Недостатки сварки в углекислом газе
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
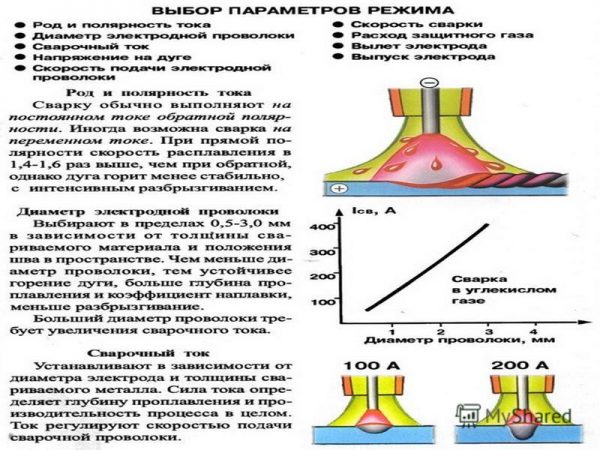
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Все о сварке в углекислом газе
Сварочный процесс с применением углекислого газа относят к разновидности сварки, выполняемой под защитой флюса. Такой тип работ чаще всего осуществляют плавящимися электродами, и этот метод нашёл применение в сфере проведения различного типа монтажных работ, а также используется при ремонте или для восстановления деталей с тонкими стенками.
Особенности
Согласно требованиям ГОСТ, сварка в углекислом газе выполняется автоматическими или полуавтоматическими сварочными устройствами, которые оснащены горелками, выделяющими углекислотную смесь из сопла. При проведении сварки в углекислой среде важно учитывать, что любые нестандартные держатели должны выдерживать радиальное истечение газа по отношению к оси электрода.
Сущность процесса сварки состоит в том, что работы ведутся под защитой углекислого газа.


Перед проведением работ и пропусканием сварочной проволоки в дюритовый шланг, конец прутка требуется завальцовывать, а сам шланг обязательно проверяют на отсутствие утечек и перегибов, так как в системе должно быть давление для равномерной подачи газа. Такие требования ГОСТ должны соблюдаться неукоснительно. Если не придерживаться установленного режима, то оборудование быстро выйдет из строя, а качество сварки будет неудовлетворительным.


Перед тем как приступить к выполнению сварочных работ, требуется определить нужный для обеспечения качественного сварочного шва диаметр проволоки, чтобы он соотносился с толщиной стыкуемых между собой заготовок, а также выбрать режим сварки. Согласно выбранному режиму сварки, потребуется определить расход углекислого газа и проверить уровень давления в газовом баллоне. Для получения разряда электрической сварочной дуги выполняют касание концом сварочной проволоки к поверхности рабочей области заготовок, тогда как выпуск проволоки производят при помощи нажатия кнопки пуска, расположенной на держателе.
В процессе сварки устойчивость электродуги, стойкость её защиты от окисляющего действия кислорода, а также быстрота остывания металла и форма сварочного шва напрямую зависят от правильного перемещения и наклона горелки аппарата относительно рабочей поверхности заготовок.
При сварке с применением углекислой среды улучшается качество сварного шва, снижается напряжение металла после выполнения работ, а также гарантируется прочность соединения между собой заготовок.
Применение углекислоты позволяет следить за сварочным процессом, снижает степень загрязнения рабочей поверхности брызгами расплавленного металла, а также сводит к нулю появление дефектов в сварочных швах.
Способы
Автоматическое и полуавтоматическое оборудование для выполнения газоэлектросварки с применением углекислого газа может работать с неплавящимся (вольфрамовым) или плавящимся электродом. Применяя неплавящийся электрод, готовый сварной шов образуется путём оплавления кромочных частей заготовки, а также за счёт плавления поступающей в зону сварки присадочной проволоки. При работе с плавящимся электродом он оплавляется во время работы и формирует собой металлический материал для шва.


Для защиты сварочного шва в процессе работы могут быть применены инертные, активные и смешанные газы. Углекислый газ относят к группе активных газообразных веществ. Выбор газа напрямую зависит от физико-химического состава заготовок, а также исходя из требований, которые будут предъявлены к качествам сварного шва. Кроме того, газ для сварки выбирают исходя из экономической целесообразности.
Углекислый газ в этом случае является одним из наиболее выгодных с экономической точки зрения из-за низкой себестоимости.
Иногда активный углекислый газ смешивают с другими типами газа. Делают это для более высокой степени устойчивости сварочной дуги, а также для увеличения глубины проникновения в металл в процессе его плавления. Смесь газов с углекислотой увеличивает производительность сварочного процесса, а также усиливает степень перехода металла из сварочного электрода в стыковочный шов.
Рассмотрим наиболее распространенные способы применения углекислого газа для различных вариаций сварки.
- Сочетание аргона и 25% углекислой смеси. Такой состав используют для работы с плавящимися электродами. Добавление к аргону углекислоты позволяет работать с высокоуглеродистыми металлами без образования внутри шва пористой структуры. Кроме того, углекислый газ усиливает стабильность электродуги, повышает эффективность сварки на ветру, улучшает качество шва при работе с тонкостенными заготовками.
- Сочетание аргона с 20% углекислоты и 5% кислорода. Такой газ применяют для работы с плавящимися электродами при сварке легированной или углеродистой стали. Газовая смесь повышает стабильное состояние электродуги, улучшает форму и качество шва и исключает появление пористости.
- Сочетание углекислой смеси и 20% кислорода. Этот состав применяют для сварки плавящимся электродом при соединении заготовок из углеродистой стали. Газовая смесь обладает хорошей оксидной способностью, стимулирует глубокое проникновение электродуги вглубь металла, создает шов хорошей формы и исключает появление пористости.
Для выполнения сварочных работ защитная углекислая смесь в область сварки может поступать центрально или сбоку, если скорость сварки достаточно высокая.
Чтобы сэкономить расход дорогих инертных газов, их потоки разделяют, причём внутренний поток – это инертный газ, а более широкий наружный – это всегда более дешёвый углекислый газ.
Применяемые материалы и оборудование
Так как сварочный процесс с применением углекислого газа осуществляется автоматическим или полуавтоматическим оборудованием, то выбор расходных материалов будет зависеть от выбора режима и метода выполнения этих работ.
Углекислый газ
В составе газа – углекислота, газообразное вещество, не обладает цветом, запахом и нетоксично. Для сварочного процесса используют баллоны чёрного цвета, срок годности такой ёмкости с момента проведения её первой аттестации составляет 20 лет. Баллоны имеют рабочее давление, равное 70 кгс/ см², а их объём равен 40 л, что соответствует 25 кг жидкого углекислого вещества. Примерно 80-99% баллона занимает углекислота, а остальная часть приходится на долю углекислого газа.
Для маркировки на чёрном фоне баллона делают надпись жёлтого цвета «Углекислота».
Для выполнения высококачественных сварочных работ применяют концентрацию углекислоты не менее 98%, а для наиболее ответственных участков берут 99%-ный состав. Чем выше содержание углекислоты в газе, тем больше разбрызгивается жидкий металл в процессе сварки. Для устранения этого побочного эффекта применяют специальные осушители, выполненные из силикагеля, алюминия либо купороса, которые удаляют избыток влаги.
Сварочная проволока
Следующим важным материалом, необходимым для сварки, является электрод. Для работы в среде углекислого газа применяются специальные виды электродов. Дело в том, что сварочная проволока, которая используется для работ под прикрытием флюса, не может быть применима в процессе сварки в углекислой среде. Для выполнения сварки с двуокисью углерода применяют электроды, в которых имеется повышенное содержание кремния и марганца. Эти металлы легируют сварочную проволоку, делая её более прочной. Толщина электрода зависит от типа аппарата, которым будет выполняться сварка, а также от толщины стыкуемых заготовок.
Выбирая электроды, нужно обратить внимание на то, чтобы их поверхность была чистой, не имела следов коррозии и окалины.
Если в электроде будут посторонние включения, то это отразится на качестве шва, ослабляя его возникновением пористости. Кроме того, электроды с примесями будут способствовать разбрызгиванию жидкого металла. Если требуется очистить электроды перед работой, их можно протравить в растворе серной кислоты 20% концентрации. После травления проволоку нужно прокалить в печи.

Другие
Для выполнения сварки нужны и другие комплектующие. Перечень их выглядит примерно так:
- сварочный аппарат;
- трансформатор или инвертор в качестве источника переменного тока;
- газовый баллон и кислородный редуктор;
- подающее газ устройство, куда установлен газовый клапан;
- осушитель (подогреватель) углекислого газа – используется как промежуточное приспособление, соединяющее баллон с горелкой;
- газовая горелка, укомплектованная комплектом кабелей и дюритовыми шлангами.
Чтобы качественно выполнить сварочные работы, необходимо заранее подготовить все необходимые расходные материалы и проверить исправность рабочего оборудования.




Расход
В газовом баллоне содержится объём углекислой смеси, которого хватает на 16-20 часов непрерывной работы. Расход углекислого газа напрямую зависит от интенсивности его подачи и объёма сварочных работ.
Перед тем как начать сварочные работы, баллон с газом требуется поставить вертикально и выждать время, чтобы избыток влаги естественным путем мог опуститься на дно ёмкости.
До работы и в процессе её выполнения нужно следить за тем, чтобы давление внутри ёмкости не падало ниже показателя, равного 4-5 кгс/см². Если показатели упадут ниже этих цифр, работу придётся остановить, так как в газовой смеси будет содержаться большое количество влаги, что снизит качество сварочного шва.


Для контроля за расходом углекислой смеси и уровнем её давления на баллоне устанавливают специальный редуктор-расходомер. Наиболее распространены в настоящее время редукторы марок АР-150 и АР-40. Расход углекислого газа регулируют понижающим действием редуктора – это приспособление при необходимости снижает внутреннее давление в баллоне до 0,5 атм, что позволяет экономно расходовать углекислый газ при выполнении сварочных работ. Другими словами, давление на входе в редуктор равно давлению в баллоне, и это показывает входной манометр. С помощью регулировочного винта, мембраны и пружин внутри редуктора давление снижается до 0,5 ати (атмосфер избыточных), что показывает манометр на выходе, или 1,5 ата (атмосфер абсолютных). На самом баллоне есть клапан, который регулирует расход, как водопроводный кран в вашем умывальнике. Таким образом, давление одно, а расход может быть разным.
По мере расхода находящегося в баллоне газа, давление снижается и начинается испарение жидкой углекислоты, т.е. переход из жидкого состояния в газ. Это требует определенной энергии, поэтому газ имеет низкую температуру (как в морозилке вашего холодильника). Для того, чтобы находящиеся в газе частицы влаги не замерзли и не закупорили отверстие редуктора, газ подогревают.


Технология
Для того чтобы правильно варить заготовки в домашних условиях, важно соблюдать основные параметры режима сварки и действовать по схеме. Для начинающих сварщиков может оказаться полезной следующая пошаговая инструкция выполнения работ:
- определить полноту заправки баллона с углекислым газом, чтобы рассчитать время работы;
- поместить присадочный припой в подающий механизм;
- проверить исправность роликов, которые нужно подобрать исходя из размеров сварочной проволоки;
- разложить механизм подачи проволоки путём нажатия кнопки управления;
- дождаться выхода проволоки из открытого конца горелки;
- подсоединить баллон с газом с помощью шлангов, места соединений затянуть хомутами;
- зачистить рабочую поверхность заготовок от загрязнений, снять небольшую краевую фаску материала;
- выполнить на отходах металлической стружки пробный вар для настройки параметров аппарата;
- установить горелку под углом 85° относительно заготовки;
- сформировать электродугу и вести её так же, как и при ручной сварке – во время подачи газа металл перестанет брызгать;
- закончив формирование шва, отключить подачу электротока на аппарате;
- остановить подачу сварочной проволоки;
- после начала кристаллизации поверхности сварочного шва перекрыть подачу газа.
Сварка заготовок с применением углекислого газа является одной из наиболее востребованных.
Технология выполнения этой операции зависит от выбранного режима работы сварочного аппарата и его параметров. Результатом выполнения работ будет качественный, ровный и прочный шов, имеющий защиту от коррозии металла.
О сварке электродом в углекислом газе смотрите далее.
Сварка в среде углекислого газа, преимущества и недостатки сварки в углекислоте
При сварке металлоконструкций и прочих изделий из металла нередко используется метод сварки в среде защитных газов. Во многих случаях в роли газа используют углекислоту, которая эффективно вытесняет атмосферный воздух из зоны плавки металла.
Технология сварки в углекислом газе была разработана советскими ученными в 50-х годах XX века.

Для углекислотной сварки используются полуавтоматические сварочные аппараты либо же автоматические сварочные линии. В обзоре пойдет речь о том, как работать со сваркой в углекислоте.
Сварка в углекислом газе применима для следующих металлов:
- Чугун
- Низко- и среднеуглеродистая сталь
- Коррозионно-стойкая низколегированная сталь
Следует сразу отметить, что углекислотная сварка не подходит для работы с легированной нержавеющей сталью, тугоплавкими высокопрочными сплавами, медью. Дело в том, что диоксид углерода входит в химическую реакцию со многими металлами и сплавами, делая сварочный шов некондиционным.
Что нужно знать про углекислотную сварку.
Что из себя представляет углекислый газ
Возможность использования углекислого газа в качестве защитной среды обусловлена повышенной плотностью диоксида углерода. Углекислота в 1,5 раза тяжелее атмосферного воздуха. Это свойство позволяет углекислому газу легко вытеснять из зоны плавки металла воздух, наличие которого приводит к появлению серьезных дефектов сварочного шва.
Углекислый газ имеет формулу СО2. Как понятно, в соединении присутствует кислород, что делает реакцию при плавке металла окислительной. Чтобы не допустить окисления расплавленного металла, в сварочную проволоку вводят марганец (Mn) и кремний (Si).
Вспомогательные присадки первыми вступают в реакцию с кислородом. До расплавленного металла кислород попросту не доходит.
Для сварки классической углеродистой стали используется проволока с увеличенной концентрацией присадок. Для получения качественного сварочного шва очень важно правильно подобрать проволоку.
Главным преимуществом углекислого газа является доступная цена. Углекислоту получают при взаимодействии карбоната кальция со многими кислотами. Углекислота появляется в виде летучего соединения, которое собирается и сжимается давлением. На выходе получается сжиженный углекислый газ.
Углекислота хранится в баллонах 40-50 (л) под давлением 60 (атм). Баллоны с СО2 окрашиваются в черный цвет. Для надписи «углекислота» используется желтый окрас.
Как работать со сваркой в углекислоте.

Технология углекислотной сварки
Углекислота является активным (окислительным) газом. По этой причине сварочный аппарат следует перевести в режим MAG. Для сварки в углекислом газе используется постоянный ток с обратной полярностью.
Если использовать для сварки углекислотой прямую полярность, то шовное соединение будет дефектным.
Использование углекислоты допускает применение постоянного тока с прямой полярность, но при условии, что будет осуществляться не сварка, а наплавление металла.
В некоторых случаях допускается использование при сварке углекислотой переменного тока. Но для реализации этой возможности в сварочном аппарате должен быть предусмотрен стабилизирующий осциллятор.
Что потребуется для углекислотной сварки.

Конструкция аппарата для сварки углекислотой
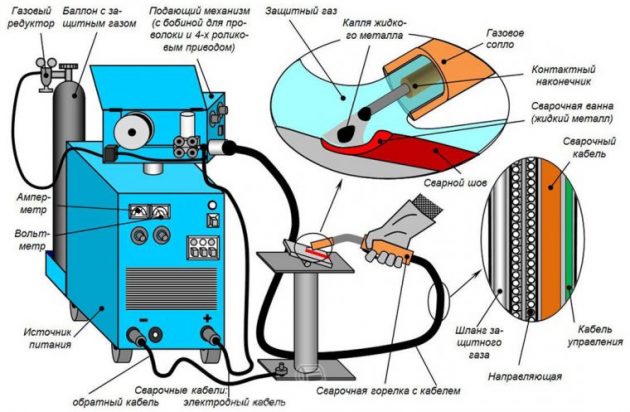
Для сварки вручную используется полуавтоматический сварочный аппарат для работы в среде защитных газов. В состав углекислотной сварочной установки входят:
Если сварочный пост стационарный, то комплект может не оснащаться тележкой.
- Сварочный полуавтомат отличается от простых сварочных аппаратов наличием механизма подачи проволоки. Полуавтомат – это тот же компактный и легкий инвертор, только с наличием внутри катушки с проволокой.
Сварочная проволока выступает в роли непрерывного электрода. Проволока для сварки продается в виде смотанной катушки. Когда проволока закончится, то пустую катушку нужно просто заменить на новую смотку. При этом свободный конец проволоки следует завести в механизм протяжки.

- Сварочная горелка обеспечивает подвод проволоки и защитного газа. Как понятно, горелка имеет 2 точки подключения. Одна соединяется с баллоном углекислоты, а вторая с полуавтоматом.
В первом шланге циркулирует углекислый газ, а второй рукав служит для передачи сварочной проволоки.
При нажатии на кнопку происходит синхронная подача проволоки и углекислого газа. При контакте проволоки с металлической поверхностью возникает дуга.

- Углекислотный баллон служит для хранения запаса защитного газа.
Если сварочный пост является стационарным, то обычно используется полноразмерный баллон на 40-50 (л). Для мобильных же установок, для сварки по месту, применяют компактные баллоны СО2. Объем таких баллонов обычно составляет 20 (л).
Компактный баллон удобно транспортировать. Для этого в тележке предусматривается специальное место.
- Соединительные шланги используются для подачи на горелку углекислоты и проволок.
Рукав для подвода сварочной проволоки составляет с горелкой единую конструкцию. Длина рукава для протяжки проволоки обычно не превышает 1,5-2 метров.
Для подключения горелки к баллону с диоксидом углерода используется отдельный шланг.
Стоит обратить внимание, что при переходе углекислого газа из жидкого состояния в газообразное происходит сильное охлаждение. Температура охлаждения может достигать –72 С. Если использовать простой шланг, то он просто-напросто задубеет.
Через несколько циклов заморозки и оттаивания бюджетный простенький шланг покроется трещинами, которые постепенно перерастут в сквозные прорывы. При работе с углекислотой следует использовать специальный шланг, не подверженный заморозке.
В основе шлангов для подключения баллонов с углекислотой находится термостойкий силикон. Таким шлангам не страшны ни нагрев, ни заморозка.
• Тележка для транспортировки дает возможность без особых усилий перевозить все необходимое для углекислотной сварки за один подход.
На такой тележке предусматривается место для сварочного аппарата и баллона. Дополнительно тележка позволяет надежно фиксировать горелку, перчатки и сварочную маску.

Какие преимущества обеспечивает сварка в среде углекислого газа
- Высокое качество сварочного шва
- Большая производительность сварочных работ
- Доступность диоксида углерода
- Простота хранения баллонов СО2 и безопасность работы с углекислым газом
Углекислотная сварка позволяет добиться получения сварочного шва высокого качества. Ведь в ходе плавки металла расплав не вступает в реакцию ни с атмосферным воздухом, ни с кислородом, который высвобождается при нагреве газа.
Сварочный шов получается чистым, без шлама и прочих загрязнений.
Углекислота из баллонов является безвредной для человеческого организма. По крайней мере до той поры, пока она не будет разогрета до высокой температуры, при плавке металла.
В обычных условиях СО2 может использоваться в качестве пищевой добавки. Углекислый газ подмешивают в питьевую воду. На выходе получается классическая газировка.
Это интересно! Углекислый газ используется для газирования питьевой воды и фруктового сока с XVIII столетия.

Какие недостатки есть у сварки углекислым газом
- Возможность сварки ограниченного числа металлов и сплавов
- При расплаве металла выделяется угарный газ
- Необходимость регулярной перезаправки баллонов с СО2
Сварку в условиях углекислого газа обычно используют при работе с металлопрокатом начального или среднего типоразмера. Для сварки толстостенного металла нужны электроды увеличенного диаметра.
При сварке с углекислотой диоксид углерода нагревается до высокой температуры, что ведет к разложению газа на кислород и угарный чад. По этой причине процесс сварки с использованием CO2 должен осуществляться либо рядом с вытяжкой, либо на открытом хорошо проветриваемом пространстве.

Дополнительная информация
На многих предприятиях по сборке металлоконструкций используют не чистый углекислый газ, а смесь с использованием СО2.
Широкое распространение получили следующие смеси:
- Углекислый газ (95%) + кислород (5%)
- Углекислый газ (25%) + аргон (75%)
В первом случае, углекислота + кислород, газовая смесь обеспечивает более интенсивный расплав металла. Небольшая прибавка чистого технического кислорода заметно улучшает процесс горения.
Касательно смеси углекислоты с аргоном, сварку в среде подобного газа используют при работе с легированной сталью. Благодаря увеличенной концентрации аргона легирующие компоненты стали не вступают в реакцию ни с кислородом, ни углеродом.
Следует отметить, что в числе активных защитных газов находится не только углекислый газ. Дополнительно для сварочных работ могут использоваться: водород и гелий.
Достоинства полуавтоматической сварки

Полуавтоматическая дуговая сварка является, пожалуй, самым удобным видом соединения, особенно для новичков. Происходит она за счет плавления электрода, перемещаемого автоматически. Давайте рассмотрим достоинства полуавтоматической сварки для специалистов с опытом работы и только пришедших в профессию.
Технология полуавтоматической сварки

При полуавтоматической сварке задействованы три основных устройства: полуавтоматический сварочный аппарат, источник питания дуги, приспособление для перемещения соединяемых деталей или оборудования. Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Кроме того, используется устройство подачи сварочной проволоки. Оно бывает тянущим, толкающим или универсальным тянуще-толкающим. Подача проволоки происходит посредством специального шланга, состоящего из проволочной спирали в особой оплетке и резиновой изоляции.
Помимо проволоки, по гибкому шлангу раздельно подается защитный газ, ток и охлаждающая жидкость – для каждого в цепи управления предусмотрены собственные провода.
Рекомендуем статьи по металлообработке
Длина шланга такой конструкции зависит от типа подающего устройства, но, как правило, не должна превышать 3,5 м. При ее увеличении происходит неравномерная подача проволоки.
При проведении полуавтоматической сварки важным устройством является горелка – с ее помощью происходит управление процессом. Рукоятка горелки для полуавтоматической работы имеет устройство запуска подачи проволоки, защитных газов и флюсов. Открывание газового клапана чаще всего происходит также с нее.
Разновидности полуавтоматической сварки

Тип обрабатываемого материала, а также способ движения полуавтомата по поверхности детали влияют на вид полуавтоматической сварки. Она различается по:
- Типу электрода – он может быть алюминиевым, стальным или комбинированным.
- Мобильности – аппараты могут быть стационарными, переносными или передвижными. Небольшие переносные агрегаты подходят для использования в домашних условиях или для небольших ремонтных работ. Основное их достоинство – легкость. Крупные стационарные аппараты используют на заводах и в мастерских, где требуется выполнение большого объема работ. Их значительный плюс – высокая производительность.
- Защите шва, которая может осуществляться посредством флюса, газа или порошковой проволоки. Последняя плавится, образуя слой, оберегающий шов от агрессивной окружающей среды.
Процесс полуавтоматического соединения происходит следующим способом. Энергия электричества преобразуется в тепловую с помощью дуги, которая, воздействуя на обрабатываемый металл, плавит его и спаивает. Одновременно с металлом расплавляется присадочная проволока, автоматически поступающая к рабочей зоне из медной катушки. Эта проволока является основным проводником энергии.
Оборудование для полуавтоматической сварки работает как с газом (для соединения легированных сталей и цветных металлов), так и без него. Из газов чаще выбирается углекислота, которую подают к горелке из баллонов под высоким давлением.
Основные достоинства и недостатки полуавтоматической сварки
На рынке присутствует множество разновидностей сварочных полуавтоматов. Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Полуавтоматическое оборудование имеет ряд следующих достоинств:
- возможность работы практически со всеми видами металлов и сплавов, даже подвергшимися коррозии;
- невысокая конечная стоимость с учетом высокой производительности;
- толщина соединяемых деталей не должна превышать 5 мм, а под этот параметр подходит большинство работ;
- возможность провести сварку медной проволокой.
Недостатком можно назвать большой разлет брызг металла из сварочной ванны при работе без защитной газовой струи. Отрицательным является и наличие значительной электрической дуги.
На данный момент полуавтоматические сварочные агрегаты нашли достойное применение на производстве для проведения различного вида ремонтов. Работа проводится по черному металлу, алюминию или нержавейкам. Для безопасности применяют защитный газ – гелий, аргон или углекислоту.
Плюсы и минусы полуавтоматической сварки в среде защитных газов

Сварка – процесс создания неразъемных соединений двух металлов методом плавления, применимый в условиях производства и в быту. Разновидностей сварки достаточно много, но чаще всего используют соединение с защитными газами.
Обслуживание и ремонт сварочного полуавтоматического оборудования необходимо поручать опытным сертифицированным специалистам. Это гарантирует безопасность при проведении работ, качество шва и достойный срок службы недешевого аппарата.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Среда, в которой происходит сварка, оказывает большое влияние на конечный результат. Характеристики сварочного шва, а также свойства дуги имеют отличия от таких же показателей при электросварке. Они изменяются в зависимости от применяемого газа.
Мягкость дуги при использовании аргона дает фигурный шов. Достоинством гелия является незаметный шов, он также помогает соединять тонкие металлические детали. Однако низкий вес данного газа делает его применение менее экономичным.
Углекислый газ помогает совместить достоинства обоих газов вместе, он эффективно расходуется и делает шов незаметным. Универсальный и практичный, он дает возможность соединить детали практически из любого металла или сплава.
Однако выбор электрода (плавящегося или неплавящегося) не зависит от применяемого газа. Стоит только проявлять особую осторожность в работе с газами из-за их опасности.
Итак, достоинства полуавтоматической сварки с газами:
- низкая себестоимость;
- качественность шва;
- высокая скорость работы;
- большой диапазон толщины обрабатываемых деталей и их материалов;
- возможность контролировать образование шва;
- автоматизация работ;
- отсутствие влияния пространственного положения на качество шва;
- нет необходимости использования шлака или флюса.
Существенным недостатком такого вида сварки является наличие тепловой и световой радиации дуги, от которых следует защищать сварщика различными методами, а это повышает себестоимость. Однако простой и дешевый ремонт оборудования, наоборот, компенсирует расходы.
Плюсы и минусы полуавтоматической сварки в среде углекислого газа

Сварка с углекислым газом – один из наиболее популярных видов соединения деталей из различных металлов. Главными ее достоинствами считаются прочный, качественный шов и низкая себестоимость процесса. Работать с углекислотой достаточно просто, это под силу даже новичкам.
1. Как происходит полуавтоматическая сварка в среде СО2?
В сварочную ванну, образующуюся нагреванием металла, подается углекислый газ, защищающий расплав от воздействия атмосферного воздуха.
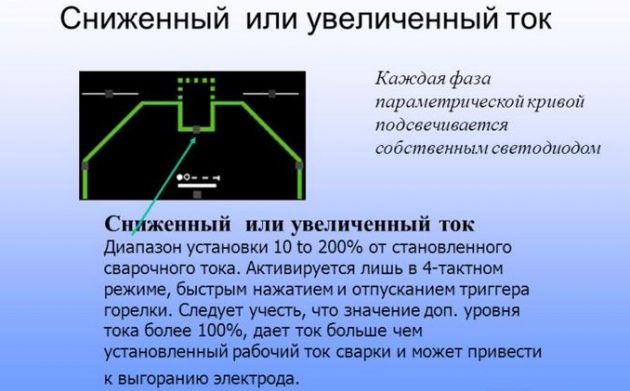
2. Какие существуют особенности и достоинства данного вида сварки, ее режимы?
Одним из основных плюсов стало отсутствие контакта деталей с окружающей средой, вытесняемой СО2. Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Следующая особенность – применение полярностей прямой и обратной. Применить прямую полярность тока могут и молодые специалисты, поскольку она позволяет легко держать дугу. Используют ее чаще для наплавления металла.
Режим полуавтоматической сварки выбирается в соответствии с толщиной заготовки и диаметром проволоки. Поскольку при увеличении тока растет и глубина провара, то силу тока повышают с ростом толщины изделия. Это требуется отразить в настройках оборудования.
3. Достоинства и недостатки.

Работа с СО2 имеет следующие достоинства:
- соединение тонких деталей;
- сварка изделий с разными характеристиками;
- качественный и ровный шов;
- удобство дуги, что особенно важно для новичков;
- отсутствие окисления благодаря защите газом, это делает соединение особенно прочным;
- сравнительно высокая безопасность процесса;
- недорогое оборудование, доступное любому.
Недостатком же считается большая сложность применяемой аппаратуры, нежели при работе с иными газами.
Вывод: полуавтоматическая сварка с углекислым газом – это экономичный способ работы, который дает простой и качественный результат.
Достоинства полуавтоматической сварки без газа

Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится. Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.

Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.

Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка в защитных газах

Сварка в защитных газах – одна из по-настоящему эффективных технологий обработки металлов. А все потому, что в ходе работы не поступает воздух к точке сваривания, который отрицательно сказывается на дальнейшей прочности заготовки. И это не все плюсы данного способа.
Ниже в статье вас ждет подробное описание самой процедуры, список применяемых защитных газов, практическое руководство по сварке своими руками, включая тонкости техники безопасности. С этой информацией вы станете более профессиональным и продуктивным специалистом.
Суть технологии сварки в защитных газах
Сварка в среде защитных газов (как автоматическая, так и полуавтоматическая) возникла относительно недавно, и в течение последних 25–30 лет происходило ее стремительное развитие. Многие ошибочно полагают, что этот метод используется только для сваривания тонколистовых конструкций из низкоуглеродистых сталей.
Но на практике посредством такой сварки соединяют и металлические изделия толщиной до 25–30 мм. И самое ценное то, что рабочий процесс можно выполнять в любом пространственном положении.

Дуговая сварка в защитном газе применяется для соединения сложных конструкций с высокими требованиями к выносливости и прочности: в промышленности, для соединения деталей автомобилей, всевозможных трубопроводов и т. д. Она используется для сварки цветных и черных металлов и сплавов на их основе. Наиболее часто применяется для сварки нержавеющей стали, титана, циркония, магния, алюминия и их сплавов. Для каждого металла и сплава используется определенная газовая смесь.
Преимущества и недостатки сварки в защитных газах
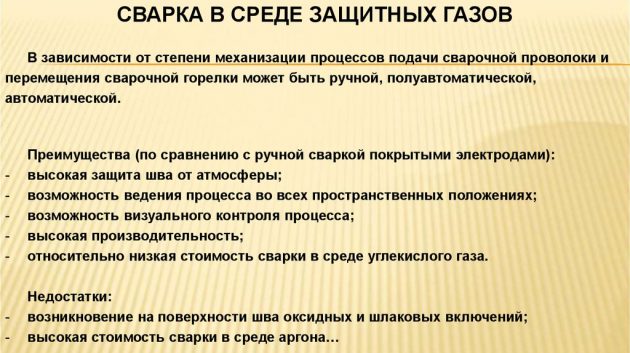
Благодаря широкому выбору используемых материалов такая технология стала очень востребована в разных сферах промышленности. Ее основными преимуществами являются:
- удобство процесса, так как сварку можно выполнить из любого пространственного положения;
- отсутствие флюса и шлака;
- высококачественные швы на разных металлах;
- возможность наблюдения за сваркой деталей;
- простота механизации для увеличения производительности;
- умеренные цены.
К недостаткам метода можно отнести:
- тепловая и световая радиация дуги;
- взрывоопасность газовой аппаратуры;
- необходимость остывания горелок;
- возможность наблюдения за сваркой деталей;
Виды защитных газов для сварки
Такая технология позволяет выполнять сварные швы как с помощью неплавящихся (чаще всего вольфрамовых), так и плавящихся электродов. При первом варианте сварной шов достигается в результате расплавления кромок детали и при подаче в зону дуги присадочной проволоки. Металл шва появляется в результате расплавления плавящегося электрода при сварке в защитных газах. Существуют три группы защитных газов:
- только инертные газы – гелий, аргон;
- только активные газы – водород, азот, углекислый газ и др.;
- смесь активных и инертных газов из первой и второй групп.

Выбор необходимого типа защитного газа зависит от химического состава свариваемых металлов, технических требований к сварному соединению, необходимых экономических показателей процесса и других подобных факторов.
- Для сварки углеродистых сталей плавящимся электродом в защитных газах пользуются смесью углекислого газа и кислородом (до 20 %). Это не только исключает пористость шва, но и обеспечивает его глубокое проплавление, хорошую форму, высокую окислительную способность.
- Смесью аргона, углекислого газа (до 20 %) и кислорода (не более 5 %) пользуются для сварки плавящимся электродом легированных и углеродистых сталей. Добавление активного газа стабилизирует дугу, обеспечивает формирование швов и предупреждение пористости.
- Смесь 10–25%-ного углекислого газа с аргоном используют для сварки плавящимся электродом в защитных газах. Добавление углекислого газа при сварке углеродистых сталей исключает появление пор, стабилизирует дугу и защищает зону сварки при сквозняках, при сварке тонкостенного металла способствует улучшению формирования шва.
- Смесью аргона и кислорода (от 1 до 5 %) пользуются для сваривания низкоуглеродистых и легированных сталей плавящимся электродом. Добавление кислорода к аргону снижает значение критического тока, улучшает форму шва и предупреждает появление пор.
- Смесью активных и инертных газов рекомендуется пользоваться и с целью увеличения производительности сварного процесса, металлургической обработки расплавленного металла, изменения формы шва и увеличения глубины проплавления, повышения устойчивости дуги. Во время сварки в газовой смеси становится интенсивнее переход электродного металла в шов.
Необходимое оборудование для сварки в защитных газах
Что касается аппаратуры, то следует отметить, что для сварки в защитных газах в большинстве случаев используются сварочные полуавтоматы. В них скорость подачи присадочной проволоки и параметры дуги определяются благодаря автоматическим элементам. Исполнителю остается только следить за скоростью и передвижением сварочных головок (горелок).
Наиболее предпочтительными для сварки в защитных газах являются комплексы MIG/MAG.

Важную роль при использовании саморегулирующихся сварочных систем играют источники питания. Они должны обладать жесткой электрической характеристикой с пологим падением тока. Форма сварочной горелки может быть как прямой, так и изогнутой. В зависимости от метода можно применять водяное или воздушное охлаждение. Изогнутая форма сопла облегчит проведение сварочных работ в труднодоступных местах.
Режимы сварки в защитных газах
Для операций такого типа чаще всего пользуются полуавтоматическими инверторными агрегатами. Они позволяют выполнить настройку подаваемого напряжения и электричества. Помимо этого, такие агрегаты выполняют функцию базовых источников питания, а их опции и мощность регулировки могут варьироваться в зависимости от используемой модели. При стандартных видах работ (когда не нужно обрабатывать толстостенные сплавы) подойдет обычная аппаратура.
Рекомендуем статьи
Основные отличия автоматизированной дуговой сварки в защитных газах преимущественно заключаются в следующих параметрах: толщина металла, диаметр проволоки, сила электрического тока, подаваемое напряжение, скорость подачи контакта и расход газа. Их можно отобразить следующим образом:
- 15 см; 0,8 мм; 120 А; 19 В; 150 м/ч; 6 ед/мин;
- 7 мм; 1 мм; 150 А; 20 В; 200 м/ч; 7 ед/мин;
- 2 мм; 1.2 мм; 170 А; 21 В; 250 м/ч; 10 ед/минут;
- 3 мм; 1,4 мм; 200 А; 22 В; 490 м/ч; 12 ед/мин;
- 4-5 мм; 0,16 см; 250 А; 25 В; 680 м/ч; 14 ед/минут;
- 6 мм и более; 1,6 мм; 300 А; 30 В; 700 м/ч; 16 ед/мин.
Такие параметры считаются стандартными и предназначаются для процессов с применением углекислоты.
Электроды для сварки в защитных газах
Сварка производится как неплавящимися, так и плавящимися электродами. Неплавящиеся электроды (графитовые, угольные или вольфрамовые) необходимы только для возбуждения и поддержания горения дуги. Чтобы заполнить разделку свариваемых кромок в зоне дуги, необходимо ввести присадочный металл в виде проволоки или прутков. При этом графитовые или угольные электроды используют чаще всего только при работе с легированными сталями, потому что они не смогут обеспечить устойчивое горение дуги, в результате чего сварной шов будет пористый и иметь темный налет.
В основе плавящегося электрода используется сварочная проволока из металла, который по химическому составу близок к свариваемому металлу.

При полуавтоматической сварке в защитных газах используют неплавящиеся электроды и специальные инверторные шланговые сварочные полуавтоматы. Суть выполнения таких работ заключается в передвижении сварочной головки вдоль линии сварного шва одновременно при опоре на присадочную проволоку, имеющую сечение 1-2 мм.
При автоматической сварке в защитных газах могут использоваться как плавящиеся, так и неплавящиеся электроды. Работы такого типа производятся на специальных автоматах с закрепленной головкой на вращающейся консоли. Тем самым появляется возможность одновременной обработки сразу на нескольких рабочих участках.
Руководство по сварке в защитных газах
Главным отличием от других методов сварки является то, что нахождение дуги происходит в струе защитного газа, вытесняющего окружающую среду. За счет этого исключается взаимодействие расплавленного металла с кислородом и азотом.
1. Подготовка и соединение кромок
Несмотря на ряд достоинств метода, перед началом сварки в среде защитных газов необходимо выполнить подготовку соединяемых деталей.
Во избежание брака, следует последовательно выполнить ряд таких действий:
- произвести выравнивание поверхностей;
- зачистить и удалить следы коррозии;
- убрать заусенцы;
- прогреть заготовки.
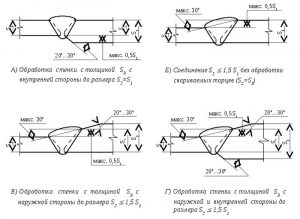
Методы подготовки кромок под сварку (механические, газовые и т. д.) ничем не отличаются от других видов сварок. Конфигурация кромочных разделок и их геометрические параметры должны быть выполнены в соответствии с техническими требованиями изделия или по ГОСТ 14771-76.
При автоматической или полуавтоматической сварке в защитных газах плавящимся электродом при толщине металла не более 8 мм можно выполнить полностью проваренный шов, даже не используя разделку кромок и не делая зазор между ними. При разделке кромок и зазоре полный провар можно получить при толщине стенки металла до 11 мм. При автоматическом виде сварки производительность изготовления стыковых соединений можно значительно увеличить, используя разделку без скоса кромок.
Для сварки металлических заготовок толщиной до 40 мм необходимо оставить зазор в нижней части стыка между кромками до 10 мм. Чтобы удерживать постоянное значение зазора в зоне сварки, нарушаемое по причине поперечной усадки, в каждом проходе сварки необходимо применить шарнирное закрепление деталей с таким углом раскрытия кромок, который будет соответствовать толщине обрабатываемого металла.
При многослойном выполнении сварки сталей с применением углекислого газа перед выполнением каждого последующего слоя необходимо всю поверхность наложенного слоя тщательно зачистить от шлака и брызг. Чтобы свести к минимуму появление металлических брызг, на поверхность детали из углеродистой стали можно нанести слой с помощью специального аэрозольного препарата типа «Дуга».
Проводить сварку можно даже при непросохшем препарате. Сборка деталей осуществляется при помощи прихваток, скоб, клиньев или струбцин. При сварке в защитных газах делать прихватки лучше всего таким же методом, которым будет выполняться сварка. Перед сваркой прихватки следует осмотреть, а при сваривании переварить.
2. Подбор проволоки и техника ее подачи.
Наиболее значимой характеристикой, на которую следует обращать особое внимание, является прочность металла шва. Здесь подразумевается высококачественное выполнение спайки, отсутствие трещин и пор. Добиться этого можно при помощи добавления следующих химических добавок:
- Al – алюминий;
- Zr – цирконий;
- Mn – марганец;
- Si – кремний;
- Ti – титан.
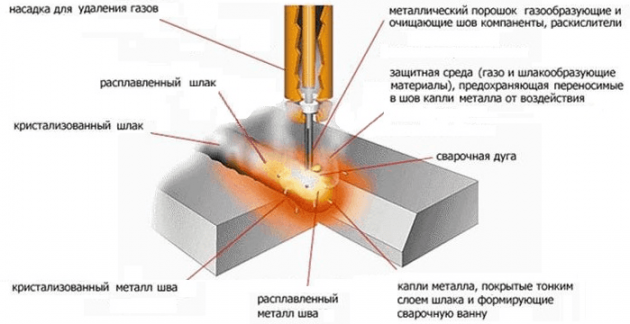
Все эти элементы останавливают соединение углерода и кислорода и препятствуют образованию СО (угарного газа). В итоге остается только шлак, который является абсолютно безвредным.
Добавление таких элементов, как Mn и Si, положительно скажется на форме шва и текучести ванны. Оставшиеся элементы увеличат ее вязкость. Такая проволока хорошо подойдет для сваривания труб.
В маркировку электрода включаются следующие параметры:
- цифры, обозначающие диаметр в миллиметрах;
- индекс «СВ»;
- процентное содержание углерода;
- буквенное обозначение химического элемента, из которого состоит электрод;
- усредненное содержание этого элемента.
Способ подачи электрода будет зависеть от аппарата. При ручном методе сварки в среде защитных газов все операции осуществляются непосредственно специалистом.
При полуавтоматической сварке предполагается автоматическая подача проволоки.
3. Расчет расхода газа.
Посчитать расход газовой смеси за время сварки можно несколькими способами. Необходимо определить тип производства – единичное или массовое. При мелкосерийном изготовлении для определения затрат на газ деталей применяется следующая формула:
N = P × R, где P – расход проволоки в килограммах, а R – коэффициент затрат газа на 1 кг электродов. Значение последнего параметра рекомендуется выбирать из диапазона от 1,15 до 1,3.
Техника безопасности при сварке в защитных газах
Не забывайте, что защитные газы используются только для защиты металла от порчи, но не являются безопасными для самого сварщика. Существует ряд важных правил, которые следует выполнять при выполнении сварки в среде защитных газов:

Обобщенно можно сказать, что любые виды сварочных работ обладают повышенной степенью опасности, поэтому каждому работнику необходимо в первую очередь самому заботиться о защите органов дыхания, зрения и кожи. Даже непродолжительный процесс сварки в личном гараже нельзя производить без маски, термоустойчивых перчаток и респиратора. Только при наличии такой защиты будет уверенность, что выполнение качественной сварки не нанесет вреда вашему здоровью.
Читайте также: