Надписи на сварочном аппарате
Сварочный аппарат (инвертор) давно стал популярным инструментом сварщика при производстве сварочных работ.
Разнообразие моделей на рынке часто ставит начинающих сварщиков в тупик с выбором аппарата, а профессионалы все больше обращают внимание на наличие современных функций, которые позволяют быстрее и качественнее выполнить сварочные работы.
Не редко встречаются вопросы, связанные с тем, что обозначает та или иная функция сварочного аппарата. Именно этому посвящена информация ниже.
Итак, расшифровка (обозначение) функций сварочного аппарата или инвертора:
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTRO L – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
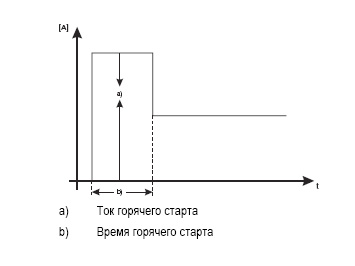
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
Система обозначений MIG/MAG, TIG и MMA

Если раньше ручная дуговая сварка обозначалась просто и понятно (РДС), то на сегодняшний день система обозначений изменилась. Тем более, когда речь идёт про такие аббревиатуры, как TIG, MMA и MIG/MAG.
Чтобы не путаться в них, нужно понимать, про какой вид сварки идёт речь в том или ином случае.
В этой статье будет рассмотрена современная система обозначения: что такое MIG/MAG, а также, что такое TIG и MMA сварка.
В Советском Союзе ручная дуговая сварка обозначалась, как РДС. Данный вид сварки занимает лидирующие позиции в промышленности. Активно применяется ручная дуговая сварка и в быту, как самый простой и надежный способ сваривания металлов.
Сегодняшнее обозначение ручной дуговой сварки, это MMA — Manual Metal Arc. Данный вид сварки представляет собой использование электрической дуги и штучных электродов с покрытием. Электроды могут иметь основное или рутиловое покрытие, но оно обязательно должно присутствовать на металлическом стержне.

Многие почему-то путают MMA сварку плавящимся электродом с покрытием, со сваркой TIG. Для TIG сварки применяются также электроды, но только без покрытия. Неплавящиеся электроды изготавливаются из вольфрама, и они не несут какой-либо защиты для сварочной ванны, а служат лишь для формирования будущего шва.
Для TIG сварки применяются инертные газы и вольфрамовые электроды. Стоит заметить, что в некоторых странах, например, в Германии, данный вид сварки обозначается несколько по-другому, а именно WIG (Wolfram Inert Gas).

Также, нередко можно встретить и другое обозначение сварки неплавящимися электродами, например, GTA (Gas Tungsten Arc). В качестве формирования сварочной дуги в данном случае, помимо инертных газов (гелий, аргон или азот), также выступает сварочная дуга, работающая от переменного и постоянного тока.
Что означает MIG/MAG сварка
MIG/MAG — обозначает исключительно полуавтоматическую сварку проволокой в среде защитного газа. То есть, если для MMA и TIG сварки применяются разного вида электроды, то для MIG и MAG сварки – только проволока.

Полуавтоматическая сварка получила широчайшее применение на производстве. Это вторая по виду сварка за ручной дуговой сваркой, которая активно применяется на сегодняшний день по всему миру.

Характерные свойства сварки полуавтоматом, это ровный и красивый сварочный шов без шлака. Полуавтоматическая сварка, просто незаменимая при ремонте автомобилей и другой техники.
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Маркировка сварочного оборудования
Источник питания входит в состав любой установки для дуговой и электрошлаковой сварки. Он снабжает дугу или электрошлаковый процесс электрической энергией необходимых параметров. При дуговой сварке применяются токи от 1 до 3000 А при напряжении 40-141 В. Сварка может выполняться на постоянном и переменном токе, как при непрерывной, так и при импульсной подаче энергии.
В зависимости от вида энергии и характера ее преобразования различают следующие типы источников питания:
- трансформатор – понижает переменное напряжение сети до необходимого при сварке;
- выпрямитель – преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока;
- генератор – преобразует механическую энергию вращения его вала в электрическую энергию постоянного тока;
- преобразователь – является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора и, следовательно,преобразует сетевую энергию в используемую для сварки энергию постоянного тока;
- агрегат – состоит из двигателя внутреннего сгорания и генератора постоянного тока, в нем для получения сварочного тока используется химическая энергия сгорания жидкого топлива.
Источники питания сварочной ток классифицируют последующим признакам :
- роду тока — источники переменного(сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители);
- внешней характеристике — источники с круто подающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
- количеству одновременно питаемых постов— источники однопостовые и многопостовые;
- характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутренне госгорания);
- особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
- способу установки и монтажа —стационарные и передвижные;
- принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями; преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; агрегаты — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
- назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом,сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Обозначение сварочных аппаратов

Обозначение сварочных аппаратов
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования, состоит из буквенной и цифровой части:
- первая буква — тип изделия (В —выпрямитель, Т — трансформатор, Г — генератор, У — установка),
- вторая буква — вид сварки (Д —дуговая, П — плазменная),
- третья — способ сварки (Г — в защитных газах, Ф — под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами,
- четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки).
- две или одна цифра после букв —номинальный сварочный ток в сотнях ампер,
- две последующие цифры —регистрационный номер изделия,
- следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом),
- следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 —помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Пример, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, много постовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
Расшифровка функций сварочных аппаратов
Огромное количество функций современных сварочных аппаратов особенно инверторных зачастую ставит даже профессионалов в тупик. Расшифровка маркировок и функций сварочных аппаратов приведена ниже.
ANTI STICK – Антизалипание. Предотвращает залипания электрода. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные режимы сварки.
ARC POWER – Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
ARC FORCE – предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
AC WAVE – Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – Отжиг проволоки. Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – Режим заварки кратера. Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FOCUS ARC – Сфокусированная дуга. При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – Горячий старт. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – Коррекция фактора мощности. Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Надписи на сварочном аппарате
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTROL – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
Читайте также: