На каком токе работает сварочный аппарат
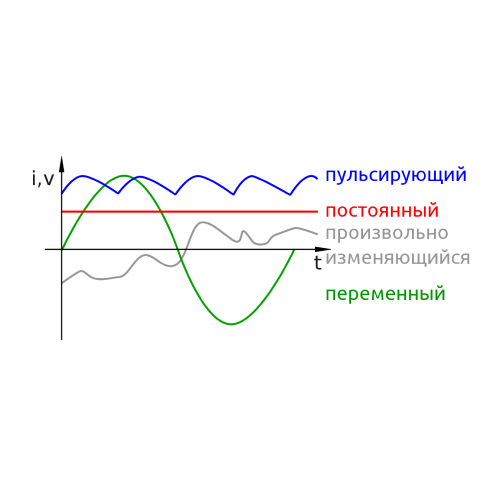
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Как выбрать сварочный аппарат
При помощи сварочного аппарата можно решать ряд бытовых задач на даче, в гараже, во дворе частного дома. Научившись хорошо варить, получится даже организовать свой бизнес, изготавливая изделия из металла в небольшой мастерской. На предприятии нужны совсем другие модели с расширенными возможностями, длительным ресурсом. Как выбрать сварочный аппарат для бытовых и профессиональных задач, рассмотрим в этой статье.
В этой статье:
Способы сварки и аппараты для них
Сперва рассмотрим виды электросварки, их преимущества, особенности, что поможет определиться с выбором сварочного аппарата.
ММА, РДС

Сварка ведется от трансформатора или инвертора. Бывают еще выпрямители, сварочные генераторы, но в быту они почти не используются. К источнику тока подключается два кабеля: масса и держатель. В электрододержатель вставляется покрытый электрод. При касании кончиком электрода о поверхность происходит возбуждение дуги.
В процессе ведения шва электрод плавится, передавая присадочный металл в сварочную ванну. Параллельно плавится обмазка, создавая защитное газовое облако. После сварки шов покрыт шлаковой коркой. Чтобы увидеть качество стыка, требуется отбить шлак молотком.
Купить ММА аппарат можно для не ответственных задач. Это может быть:
Пригодится РДС аппарат для резки металла дугой, если силу тока можно установить свыше 200 А. Разобрать старый кузов или огромный бак на металлолом будет проще.
Цена трансформаторов самая доступная, но варить ими хуже из-за переменного тока — дуга горит менее стабильно, разбрызгивается металл. Сварочные инверторы ММА с постоянным током варят мягче, выделяются стабильным горением электрической дуги, швы ровнее. Но стоят они немного дороже. Если Вы новичок в сварке, научиться варить лучше с инвертором. Небольшие модели весом 4-6 кг удобны для транспортировки, работе на высоте. Для этого предусматривается плечевой ремень.

Так называется сварка в среде защитного газа аргона. Сварщик манипулирует горелкой, в которой установлен вольфрамовый электрод. Поскольку температура плавления вольфрама почти 3500º С, он не плавится от температуры электродуги. Держать стабильное расстояние между поверхностью и кончиком электрода легче. Еще кончик вольфрамового стержня можно заточить, как карандаш, что позволяет выполнять узкие швы на малом токе 20-40 А.
Сварочную ванну защищает подаваемый из горелки газ — аргон. Используется баллон с редуктором, шланг, газовый клапан. В результате нет шлака, хорошо видно формирование шва, после сварки ничего очищать не требуется. Соединение металла выполняется за счет расплавления кромок сторон. Если требуется более прочный шов, используется присадочная проволока из однородного по составу материала, соответствующего основному изделию. Присадка подается свободной рукой сварщика.
Купить инвертор TIG для аргонодуговой сварки рентабельно, если Вам периодически приходится сваривать нержавеющую сталь (емкости, защитные дуги бамперов, полотенцесушители, пр.). На черном металле швы будут очень аккуратными, узкими, что не требует последующей обработки механизированными средствами. Качество сварки очень высокое, меньше пор, отличное проплавление без подрезов. На переменном токе можно варить алюминий, другие легкие сплавы, поэтому получится отремонтировать колесные диски.
Из недостатков оборудования для аргоновой сварки:
К тому же, придется тягать за собой баллон с аргоном, если потребуется варить в удаленном месте, что усложняет транспортировку. К счастью, сейчас есть не только огромные баллоны на 180 л, но и более компактные 40 л и даже 5 литров. Их перенести или положить в багажник легковой машины гораздо проще.
MIG/MAG

Это полуавтоматическая сварка в среде защитного газа. Сварщик орудует горелкой, из которой постоянно подается проволока. Она служит одновременно электродом для поддержания горения дуги и присадочным материалом. Сварочную ванну защищает газ, поставляемый от баллона с редуктором через шланг в горелку. Если газ активный (углекислота), то метод называется MAG. Когда защитный газ инертный (аргон, гелий), сварка называется MIG.
Подача проволоки и газа запускается автоматически при нажатии на кнопку горелки. Скорость протяжки проволоки регулируется в зависимости от силы тока и нужного темпа ведения шва. В результате вторая рука сварщика остается свободной для поддержания заготовок. Сборку и прихватку можно вести самому, при наличие маски хамелеон. Диаметр устанавливаемой проволоки варьирует от 0.6 до 1.6 мм. Он подбирается исходя из свариваемой толщины металла и нужной высоты наплавки.
Полуавтоматическая сварка выделяется:
Купить полуавтомат MIG/MAG стоит для ремонта кузова автомобиля, изготовления баков под жидкости, сборки ворот, металлических дверей. Если установить нержавеющею проволоку, получится варить легированную сталь. Есть проволока для алюминия.
Из недостатков — цена полуавтоматов выше, чем инверторов РДС, необходима покупка баллона с редуктором, регулярная заправка, сложнее перенести оборудование на новое место работы. Это больше аппарат для стационарного использования.
"3 в 1"
Если Вы чувствуете, что пригодятся все три метода сварки, купите универсальный аппарат, как например БАРСВЕЛД Profi MIG-200 D. Такие модели способны переключаться между ручной дуговой сваркой, аргонодуговой и полуавтоматической. С одной стороны такая покупка гораздо экономнее, чем приобретать несколько отдельных аппаратов, а с другой — цена таких моделей выше.
С какими характеристиками выбирать аппарат
При выборе сварочного аппарата, независимо от его типа (MMA, TIG, MIG), обращайте внимание на ключевые характеристики. От этого зависят возможности по сварке и качество соединения.
Сварочный ток
Один из самых важных параметров сварочного аппарата — максимальная сила тока. Для работы с железом толщиной до 3 мм достаточно модели 160 А. Если предвидится соединение металла сечением 5-6 мм, купить инвертор 200 А. Модели 250-300 А и выше применяются уже в профессиональной сфере на производствах. На таких токах можно проплавлять толщину 10 мм, вести дуговую резку.
Если изначально не предусмотреть запас по силе тока, то в процессе эксплуатации его уже не увеличить и придется покупать другой аппарат. Поэтому рекомендуем брать модели 180-200 А, которые универсальные для многих бытовых задач.
Для производства лучше купить сварочный аппарат на 380 V, который обладает высокой мощностью, меньше перегревается. В гараж или на дачу хватит инвертора 220 V, чтобы подключать его в обычную розетку. Но, если напряжение часто падает, покупайте модель, способную работать при просадках. Хорошо зарекомендовали себя ТОРУС-200С и Ресанта САИ-190, которые поддерживают сварку при входном токе 165 V.
Вес аппарата
Если планируется работа на стационарном месте, сварочник ставится на стол или стул, поэтому его вес не имеет значения. А вот устанавливать большую теплицу, длинный забор, ворота удобнее с легким аппаратом 4-6 кг, который несложно переставить. С ним проще заварить стык протекшей трубы, установить мачту антенны на крыше. Модели до 15 кг можно одному погрузить и багажник и перевезти к родственникам, друзьям, если им понадобится Ваша помощь сварщика.
На производстве, как правило, имеется кран-балка или тельфер, поэтому перестановка крупного аппарата не составит труда. Если подъемное оборудование отсутствует, приобретите тележку для транспортировки сварочного выпрямителя, полуавтомата, инвертора TIG.
Тип охлаждения
Бытовые сварочные аппараты имеют принудительное воздушное охлаждение. Это подразумевает встроенный вентилятор, который обдувает трансформатор, удаляя лишнее тепло за пределы корпуса. Такой моделью можно варить непродолжительное время. Период зависит от его показателя ПН, но чаще всего требуются перерывы. Если накладывать швы непрерывно, велика вероятность перегрева обмотки. Тогда защитная оболочка расплавится, произойдет короткое замыкание.
Для продолжительной непрерывной сварки выбирайте сварочные аппараты с водяным или жидкостным охлаждением. В них встроен расширительный бак, помпа и предусмотрены каналы внутри рукава и горелки для циркуляции антифриза. Когда температура повышается, запускается движение жидкости, остужающее горелку. Тепло выделяется через радиатор посредством обдува вентилятором.
Продолжительность включения
Еще один параметр, по которому можно понять, как долго получится непрерывно варить аппаратом. Обозначается в характеристиках как ПВ или ПН с указанием процентов. ПВ 40% — это модель, способная варить 4 минуты из 10-ти. Для гаража и дачи достаточно. На производство купите инвертор с ПВ 60, 80 или 100%, в зависимости от частоты сварочных работ. Например, когда все подготовительные действия и зачистку выполняет сварщик, инвертор успевает остыть естественным путем. Если сварщики только варит, тогда нужна модель с повышенной продолжительностью нагрузки.
Безопасность
Выбирайте инвертор с хорошей изоляцией держателя электродов, чтобы не касаться токоведущих частей руками. Важен показатель напряжения при замыкании дуги. Если он опускается до 24 V, — это безопасно. Значения в 48 V допустимы, поскольку не причинят серьезного вреда при контакте.
Возможность переключения на переменный ток актуальна для сварки алюминия. Купите инвертор AC/DC, если планируете ремонтировать литые диски, блоки двигателей, алюминиевые кузова авто.
Функции
Тонкий металл удобно варить инверторами с функцией "Антиприлипание". Когда электрод прилипнет, аппарат просто на секунду отключит ток. "Форсаж дуги" поддерживает сварку на низком токе, а в момент прилипания увеличивает амперы на 10, чтобы не допустить затухания дуги. "Горячий старт" облегчает поджиг электрода на ржавом металле.
Страна производитель
Место выпуска сварочного аппарата сказывается на его качестве и сроке службы, а также цене. Для редкого использования в бытовых нуждах достаточно простого российского инвертора. Для мастерской, СТО, производства выбирайте немецкие или итальянские модели.
Какие средства защиты нужны

Чтобы пользоваться сварочным аппаратом, необходимы средства защиты. Маска со светофильтром предотвращает поражение роговицы глаз от ультрафиолетовых лучей. Рекомендуем купить маску хамелеон, которая сама темнеет при возбуждении дуги и просветляется после прекращения сварки. Для работы внутри емкости, огромного котла или в тоннеле требуется маска с турбоблоком, фильтрующая воздух для дыхания сварщика.
Кожу требуется защищать от высокой температуры и ультрафиолета. На руки необходимы краги, на тело — спецодежда. При прокладке труб, организации водяного теплого пола удобно работать в наколенниках, защищающих суставы от травм.
Преимущества и недостатки аппаратов переменного тока для сварки
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с "постоянки" на "переменку". Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:

Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Трансформатор КаВик ТДМ-252 AL
Выпрямитель ЭСВА ВС-300Б
Инвертор БАРСВЕЛД Profi TIG-217
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она "гуляет", труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга "плюется". Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение "скачет", аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор "выживет" в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для "переменки" электроды с целлюлозным покрытием.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Бывает, что сила тока убавлена до минимума, а металл все-равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
Да, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции. В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Читайте также: