Наконечник для точечной сварки медный
Я уже делал несколько контактных сварок, писал про это пару обзоров и вот в очередной раз меня попросили сделать контактную сварку. У меня не было большого трансформатора, остались только трансформаторы по 600 Вт. Я ещё ни разу не делал контактную сварку из двух трансформаторов и мне было интересно как она будет работать. Ну и бонусом оказалось то что эта сварка может варить медь.
Я думаю все знают как делать контактную сварку из трансформатора микроволновки.
Удалить родную вторичку, намотать новую, добавить таймер и электроды.
Я предпочитаю срезать вторичную обмотку зубилом. Потом измеряется размер окна и под размер окна подбирается кабель вторички. Нужно использовать максимально толстый кабель и при этом прикидывать такое число витков, чтоб на выходе сварки было около 4-5 вольт. У этих трансформаторов окна были примерно 15 х 30 мм. У меня был подходящий кабель ПВ-3 50, его внешний диаметр с изоляцией 13 мм. В принципе можно было использовать кабель сечением 70 мм, снять с него родную изоляцию, сделать его плоским и намотать такое же число витков (два) но мне не хотелось заморачиваться. В сети стандартное расположение для двух-трёх и более трансформаторов это лицом в одну сторону.
(фото не мое)
Я поставил трансформаторы так же и протянул провод вторички, измерил длину провода от входа в трансформатор до выхода из трансформатора — получилось примерно 120 см. Потом развернул трансформаторы один за одним «паровозиком» и намотал вторичку при таком расположении. От входа в трансформатор до выхода из него получилось 90 см, то есть количество витков одинаковое, провод одинаковый но провода расходуется меньше, провод короче. А чем короче провод тем больше ток. При этом мне понравилось что сварка в таком исполнении получается более компактная.
Дальше нужно синхронизировать трансформаторы. При подключении 220 к одному трансформатору у меня было напряжение на выходе было 1,7 вольта, при подключении ко второму 1,6 вольта. Когда подключил оба трансформатора то получилось 0.1 в то есть они работали несинхронно. Для того, чтобы напряжение суммировалось, я перекинул провода на первичке одного трансформатора. Ну и первички подключены параллельно и вторичка намотана последовательно.
Дальше в разрыв одного из проводов подключил плату таймера с алиэкспресс. Плата питается от трансформатора от какого-то старого магнитофона. К плате подключил педаль с алиэкспресса. Вместо педали можно использовать кнопку дверного звонка, микрик или любую кнопку с нормально разомкнутыми контактами. На выходе сварки получилось примерно 3.4 вольта. Оконцевал концы провода наконечниками сечением соответствующим сечению провода — 50 квадратных миллиметров. Для электродов я использовал жесткий провод сечением 16 квадратов с одной жилой.
Ну и попробуем что может это сварка. Самую тонкую стальную ленту, покрытую никелем, толщиной 0.1мм она приваривает на одном импульсе длиной 20 миллисекунд и при этом параметр ток выставлен на 35 или 40.
Стальную ленту толщиной 0.2 мм и никелевую ленту толщиной 0.15 мм приваривает на одном импульсе длиной 20 миллисекунд ток 99. Лента варится чисто, без пережогов, так как импульсы очень короткие.
Примерно на параметрах 02 — 99 приваривается медная лента толщиной 0.1 мм. При отрывании медной ленты она рвётся или куски меди остаются на аккумуляторе. Тонкая медная лента хрупкая, она очень легко отрывается от аккумулятора, у неё малая механическая прочность. Я пробовал варить медную ленту в 2 слоя — то есть толщина 0.2 мм но на выдержке 5-6 варится еле-еле и то лишь по одной точке а не по две.
На 03-99 можно варить медь 0.1мм + сталь 0.2мм
Ну и на параметрах 05 — 99 варится сталь толщиной 0.5 мм, это металл от шунтов этих трансформаторов.
В принципе сварка мне понравилось. Она довольно компактная, она мощнее чем мои 2 сварки и возможно я перемотаю свой трансформатор 1100 ватт с вторички 2 х 95 квадратов на 4 или 5 витков провода 50 или 70 квадратов.
Видео с советами по сборке, возможными проблемами и тестами на разных лентах.
Сравнение двух типов электродов для контактной точечной сварки - из бериллиевой бронзы и из вольфрама WL20

Здравствуйте. В прошлом обзоре я показывал что находится внутри ручки для точечной сварки. Для этой ручки электродами были просто стержни из меди или куски проволоки сечением 2,5 квадрата.В комментариях были вопросы — можно ли использовать различную легированную медь, например бериллиевую бронзу или использовать вольфрам или его легированные сплавы. Я наконец-то добрался до того, чтобы сделать обзор электродов из бериллиевой бронзы и из вольфрама.
Стержень из бериллиевой бронзы был заказан на алиэкспресс, самый тонкий, который я нашел, длина 200мм. и диаметр 5мм. В ручку для точечной сварки можно ставить электроды до 3,5 мм. Я поехал к токарю с надеждой проточить у него стержень 5 мм до диаметра 3-3,5 мм. Но диаметр 5 мм. оказался слишком мал для его патрона токарного станка и я просто сточил бериллиевую бронзу на наждаке. Диаметр получился между 3.5 — 4 мм. Поэтому, когда я зажал электроды из бериллиевой бронзы в ручку, промежуток между электродами был очень маленький, пришлось применить волшебную синюю изоленту.
Также у сварщика я взял огрызок вольфрамового электрода. Электрод wl-20 легированный лантаном 2%. В описании такого электрода написано, что из-за легирования этим металлом проводимость улучшена на 50% — именно то, что мне было нужно. Разрезал этот огрызок электрода на две части. У меня получилось два электрода по 2,5 см и заточил полукругом их кончики. Диаметр электродов 2,4 мм.
Для тестов сварки была взята лента, толщиной 0.12мм., покрытая никелем. Она приваривается к металлической пластине — остаток от шунта трансформатора микроволновки толщиной 0,5 мм.

Первыми пробую электроды из бериллиевой бронзы. Параметры сварки стоят 01 — 99. При таких параметрах эта лента отлично приваривается медными электродами. Первая же сварочная точка показывает, что эти электроды очень сильно липнут к ленте и лента совершенно не приваривается к основанию. При этом сварочный ток превышает 900 ампер. На моём мультиметре в режиме in rush (пусковой ток) максимальный ток 900 ампер и при измерении пикового тока сварки мультиметр показывает перегрузку. Для уверенности я поставил четыре импульса сварки и ток 99, электроды, видимо, сильно разогреваются и плавится их наконечник, они сильно привариваются к ленте. Вот так выглядят электроды после сварки, их кончик расплющен, при этом лента совершенно не приваривается. Похоже что эти электроды для точечной сварки совершенно не пригодны.
Я задумался, бериллиевая бронза это или нет. Может быть это просто какой-то кусок латуни или какой-то другой жёлтой железки. Чтобы понять, какой материал передо мной, сначала я измерил сопротивление медного стержня.
— Медь сечением 10мм (диаметр 3.5) длина 10см. — сопротивление0.16мОм или 0.00016 Ом.
— Бериллиевая бронза диаметр 5мм. длина 10 см. — сопротивление 0.50мОм.
— Бериллиевая бронза диаметр 3.5мм. длина 10 см. — сопротивление 0.78мОм.
— Вольфрам 2.4мм. длина 5 см. — сопротивление 0.56мОм.
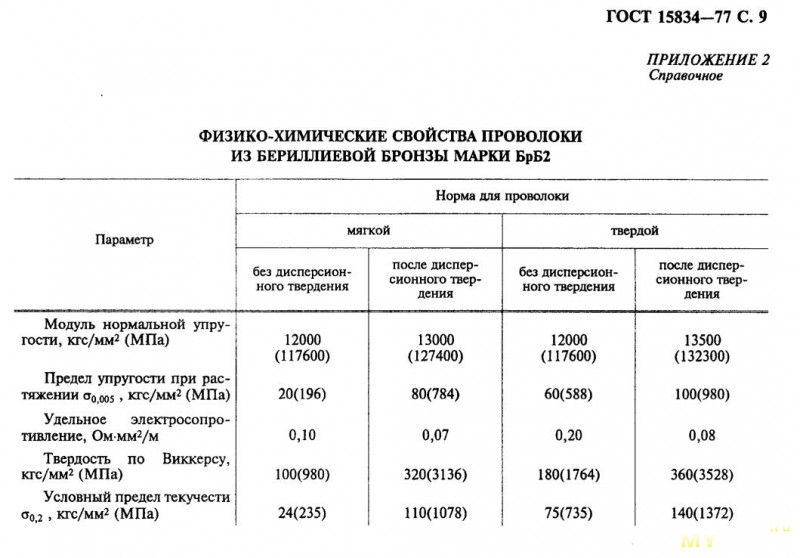
Вот документ про сопротивление бронз БрБ2, в нем для БрБ2 указано 0.07 — 0.2.
Сопротивление чистой меди 0,017. По замерам всё сходится — сопротивление желтого стержня примерно в 5 раз больше, чем меди, что в принципе укладывается в сопротивление бериллиевой бронзы.
Почему получился такой результат сварки, непонятно. Вроде бы бериллиевая бронза применяется для электродов контактной сварки в заводских условиях.
Дальше я поставил электроды из вольфрама и пробовал варить ими на тех же параметрах 01-99.
Первые точки варились неплохо, электроды почти не прилипали. Но после 5-6 цикла сварки электроды начали очень сильно липнуть, чем дальше варил, тем сильнее они прилипали. На 10 цикле сварки уже отрывались с трудом.
На фото видно, что на электроды из вольфрама WL20 налип материал ленты. Электроды не изнашиваются, а удлиняются и при этом чистить их нужно гораздо чаще, чем медные, при этом они выгрызают часть ленты.
Итог
Бериллиевая бронза вроде бы по сопротивлению является тем, что заявлено. Сварка происходит совершенно без искр, из за этого ее и используют. Но лента совершенно не приваривается с такими электродами. Электроды сильно липнут и быстро расходуются.
Вольфрам вроде бы варит с искрами, но через несколько точек сварки начинает сильно липнуть, к нему липнет металл ленты и при отрыве электрода, из ленты вырываются кусочки. Варить сложно, чистить нужно гораздо чаще, чем медные электроды.
Еще на али есть электроды вроде бы из алюминиевой бронзы, ноотзывы по ней спорные.
Видеоверсия обзора, процесс сварки с 1:50
Держак для электродов точечной сварки, чертеж ручки для сварки аккумуляторов + обзор альтернативных вариантов

Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.
Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.
Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно.
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем.
Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях.
В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика.
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — -- и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.
Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим. Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди.
Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.
Минутное видео сварки разными электродами.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Чертеж, размеры, внутрянка
Выбор правильного сварочного контактного наконечника для MIG/MAG-сварки

В рамках этой статьи мы обсудим два самых популярных контактных наконечника, используемых сегодня в промышленности. Эти контактные наконечники изготовлены из меди (E-CU) и из сплава меди, хрома и циркония (CuCrZr).
Функция контактного наконечника заключается в передаче сварочного тока на проволоку по мере её прохождения для возбуждения и поддержания сварочной дуги. Проволока должна проходить с минимальным сопротивлением, при этом электрический контакт должен постоянно сохраняться.
Как и все сварочное оборудование, важно использовать качественный контактный наконечник. Качественный наконечник обычно стоит немного дороже, но долгосрочное преимущество компенсирует любую разницу в цене. Контактные наконечники более высокого качества будут служить дольше благодаря тому, что они обработаны с более жесткими допусками - размер отверстия поддерживает постоянный допуск, что приводит к меньшему трению при прохождении сварочной проволоки, улучшая подачу. Результат - меньшее количество пригораний и стабильная дуга благодаря превосходной электропроводности.
Медные сварочные наконечники (E-CU)
Стандартные медные наконечники являются наиболее распространенными наконечниками, используемыми при сварке, и имеют самую высокую электропроводность по сравнении с другими медными сплавами. Результатом более высокой проводимости является лучшее зажигание дуги и ее стабильность. Недостатком стандартного медного наконечника является то, что он имеет более низкую температуру плавления и повышенную мягкость, нежели другие сплавы, что означает, что их, возможно, придется менять чаще. Чтобы компенсировать частые замены, многие компании предлагают контактный наконечник с более толстыми стенками, который может помочь с отводом тепла в сочетании с тяжелым диффузором и соплом.
Хромциркониевые сварочные наконечники (CuCrZR)
Контактные наконечники из хромированного циркония - это более твердый медный сплав, обеспечивающий очень хорошую износостойкость. Часто они используются в роботизированных и автоматизированных сварочных установках, поскольку время работы дуги без остановки обычно выше, чем у полуавтоматических устройств. Недостатком этого сплава является то, что его электропроводность ниже, чем у стандартной меди, и в некоторых случаях это может вызвать проблемы с зажиганием дуги, а также увеличение разбрызгивания из-за менее стабильной дуги.
- E-CU (медь): твердость 110 HV, электропроводность приблизительно 57 м / Ом мм2.
- CuCrZr (медь-хром-цирконий): твердость 160 HV, электрическая проводимость приблизительно 40 - 50 / Ом мм2.
У инженеров-сварщиков есть несколько вариантов и возможность понять, какой контактный наконечник лучше всего подходит для их задачи. Компаниям, которые заботятся о своих тратах, следует рассмотреть возможность проведения исследований, чтобы определить, какой тип контактного наконечника является наиболее рентабельным.
Выбор правильного контактного наконечника и понимание того, как поддерживать его наилучшую производительность, также важны, как и выбор всех других компонентов и параметров, необходимых для получения качественного сварного шва. Подобрать контактные наконечники для вашей сварочной горелки (любых производителей) вы всегда можете на нашем сайте или проконсультируйтесь с нашими специалистами.
Читайте также: