подготовка — недооценённый аспект среди сварщиков-новичков. Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.
- Игнорирование мелочей: сварщики, которые давно этим занимаются скажут вам, что детали-это всё. В этой отрасли малейшая оплошность может привести к сложной ошибке—в особенности при сварке алюминия.
Для сварки алюминия используются различные способы и оборудование. Обратите внимание на тщательную подготовку металла и настройку сварочного аппарата! Важно знать, как варить алюминий аргоном, потому что подготовительные работы в этом случае являются самыми важными. Обучение технологии сварки алюминия и его сплавов требует времени. Продолжайте практиковаться и придерживайтесь этого— упорный труд и настойчивость в конце концов окупятся, и возможно, Вы будет знать все про, например, изготовление металлоконструкций!
Кроме всего прочего, компания Центр Сварочного решения предлагает такие услуги, как лазерная резка, плазменная резка металла.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Сварка алюминия: характеристики металла, проблемы сварки и важные советы

Сварка алюминия во многих случаях требует соблюдения некоторых специальных процедур. Важными факторами при сварке металла являются: выбор правильного присадочного металла, правильное хранение и тщательная очистка основного металла, а также правильные методы сварки.
Сварка алюминия во многих случаях требует соблюдения некоторых специальных процедур. Одним из ключевых факторов является выбор правильного присадочного металла в соответствии с основным материалом и требованиями к области применения.
По сравнению со сваркой стали или других распространенных материалов, сварка алюминия представляет некоторые уникальные проблемы, особенно с точки зрения химического состава и чувствительности к трещинам.
Рассмотрим некоторые общие проблемы при сварке алюминия и основные передовые методы их решения.
Характеристики алюминия
Качество сварки зависит от правильного протекания химических реакций, а также правильной техники.
Характеристики алюминия несколько отличаются от стали. Температура плавления алюминия намного ниже, чем у стали – 660,5°C у алюминия по сравнению с 1371°C у стали. Алюминий также имеет оксидный слой, который плавится примерно при 2037°C. Этот оксидный слой намного тверже алюминия и помогает материалу противостоять коррозии и истиранию. Однако он также действует как изолятор, который может создавать проблемы во время сварки.
Поскольку прочность алюминия имеет тенденцию к увеличению при понижении рабочей температуры - в отличие от стали, которая при понижении рабочих температур становится более хрупкой, - алюминий обычно используется там, где идет работа с низкими температурами, например криогенная техника и транспортировка сжиженного природного газа.
В то время как основным металлом в таком сплаве, как сталь, является железо, алюминиевые сплавы - это в основном алюминий с добавлением различных элементов.
Деформируемые сплавы, такие как алюминий серии 1ххх, представляют собой чистый алюминий без намеренно добавленных легирующих элементов. В других типах алюминия основными легирующими элементами являются медь в серии 2ххх, марганец в серии 3ххх, кремний в серии 4ххх, магний в серии 5ххх, магний и кремний в серии 6ххх, цинк в серии 7ххх и другие элементы в серии 8ххх.
Проблемы сварки алюминия
В процессе сварки проявляются различные специфические характеристики алюминия. Теплопроводность и проблемы с пористостью - два самых больших отличия сварки алюминия от сварки стали.
Водород хорошо растворяется в жидком алюминии. Поскольку присадочный материал и основной металл алюминия становятся жидкими в процессе сварки, они поглощают водород и могут удерживать его в растворе. Когда расплавленный материал начинает затвердевать, он больше не может удерживать водород в гомогенной смеси. Водород вытесняется и образует пузырьки, которые застревают в металле, что приводит к пористости.
Для борьбы с проблемами пористости можно использовать защитную смесь газов на основе гелия или аргона, если были опробованы все другие варианты. Имейте в виду, что работая с гелиевой смесью необходимо увеличивать напряжение, чтобы преодолеть более высокий потенциал ионизации этого газа по сравнению с аргоном. Повышенное напряжение вызовет более глубокое проникновение тепла и лучшее проваривание, поэтому эта смесь используется для более толстых алюминиевых заготовок.
Перед сваркой тщательно очистите основной материал от масла, грязи, остатков и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность возникновения пор.
В отличие от стали, присутствие водорода не вызывает растрескивания алюминиевых сварных швов. Однако при затвердевании сварного шва может возникнуть горячее растрескивание, которое, представляет угрозу для алюминия. Решение этой проблемы возвращает нас к химии. Если возникает проблема с горячим растрескиванием, обратитесь к таблице выбора присадочного металла, чтобы найти присадочный металл, который наилучшим образом решает эту проблему.
Алюминий 6061 в качестве основного металла является примером материала, который находится на пике склонности к растрескиванию при его обычном химическом составе, что очень затрудняет автогенную сварку или сварку с присадочным материалом аналогичного химического состава. Использование наплавочного металла с такими элементами, как магний (ER5XXX) или кремний (ER4XXX), может помочь вытолкнуть материал за пределы диапазона восприимчивости к трещинам.
Еще одна проблема, связанная с алюминием, заключается в том, что он в пять раз более теплопроводен, чем сталь. Холодные участки основного металла стремятся отвести тепло от сварочной ванны, что может вызвать непровар в сварном шве. Из-за этой разницы в теплопроводности, алюминий требует гораздо более высоких вложений тепла во время сварки, чем сталь.
Выбор присадочного металла
При выборе присадочного металла для алюминия очень важно использовать таблицу выбора. Для каждой комбинации обозначений алюминия есть рекомендуемые варианты присадочного металла в зависимости от требуемых характеристик сварного шва.
Таблица выбора включает восемь характеристик, которые важны для различных сварочных работ: чувствительность к трещинам, прочность, пластичность, коррозионная стойкость, работа при повышенных температурах, соответствие цвета после анодирования, термообработка после сварки и ударная вязкость. Анализируя потребности конечного компонента, можно определить, какие свойства наиболее важны в данном конкретном случае и выберите присадочный металл, который наилучшим образом соответствует требуемым характеристикам. Важно отметить, что повышенная рабочая температура алюминия составляет от 60°C до 210°C. Это и другие характеристики можно определить с помощью таблицы выбора.
Другой вариант - использовать компьютерное приложение для выбора присадочного металла. В таком приложении можно найти ту же информацию, что и в полной таблице выбора, но оно показывает присадочный металл только для выбранных основных материалов.
Правильный выбор присадочного металла всегда является ключевым моментом. Например, если основным свариваемым материалом является алюминий 6061, хорошие варианты присадочного металла включают 4043, 4943 и 5356. Проволока 4043/4943 для полуавтоматической дуговой сварки MIG или пруток для аргонодуговой сварки TIG помогут уменьшить пористость и обеспечить лучшую свариваемость и увеличить текучесть, в то время как присадка 5356 обеспечивает большую ударную вязкость и прочность.
Важные советы
Наряду с выбором присадочного металла, наиболее подходящего для данной области применения, достигнуть успеха при сварке алюминия также может помочь следование некоторым ключевым передовым методам.
Очищайте металл. Перед сваркой тщательно очистите основной материал от масла, грязи и влаги. Это помогает обеспечить наилучшие результаты и снижает вероятность появления пор. Для удаления углеводородов, которые могут находиться на поверхности материала, хорошо подходят ацетон или очиститель для алюминия. При подготовке сварных швов не продувайте их сжатым воздухом, так как это может привести к загрязнению влагой или маслами.
Удаляйте оксидный слой. После очистки поверхности для удаления слоя оксида алюминия непосредственно перед сваркой используйте щетку из нержавеющей стали - новую или использованную только для алюминия. Как упоминалось ранее, оксид алюминия имеет гораздо более высокую температуру плавления, чем алюминий. Он действует как изолятор, который может вызвать проблемы с зажиганием дуги, и для сварки через оксидный слой требуется очень высокий нагрев. Это может привести к прожиганию основного материала и пористости, поскольку оксидный слой имеет тенденцию удерживать влагу.
Правильное хранение. Правила хранения основных материалов и присадочных металлов также играют роль в предотвращении пористости. По возможности храните алюминиевые листы в помещении. Если они должны храниться на открытом воздухе, ставьте листы вертикально, а не друг на друга, чтобы предотвратить задержку воды, которая будет способствовать образованию более толстого слоя гидратированного оксида алюминия. Хранящиеся снаружи или в кондиционируемой части здания материалы и присадочные металлы желательно приносить в цех заранее перед сваркой, чтобы температура металла стабилизировалась и помогала предотвратить конденсацию влаги из воздуха на поверхности алюминия.
Проверка расходных материалов. Некоторые проблемы со сваркой алюминия, особенно при использовании MIG сварки, могут быть связаны с расходными материалами. Чтобы снизить риск образования пористости, используйте тефлоновые направляющие каналы в сварочной горелке и газовые шланги (или хотя бы в хорошем состоянии) и убедитесь, что все соединения шлангов плотно затянуты, чтобы воздух не попадал в линию.
Также важно использовать подходящие направляющие и приводные ролики. При сварке алюминия пластиковые входные направляющие могут обеспечить преимущества по сравнению со стальными, поскольку металлические или латунные входные направляющие и стальные вкладыши могут истирать более мягкую алюминиевую проволоку, когда она проходит через систему привода и втулку. Это может привести к тому, что металлическая стружка забьет втулку и вызовет проблемы с подачей. Аналогично, приводные ролики с U-образной канавкой являются стандартными для работы алюминием, потому что другие типы приводных роликов могут разбить или деформировать проволоку.
Следите за температурой. Обратитесь к руководству по алюминиевому присадочному металлу или нормативным документам, чтобы определить подходящий диапазон температур предварительного нагрева и промежуточного прохода. Предварительный нагрев может использоваться для уменьшения теплового воздействия на размер секции при сварке толстых заготовок или материалов разной толщины, но при сварке алюминия предварительный нагрев должен быть минимальным.
Металл, подлежащий термообработке, а также металл серии 5xxx, содержащий более 3% магния, не должен подвергаться предварительному нагреву или температурам между проходами выше 120°C в течение более 15 минут. Время, проведенное при повышенных температурах, может снизить прочность материала и способствовать растрескиванию.
Достижение успеха
Решение проблем сварки алюминия часто сводится к чистой химии. Правильное соответствие основного и присадочного металла имеет большое значение для достижения успеха и минимизации проблем. Также важно следовать рекомендуемым передовым методам сварки алюминия. И помните, что техника и передовые методы сварки алюминия сильно отличаются от методов сварки стали.
Сварка алюминия

Сегодня существует множество сварочных процессов для сварки различных металлов. Эти процессы всё время дорабатываются, появляются всё новые и новые. Чтобы быть в курсе применяемых процессов и их особенностей, предлагаю Вам прочитать эту статью, в ней мы расскажем о сварке алюминия.
Каждая отрасль промышленности использует различные типы металлов в зависимости от характера их работы. Первое, что приходит в голову о применении сварки алюминия, будет сварка алюминиевых судов. От небольших лодок и катеров до корпусов огромных судов и военных кораблей.
Почему же именно алюминий используется для их изготовления? Ответ прост и заключается в том, что алюминий легче, чем сталь, и поэтому уменьшается вес корабля, экономится топливо и увеличивается его скорость.
Легкость алюминия совместно с относительно высокой прочностью делает его применимым во многих других отраслях промышленности. Таких как автомобилестроение, пищевое оборудование, изготовление алюминиевых лестниц и многих других.
В чем же заключается сложность сварки алюминия?
Многие профессиональные сварщики говорят, что алюминий является самым сложным металлом для сварки. Он обладает физическими и химическими свойствами, которые необходимо знать, чтобы сварочные работы были наиболее эффективными.
Некоторые из свойств, которые делают алюминий сложным для сварки, необходимо принять как факт. Алюминий не меняет цвета, когда он нагревается и имеет более широкий диапазон температур плавления, чем у других металлов. Так же он является немагнитным.
Это означает, что человек, работающий с алюминием должен знать, что ожидать от этого металла.
Некоторые из вещей, которые должен знать сварщик:
Образующаяся на поверхности алюминия оксидная пленка имеет более высокую температуру плавления, чем основной сплав. Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления).
- Необходимость большого количества энергии
- Низкая температура плавления алюминия
- Заварка кратера в конце сварочного шва
Почти всегда при сварке алюминия при окончании сварочного шва появляется кратер, так как алюминий быстро затвердевает. Заварка кратера требует специальной техники. На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера).
- Зачистка поверхности алюминия перед сваркой
Процессы сварки алюминия
Есть несколько процессов, которые используются для сварки алюминия. Наиболее популярны такие процессы, как аргонодуговая TIG сварка и импульсная полуавтоматическая MIG сварка.
Аргонодуговая TIG сварка алюминия

Аргонодуговую TIG сварку многие сварщики называют по-разному - аргонной, аргоновой или сваркой аргоном. Во всех случаях имеется в виду один процесс – сварка неплавящимся вольфрамовым электродом в среде аргона.
Важной частью сварки алюминия является понимание того, что она требует наличия в аппарате для аргонной TIG сварки - переменного тока и высокочастотного HF зажигания дуги.
Пара полезных функций, которые предлагаются во многих аргонодуговых аппаратах для сварки алюминия, является возможность регулировать частоту переменного тока и баланс.
- Частота переменного тока может быть увеличена или уменьшена в допустимых пределах. Эта настройка позволяет сварщику обеспечивать больший контроль над дугой, путем фокусирования дуги по ширине так, чтобы иметь возможность сварки в труднодоступных углах. А также для сварки тонких материалов.
- Другая особенность, баланс переменного тока, на самом деле управляет процессом раскисления алюминия, также называемый «чисткой». При изменении переменного тока в положительную полярность, оксид алюминия на поверхности металла расплавляется, и металл подвергается сварке. Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.
MIG сварка алюминия полуавтоматом
Сварочный шов MIG сварки алюминия (сверху) в сравнении со сварочным швом TIG сварки (внизу)Полуавтоматическая MIG сварка алюминия аналогична MIG сварке стали, так как при ней также используется подача сварочной проволоки и защитного газа через сварочную горелку. Однако сварка алюминия полуавтоматом требует некоторых изменений для сварщиков, которые привыкли к сварке стали.
Из-за большей теплопроводности алюминия, его сварка требует большего контроля над мощностью дуги и скоростью подачи проволоки. Так как алюминий очень мягкий металл, подача проволоки при сварке должна быть больше.
Ранее считалось, что качественно сварить алюминий можно только при помощи аргонодуговой сварки. Однако при использовании правильного оборудования и соответствующих технологий полуавтоматической MIG сварки можно добиться качественного шва при значительном увеличении производительности.
Несколько правил при MIG сварке алюминия

- Набор расходных частей для сварочной горелки
2. U-образные ролики подающего механизма. Ролики в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась.
3. Тефлоновый канал. Для уменьшения трения проволоки в горелке, необходимо использовать неметаллический кабель канал для алюминиевой проволоки. Обычно он исполнен из тефлона или графита.
Соблюдение указанных в этой статье правил, технологий подготовки и техники сделает ваш процесс сварки алюминия намного проще и позволит добиться превосходных результатов.
Сварка алюминия и его сплавов
В промышленности и строительстве наиболее часто используют сплавы двух групп алюминия:
1. Литейные для отливок фасонных деталей сложной конфигурации (сплавы системы Al-S, Al-Mg, Al-Си и др).
В практике сварки приходится иметь дело с алюминиево-марганцовистыми сплавами типа AM, алюминиево-марганцовыми типа АМг, алюминиево-медными типа Д (дуралюмин) и алюминиево-кремнистыми типа АС (силумин). Большинство из них могут быть упрочнены термообработкой.
2. Деформируемые для изготовления деталей различными методами обработки давлением, в свою очередь подразделяемые на упрочняемые и неупрочняемые термообработкой.
Основные трудности сварки, алюминия и его сплавов вызываются:
· низкой температурой плавления ,
· сильной окислительностью с образованием тугоплавких окислов,
· сложностью определения степени нагрева (при нагревании и плавлении алюминий не изменяет своего цвета),
· большой литейной усадкой и хрупкостью при температурах 400-500 С.
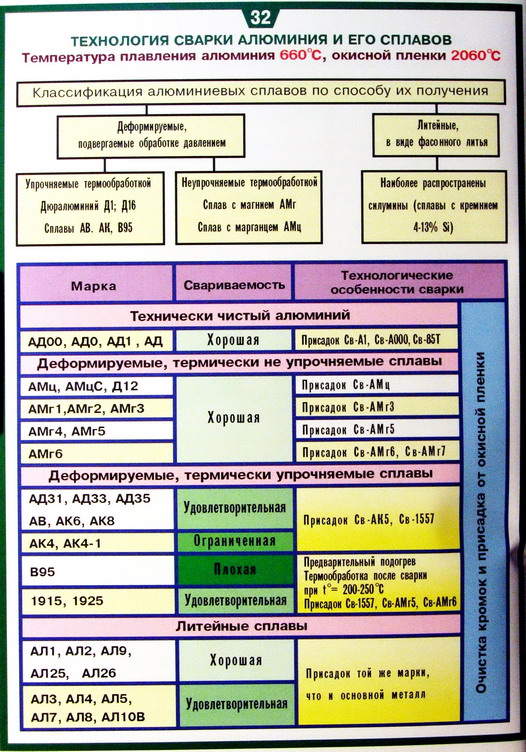
Окисная пленка на поверхности алюминия сильно затрудняет процесс сварки, ее удаляют перед сваркой механически или травлением в щелочах.
При подготовке деталей под сварку со свариваемых кромок устраняют поверхностные загрязнения.
В качестве растворителей применяют уайт-спирит, технический ацетон, растворители РС-1 и РС-2. Обезжиривание осуществляют в водном растворе состава, чл: 40- 50 технического тринатрийфосфата (Na3P04-12Н20), 40-50 кальцинированной соды (Na2C02), 25-30 жидкого стекла (Na2S03) при температуре 60-70 С и времени обработки 4-5 мин.
Затем удаляют пленку окислов, образовавшуюся в результате длительного хранения деталей и содержащую значительное количество адсорбированной влаги. Пленку удаляют металлической щеткой или шабрением. После зачистки кромки вновь обезжиривают растворителем. ~1родолжителыюсть хранения обработанных таким образом заготовок до начала сварки не должна превышать 2-3 ч.
При больших объемах сварки однотипных деталей их механическую обработку поверхностей можно заменить травлением в щелочных ваннах по следующей технологии: обезжиривание в растворителе; травление в течение 1-2 мин в водном растворе (45-50 гл) 1аОН при температуре 60-70 С для неплакированных материалов (при необходимости снятия технологической плакировки, например на сплаве АМгб, время травления выбирают из расчета 2,5-3 мин на каждые 0,01 мм ее толщины); промывка в проточной воде при температуре 60-80 С, а затем в холодной воде; осветление в 30 %-ном водном растворе HN03 при 20 С в течение 1-2 мин или 15 %-ном водном растворе HN03 при 60сС в течение 2 мин; промывка в холодной, а затем горячей (60-70 СС) проточной воде; сушка горячим сухим воздухом (80-90 С).
При сварке деталей из сплавов алюминия, содержащих магний (сплав АМгб), кромки и особенно торцовые поверхности деталей необходимо зачищать шабером.
Основные типы соединений, применяемые при сварке деталей из алюминиевых сплавов, приведены в табл. 23 и оговорены ГОСТ 14806-80.
Ацетилено- кислородную сварку алюминиевых сплавов выполняют нормальным пламенем при соотношении кислорода к горючему р = = 1,0+1,1.
Мощность пламени устанавливают в зависимости от толщины свариваемого металла:
В качестве присадочного материала при сварке чистого алюминия применяют проволоку того же химического состава, что и основной металл.
Диаметр присадочной проволоки зависит от толщины свариваемого металла:
Сварка бронзы
Бронзы представляют собой сплавы меди, содержащие не более – 4-5 % Zn. Главными легирующими компонентами бронз являются алюминий, марганец, кремний, бериллий, олово, хром. Бронзы могут иметь и сложный состав при легировании сразу несколькими компонентами: например, бронза Бр.КМцЗ-1 содержит 3 % S и 1 % Мп, бронза Бр.ОФ6,5-0,4-6,5 % Sn и 0,4 % Р, бронза Бр.ОЦС4-4-4- 4% Sn, 4 %Zn, 4% Sb (наличие в составе бронзы, мышьяка или свинца ухудшает их свариваемость).

Газовую сварку бронз применяют при ремонте изделий, исправление брака литья, наплавке поверхностей деталей, работающих на трение и др.
Основным затруднением при сварке бронз является выгорание легирующих примесей, что приводит к пористости металла шва.
Сварку оловянистых бронз выполняют строго нормальным пламенем. Избыток кислорода в смеси вызывает выгорание олова. Избыток горючего приводит к возникновению пористости в металле шва.
Мощность пламени горелки устанавливают из расчета 100–120 лч ацетилена на 1 мм свариваемой толщины. Бронза очень жидкотекуча. Поэтому ее сварку производят в нижнем положении.
В качестве присадочного материала применяют бронзовые прутки, близкие по химическому составу основному металлу. Фосфор является хорошим раскислителем, по этой причине в качестве присадочных прутков рекомендуют применять бронзу Бр.ОФ6,5-0,4. Флюсы при сварке применяют те же, что и при сварке меди (см. табл. 21).
Сварку алюминиевых бронз выполняют нормативным пламенем. Главная трудность – окисление алюминия с образованием на поверхности сварочной ванны тугоплавкой окисной пленки, препятствующей сплавлению. Присадочный материал – прутки того же состава, что и основной металл. Флюс тот же, что и при сварке меди. При повышенном Содержании алюминия (до 11 %) рекомендуют более активные флюсы.
Сварку кремнистых бронз выполняют нормальным пламенем. Мощность пламени такая же, как и при сварке алюминиевых бронз. Присадочный металл по составу должен соответствовать основному металлу. Флюсы применяют те же, что и при сварке меди и латуни. Эти бронзы хорошо свариваются; иногда их можно сваривать и без флюса, так как в их состав входят сильные раскислители – кремний и марганец.
Сварка хромистых бронз, например Бр.Х0,5, а также бериллие-вых бронз не вызывает осложнений и выполняется теми же приемами (и режимами), что и сварка алюминиевых и кремнистых бронз. Окислы хрома и особенно окислы бериллия токсичны, поэтому при сварке следует обеспечивать хорошую вентиляцию и защиту оператора-сварщика.
Сварка меди
В промышленности используют медь различных марок (ГОСТ 859-78). Медь при обычных температурах инертна, однако при нагреве она сильно реагирует с кислородом, серой, фосфором и галогенами, с водородом образует неустойчивый гидрид СиН, с углеродом – ацетиленистую медь Си2С2 (взрывчатую), с азотом не реагирует.

Высокая тепло- и температуропроводность меди приводят к то: му, 4fo при ее сварке имеют место значительные скорости охлаждения сварочной ванны, снижения времени пребывания сварочной ванны в жидком состоянии. Это вызывает необходимость вести процесс при увеличенной мощности пламени и предварительном или сопутствующем подогреве изделия. Медь имеет высокую жидкотекучесть, поэтому ее сварку предпочтительно вести в нижнем положении. Она имеет большой коэффициент линейного расширения, что с целью снижения деформаций вызывает необходимость выполнять сварку в кондукторе или по прихваткам.
Для сварки меди используют нейтральное ацетнлено-кислородное пламя р= 1-4-1,05. Пламя заменителей ацетилена непригодно из-за его окислительных свойств и малой тепловой мощности. Сварку деталей толщиной более 10 мм выполняютдвумя горелками, из которых одной осуществляют подогрев, другой – сварку. Мощность пламени горелки- устанавливают из условия 150-200 лч ацетилена на 1 мм свариваемой толщины.
Сварку ведут в один проход левым способом, с усилением шва больше, чем обычно, для того чтобы из него вывести поры. После сварки шов рекомендуется проковывать: при толщине листов до 4 мм в холодном состоянии, при больших толщинах – при температуре 500-600 “С. Для придания соединению после проковки высокой вязкости шов и прилегающую к нему зону основного металла нагревают до 550-600 “С и быстро охлаждают в воде.
При сварке меди используют флюс, наносимый на зачищенные и обезжиренные кромки на ширину 10-15 мм с обеих сторон. Дополнительно его также вносят в сварочную ванную нагретым присадочным прутком.
В качестве присадочного материала применяют проволоку марки MCpl (ГОСТ 16130-72) или медные проволоки марок МО и Ml, Диаметр присадочной проволоки выбирают от толщины свариваемых изделий.
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: