Номинальный ток для сварки
Зачем нужно знать и соблюдать ПН - продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
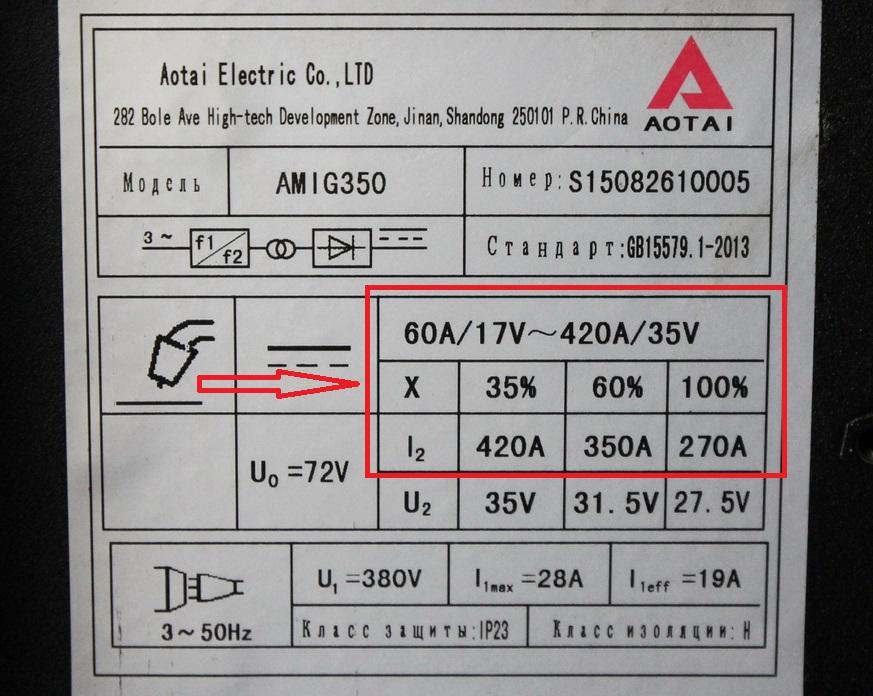
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток - это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения - ПВ:
Большинство сварочных источников - выпрямители и инверторы в частности, работают в повторно-кратковременном режиме. Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.

За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяется номинальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200:
200А – 40%
160А – 80%
140А – 100%
Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% - ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм.
Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С. Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%. Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%. Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях. Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Ряд недобросовестных производителей завышают паспортные данные тока и ПН%, в результате чего инвертор либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя. Это характерно для дешевой бытовой техники. Будьте внимательны!
Рекомендуем Вам кроме рекламных материалов читать паспорта, заводские таблички на корпусе аппарата, а также изучать отзывы о работе инверторов.
Как воспользоваться всей этой информацией?
Если Вы выбираете бытовой аппарат, то Вам вполне подойдет инвертор с показателем ПН=30% на максимальном токе, но если Ваш аппарат для заработка, лучше выбрать модель с показателем ПН=60%. В любом случае при эксплуатации следует учитывать ПН и не допускать перегруки.
Для профессиональной работы выберите инвертор с высоким показателем ПН:
Продолжительность нагрузки (ПН) сварочного инвертора. Что это и зачем его знать?
Как выбрать сварочный инвертор? Обзор популярных аппаратов для ручной сварки.
В этой статье мы проводим обзор моделей сварочных аппаратов инверторного типа для самого распространенного вида сварки - ручной дуговой сварки (или ММА - "Metal Manual Arc") штучными покрытыми электродами.
Итак, Вы приняли решение: купить сварочный инвертор. Как выбрать аппарат, чтобы он служил Вам долго? Как найти инвертор, чтобы не платить лишние деньги? Какой бренд надежнее?
В этой части статьи вы сможете найти ответы на следующие вопросы:
- Классы инверторов - бытовой, профессиональный и промышленный.
- Как выбрать бытовой инвертор? Общие принципы.
- Будет ли инвертор работать в вашей электросети?
- Популярные марки и бренды - какие лучше и почему, примеры.
- Почему выгодно купить инвертор в компании "СЕВЭКО-СТ"?
- Видеообзор пользующихся спросом моделей инверторов.
В других частях статьи мы ответим на вопросы:
Большой выбор инверторных сварочных аппаратов (инверторных выпрямителей), в обиходе чаще называемых "сварочный инвертор", делает задачу выбора сварочного аппарата инвертора весьма непростой как для начинающих сварщиков-любителей, так и для опытных снабженцев и специалистов со стажем. На нашем сайте, в разделе Сварочные Инверторы, представлено не менее 80 различных моделей, и это далеко не предел.

Прежде чем приступить к выбору сварочного инвертора, определите класс аппарата.
Область применения инвертора (Класс аппарата)
Условно сварочные инверторы можно разделить на бытовые (любительские), профессиональные (для коммерческого использования) и промышленные.
- Инверторы бытового класса (хобби-класса) – сварка в бытовых условиях (на даче, в гараже). Требования к качеству – стандартные. Режим работы - кратковременный. Такой инверторный сварочный аппарат используются для небольшого объема работ или разовых работ. Сварочный ток инвертора, как правило, от 120 до 200А.
- Инверторы профессионального класса – ремонт коммуникаций, труб, монтажные работы в условиях ЖКХ, изготовление и сборка каркасных сооружений и т.д. Требования к качеству и надежности – высокие. Режим работы - продолжительный. Условия эксплуатации – более жесткие. Сварочный ток инвертора как правило от 200 до 300А. Используются для коммерческих целей.
- Инверторы промышленного класса – сварка ответственных металлоконструкций при монтаже трубопроводов, в строительстве промышленных и инфраструктурных объектов. Режим работы – непрерывный (сменная работа). Объём работ – большой, требования к качеству – высокие. Сварочный ток инвертора как правило от 300 до 500А.
Каждому классу соответствуют определенные задачи, качество, объем и продолжительность сварочных работ, условия эксплуатации инверторного сварочного аппарата. Напрямую от класса аппарата зависит его цена и надежность. Методы выбора инвертора в зависимости от его класса будут разные.
Выбираем "бытовой" сварочный инвертор
Можно воспользовавшись простым алгоритмом: выбор мощности (сварочный ток), выбор параметров сети и цена (производитель, бренд).
Выбор мощности (номинального сварочного тока) инвертора
Для сварки электродом 3мм оптимальный сварочный ток 90 -110А. Тем не менее, стоит выбирать инвертор с номинальным током не менее 160А, чтобы иметь запас по току в пределах 30-50%. Зачем это нужно?
Номинальный сварочный ток - это ток, при котором инверторный сварочный аппарат будет работать без перегрузки, не будет перегреваться, с учетом соблюдения продолжительности нагрузки ,ПН %, т.е. в повторно-кратковременном режиме. Как правило это максимальный ток для данного аппарата. Номинальный сварочный ток указывается в руководствах по эксплуатации сварочного инвертора. Следует учитывать:
- работа при максимальных значениях сварочного тока может привести к перегреву и выходу из строя инвертора;
- при снижении напряжения в сети до 170-180 В, мощность инвертора как правило падает и сварочный ток будет ниже номинального;
- при использовании длинных сварочных кабелей (более 5м), мощность инвертора падает и сварочный ток будет ниже номинального;
- при использовании сетевых кабелей длиной более 15 м, особенно малого сечения, напряжение на входе инвертора будет ниже и сварочный ток также будет ниже номинального;
- ряд производителей завышают паспортные данные тока и ПН%, в результате чего инвертор не обеспечивает нужный ток, работает с перегрузкой, перегревается и выходит из строя.
Как правило, для сварки в быту достаточно инвертора с номинальным током 160А или 200А.
Будет ли инвертор работать в вашей электросети?
Определите, какая у Вас сеть питания:
- Стабильная стационарная сеть 220В: (с незначительным отклонением напряжения сети от номинального значения в пределах ± 15%). Это городские или промышленные силовые сети. Большинство моделей инверторных сварочных аппаратов сохраняют работоспособность при отклонениях напряжения в пределах 220 В ±15-20%, а при большем падении могут отключаться или работать нестабильно.
- Нестабильная сеть 220В: (Автономный электрогенератор или стационарная сеть 220В, со значительным отклонением и скачках напряжения сети в пределах - 30% ±20%: в сельской местности, садоводствах, гаражах и т.п., при использовании сетевых удлинителей более 50м). Если напряжение сети постоянно пониженное, выбирайте модель инвертора, в руководстве по эксплуатации которой прямо указано на диапазон питающего напряжения, возможность работы при пониженном напряжении, возможность работы от генератора.
Подробнее о выборе инвертора для нестабильной сети читайте в разделе: "Сварочные инверторы для плохих сетей".
Дешевый сварочный инвертор
Очень часто покупатель ставит себе задачу: "Купить сварочный инвертор недорого". Желание вполне понятное, особенно когда используется инверторный сварочный аппарат мало, или вообще приобретается для одной единственной задачи. Найти такой несложно, главное не ошибиться с выбором. Однако при выборе дешевого инвертора надо учитывать имеющиуеся уловки:
- Несоответствие паспортных характеристик (производитель обманывает потребителя). Наш сервисный центр периодически испытывает инверторы разных марок и сталкивается с тем, что реальный сварочный ток ниже, чем указано в паспорте. Проверить это сложно, т.к. значение тока на цифровом дисплее не всегда соответствует фактическому. Узнайте у продавца о возможности демонстрации инверторного сварочного аппарата на максимальном токе и с электродом максимального диаметра. Инвертор на 160А должен уверенно работать с электродом 4мм. Инвертор на 200А должен "варить" электродом 5мм.
- Не соответствие названия инвертора и номинального тока. Обычно в названии аппарата присутствует число означающее номинальный сварочный ток, например Форсаж-200, NEON ВД-161. Ряд "хитрых" производителей указывают в названии число большее, чем номинальный ток например - Telwin Tecnica 211/S (ток 170А) и т.д. То есть аппарат имеет значительно меньшую мощность, чем аналоги, но стоит дешевле. Внимательно изучайте инструкцию по эксплуатации, особенно данные ПВ(%) и номинального сварочного тока. Такие инверторы часто продаются в обычных хозяйственных магазинах. При этом "продавцы-консультанты" рекламируют типично бытовые аппараты как "профессиональную" технику.
- Инверторы неизвестных брендов: Возможные риски - некачественные комплектующие, низкая надежность, отсутствие реальной гарантии. За низкой ценой инвертора может скрываться фактическое отсутствие гарантии. Формально гарантия есть, но у службы ремонта есть установка – отказ в гарантии под любым предлогом. Может оказаться, что после истечения гарантии инверторный сварочный аппарат никто в ремонт не возьмет. Читайте отзывы в Интернете.
- Одноплатные инверторы: Они дешевле. Все основные элементы – питания, управления, силовые – собраны на одной плате, цена которой - 80% стоимости инвертора. Выход инвертора из строя из-за перегрева, скачков напряжения, попадания влаги может потребовать замены платы и повлечь отказ в гарантийном обслуживании. Стоимость ремонта одноплатных инверторов может достигать стоимости нового аппарата, поэтому некоторые продавцы и сервис-центры вообще отказывают в их ремонте. Инверторный сварочный аппарат становится "одноразовым". Одноплатные инверторы можно легко определить по вертикально расположенным силовым кабельным разъемам (вставкам). Выглядят эти аппараты так:
Помните, на цену инвертора сильно влияют класс аппарата, качество комплектующих, качество сборки и схема, по которой он изготовлен. Цена может быть низкая, но задачу инверторный сварочный аппарат не решит. Сварочный инвертор цена которого значительно ниже, чем цена его "собратьев" может быть "одноразовым" и неремонтопригодным. С осторожностью относитесь к дешевым инверторам!
Чтобы недорого купить бытовой сварочный инвертор - следите за АКЦИЯМИ и РАСПРОДАЖАМИ!
Выбор бренда бытового инвертора
В бытовом классе большое количество сварочных инверторов из Китая, как известных, так и никому не известных, но дешевых. Мы советуем отдать предпочтение известным проверенным маркам. Они пользуются популярностью, о них много отзывов, есть очень качественные модели.
"Брендовые" аппараты под марками "СВАРОГ", "БАРС", "КЕДР", изготовлены на крупных современных заводах в КНР, имеют как правило Европейские сертификаты качества, поставляются в Европу и Америку. В Россию поставляются уже много лет и хорошо себя зарекомендовали.

Инвертор СВАРОГ Real ARC-200. Компоновка и качество сборки - на высоком уровне.
Они достаточно надежные, благодаря применению комплектующих ведущих мировых концернов и качественному монтажу. Подходят для большинства стандартных задач, есть модели для бытового применения, поставляются в полном комплекте. Поставщики этих марок имеют сеть сервис - центров и дорожат репутацией.
Современные инверторы российского производства ТОРУС, Neon имеют линейку аппаратов небольшой мощности NEON ВД-163, Neon ВД-183, Торус-200 Классик. Они используют качественные Российские и импортные комплектующие, конструктивно отличаются от китайских брендов. Могут работать при низких температурах, при пониженном напряжении и от автономных генераторов. Эти марки также очень популярны и обеспечиваются хорошим сервисом.

Дополнительные функции современных бытовых инверторов
Ряд современных сварочных инверторов снабжены дополнительными функциями, облегчающих сварку. Эти функции более важны для начинающих сварщиков.
- функция "форсаж дуги" (ARC FORCE) – стабилизация дуги во время сварки, предотвращает залипание электрода;
- функция "горячий старт" (HOT START) – кратковременное увеличение тока в момент зажигания дуги, обеспечивает идеальное зажигание дуги;
- функция "антиприлипание" (ANTI STICK) обеспечивает отключение сварочного тока при коротком замыкании (залипании электрода), предотвращает перегрев (прокаливание) электрода и его включение при "отрывании" электрода.
Сервис и гарантия
Узнайте у продавца координаты сервисного центра и выясните, принимают ли данную модель в гарантию, как часто аппараты попадают в ремонт, какие слабые места, какой срок выполнения ремонтов, есть ли запчасти для выбранной модели. На некоторые модели инверторов у поставщиков отсутствуют запчасти. Лучше всего, если фирма-продавец имеет свой собственный сервисный центр. Ей просто невыгодно продавать некачественные ненадежные аппараты.
На хорошие надежные инверторы сегодня устанавливаются гарантийные сроки 1-2 года.
Примеры выбора сварочного инвертора
Задача 1:
- Сварка в бытовых условиях (в гараже или на даче, для собственных нужд).
- Детали – уголок, толщиной 3мм и труба с толщиной стенки 3 мм.
- Режим сварки – кратковременный (ПВ=30%).
- Сеть – 220В, напряжение в сети – в норме, питающий кабель не более 15м.
- Сварочный ток – 80-120А.
- Электроды – 2,5 – 3,0 мм.


- Сварка в бытовых условиях (в сельской местности, фермерское хоз-во, в коттедже).
- Детали – уголок, труба, толщиной до 6мм, лист, полоса толщиной 3-5мм.
- Режим сварки – средней продолжительности (ПВ=40-50%).
- Сеть – 220В, напряжение в сети – пониженное, 170-190В, удлинитель питающего кабеля более 30м.
- Сварочный ток – 50-150А.
- Электроды – 2,0 - 4,0 мм.

Почему выгодно купить сварочный инвертор в ООО "СЕВЭКО-СТ"
- У нас огромный опыт работы со сварочной техникой, у нас нет непроверенной и ненадежной продукции.
- Мы тестируем технику перед продажей и отправкой покупателю, выполняем гарантийный и послегарантийный ремонт инверторов, поэтому знаем о них все.
- Мы гарантируем Вам низкие цены.
- Выполняем бесплатную доставку по Санкт - Петербургу, при заказе на сумму более 50000 руб.,
- Для покупателей из регионов РФ мы бесплатно доставляем товар до терминала транспортной компании .
Вы можете купить сварочный инвертор в Санкт-Петербурге в ООО "СЕВЭКО-СТ" с гарантией, техническим обслуживанием и удобной доставкой по России.
Какой нужен ток для сварки

Одним из главных параметров электродуговой сварки является сварочный ток. Именно он характеризует свойства электрической дуги, необходимой для расплавления металла. Уровень сварочного тока влияет на количество тепла, вкладываемого в металл. От этого зависит глубина и скорость сварки, а также качество получаемых швов. Важно знать, какой нужен ток для сварки в том или ином случае, потому что неправильный выбор приведет к множеству проблем. Например, слишком маленький ток не сможет хорошо расплавить металл, а слишком высокий наоборот приведет к прожогам.
Чаще всего вопрос, какие токи применяются при сварке, возникает у новичков. Но иногда помощь в процессе может потребоваться и более опытным профессионалам. В нашей статье вы найдете советы, как правильно подбирать сварочный ток.
Какие токи применяются при сварке
Для сварки используют постоянный и переменный сварочный ток. Каждый тип тока имеет свои преимущества и недостатки. То, какой ток используется при сварке, зависит от конкретных условий.
Преимущества сварки постоянным током:
- стабильное горение дуги с минимум отклонений,
- высокая производительность,
- минимальное разбрызгивание,
- снижение расхода электродов.
Постоянный ток отлично подходит для хорошо свариваемых металлов. Он обеспечивает хорошую глубину проплавления и качественный ровный шов. Часто постоянный ток также выбирают при работе с тонкими металлами, а также для сварки в вертикальном и потолочном положении.
Переменный ток в основном используют для тугоплавких металлов, содержащих оксиды, при сварке алюминия для разрушения оксидной пленки на поверхности металла, а также для сварки загрязненных металлов, которые невозможно очистить перед сваркой. Это связано с особенностью самого переменного тока: изменение движения электродов в процессе разрушает оксидные и загрязняющие пленки. Большим преимуществом сварки на переменном токе является более дешевое сварочное оборудование, что особенно важно для начинающих сварщиков.
Какой нужен ток для сварки в зависимости от электрода
Самым важным является вопрос, какой ток выставить при сварке в амперах. И этот выбор напрямую зависит от толщины свариваемого металла и выбранного для сварки электрода. Чем тоньше основной металл, тем меньшего диаметра выбирают электрод и тем меньше уровень сварочного тока. Примерная схема выбора тока по диаметру электрода следующая:
- 1,6 мм – 35-60A,
- 2 мм – 30-80А,
- 2,5 мм – 50-110А,
- 3 мм – 70-130А,
- 4 мм – 110-170А,
- 5 мм – 150-220А,
- 6-8 мм – 200-350А.
Для сварки металлов толщиной до 1-2мм может использоваться сварочный ток в пределах 10-45А.
Хорошую помощь при выборе сварочного тока оказывает тестовая сварка или наплавка. Такой сваркой проверяют выставленные характеристики на аналогичном металле, прежде чем приступить к сварке основной детали.
Расчет силы тока при сварке
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки

Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.

Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм
Толщина металла, мм
Сила тока, А
Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм
Пространственное положение
Нижнее
Вертикальное
Потолочное и полупотолочное
Сварка не выполняется
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение

Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Читайте также: