Обозначение сварки трубы к листу
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
| Обозначение: | ГОСТ 16037-80* |
| Название рус.: | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий (Переиздание с изменением N 1.) |
| Заменяет собой: | ГОСТ 16037-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.04.1980) |
| Опубликован: | ИПК Издательство стандартов № 1991 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХТРУБОПРОВОДОВ
Основные типы,конструктивные элементы и размеры
ГОСТ 16037-80
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines. Main types, design elements and dimensions
ГОСТ
16037-80
Срокдействия с01.07.81
1. Настоящий стандарт распространяется на сварныесоединения трубопроводов из сталей и устанавливает основные типы,конструктивные элементы и размеры сварных соединений труб с трубами иарматурой.
Стандарт не распространяетсяна сварные соединения, применяемые для изготовления самих труб из листового илиполосового материала.
Требования настоящегостандарта являются обязательными.
2. В стандарте приняты следующиеобозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р -ручная дуговая сварка;
Ф -дуговая сварка под флюсом;
Г -газовая сварка.
Для конструктивных элементовтруб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромкамисвариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладногокольца;
а -толщина шва;
с -притупление кромки;
В -ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должнысоответствовать указанным в табл. 1.
4. Конструктивные элементы иих размеры должны соответствовать указанным в табл. 2-33.
Для угловыхшвов в таблицах приведен расчетный катет.
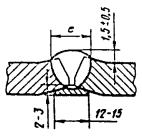
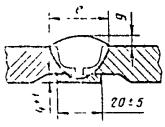
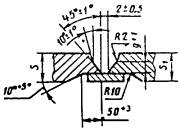
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
Со скосом кромок
Односторонний с расплавляемой вставкой
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание . В графе «Толщина стенки и минимальный наружныйдиаметр трубы для способов сварки» в числителе приведены предельные толщиныстенок, а в знаменателе – минимальные наружные диаметры труб за исключениемугловых соединений, для которых приведены предельные толщины стенок иминимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров иприварышей); для соединений, выполненных газовой сваркой, в знаменателеприведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
* Допускаетсяувеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
Примечание . Допускается применение штуцерови ниппелей с фаской.
В, не более
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется приотношении наружного диаметра ответвления к наружному диаметру трубы не более0,5.
1. При способесварки 3Н зазор b = 2,0 +0,5 .
2. Длинапротачиваемой части приварыша, входящей в трубу, устанавливается припроектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлениитройников и крестовин из труб должны применяться типы сварных соединений,установленные для отростков с трубами, а при сварке тройников, крестовин ипереходов с трубами или фланцами - соответственно типы сварных соединений трубс трубами или труб с фланцами.
6. Сварка стыковыхсоединений деталей неодинаковой толщины при разнице, не превышающей значений,указанных в табл. 34, должна производиться так же, как деталей одинаковойтолщины; конструктивные элементы подготовленных кромок и размеры сварного шваследует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной деталик другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщинесвариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющейбольшую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и3. При этом конструктивные элементы подготовленных кромок и размеры сварногошва следует выбирать по меньшей толщине.
7. Шероховатостьобрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73 .
8. Остающиеся подкладки имуфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистойстали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и20 по ГОСТ1050-88 .
9. Зазор между остающейся подкладкой и трубой длясварных соединений, контролируемых радиографическим метолом, должен быть неболее 0,2 мм, а для соединений, не контролируемых радиографированием, - неболее 0,5 мм.
Местные зазоры для указанныхсоединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор междурасплавляемой вставкой и торцевой или внутренней поверхностью трубы должен бытьне более 0,5 мм.
11. В сварных соединенияхотростков с трубами допускается присоединение отростков под углом до 45° к оситрубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должныустанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезкеотверстия, на величину до 3 мм, а размер адолжен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочнойстороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонениякатета углового шва К, К1 от номинального в случаях,не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклостьуглового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке вдругих пространственных положениях. Вогнутость углового шва до 30 % величиныкатета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединенийтруб с толщиной стенки более 4 мм допускается сварка корня шва способом,отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПостановлениемГосударственного комитета СССР по стандартам от 24.04.80 № 1876
Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
13. Сварные соединения трубопроводов
Типы, конструктивные элементы и их размеры установлены ГОСТ 16037-80 в ред. 1991г.
Условные обозначения способов сварки трубопроводов из сталей: ручной дуговой сварки Р; дуговой сварки в защитном газе: ЗП - плавящимся электродом; ЗН - неплавящимся электродом; Ф - дуговой сварки под флюсом; Г - газовой сварки.
Конструктивные элементы и размеры сварных соединений стальных трубопроводов приведены в табл. 22.
Технические требования и принятые обозначения.
1. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
2. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных ниже в табл. 22а, должны производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва. При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 22а, на детали, имеющей большую толщину, должен быть сделан скос до толщины тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
22а. Разность толщин свариваемых деталей
Толщина тонкой
детали
Разность толщин
деталей, мм
3. Шероховатость обрабатываемых под сварку поверхностей не более 80мкм.
4. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
5. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2мм, а для соединений, не контролируемых радиографированием, - не более 0,5мм. Местные зазоры для указанных соединений допускаются до 0,5 и 1,0мм соответственно.
6. Зазор между расплавляемой вставкой и торцовой или внутренней поверхностью трубы должен быть не более 0,5мм.
7. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45 ° к оси трубы.
8. В сварных соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании; при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3мм, а размер а должен быть не менее минимальной толщины стенки свариваемой детали.
9. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
10. Предельные отклонения катетов углового шва К, К1 от номинального в случаях, не оговоренных в табл. 22, должны соответствовать:
+5мм при К > 12мм.
11. Допускается выпуклость углового шва до 2мм при сварке в нижнем положении и до 3мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3мм.
12. Для сварных соединений труб с толщиной стенки более 4мм допускается сварка корня шва способом, отличным от осевого способа сварки.
Обозначение сварных швов на чертежах по ГОСТу

Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Читайте также: