Обработка сварных швов после сварки от коррозии
Коррозия представляет большую опасность для металла. Это процесс приводит к его постепенному разрушению, выходу из строя крупных металлоконструкций. Ситуация представляет опасность для человека и оборудования.
Но коррозия металла часто связывается только с его поверхностью. Это неверно.
Ржавчина может развиваться и в сварных швах. Даже если лист или стальная деталь хорошо защищены от коррозионного поражения, опасность для мест соединения остается высокой.
Чтобы не допустить развития процесса, потребуется защита сварных швов от коррозии. Рассмотрим, каким образом обеспечить безопасность и на что стоит обратить внимание в первую очередь.
Особенности развития коррозии в местах сварного соединения
Чтобы понять причины появления и прогрессирования коррозии, нужно учитывать особенности процесса сваривания. Чтобы соединить листы или стальные детали между собой используется сварочная проволока.
Для изготовления проволоки выбирают сплавы с высокой устойчивостью к высоким температурам.
Главная задача сварщика – не допустить деформации, разъединения места шва.
Защита от ржавчины отходит на второй план, при том, что шовные кромки превращаются в коррозийно-активную область.
Есть несколько факторов, которые стимулируют постепенное развитие коррозии в процессе сварки:
- Нагрев. Высокие температуры в такой ситуации выступают в качестве катализатора окислительного процесса.
- Сильное локальное напряжение. Также провоцирует коррозию, представляет собой механическую нагрузку, которую очень сложно выдержать материалу.
- Микродефекты. Даже у самых опытных сварщиков такие дефекты присутствуют в работе. Там где есть дефекты, остается много места для оседания катализаторов окисления. Особенно это актуально при использовании изделия на открытом воздухе.
- Неоднородность соединения металлов. Часто это становится причиной появления электрохимической коррозии.
Еще один фактор риска – остатки флюсов, которые часто есть на металле после того, как сварка уже закончилась. При попадании воды, создается активная среда, запускается кислотный коррозийный процесс.
Как не допустить коррозии шва
Защита сварного шва от коррозии после сварки – ключ к длительному использованию детали или металлоконструкции. Важно быстро обработать соединительный участок после того, как мастер закончил сваривать.
Процессы разрушения материала запускаются очень быстро, потому дорога каждая минута.
Есть несколько главных защитных мер:
- Отжиг. Нужен для того, чтобы убрать внутреннее напряжение в металле. Иногда отжиг не удается выполнить – в этом случае стоит искать альтернативные методы, которые бы не повредили деталь.
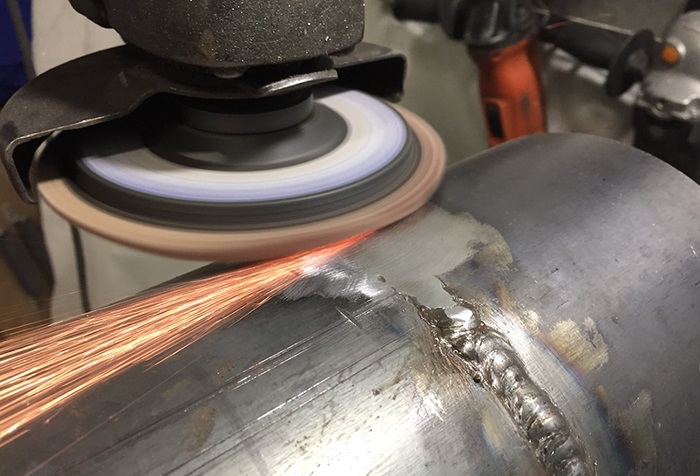
- Зачистка и шлифовка. Выполняются механическим способом. Это убирает неровности, микродефекты, позволяет уменьшить сечение шва. Здесь стоит учитывать влияние шлифования на общую прочность и следить за тем, сколько металла снимается в процессе.
- Поверхностная обработка. Есть специальные составы, которые позволяют убрать неизбежно образующиеся при сваривании продукты окисления, флюс. Обычно они создаются на основании ортофосфорной кислоты. Она отлично растворяет все потенциальные катализаторы коррозии, при этом помогает создать пассивирующий слой на поверхности.
- Нанесение защитного состава. Его можно наносить только на заранее подготовленную и обезжиренную поверхность. Не допускается использование с влажным металлом – место обработки требуется просушить.
В продаже есть много специальных защитных составов, которые включают в себя преобразователи ржавчины. Они вступают во взаимодействие с окалиной, гидроксидом железа, быстро проникают в оставшиеся на материале микротрещины.
Также может наноситься дополнительное защитное покрытие, которое не допускает контакта с потенциальными катализаторами коррозии.
Если все защитные меры были выполнены правильно, на сварных соединениях не будет возникать коррозия. Исследования показывают, что в таком состоянии шов может оставаться целым на протяжении более 50 лет.
Защита сварных швов от коррозии
Несмотря на то, что сварочное соединение одно из самых прочных, сам процесс сварки закладывает основу для ускоренного разрушения шва от коррозии. Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
В этой статье:
Причины коррозии сварочных швов
Сварочные швы начинают ржаветь быстрее основного металла. Это можно заметить на следующий день, осмотрев конструкцию, над которой трудились вчера. Коррозия возникает на соединениях, созданных любым методом сварки (MMA, TIG, MIG) и не зависит от аппарата и его цены.
Образование ржавчины на швах обусловлено следующими причинами:
Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:
Методы предотвращения коррозии
Защита сварочного шва от коррозии выполняется при помощи химических, термических и механических процессов. Рассмотрев технологию, необходимые средства для каждого метода, получится выбрать подходящий для своих условий работы.
Отжиг
Чтобы убрать температурные напряжения в конструкции после сварки, изделие отжигают. Это происходит путем нагрева детали до 800 градусов. Затем его помещают в водный раствор натрий-хрома (3%), содержащий ингибиторы коррозии. Благодаря такой обработке напряжения сглаживаются, шов "впитывает" молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Но для такого метода нужно оборудование и условия для нагрева изделия до 800 градусов. Это можно сделать при помощи газовой горелки или в крупной печи. Затем требуется большая емкость, куда окунается деталь со сварочными швами. Следовательно, крупные конструкции в бытовых условиях обработать сложно. Процесс по отжигу (нагреву и последующему охлаждению) занимает время, что сказывается на производительности при большой партии одинаковой продукции.
Анодирование
Электрохимический процесс, при котором защита сварных швов от возникновения коррозии достигается путем создания на поверхности особо прочной пленки. Процесс происходит в такой последовательности:
- Швы предварительно травят, обрабатывая азотной кислотой. Остальную поверхность просто обезжиривают растворителями (уайт-спирит, ацетон, бензин).
- В ванну на дно укладывают свинцовые листы. К ним присоединяют контакты с напряжением, чтобы проводник стал катодом.
- Емкость наполняют серной или хромовой кислотой. Чаще используют серную среду, поскольку процесс требует меньшего расхода электроэнергии. Хромовый ангидрид более дорогостоящий.
- К изделию подключают второй полюс, чтобы оно играло роль анода.
- Деталь погружается в ванну и подается напряжение. Происходит анодирование, создается устойчивый особо прочный верхний слой.
- Изделие извлекается и промывается горячей водой для удаления кислоты. Горячая вода содействует уменьшению пор в металле и уплотнению защитной пленки.
- Затем деталь сушат.
Для анодирования необходимо электричество, химические растворы и емкость, способная вместить конструкцию со сварочными швами. Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Лужение
Лужение сварочного шва — это наплавление на его поверхность другого материала, служащего защитой. Чаще всего используют олово или его сплавы, поскольку у них относительно невысокая температура плавления. Сварочный шов обрабатывают механически до нужного вида, толщины, формы. Затем газовой горелкой или паяльной лампой разогревают поверхность соединения. Второй рукой подают в нагреваемую зону припой — оловянный стержень. Он постепенно плавится и олово растекается по поверхности основного металла. Когда припой остывает, образуется прочная защитная пленка, устойчивая не только к образованию коррозии, но и механическому воздействию.
Метод можно реализовать в домашних условиях, в гараже или мастерской. Понадобится олово и паяльная лампа. Но сам процесс лужения долгий по времени, требует аккуратности и терпения. Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Шпаклевание, грунтование
Техника защиты часто используется в автомастерских для защиты швов при замене арок, порогов, других частей кузова автомобилей. После сварки швы зачищаются и шпаклюются, чтобы вывести ровную плоскость, скрыть следы сварочных работ. Затем поверхность грунтуют, красят и покрывают лаком. Процесс очень кропотливый, требует большого опыта, навыка, иначе сварочный шов будет виден. Если не качественно удалить ржавчину в околошовной зоне, коррозия продолжится под ЛКП и вскоре краску вспучит, потребуется все переделывать.
Подбор присадки и проволоки
При сварке нержавеющей стали часть легирующих элементов выгорает под действием высоких температур. Чтобы компенсировать потери, выбирают проволоку с увеличенным содержанием хрома, благодаря чему шов остается максимально приближенным по составу к основному металлу. Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Возможности сварочной химии
Наиболее простой способ защиты всех видов сварных соединений — применение сварочной химии. Это специальные средства, наносимые на швы после сварки, которые надежно защищают металл от ржавчины. Их можно использовать на любой поверхности (горизонтальной, вертикальной, потолочной). По консистенции сварочная химия бывает в виде пасты или спрея.

Пасты для защиты сварочных швов имеют разный принцип действия, что зависит от состава. Есть травильные пасты, применяющиеся для легированных сталей. Они восстанавливают коррозионностойкие свойства за счет серной, плавиковой и азотной кислот, находящихся в составе.
Другие пасты состоят из смеси синтетических масел. Они образуют на поверхности сварочного шва защитную пленку, устойчивую к:
Еще одни виды паст состоят из алкидной смолы. Они выполнены с металлическим блеском, напоминающим цинковое покрытие. Смола устойчива к солям, температурам от -50 до +240 градусов. Надежно изолирует шов от контакта с воздухом и водой.
Все виды защитных антикоррозионных паст не содержат вредных компонентов, поэтому безопасны для сварщика. Имеют желеобразную консистенцию, легко наносятся на вертикальные и потолочные поверхности, не стекают вниз. Пасты с маслами обеспечивают дополнительную смазку, чтобы контактирующие со швом детали не стачивали верхний слой соединения. Нанесение пасты занимает минимум времени, поэтому не сказывается на производительности.

Спреи для защиты шва от коррозии изготавливаются на основе акриловой смолы, синтетического воска и пигментов нержавеющей стали. Бывают прозрачные, с серебристым или латунным оттенком, придающим изделию красивый вид. По применению они еще проще, чем пасты. После сварки требуется распылить средство по шву и окружающей поверхности.
Спреи и пасты для защиты швов могут наносить даже новички — особых знаний не нужно. Удобство работы во всех пространственных положениях с большими и малыми конструкциями делает их лучшим способом защиты от ржавчины.
Ответы на вопросы: защита сварных швов от коррозии
Это зависит от состава. Срок защиты производитель указывает в характеристиках. Например, спреи на восковой основе, образующие прозрачную пленку, защищают в течение 3 месяцев. Этого достаточно, чтобы полностью собрать крупную конструкцию, транспортировать ее в другое место и там уже окрасить.
Да, перед окрашиванием или необходимостью в дальнейшей сварке пленка стирается очистителями, продающимися в специализированных магазинах.
Большинство спреев выдерживают температуру до 200 градусов. Некоторые товары способны кратковременно переносить до 300 градусов. Пасты на основе синтетических масел сохраняют свои свойства при 1200 градусах.
Необходимо дождаться остывания соединения. Нанесение проводят при комнатной температуре с расстояния 25 см до поверхности. Предварительно шов обрабатывают очистителем.
Большинство спреев на отлип высыхает спустя 10 минут. За деталь уже можно браться, переставлять ее. Полное отвердение наступает спустя 4-6 часов.
Борьба с ржавчиной. Моё мнение. Часть 3. Нюансы сварки.

А мы продолжаем бороться со ржавчиной. Мы долго выгрызали её наждачкой и ёршиками в первой части, травили преобразователем во второй и в итоге получили дырку.
Не аккуратное отверстие в нужном месте а именно дырку там где её быть не должно((
Выход один — сварка.
Я уже писал раньше про то что если металл поело более чем на половину толщины то спасти его уже не получится. Но вера умирает последней)))
Поэтому придётся варить. Варианты нетрадиционного применения жести от холодильника с заклёпками, тряпок, газет со смолой и т.п. я не хочу и не буду рассматривать и тем более применять!
Не знаю как вы, а я варить не особо умею, и сварочника у меня своего нету.
Собственно и вам советую поступить так.
Заранее договориться, заехать на осмотр, обсудить нюансы.
Кстати, можно попробовать договориться о том что вы сами всё подготовите, срежете гниль, зачистите, сделаете заготовки латок. А сварной просто обварит их с лёгкой подгонкой по месту.
Заодно присмотритесь чем он работает, как у него получается)))
Если вы не увидите у него полуавтомата, а вместо него будет автоген или он вообще варит электродами то БЕГИТЕ ОТТУДА! Он сделает только хуже!
Но даже если у него есть полуавтомат, но руки растут ниже талии и он варит вот так

В общем… сами знаете что делать)))
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Не советую соглашаться, фигня получится!
Подготовка довольно важный момент! Требует немало времени, но от неё будет зависеть конечный результат.
Вырезать ржавчину лучше с запасом. Оставлять только живой металл!

А менялся вот такой кусок

Для латок по цене стакана семечек можно найти битый капот, дверь, крышу.
ИМХО железо с немцев первой половины 90-х годов идеальный вариант!
Где найти? На разборке или у тех кто продаёт свою битую машину.
По сварке не важно днище это, порог или крыло. есть 3 основных нюанса:
1) Варить только встык! Если латка приварена внахлёст то образуется полость обработать которую скорее всего не получится. Из-за этого она быстро сгниёт!
2) Шов должен быть сплошным! Если просто прихватить а потом обмазать антикором то толку от такого ремонта будет мало! Варить естественно не за один подход, давая остыть поверхности, иначе поведёт, поверхность станет волнистой!
Вот пример толкового шва

Хоть керосином проливай!
3) Сварные швы должны быть очень хорошо вычищены и правильно обработаны с ОБЕИХ сторон. Вот тут можно посмотреть что довольно скоро происходит если не обработать изнутри Сгниёт очень быстро!
Отдельная песня по порогам.
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Многие вообще так латают

А многие лепят с кусков

Конкретно по этому фото! Оно взято для примера. В данном конкретном случае это была вынужденная мера. т.к. менялась стойка, отдельно порогов на эту машину нет. Это работа довольно известного и уважаемого мной мастера
Лично я не вижу смысла менять порог кусками. Только целиком!
Многие недоумевали почему вот тут я менял у себя порог целиком, хотя можно было обойтись двумя латками 50*200мм! Ответ простой! Пороги гниют в местах повреждения, в 99% случаев это в месте установки домкрата. Снаружи мы видим прогнившую дырочку, но когда демонтируем старый порог то увидим что усилитель порога в этом месте также ржавый или гнилой. Если забить на это дело то за года 2 он сгниёт полностью и при очередной попытке поддомкратить машину домкрат провалится внутрь. Причём произойдёт это в самый неподходящий момент, неожиданно и скорее всего будет сопутствующее попадание на бабло или здоровье… Нафиг! Нафиг!
Резать внешний короб порога и через эти технологические окна ремонтировать порог — не мой вариант! Придётся потом шпатлевать. А шпатлю на порогах и бамперах я не преемлю! Ибо сколется она довольно быстро!
Поэтому ИМХО лучше поменять внешнюю часть порога, или накладку целиком.
Да, я знаю что продаваемые на рынках накладки гораздо хуже заводских, они тоньше. Но они не являются усилителем и силовой нагрузки на них нет.
Лучше целая, грамотно приваренная и заантикоренная "Дания" чем родное гнильё под слоем шпатли, да ещё и с сопутствующими косяками!
Почему Дания? А потому что единственное нормальное ремонтное железо на нашем рынке это KLOKKERHOLM. А в ковычках потому как слабо я верю в то что это Дания)))
Можно конечно заказать порог на заводе, из металла любой толщины, но это будет прямой короб, без торцов и выштамповок под стойки и т.п. А на большинстве машин пороги очень непростой формы! Делать их самому это кроилово…
Вот кстати как выглядят эти ремонтные пороги:

Думаю суть понятна.
Демонтируем старый порог, высверливая заводские точки сварки.
Для таких целей советую купить специальное сверло для точечной сварки, или посмотреть заточить обычное сверло вот так:

Преимущество у него в том что оно позволяет срезать точку не просверлив при этом лишнего!

Я не раз демонтировал пороги с разных авто, сам, или видел как это делали другие. У всех подгулявший усилитель который требует ремонта.
Так было и в моём случае.

Согласитесь так лучше?

Швы необходимо зачищать даже там где этого и видно то не будет!


Для усилителей и поддомкратников естественно берётся более толстый металл!
Пока порог снят нужно вычистить и прокрасить всё внутри. Только не перестараться, иначе потом будет плохо варить, да и загореться эта гадость может!
Сам же ремонтный порог также нужны вычистить от транспортировочного грунта и прокрасить изнутри.
ДА! Почти все ремонтное железо идёт в чёрном грунте. Грунт этот транспортировочный, красить по нём нельзя! Его надо полностью вычистить и перекрасить нормальным.
Зачастую под этим чёрным грунтом даже ржавчина встречается!
Бывают ещё и оцинкованные, но мой кузовщик о них очень плохо отзывается. И варятся они плохо, и кривые до безобразия. Хотя производитель у них один.
Не зря говорят век живи — век учись.
Недавно я узнал об одной классной штуке.
Называется сварочный грунт.
Аннотация к нему:
Представляет собой насыщенное цинком сварочное покрытие для точечной и дуговой сварки. Позволяет восстановить заводскую защиту металлических деталей автомобиля и существенно сокращает риск возникновения коррозии в местах сварки. Детали могут быть сварены в течение 20 мин после нанесения.
• Прост в использовании.
• Подходит для любых сварочных кузовных работ.
• Наносится быстро, легко и без потеков.
• Превосходно распыляется и не течет.
• Обеспечивает минимальное разбрызгивание металла при сварке.
Если кратко то суть его в том что он не выгорает при сварке и защищает свариваемые детали.
Наносится он на место шва

Выпускает его несколько фирм. Однако из общедоступных заслуживают уважения всего две:
Стоят они недёшево, порядка 20-30 баксов, но они того стоят!
Когда я делал свою машину то не знал про него, жалею об этом)))
Зато я нашёл ему другое применение. Он термостойкий! Я грунтую им суппорта перед покраской термостойкой краской))
После переварки порогов я обрабатываю их изнутри. для того что бы это можно сделать максимально качественно я сверлю отверстия

Отверстия напротив отверстий в усилителе, это позволяет хорошенько обработать порог изнутри!
Комментарии 122
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Хоть пост и старый, но свои пять копеек вставлю.
1. Ничего плохого в том, чтобы порог варить кусками не вижу. Для примера: на Мерседесе порог толщиной 1,2 — 1,5 мм, как правило, выгнивают только поддомкратники. Какой смысл ставить заведомо более слабую деталь?
2. Не Kloccker'ом единым жив человек. Зачастую Van Wezel делает не хуже, а железо у них толще.
3. Сварка встык — оправдана на лицевых панелях или в ограниченных местах. Все остальное — на любителя. Легче и дешевле делать перекрытие 2 мм — всё равно при сварке оно проплавляется, а варить гораздо легче.
4. Не так важно как поварено, как обработано. Точки ли, сплошной шов — без разницы. Всё равно нужно шов зачищать до плавных переходов, на лицевых панелях — спиливать в ноль. Потом грунт, после грунта — шовный герметик.
5. Насчёт грунтования перед сваркой. Наверное, это правильно. НО! Любой грунт ухудшает сварку, так как ухудшает контакт и привносит лишнее в сварочную ванну. В заводских условиях подобраны толщина грунта, режимы сварки, время сварки минимальное да и вообще железо новое — это оправдано. В ремонтных условиях в плоскостях сварки он только мешает. Предпочитаю после сварки произвести более обильную обработку во внутренних полостях.
6. Насчёт цинка. Варить оцинковку — крайне вредно. Испарения цинка существенно бьют по здоровью. Известен мне случай, когда сварной за неделю работы в оцинкованной бочке потом долго отлёживался в больничке. Он выжил, но вроде как получил необратимые повреждения костной ткани. Так что, если при сварке почувствовали сладкий привкус — срочно прекращайте и быстро на свежий воздух.
7. Варить сплошняком — в автоделе всегда сложно и почти всегда плохо. Металл в той или иной степени "ведёт", как бы не старался. К сожалению, на лицевых поверхностях иного выхода нету.
8. При сварке в металле происходит выгорание легирующих элементов, окисление, насыщение азотом, я уже успел позабыть что там к чему, но хорошего мало. Именно по этому околошовная зона сразу ржавеет — так что пускать это дело на самотёк — не стоит.

Написано про шов точками без прогрева, а на фото в качестве примера сплошной шов без отрыва…
Антикор, обработка сварных швов.

Браты, привет! Отдельной записью в БЖ, коротенько расскажу об обработке швов после сварки. Надеюсь, что всё, что мы делаем — правильно (ибо так сказали делать ГУРУ лакокрасочных и защитных покрытий))), и соответственно, правильность эта, залог долголетия проекта Эрих Буби Альфред)))!
Итак, работы с прошлой записи замерли на стадии проварки швов расширителей колёсных арок. Сейчас я говорю о жестяных работах, потому как, другие работы продолжались, перебран редуктор, кардан, задние тормоза…но об этом будет другая запись. Возвратимся к аркам…вид у них после сварочных работ, мягко говоря …пугающий))), но, как я уже говорил, мы не из робкого десятка))) а потому, продолжаем!
1. Зачищаем сварные швы болгаркой с зачистным кругом. Внимательно осматриваем зачищенную поверхность на предмет непроваренных сквозняков. В случае выявления таковых, завариваем. Всё это делается для того, чтобы под шпаклей не оказалось свищей и доступа воздуха и влаги. Мы же не забываем, что по конструкции у нас имеются скрытые полости, которые мы будем отдельно обрабатывать.
2. Заводское покрытие я не снимал, так как "прибито" оно на славу и отдирается с большим трудом, даже в местах побитых коррозией. Мы уже достаточно намучились с ним, когда эти места лечили)))! С заводского антикора счищаем песок и прочую щелуху.

3. Снаружи и изнутри обрабатываем поверхности ЭПОКСИДНЫМ грунтом Du Pont, любезно предоставленным компанией "Автокраском", официалом этого замечательного производителя ( пишу это не в качестве рекламы, а из уважения ради!) Специально выделил слово ЭПОКСИДНЫЙ, для того, чтобы не путали и не задавали вопросы…"а почему не кислотник"))), а потому, что эпоксидник ещё называют "останавливающий" грунт, который является основой для дальнейшей обработки и препятствует проникновению какашек в слои антикора или шпакли…и наоборот, к металлу.


4. После того, как эпоксидник высох, слегка матуем его для лучшей адгезии и наносим распыляемый герметик 3М. Для Эриха, господа из Автокраскома))), поставили гермет серого цвета, всё таки Эрих аристократ))), хоть и выглядит пока как пролетарий)))!

Человек с золотыми руками))), Василий! Уверен, что без его стараний, проект потерпел бы фиаско, если не полное, то ощутимое!




5. После застывания герметика, а на это ушла ночь)), поверхность становиться резиновой! Прилипание у этого продукта, просто потрясающее. В одном месте я нашёл косячёк с копейку величиной, так пришлось срезать стамеской, другими способами отковырнуть не получалось)))!
6. После нанесения герметоса в колёсные ниши, Василий взялся за давно мною ожидаемое действо)))! Наконец то МАЖЕМ, мать его!)))

7.Итак, шпакля! Первый этап это естественно Glass, или в простонародии "волосянка")))!
Позволю себе отступление от ремонтновосстановительного процесса и расскажу о "наболевшем", а именно о шпакле с стекловолокном. Сразу оговорюсь, я не даю советы и не хочу спорить с "бывалыми" жестянщиками и малярами, которые допускают описанное мной ниже… Итак, сердце обливается кровью, когда я наблюдаю как жестяной смешивает волосянку с софтом (другой вид шпакли), да ещё при этом рубит её шпателем размешивая до равномерного цвета! Я как то спросил, а нафига? Ответ предельно прост, так быстрее и проще обрабатывать и масса получается плотная без раковин! Оху.ть, как так? То есть заводы гиганты и их научно исследовательские лаборатории — это херня! Зачем они тратят миллионы для разработки продуктов? Есть жестянщик с ОПЫТОМ, который смешал говно с кашей, намазал на старую краску, обработал под 120 образив и буй с ним, хоть трава не расти)))! Жестяной знает, он Ленина видел!))) Господа, этот вид ремонта — ВОПИЮЩЕЕ безобразие))), нарушение технологии и по просту говоря — БРАК! После подобных ремонтов, шпакля проседает, появляются ореолы очерчивающие границы зоны ремонта и как следствие — переделка!
Рассказывать прописные истины не хочется, но на ключевых моментах я остановлюсь. Волосатая шпакля не смешивается ни с каким другим продуктом, для того она и есть волосатая)))! При размешивании с отвердосом, необходимо брать…палочку и мешать круговыми движениями, а не рубить её родимую другим шпателем. И ещё…волосянка любит качественную и длительную сушку. Все мастера занимающиеся восстановительным ремонтом это знают. На арках и других местах ремонта Эриха, промежутки между слоями — СУТКИ! Мы не спешим, так как несём ответственность за выполненную работу! На все дальнейшие рассуждение о вышенаписанном могу сказать следующее, да, есть новая щпакля на замену волосянки (синяя), да, волосянку можно просушить и лампой…-ЕСТЬ, МОЖНО, но мы как то по старинке)))!


8. Прошли сутки))), всё застыло и закоченело))) где то зарезинилось))). Финишный слой в обработке днища и колёсных ниш — это покрытие антигравием. Антигравий чёрный, производство 3М!


По образу и подобию мы, вскорости, перейдём к передней части автомобиля. А новостей на сегодня больше нет!)))
Да, ещё…о внутренних, скрытых полостях я напишу когда будет эта работа выполняться, то есть, после покраски автомобиля!
Всем МИР!
Чем обработать сварные швы
Сварка — давно известный метод скрепления металлических конструкций. У него много преимуществ, но есть и недостатки, причем такие, что могут легко испортить всю проделанную ранее работу. Чтобы свести влияние этих недостатков к минимуму, используются разные методы защиты металлических конструкций. Среди них — обработка сварного шва. О ней и рассказывается далее.
В чем необходимость обработки?
Сварка влияет на скрепляемые металлические конструкции, больше, чем кажется. В этот момент у деталей появляется большое внутреннее напряжение. А из-за него те могут деформироваться и становиться более хрупкими, что приводит к быстрому разрушению.
Также сварка влияет на химические, физические и механические свойства металлов, так как неравномерный нагрев деталей в процессе скрепления приводит к нарушению кристаллической решетки материала.
Чтобы вернуть деталям потерянные свойства, делается обработка в местах скрепления. Зачистка помогает не только укрепить конструкцию, увеличить ее пластичность, но также защитить сварные швы от коррозии и ржавчины.
Способы обработки сварных швов
Зачистка сварных участков — процесс непростой, требующий от человека навыков, а иногда и сложного оборудования. Первое, что необходимо делать при каждой обработке сварных зон — выбрать способ. Основных всего три:
- Механический. Предполагает, что участки будут зачищаться инструментами вручную. Эффективно убирает окалину.
- Термический. Здесь нужно нагревание и охлаждение по схеме, подбираемой по материалу детали. Она нагревается либо полностью, либо только в области зачистки.
- Химический. На участок наносится состав, который укрепляет его, защищает от коррозии. Обычно этот способ применяется на тех деталях, которые используются в активных средах.
Нельзя сказать, какой метод зачистки сварных швов после сварки лучший, так как каждый будет чем-то полезен.
Нередки ситуации, когда последовательно применяют все три способа на один и тот же шов.
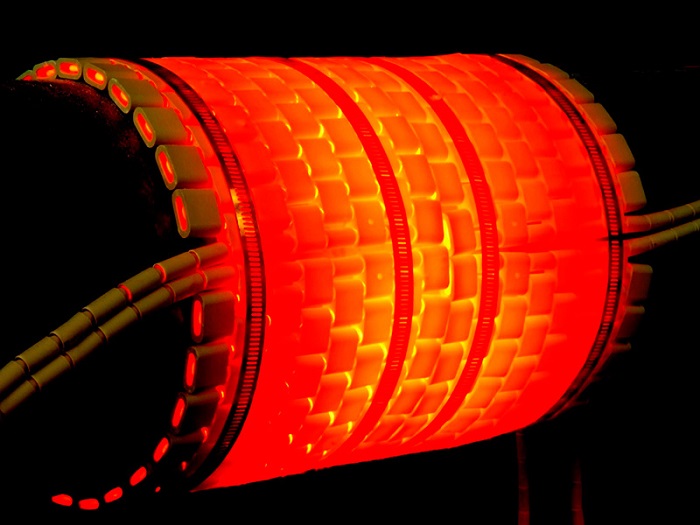
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.

При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Механическая обработка — зачистка
Зачистка сварных швов после сварки механическим путем тоже предполагает несколько видов. Но они зависят не от типа металла, а от оборудования, используемого для зачистки сварных участков.
Если заняться механической зачисткой, придется шлифовать деталь болгаркой или шлифовальным устройством. При обработке болгаркой дополнительно потребуется выбрать насадку — лепестковую или абразивную.
Болгарка используется чаще, поэтому перед тем, как говорить о том, чем зачистить сварочный шов, стоит упомянуть о правилах выбора насадок:
- Важно определить нужный материал шлифовального круга. Для зачистки сварных деталей обычно берут круги из цирконата алюминия.
- Размеры зерен тоже важны, более того, лучше всего зачищать швы несколькими насадками. Крупные зерна уберут крупные окалины, а самые мелкие зерна подойдут для заключительной шлифовки.
- Лучше брать круги с тканевыми лепестками.
- Иногда для шлифовальной машины могут потребоваться борфрезы, чтобы зачищать труднодоступные участки.

Механическая обработка сварных швов наиболее часто встречается на автомобилях, когда нужно устранить окалины, оксидную пленку, заусенцы и другие дефекты, которые могут повлиять на прочность корпуса.
Также большинство деталей, которым потребуется дополнительная окраска, должны пройти обработку механическим путем.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.

Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
Техника безопасности
Делать зачистку сварных швов можно только в спецформе, с соблюдением всех правил техники безопасности. Так, при работе с химией защищают руки, органы дыхания, глаза.
Обратите внимание!
Проводит такие работы специалист с образованием и навыками, старше 18 лет.
Сварные участки защищаются, так как это одни из самых хрупких мест любой металлической конструкции. И если их можно укрепить, стоит приложить максимум усилий для того, чтобы свариваемая конструкция прожила как можно дольше. Для этого и существуют способы зачистки сварных швов, описанные в этом материале.
Читайте также: