Можно ли топливную трубку заклеить холодной сваркой
Глушитель является составной частью системы выпуска отработавших газов автомобиля, его задача – принять поступившую по патрубку смесь, уменьшить ее интенсивность и подать в выхлопную трубу. Из-за специфических функций и нижнего расположения, деталь подвержена быстрому износу, который вызван:
- высоким внутренним давлением и температурой во время работы;
- химической активностью отдельных составляющих отработавших газов;
- вибрациями при движении, трением и ударами о дорожное покрытие.
Из этого несложно сделать вывод, что самые распространенные повреждения глушителя – это прожоги и трещины.
Обе проблемы усугубляются в процессе постепенного истончения металла. Этот же фактор затрудняет ремонт глушителей классическими методами сварки, ведь даже при самых щадящих режимах работы электрическая дуга или газовое пламя почти наверняка не устранят повреждение, но деформируют металл или прожгут новые «дыры».
Можно ли использовать холодную сварку для ремонта глушителя
Хорошим решением может стать холодная сварка, то есть двухкомпонентный клеевой состав, формирующий при застывании высокопрочную заплату с хорошими адгезирующими свойствами. Использование данного метода целесообразно лишь для устранения небольших повреждений, таких, как трещины, сколы, отверстия относительно правильной формы. Серьезные множественные прожоги одной холодной сваркой не сдержать, они потребуют установки заплаты (бандажа) из стеклоткани или другого схожего материала.
Преимущества и недостатки
Качество ремонта глушителя во многом определяется навыками мастера, а также свойствами использованных материалов. Отдавать предпочтение следует проверенным маркам холодной сварки с термостойкостью не ниже 150℃. Для ремонта одиночных повреждений лучше подойдут пастообразные материалы, в паре с бандажом лучше использовать жидкий состав. Применение холодной сварки даст такие преимущества:
- относительная простота и дешевизна ремонта;
- высокая скорость проведения работ и быстрое застывание смеси;
- отсутствие риска термического повреждения металла;
- достаточная надежность соединения (до 120 кг/см 2 при испытании на разрыв).
В то же время следует помнить о некоторых существенных недостатках холодной сварки, большинство из которых связано с ее неправильным выбором, хранением и использованием. Так:
- просроченный материал становится хрупким;
- под воздействием внешней среды и солнечных лучей состав холодной сварки может меняться;
- применение дешевых «универсальных» сварок недопустимо из-за высоких рабочих температур глушителя;
- меньшая, чем у дуговой сварки, прочность соединения.
Помните, что затвердевание холодной сварки – это химическая реакция ее компонентов. Пока она не завершится (процесс может идти больше часа), во внешнюю среду будут интенсивно выбрасываться токсичные газы, что требует проведения работ на открытом воздухе с использованием средств индивидуальной защиты.
Как выбрать марку
Как уже упоминалось выше, холодная сварка – это двухкомпонентный состав. Он включает собственно клей и основное вещество, задающее механические свойства материала. Но для ремонта глушителя этого мало, ведь деталь работает в крайне тяжелых эксплуатационных условиях. Она требует наличия дополнительных частиц, отвечающих за адгезию с металлом, а также элементов, увеличивающих механическую и химическую стойкость стыка. Это ограничивает выбор тремя вариантами:
- Холодная сварка по стали. Содержит мелкие кристаллы железа, образующие устойчивые связи с металлом глушителя. Если деталь имеет алюминиевое покрытие, допустимо применение сварки по алюминию.
- Автомобильная холодная сварка. Также содержит металлические частицы, кроме того, включает присадки, снижающие влияние вибраций и химически активных веществ на стык.
- Термостойкая холодная сварка. Дополнена компонентами, обеспечивающими стойкость к низким (от -20 до -60℃) и высоким (от +150 до +900℃) температурам, при которых обычные средства растрескиваются.
При выборе конкретной марки нужно руководствоваться характером повреждений, которые планируется устранить, а также особенностями эксплуатации автомобиля.

Примерная стоимость холодной сварки на Яндекс.маркет
В большинстве случаев лучше отдать предпочтение термостойким составам. Например, относительно дешевой сварке «Алмаз», которая поставляется в виде пластичного бруска, или более дорогой, но и более качественной – «Термо» от фирмы «Kerry» в виде двухсекционного шприца. Последняя, кстати, рекомендуется именно для ремонта глушителей.
Процесс восстановления глушителя
Ремонт глушителя холодной сваркой может проводиться как со снятием детали, так и непосредственно на автомобиле. Не ожидайте многого – если глушитель старый и сильно поврежденный, удастся лишь временно обеспечить ему герметичность. А вот латок на небольших трещинах и прожогах может хватить на тысячи километров пробега. Общая методика проведения работ включает такие этапы:
- Определение точных мест повреждения глушителя.
- Подготовка под сварку: удаление грязи, ржавчины, лохмотьев металла. Зачистка и обезжиривание стыка. Используются как механические инструменты, так и химические растворы, например, преобразователь ржавчины.
- Смешивание компонентов холодной сварки и их нанесение тонким слоем на подготовленный металл.
- Установка армирующей подкладки из стекловолокна или других материалов (в случае необходимости).
- Нанесение новых слоев холодной сварки и подкладки до достижения требуемой толщины.
- Уплотнение и формовка поверхности с помощью небольшого мастерка или других подручных средств.
Застывание материала в зависимости от его состава и толщины длится от 15 минут до 2 часов. В любом случае не стоит без надобности заводить автомобиль в течение суток с момента ремонта.
Холодная сварка для труб отопления: возможности использования при ремонтах труб и радиаторов, выполненных из различных металлов
Холодная сварка – достаточно универсальный способ осуществления ремонта различных изделий из металлов, особенно если такой ремонт необходимо осуществить быстро и в короткие сроки ввести изделие снова в эксплуатацию. Не являются исключением и случаи с трубами и радиаторами отопления, когда они неожиданно дают течь. В этом случае холодная сварка может стать хорошим подспорьем при выполнении ремонтных работ в тот период, когда отопительный сезон не закончен, либо когда возникла необходимость срочно осуществить ремонт практически без остановки процесса отопления жилого или нежилого помещения.
В настоящее время встречается достаточно большое количество различных вариантов холодной сварки, которая может использоваться для разных видов материалов. По своему виду холодная сварка – это специальный клеящий состав, в котором могут присутствовать различные примеси или наполнители в зависимости от тех видов металлов, которые будут соединяться с помощью данного состава.
Возможности использования холодной сварки для ремонта труб отопления
Использование холодной сварки возможно для стали, чугуна, меди как видов металлов, из которых изготавливаются трубы и радиаторы отопления.
Однако следует помнить, что при осуществлении ремонта труб отопления с помощью холодной сварки вне зависимости от того идет ли речь о стальных трубах, чугунных или медных, данная мера является временной, так как по окончании отопительного сезона или эксплуатации отопительных приборов потребуется провести качественный ремонт с использованием сварки в прямом смысле этого слова.
Правила выбора клеящего средства для труб отопления
Если необходимо осуществить ремонт труб отопления (а в данной сфере холодная сварка используется именно для этого процесса), необходимо уделить внимание тщательному подбору клеящего состава, так как это позволит получить максимальный результат, с точки зрения качества выполненного ремонта. К таким правилам относятся:
- подбор клеящего состава в соответствии с материалом, из которого были изготовлены подлежащие ремонту трубы (в зависимости от металла, который был использован для изготовления труб, подбирается наполнитель клеящего состава, так как для каждого вида металлов следует подбирать свой наполнитель);
- выбор клеящего состава в зависимости от срока его застывания посредством полной полимеризации состава после нанесения на ремонтируемый участок. Чем меньше время полной полимеризации, тем раньше возможно будет использовать трубу отопления или радиатор по его прямому назначению. Однако в рекомендациях к разным видам холодной сварки содержится указание на то, что использовать трубы или радиаторы возможно только по истечении не менее суток с момента совершения такого ремонта;
- клеящие характеристики, связанные с тщательностью предварительной подготовки ремонтируемого участка. Дело в том, что нередко подготовить трубу отопления или радиатор таким образом, чтобы состав наносился только на чистый металл, невозможно. В связи с этим при выборе холодной сварки необходимо уточнить информацию о том, насколько тщательно надо готовить саму трубу путем зачистки покрытия до металла либо возможно обойтись простым обезжириванием;
- дополнительным фактором является объем клеящего состава, что влияет на возможность выполнения нескольких ремонтов (при необходимости) либо использование упаковки состава однократно.
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления вне зависимости от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет к ремонтируемому изделию сам клеящий состав, в том числе требование о наличии чистого металла, на который будет наноситься состав.
В том случае, если подготовительный этап отвечает требованиям о предоставлении клеящему составу доступа к чистому металлу, то он будет состоять из следующих шагов:
- зачистка ремонтируемого участка до чистого металла. В случае с тонким слоем покрытия, например, лакокрасочного, можно обойтись щеткой по металлу. Однако в случае с толстым слоем покрытия может потребоваться механическая очистка с помощью специального круга и болгарки. В случае если ремонтировать предстоит старую трубу, то зачистка до металла должна осуществляться предельно осторожно;
- после того как металл был очищен, следует обезжирить поверхность, например, с помощью, спирта или иных жидкостей, чей химический состав позволяет добиться чистоты металла. В случае если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, сразу наступает шаг очистки путем обезжиривания. Само обезжиривание производится с помощью ватного тампона или иного материала. При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит сам ремонт с помощью холодной сварки, состоящий из следующих шагов:
- подготовка клеящего состава. Она выносится в основной этап, так как требует очень быстрого выполнения всех необходимых действий в силу того, что сам состав застывает очень быстро, что может привести к потере им своих пластичных свойств еще до момента нанесения на ремонтируемый участок;
- в случае если речь идет об однокомпонентном составе, необходимо отрезать кусок такого размера, чтобы хватило на покрытие того места, которое потребуется покрыть с целью выполнения ремонта. Этот кусок требуется размять до такой степени, чтобы получить пластичную массу, которая будет принимать ту форму, которая потребуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, необходимо в равных пропорциях смешать элементы такого состава, чтобы получить необходимую по качеству массу, после чего она будет готова к применению в рамках осуществляемого ремонта;
- следующим шагом становится нанесение самого состава на ремонтируемый участок. Как уже говорилось выше, нанесение холодной сварки должно осуществляться быстро, иначе процесс полимеризации (то есть застывания) наступит гораздо раньше, в результате чего качественного соединения не получится;
- после того как состав нанесен на ремонтируемый участок, этот участок необходимо защитить от воздействия окружающей среды. Выполнить это возможно посредством специального хомута или зажима, который надевается на тот срок, который указан на упаковке с холодной сваркой (это срок предельного затвердевания состава, после которого он приобретает свою максимальную прочность).
Как правило, после такого ремонта эксплуатировать изделие (трубу или радиатор) возможно не ранее, чем через восемь часов. Однако полная полимеризация, после наступления которой возможно полноценное использование изделия, происходит не раньше, чем через сутки. Этот период времени дается с учетом того, что труба отопления или радиатор будет использоваться путем его наполнения горячей водой.
При работе с холодной сваркой следует помнить о мерах безопасности для защиты кожных покровов рук – всю работу необходимо осуществлять в перчатках, а для того, чтобы состав не прилипал к рукам, поверхность необходимо смачивать водой (например, с помощью ватных тампонов).
Восстановление бензобака холодной сваркой – особенности и методики. Критерии выбора марки холодной сварки
Топливный бак является основной деталью системы питания автомобиля, отвечающей за хранение топлива и его передачу через систему насосов и фильтров к устройству, готовящему горючую смесь (карбюратору или инжектору).
Очевидно, что основной неисправностью бензобаков являются течи, которые могут появляться по трем причинам:
- из-за действия коррозии на металлические баки;
- в результате механических повреждений (сильные вибрации, трение об асфальт, удары гравия и т. п.);
- в результате естественного старения материала, например, постепенного появления пористости в пластиковых баках.
На практике все факторы действуют одновременно, не только повышая риск остаться без источника энергии в дороге, но и снижая пожарную безопасность транспортного средства. Указать на проблему может стрелка уровня топлива – если вы заметили, что она движется слишком быстро или периодически «проваливается» вниз, лучше остановиться и осмотреть все элементы системы питания. Запах бензина в салоне и характерные «радужные» лужи в районе задней оси — верные признаки течи.
Общие правила ремонта бензобака
Обнаружив неисправность топливного бака, сразу же заглушите автомобиль и отключите зажигание – высокие температуры и электрические искры легко могут привести к возгоранию не только жидкого топлива, но и его паров. Вооружившись фонариком, мягкой щеткой и ветошью отправляйтесь искать течь. Обратите внимание: щетки с металлической щетиной категорически запрещается использовать при любом виде работ вблизи от легковоспламеняющихся материалов. Дальнейший алгоритм действий прост:
- Слейте топливо из бака в чистую емкость достаточного объема. Определите материал изготовления детали (твердый или мягкий пластик, сталь или алюминий).
- Осмотрите и ощупайте нижнюю и боковые поверхности бака. Заметная течь или едва ощутимая влажность укажут на приблизительное место пробоя.
- Если бак поврежден в труднодоступном месте, снимите его с автомобиля. В большинстве случае возможен ремонт без снятия.
- С помощью мягкой щетки очистите зону повреждения и прилегающие к ней поверхности от дорожной грязи, пыли и солей.
- В случае необходимости удалите истонченный коррозией материал, задиры и стружку; осторожно подровняйте кромки сколов и тещин.
- Проанализируйте размер и характер повреждения, после чего принимайте решение о целесообразности и способе ремонта.
Во всех случаях, кроме обширной коррозии и длинных сквозных трещин, ремонт обойдется дешевле, чем установка нового топливного бака. Некоторые простые поломки можно устранять незамедлительно, в чем хорошо помогают самозастывающие композитные материалы. Об одном из них сегодня и пойдет речь.
Ремонт бензобака холодной сваркой
Дорогостоящий ремонт топливного бака на СТО не всегда оправдан, а порой и вовсе невозможен. К примеру, как быть, если топливо начало вытекать на загородной трассе вдали от крупных населенных пунктов? На такой случай лучше всегда возить с собой хотя бы одну упаковку холодной сварки, которая, хоть и не обеспечит такой же надежности, как профессиональная пайка детали, легко справится как с небольшими течами, так и с относительно обширными зонами ржавления. Главное – выбрать правильный материал и уметь им пользоваться.
Выбор марки холодной сварки
Если холодная сварка используется для восстановления герметичности бензобака, она должна обладать высокими эксплуатационными характеристиками, среди которых особую роль играют:
- высокая прочность при средней упругости и эластичности;
- хорошие адгезирующие свойства;
- стойкости к вибрациям;
- стойкость к химическим средам.
Последний пункт наиболее важен, ведь бензин и присадки, входящие в состав, способны достаточно быстро разрушать структуру некоторых эпоксидных составов. Поэтому на выбранной вами упаковке холодной сварки обязательно должна стоять пометка «Бензостойкий» или «Стойкий к агрессивной среде».
Поговорка «скупой платит дважды» актуальна и в случае выбора холодной сварки для бензобака. Лучше приобрести качественный состав отечественного или западного производства, чем дешевые китайские продукты, способные нивелировать все усилия по восстановлению детали. Хорошим выбором будут:
- холодные сварки ТМ «Момент» – лучшее соотношение цены и качества, подойдут как для металлических, так и для пластиковых баков;
- AVS AVK-110 – недорогой универсальный состав, рекомендованный для герметизации пластиковых емкостей;
- «Поксипол» – прочная холодная сварка для металла, стойкая ко всем видам топлива, хорошо подходит для армирования при проведении крупных ремонтов;
- Abro Steel – прекрасное решение для быстрого устранения одиночных и множественных течей небольшого диаметра.
Все перечисленные холодные сварки лучше приобретать в виде двух отдельных брусков или тюбиков, содержимое которых смешивается непосредственно перед выполнением работ. Стержневые материалы менее эффективны, хоть и стоят на порядок дешевле.
Перед восстановлением топливного бака холодной сваркой поврежденные поверхности защищают до основного материала, кроме зон, в которых сохранился естественный слой лакокрасочных материалов. Использование жестких щеток, наждачной бумаги и электрических инструментов допустимо лишь в том случае, когда из бака слиты все остатки топлива и удалены взрывоопасные пары. Если на подготовленной поверхности имеются следы, их удаляют специальным ингибитором. Прохудившиеся места удаляют, кромки трещин и сколов осторожно разделывают внутрь.
Следующий этап – придание материалу необходимой шероховатости. Ни одна холодная сварка не обеспечит должной адгезии на отполированном до блеска металле или пластике, поэтому обилие мелких царапин только положительно скажется на качестве ремонта.
На завершающей стадии подготовки, то есть непосредственно перед нанесением эпоксидных составов, поверхность обезжиривают химическими средствами. Использование бензина, керосина и других нефтепродуктов недопустимо, так как они оставляют тонкие масляные пленки. Хорошо подойдет спирт или растворитель.
Технологии холодной сварки бензобака
Самое простое решение – обильно замазать течь в несколько слоев. Такая методика допустима лишь для небольшого локального ремонта мелких повреждений, она крайне недолговечна, но все же позволит доехать до СТО. Лучшего результата можно добиться, используя стеклоткань или даже плотную чистую ветошь. В этом случае необходимо выполнить следующее:
- Подготовить поверхность бензобака так, как описано в предыдущем разделе.
- Измерить поврежденную зону и вырезать из армирующего материала (ткани, стеклоткани, марли, пластиковой сетки) латку нужного размера.
- Смешать компоненты холодной сварки в пропорции, указанной на упаковке. Разминать материал нужно влажными руками, лучше предварительно надеть перчатки. Некоторые марки сварки заранее подогреваются.
- Как только материал станет полностью однородным, нанесите его тонким слоем на прилегающие к прорехе поверхности. Приложите армирующий материал и вдавите его в клеевой состав так, чтобы сохранялся небольшой натяг.
- После полузастывания холодной сварки наносят ее следующий слой, на этот раз так, чтобы он полностью перекрыл армировку.
- В зависимости от размера прорехи накладывают один-четыре армирующих слоя так, как описано в пунктах 4 и 5. Каждый новый слой должен быть на 1,5-3 см шире предыдущего.
- Дождитесь полного застывания всех слоев холодной сварки, после чего проверьте бак на герметичность.
- Убедившись, что проблем с герметичностью нет, зачистите поверхность латки мелкой наждачной бумагой и прокрасьте вместе с остальным баком нитрокраской в несколько слоев.
Грамотно проведенный ремонт топливного бака холодной сваркой позволяет надолго избавиться от проблем течи, зачастую он не менее эффективен, чем выполненная в домашних условиях пайка. Кроме пластичной холодной сварки, можно воспользоваться и жидкими эпоксидными составами.
Ремонт бензобака БЕЗ СВАРКИ- ЛУЖЕНИЕ (отчёт)

Могу поделиться очень простым и действенным способом по ремонту дырок в любых железяках и в данном случае в бензобаке, о котором честно сказать узнал только недавно (но теперь всю мелочь которую надо починить или соединить только паяю)
И так, в баке образовалась дырка и в следствии чего- течь. Были предприняты попытки по устранению- холодная сварка, двухкомпонентная эпоксидка, какой-то бензостойкий герметик (все эти средства были использованы в разное время и результат от них был кратковременный- до одного месяца). Что бы не усугублять ситуацию крышка бака не закрывалась плотно, чтобы пары не выдавливали бенз через эту дырку.
В один прекрасный день заехал на заправку, заправщик само собой плотно закрыл крышку, а я не проверил. Еду себе по трассе и чувствую стойкий запах бензина, остановился- заглянул под днище и увидел мощную струю которая обильно лила прямо на выхлопную трубу… (я по мелочи струхнул), для устранения течи просто открутил крышку бака- давление внутри пропало и всё пришло в норму. Это была последняя капля ведущая к ремонту бака.
ПРЕИМУЩЕСТВА ЛУЖЕНИЯ:
-Ремонт выполняется методом лужения, без открытого огня и применения сварочных работ — чего все боятся и я не исключение, так как выпаривать бензин, заливать воду в бак, засовывать шланг с чужой выхлопнухи и другие методы мне не очень понравились в связи с их ресурсоёмкостью.
-Метод применим в любой сфере жизни деятельности человека: автомобиле, самолёте, корабле, ведре и т.д. (где используется сосуд из железа и он прохудился)
-Не требуется абсолютно ни каких специальных навыков и спец. инструмента.
Снятие бензобака:
Все работы были проведены на подъёмнике (можно и на яме, но для удобства нужно будет вывесить зад машины и снять колёса).
1.САМОЕ ГЛАВНОЕ- это СНЯТЬ клеммы с аккумулятора и СПУСТИТЬ давление в топливной магистрали через ниппель в топливной рампе, открутить пробку заливной горловины;
2. Поднимаем задние сиденья, открываем лючёк и отключаем разъём бензонасоса (у кого нет лючка для доступа к бензонасосу- для вас будет ещё один пункт- это вырезание технологического отверстия с помощью ножниц по металлу.);
3. Рассоединяем все муфты топливной магистрали возле бензобака- три разъёма;
4. Из одного из них будет теч бензин из бака (через шланг сливаем бенз в канистру);
5. Откручиваем хомуты на трубе через которую заливается топливо и рядом вентиляция бака;
6. Отсоединяем две трубки вентиляции бензобака которые находятся возле заливной горловины, с внутренней стороны;
7. Отсоединяем от крепления топливный фильтр (магистрали с фильтра не снимаем);
8. Снять резонатор и глушитель;
9. Откручиваем два болта на лентах которые держат бак (удобнее крутить те которые ближе к морде);
10. Бак остаётся в руках.
11. Разбираем бак на составляющие части- до голого железа.
Ремонт пробоины:
1. Находим место течи;

2. При необходимости выравниваем обнаруженные деформации;
3. Отчищаем место пайки и обезжириваем (обезжиривать чем угодно: бензин из того же бака, ацетон, растворитель и др.);
3. Берём обычную паяльную кислоту и многократно, щедро наносим на место пайки;
4. Для успешного лужения необходимо хорошо прогреть предполагаемое место с дыркой- это можно сделать с помощью обычной лампочки (не энергосберегающей) которую кладём на место будущей пайки на пол часа (чем лучше прогреется- тем проще будет паять);
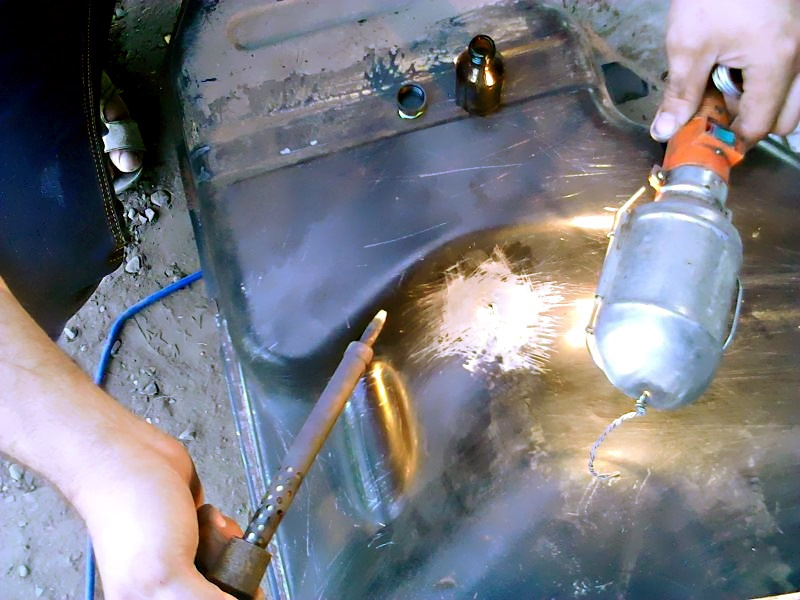
5. Лудим при помощи мощного паяльника, если пробоина большая то наплавляем олово за несколько заходов- до исчезновения дырки, для пайки лучше использовать олово с сердечником из канифоля, если дырка очень большая или обнаружился очаг ржавчины, то необходимо взять обычную консервную банку и из неё вырезать заплатку которую потом по всему периметру пролудить;

6. После остывания пайки можно отмыть остатки канифоли бензином или растворителем;

Поскольку бак был снят, то за одно чистим его от грязи и коррозии, выравниваем всё куда можем подлезть, промываем, меняем сеточку бензонасоса и красим.
Можно ли бензобак заклеить холодной сваркой
Если вы столкнулись с течью в бензобаке, с большой долей вероятности уровень физического износа уже достиг критической точки. Также это происходит, если был поврежден корпус. После аварии на дороге, камня, металлический штырь — это всё возможно и всегда не вовремя.
Сразу поясним, что сварка как следствие, нагрев пустого резервуара — идея достаточно спорная. Потому что даже в пустой емкости присутствуют пары топлива. Из-за этого может произойти взрыв. При правильном подходе к решению проблемы можно сделать все качественно и безопасно.
Можно ли заделать дырку в бензобаке холодной сваркой

Чаще всего осуществляют подобный ремонт с помощью холодной сварки. Почему? Потому что она вполне себе предназначена для работы с металлическими баками. Стоит отметить, если стенка у емкости достаточно тонкая, от клея эффективности ждать не стоит. Как выбрать клеящий состав? Ничего сложного — нужно полагаться на тип материала емкости.
Перед непосредственно самим ремонтом нужно полностью почистить трещину и убедиться, что загрязнений нет. Также обязательно проводиться обезжиривание нефрасом.
Много времени возиться с двухкомпонентными смесями не нужно. Производитель указывает, в какие пропорции их нужно соединять. Самое главное, это не оставлять готовый раствор надолго. Желательно использовать его сразу же.
Будьте внимательны с нанесением клея. Необходимо делать это послойно, качественно разглаживать смесь и надавливать на поверхность. После завершения работ нужно подождать несколько часов. Далее уже можно использовать бак по прямому назначению.
Топливный бак заварить или запаять
Разумно ли рассматривать пайку? Безусловно. Ее ключевое преимущество кроется в устойчивости к механическим воздействиям. Да и в целом, после ремонта внешние факторы не могут негативно сказываться.
В первую очередь, нужно сделать заплатку. Она должна быть на несколько сантиметров больше, чем поврежденная область. Лучше всего работать с паяльником, мощность которого равна 250 Ватт. Заплатка нужна такого же материала без исключений! Разобраться с типом пластика не составит труда — он указан на всех деталях.
В большинстве случаев материал изготовления бензобака — это ABS, полипропилен. Также часто используют в сегодняшних реалиях полиамид.
Все-таки чаще всего водители предпочитают полагаться на холодную сварку. Потому что ремонт сделать достаточно просто. Если выбираете данный вариант, обязательно убедитесь, что сварка устойчива к бензину. Также уточняем, что подобным образом целесообразно устранять незначительные повреждения.
Если вам нужно на время устранить течь, когда вы столкнулись с ней, например, на трассе, стоит в ближайшем магазине купить знаменитый клей «Момент».
Читайте также:
- При какой минимальной температуре окружающего воздуха разрешается производить автоматическую сварку
- Какие типы электродов рекомендуются для ванной ванношовной и дуговой сварки с многослойными швами
- Технология дуговой и газовой сварки
- Сварочный аппарат амортизационная группа
- Как разметить круглую трубу для сварки под 90