Можно ли красить трубы перед сваркой
Поменяли радиаторы отопления в квартире, сейчас надо покрасить ту часть труб ,что приварили.Труба-черный металл ( с частичками ржавчины кое где местами) , 3\4 дюйма. Я так понимаю ,что надо эти новые трубы сечас прошкурить, затем обезжирить чем то типа уайт-спирта, и затем уже красить специальной краской для радиаторов в два слоя минимум. Так? Или что то я упустил ?
Еще один момент.В месте соединения труб- утолщение не совсем ровной формы. Что то можно сделать до покраски чтобы как то сгладить, сровнять это место стыка труб .Что то типа шпатлевки по металлу , если есть такая? Или забить на это дело.
Ну это понятно,забить на это дело- это самое простое .А если все же помучаться , что можно придумать? Просто эти места сварки на самом виду и надо как то минимизировать этот зрительный дискомфорт.
nik51 написал :
на самом виду и надо как то минимизировать этот зрительный дискомфорт.
Тогда нужно снять усиление шва (буртик, который, как Вам кажется, портит вид) болгаркой, прошпаклевать полиэфирной автомобильной шпаклёвкой, прошкурить и покрасить.
Только имейте в виду, что внешний вид улучшится несильно, но надёжность соединения ухудшится капитально.
усиление должно остаться, в отоплении главное надежность. а упустили вы - грунтование. то есть прошкурить, прогрунтовать а потом красить. тогда ржавчина никогда не пройдет через краску. иначе не факт.
Здравствуйте. Три месяца назад у меня в квартире сантехники делали "полный водоразбор", причём переваривали входной стояк, так как там всё проржавело. Уходя, сказали, что место сварки нужно покрасить краской. Мы согласились, и даже жена купила какую-то краску, и. забыли.
Прошло почти три месяца, и вот, конечно, вспомнилось. Блин. Во что превратились трубы - фото прилагаю.


Что теперь с этим делать? Меня интересует именно надёжность, сохранность труб.
как я понимаю, нужно срочно:
- купить какую-то "антикоррозийную грунтовку"
- купить щётку с металлической проволокой (подозреваю, поможет ещё металлическая щётка для мытья посуды) и попытаться содрать всю появившуюся ржавчину
- просушить трубу, перекрыв на денёк холодную воду, чтобы оставшаяся в трубе нагрелась, и, наверное, обдувая затем саму трубу феном
- после полного высыхания - прогрунтовать и покрасить трубы на два раза
По самой краске. Не знаю, что там купила жена.
Как я понял из статьи, для горячей трубы нужно купить специальную термостойкую эмаль с диапазоном температуры до 100 градусов?
холодную, наверное, можно той же эмалью покрасить?
Может, опытные люди подскажут ещё каких-нибудь советов?
upd почему-то фото повёрнуты на 90 градусов, но, я думаю, это не сильно влияет на восприятие
AnTe написал:
фото повёрнуты на 90 градусов, но, я думаю, это не сильно влияет на восприятие
Согласен с Вами.

Лучше сорок раз по разу, чем ни разу сорок раз. )))
Почему такое произошло именно на холодной трубе, она сильно конденсирует.
Экономный и хороший вариант.
Зачистить наждачной шкуркой с зерновкой 3-4 номера.
Протереть тряпкой тем самым обеспылить, обезжиривать не обязательно, но можете взять у жены жидкость для снятия лака (если разрешит), а затем покрыть грунтом ГФ-021 (0.8 или 0.9кг банка стоит не дорого около 100р.). Наносить не толстым слоем, первому слою дать подсохнуть хорошо, потом второй слой наносите.
AnTe написал:
даже жена купила какую-то краску, и. забыли.
Если делать нечего, и краска где-то осталась, после двух слоев грунтовки, покройте слоем краски (защита в общем будет отличная).
От конденсата еще надевают изоляцию трубную из вспененного полиэтилена (тилит, энергофлекс, термофлекс и др.)
OlegV, про фото - смешно, но вообще невиноватая я: движок форума их сам перевернул (я их предварительно в редакторе развернул правильно), а в самом форуме перевернуть не даёт. Падла.
Спасибо всем за ответы!
Но интересно, такой разнобой получается. Сурик, цинк, грунтовка. И ещё вариант - преобразователь ржавчины и красить.
попытался погуглить, "в общем на грунтовке написано что требует покрытия краской. а на сурике не написано.
выходит сурик хорошая вещь- и краска и грунтовка и антикор"
встречал ещё вариант: грунтовкой, а сверху суриком?
а может. сверху краскочкой? )
а, да, а потом сверху изоляцию трубную из полиэтилена
и будет всё надёжно защищено! ну и как я понял, я слишком сильно заморочился..
в общем, надвигаются выходные, посмотрю, насколько меня хватит
Обработал наждачкой, содрал всю ржавчину, промазал уайт-спиритом и.
Покрасил вот этой краской на три слоя

это то, что ранее купила жена по рекомендации продавца в магазине
На ней ограничение, что непригодна для окрашивания холодных поверхностей, постоянно покрытых конденсатом. Но я решил, что слишком уж заморачиваюсь. Позвонил в магазин - "сурик", точнее, грунт продаётся только по литрам, минимум 500 руб за литровую банку, да и идти в мороз лень стало. Покрасил этой краской.
Посмотрю, насколько хватит.
Странно, что ни у кого не возникает вопроса, как выжить при отклонении ГВС от нормы?
Гидравлический расчёт систем отопления. Теплорасчёт (расчёт утепления) домов и квартир.Контакты в профиле.
за три месяца стояк так не ржавеет! совет прост, минимум почистить ржу, обработать преобразователем ржавчины( исключительно американского производства!) российский отстой. а в дальнейшем данную трубу советую вырезать и в варить другую. сварочный шов требуется зачищать
nikita191174 написал:
исключительно американского производства!
А Вы случайно не манаГером работаете? И наверное только на америкосском бензине ездите.
Сколько бы не вырезали ржавевшую трубу то же самое и получите.
.
Металл очищенный от консервирующей смазки в условиях постоянного конденсата все равно ржавеет.
Поэтому трубу нужно очищать от ржавчины, зачистить от приставших брызг, при покраске насухо вытирать от конденсата.
Красить чем угодно, но лучше грунтовкой типа ГФ-021, или сразу пентафталевой краской.
Нитрокраска без грунта плохо держится.
И трубу ХВС обязательно плотно обвернуть теплоизолятором, без зазоров.
Очень хорошо обматывать демпферной лентой для ГКЛ-профилей, мотать в 2 слоя в разных направлениях.
Америкосскую, Эмерикосскую.
Зачем не красить контактные поверхности под сварку?
Скажите, пжл, зачем под монтажную сварку требуют не красить поверхности? Что мешает приварить на монтаже покрашенные поверхности, а потом снова закрасить? Краска как-то негативно влияет на качество шва?
Разработка КМ, КМД
мне вот интересно, как это возможно с точки зрения производства-засунуть в покрасочную камеру колонну, а у ней половина фасонок красится пополам? Скотчем залепляют?
Специальный Институт Строительных Конструкций Изделий
Ну немного странно. вероятно, КМД при заводе разрабатываете - выйдете в цех. А все колонны всегда в покрасочной камере красят? Залепляют - и не только скотчем.
__________________
Горев В.В., том 1, стр.109, 1 абзац, 4-ое предложение. Не пугайтесь этого произвола.
по-моему, гемор у конструктора при штриховке таких поверхностей и у завода, с мытарством аппликаций, суммарно больше, чем гемор на монтаже при сварке крашеной поверхности.
Пока до конца не понял, влияет ли "пузырение" на несущую способность шва.
Тут наверное вопрос договора, если завод возьмет это без увеличения сроков и стоимости то почему бы и нет, на монтаже очистить металл просто от ржавчины и огрунтовать намного проще чем зачищать вспузырившуюся краску в зоне сварного стыка, которая уходит на 100-200 мм от места сварки.
а если покрытие- краска на основе эпоксидки или органосиликатная композиция?
Чем будете отколупывать перед сваркой?
Конструктор по сути (машиностроитель)
а что там понимать-то? Если сварки на УЗ проверяют и другими методами на отсутствие пор в шве. Любая пора/трещина - концентратор напряжений, по ним и развалится при случае
Наверное, самый простой и верный ответ - Потому что шов служит для соединения двух стальных листов, а не листов с краской и грунтовкой. У электрода и листов есть характеристики отраженные в нормах, процесс сварки оговорен и прогнозируем при соблюдении технологии. Краска находясь в зоне дуги или плавления проволоки меняет свойства и характеристики газа, мешает дуге и всему. Нарушает процесс. С точки зрения химии можно объяснить.
Никогда не указываю на чертежах место, где не нужно окрашивать, за исключением фрикционных соединений - может от незнания (
Лакокрасочные вещества содержат химические элементы, которые препятствуют технологическому процессу сварки. Нет технологического процесса - нет сварного соединения. Нет сварного соединения - нет надёжности конструкции. Сварку можно производить по чистому металлу или по специальным грунтам.
----- добавлено через ~8 мин. -----
Зря. Если не указана монтажная сварка, то, если закрасят, то КМДшник виноват. Если указывать места монтажной сварки и ссылку "делай железяки по ГОСТ 23118", то уже проблема завода, что не читают нормативку.
Можно ли красить трубы перед сваркой
Влияние лакокрасочных покрытий на сварочные работы
Какие ЛКП можно не удалять при сварочных работах?
Все лакокрасочные материалы в большей или меньшей степени влияют на качество сварных швов, поэтому перед началом работ покрытия в зоне будущего шва следует удалять.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
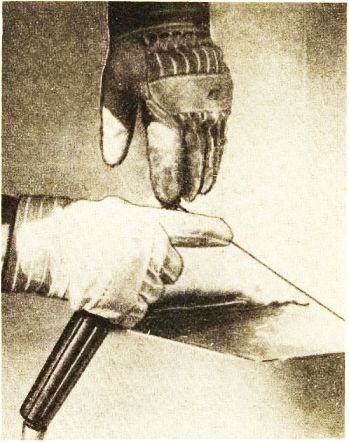
Рис. 1. Сварка по фосфатирующей грунтовке
Примечание. Нанесение покрытия кистями ручными и валиковыми, эжекционными краскораспылителями. Удаление покрытия промыванием струей воды под давлением 0,1 МПа.
Какие грунтовки пригодны при точечной сварке?
При этом виде сварки наиболее часто используют грунтовку ГФ-0114, можно применять эмали ПФ-910, КО-5202, фуриловый лак ФЛ-4С, состав 119, электропроводящую эмаль ХС-928, грунтовки ЭП-057, КФ-030, ФЛ-086, специальные составы. Перечисленные материалы не всегда дают стабильные результаты. Более надежную защиту обеспечивает состав КСП -1, приготовленный из 100 массовых долей пасты КСП и 8—10 массовых долей отвердителя А-39 (2%-ный раствор).
Сварка по сырым грунтовкам необходима для герметизации швов и защиты их от коррозионных разрушений. Возможна сварка и без грунтовки, но в этом случае сварные швы подвергаются быстрому разрушению.
Как защищают места контакта деталей из разнородных металлов?
Соприкасающиеся участки покрывают слоем грунтовки КФ-030, ГФ-031, ГФ-032, затем наносят слой шпатлевки ЭП-0010 толщиной 150—200 мкм. Тщательно заделывают места соприкосновения деталей, предохраняя шов от попадания в него влаги и загрязнений.
Как следует подготавливать сварные швы и поверхность около швов под окрашивание?
С поверхности необходимо удалить шлак, окалину, грат, сгладить острые грани и неровности, удалить остатки сварочного флюса и протереть поверхность ветошью, смоченной водой, а затем 15 — 20%-ным раствором фосфорной кислоты.
Почему после окрашивания сварных конструкций на грунтовке, а иногда и на эмали вдоль сварных швов образуются белые полосы или пятна?
Появление белых пятен вызывают остатки сварочных флюсов. Это указывает на неправильную подготовку поверхности перед окрашиванием. Сварные швы и прилегающую к ним зону на расстоянии 30—50 мм необходимо хорошо очистить металлическими щетками, а затем тщательно протереть ветошью, смоченной ортофосфорной кислотой.
Как защищают сварные швы?
Сварные швы и образовавшиеся около них щели, пазы покрывают фосфатирующей, а затем протекторной грунтовкой и окрашивают алкидной или хлорвиниловой эмалью. В связи с тем, что при вибрации или резких изменениях температуры шпатлевки подвергаются быстрому разрушению, для сглаживания поверхности используют мастики с волокнистыми наполнителями. Для заделки раковин и устранения грубых дефектов, возникающих при ручной сварке, применяют мастику, состоящую из 20 — 50% асбеста к 80 — 50% эпоксидной шпатлевки ЭП-0010.
Каковы качество ингибированного глифталевого покрытия и его влияние на сварной шов?
Пленка глифталевого лака или олифы с хромовокислым гуанидином толщиной 20 мкм при 100%-ной влажности обеспечивает защиту стали не менее 12 мес.
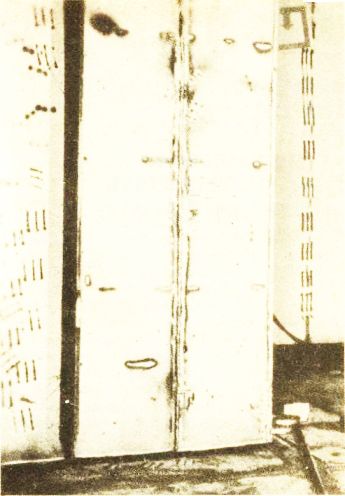
Рис. 2. Полосы и пятна, образовавшиеся после сварочных работ
Какое покрытие можно использовать вместо прокладок для конструкций из сопряженных металлов оцинкованная сталь—легкий сплав АЛ-2?
Взамен прокладок в местах сопряжений можно нанести два слоя эпоксидной шпатлевки ЭП-0010 или слой грунтовки ЭП-057 и четыре слоя эмали ЭП-773 либо два слоя грунтовки ЭП-057 и два слоя эмали ЭП-72 с 20—25% алюминиевой пудры.
Нужна ли зачистка от оксидной пленки профильной трубы.
На поверхности профильной трубы практически всегда находится слой оксидной черной пленки, пропитанной маслом.
После промывки обезжиривателем труба нормально варится без зачистки.

В принципе пленку нетрудно болгаркой убрать.
(фотография исказила цвет пленки, в натуре он практически черный).
И для сварки это не представляет проблемы. Но если дальше требуется покраска конструкций типа

то зачистка до металла занимает много времени. Кто как поступает с окисдной пленкой?
Вообще не чистить, чистить только для сварки или вылизывать болгаркой все?
На заводе, где сейчас работаю, место под сварку на черняге подвергают дробеструйке. Нержавейку пескоструят.
Скажем так, смотря что требуется.
новый прокат облит маслом, чтобы не ржавелло.
если потом не красить, то можно варить прямо так.
По технологии сварки обязательно убирать все и зачищать.
если потом красить, то смывать. Прямой профиль проще протереть тряпкой с растворителем , нежели сваренное изделие.
Некоторые профессионалы варят и по ржавчине и по краске. Якобы сгорит , надо току побольше навалить.
Я ржавчину не счищаю под покраску, лучше красится. Но под сварку чищу. Времени занимает меньше чем потом спиливать насраное, и варить заново.
Да, ужжжжж. Вашу кандидатуру, да в госприемку нефте-, газопроводов, Сварные обрадовались бы. )))))
Т.С. Очищать трубу лучше до порезки, целиком. И для качества сварки нормально и для последующей покраски необходимо. Надо стараться любую работу выполнять хорошо, плохо всегда может получиться.
Та яж не сварщик, я мимо проходил. У меня и маски нет. Так, присрать могу.
Порядка 40 метров профиля ободрать до металла - серьезная работа. Оксидная пленка сдирается с приличным усилием и профиль по широкой стороне не всегда ровный. Бывает с провалом и вычищать его от пленки тоже приходится с ухищрениями. Жаль, что общее мнение в основном склоняется к необходимости тотальной обдирке всего материала. Я лелеял надежду.
Спасибо за ответы.

3comma62, Вам помогут такие диски, есть и на дрель, очень удобная вещь.
Тут такое - малая недоработка при подготовке детали влечет большую работу по исправлению ситуации после сборки изделия.
3comma62, Вам помогут такие диски, есть и на дрель, очень удобная вещь. 2-125.jpg_q50.jpg
Я так понял это "коралловые" зачистные диски. Они на АЛИ по 300 руб. примерно при покупке 5шт. . И не имеют номера зернистости. Т.е. просто для обдира.
У нас их скотч-брайтом называют
Скотч-брайт немного другой. Эти вроде изготавливаются из вспененного нейлона с мелкими вкраплениями из штучного алмаза. Идеально подходят для щадящего снятия краски. с поверхности металла, не нагревая его при этом.
При больших объёмах использования профтрубы у нас на заводе зачистка производится непосредственно под сварочные стыки. Остальное обезжиривается и обрабатывается химией (с последующим грунтованием и покраской).. Если ржавчина приличная, то отправляется в песко-дробеструйку. Но это редко, такая профтруба ведет к дополнительным трудозатратам производства. Снабженцы стараются такой материал не закупать.
Ой! Я ж на пенсии! Мне нельзя волноваться! (я на цену глянул).
Удовольствие от высокого качества длится дольше чем радость от
Волноваться нельзя и это точно , а сии круги на АЛИ разорят точно и металл дешевле будет их.
И по сему слухайте мой опыт
Вот заборчик и ворота делал и столкнулся с сим и не люблю когда не почищено и делаю так как кот свое самое драгоценное вылизывает.
В общем у меня столбиков проф труба 100 15 штук по 2500мм длина , немного началась ржавчина и это не очень страшно , страшнее окалина коя сопротивляется ого огО и все лепестки да металл корщетки на болгарке долго не выдерживали и денег съедали не мерено . Почесав лысину и подумав , взял дрель прибалтика низкооборотистую , выточил оправку под обычный круг от наждака Ф 250 , крупнозернистый , усе совместил ну и проба . Быстро и эффективно , металл не греет да и низкооборотистая и по сему не пыли не вероятности что круг разорвет . в общем приноровился так , ржа сама быстро удаляется а окалина разрыхляется и остаются полосочки и их уже металл корщеткой толстой на болгарке просто провозишь один раз и уже блестящий металл .
Так чо не спеша 15 столбов за пару дней очистил до котовых причендал + мелкий профиль еще пару дней а его было где то порядка 300метров , наждак круга хватило на все и даже еще остался , вот вам и экономия да и Али пусть отдохнет .
![]()
старожил экс-модератор несогласный инженер
Коллеги, на объекте применены стальные трубы оцинкованные по ГОСТ 3262-75 в ХВС и ГВС.
Нужно ли их грунтовать и окрашивать при скрытой (в каналах) и открытой прокладке сплошь. Достаточно ли огрунтовать только в местах повреждения цинкового покрытия (сварка, перевозка).
Посмотрел СНиПы и прочую нормативку по монтажу - не нашел по этой теме.
А сцылко дать на нормативку не судьба?
Не до стеба тож КРУ наехало - эт не Сочи - учет и контроль.
В СНиПе на монтажку указано, что не оцинкованные трубы необходимо покрывать грунтовкой и краской, а про оцинкованные ничего не сказано. Вот и заказчик спросил ". надо или не надо красить оцинковку". Не подскажите где можно прочитать ". надо или не надо красить оцинковку"?
Не найдете где прочитать. Я крашу. На меня недавно КРУ по этому поводу "наехало", пришлось сказать, что если они найдут, где сказано, что не надо красить, то я не буду, а до этого момента буду, так как не эстетично без краски. Отстали.
Актуализация СНиП 3.05.01-85 выполнена следующим авторским коллективом: ЗАО "Промвентиляция" (рук. темы - канд. техн. наук А.В. Бусахин); ООО ППФ "АК" (А.Н. Колубков); ООО "Максхол текнолоджис" (Г.К. Осадчий); НО "АПИК" (канд. экон. наук Д.Л. Кузин); МГСУ (д-р техн. наук П.А. Хованов); "Проектпромвентиляция" (В.Н. Боломатов); СРО "ИСЗС-Монтаж" (Ф.В. Токарев), нач. управления внутренних инженерных систем ОАО "НИКИМТ-Атомстрой" (С.А. Нижегородов).
Антикоррозионная защитная окраска оцинкованного защитного покрытия трубопровода ГВС(ХВС)? не найдете. Не красят их. Стыки красят, там нет защитного уже покрытия, как и хвосты резьб торчащие из сгонов например. Чем- есть в нормативке. Только вот трубы далее изолируются и декоративная уже окраска идет самой теплоизоляции, некоторые виды которой просто глупо красить.
гы. п4.6 славную фразу в конце стал иметь
Опс получается только на резьбе.
Это ж сколько резьбовых соединений.
Грунтовка - это технологическая операция перед покраской. Покраска защитного покрытия имеет смысл только из эстетических соображений.
Придётся Вам рассказывать КРУ, что по тому каналу вдоль труб регулярно ползают большие эстеты и вид оцинкованной трубы оскорбляет их эстетические чувства.
А зачем демонтируемые трубы красить?
А на цинке ничего прилично не лежит. А упомянутая в той теме табличка с расходами краски просто для неоцинкованных трубопроводов.
Закроют КРУшники глаза на сварные оцинковки или коррупция победит?
Грунтовка - это технологическая операция перед покраской. Покраска защитного покрытия имеет смысл только из эстетических соображений.
Не демонтируемые не красили.
Как в той теме выяснили, что лежит краска от большевиков вечно на полотенцесушителях и со сварными соединениями.
Открываем ГОСТ 3262-75 и смотрим п.1.7 (как обозначается труба с покрытием)
И только после этого открываем СП 73.13330.2012 и читаем последнее предложение пункта 4.6.
не обязательно водостоков, но и в том числе. а так же для вентиляционных коробов.
Настоящий свод правил распространяется на монтаж внутренних систем холодного и горячего водоснабжения, отопления, канализации, водостоков, вентиляции, кондиционирования воздуха, тепло- и холодоснабжения, теплогенераторов (котельных, интегрированных в здания) общей мощностью до 360 кВт с давлением пара до 0,07 МПа (0,7 кгс/см2) и температурой воды до 388 К (115 °C) при строительстве и реконструкции предприятий, зданий и сооружений, а также на изготовление воздуховодов, узлов и деталей из труб.
ГОСТ 3262-75 Настоящий стандарт распространяется на оцинкованные стальные сварные трубы
и
СП 73.13330.2012 Применение сварных трубопроводов из оцинкованной стали не допускается
дошли до того, что трубы по ГОСТ 3262-75 вообще применять нельзя )))) можно и так понять
PS: только в первом случае , я думаю, имеется ввиду способ изготовления трубы (продольная сварка), а во втором - сварка стыков. но об этом можно только догадываться.
И как же это без сварки соединять? На резьбе? А где трубы брать с нарезанной резьбой? А где трубы брать с нарезанной резьбой НУЖНОЙ длины? А если надо укоротить или удлинить трубу?
Похоже полностью придется на пластик переходить. Хотя это и к лучшему. Он по смете дороже оценивается, а монтируется проще.
Хитрый лис, вы очень сильно уж в простодушное заблуждение не вводите народ. Вы не в курса как резьбы можно нарезать в построечных условиях и не знаете ГОСТа на фитинги для труб?
Другой вопрос, что делать с трубопроводами ХГВС бОльших чем ф50 и на что их сменить, коль варить их нельзя. Из чего гнать и проектировать магистрали с учетом хитрого предложения в п.4.6 этого СП.
А пластик оставьте нищим европейцам, которые из него от бедности делают трубы. Ну или на дачу в РФ ставьте россиянам- там ему место. Щитовой домик, пластиковые трубы, туалет "в ведро" в конце участка в домике с сердечком как раз одно другого стоит.
Другой вопрос, что делать с трубопроводами ХГВС бОльших чем ф50 и на что их сменить, коль варить их нельзя.
Есть и ГОСТ и все собственно,но это серьезно мало и просто даже и .. даже для одного Питера мало. Да и в монтаже это все .. вобщем стоит самому закрутить резьбу на ф80 или ф100 и сразу с полпинка понятно, что не тема это на такие диаметры крутить резьбу, к тому же в построечных условиях.
Так ведь и переход на пластмасски вовсе не прогресс тут получится, а откат назад в надежности. И монтажники будут за пластик,но. для обеспечения себя стабильной работой, а не для создания надежных систем трубопроводов.
Хитрый лис, вы очень сильно уж в простодушное заблуждение не вводите народ. Вы не в курса как резьбы можно нарезать в построечных условиях и не знаете ГОСТа на фитинги для труб?
Другой вопрос, что делать с трубопроводами ХГВС бОльших чем ф50 и на что их сменить, коль варить их нельзя. Из чего гнать и проектировать магистрали с учетом хитрого предложения в п.4.6 этого СП.
Да в курсе я что клуппом нарезают резьбу. И ГОСТовские фитинги я не только в картинках видел но и видел вживую, валяются у нас на складе в углу. Не знал куда их применить. Ведь дело не в том что я не знаю ГОСТ или фитинги, я знаю что любое разъемное соединение это потенциальное место протечки. Где-то мало льна намогали, где-то не дотянули, где-то наоборот перетянули и фитинг лопнул. Сварка она понадежнее будет хоть и тоже может побежать. И бежит. Но меньше. Но это же не у меня должна голова болеть, а у мастера, который таких монтажников нанимает.
А самодельные резьбы. тут заводские то приходят с кривой резьбой. Что говорить про самодельные.
это серьезно мало
и в монтаже это все .. вобщем стоит самому закрутить резьбу на ф80 или ф100 и сразу с полпинка понятно, что не тема это на такие диаметры крутить резьбу, к тому же в построечных условиях.
Будут востребованы - станет много, это быстро решаемо. Не Бог весть какое сложное изделие.
А вот крутить - эт да. но где альтернатива? Есть еще импортные хомуты безрезьбовые
любое разъемное соединение это потенциальное место протечки. Где-то мало льна намогали, где-то не дотянули, где-то наоборот перетянули и фитинг лопнул. Сварка она понадежнее будет хоть и тоже может побежать. И бежит. Но меньше. Но это же не у меня должна голова болеть, а у мастера, который таких монтажников нанимает.
А самодельные резьбы. тут заводские то приходят с кривой резьбой. Что говорить про самодельные.
Вот бы такие трубы, чтоб сами срастались, да без сварки, резьбы и фитингов. а то у нас руки кривые, мы и резьбу накрутить не можем, и трубы содинить, и варим отвратительно. эт же не у нас голова должна болеть, а у мастера, зачем он нас таких убогих то нанял?
Вопрос проект выполнен в прошлом году, штамп в производство 2012 года.
В проекте ссылка на монтаж по старому СНиП
Монтажники производят работы в феврале 2013 года - работать должны по: СП 73.13330.2012 или СНиП 3.05.01-85?
Будут востребованы - станет много, это быстро решаемо. Не Бог весть какое сложное изделие.
А вот крутить - эт да. но где альтернатива?
Проще было предложить и ф более 50 мм. варить в стаканчик.
А это "быстро решаемо" весьма не быстро по объемам массового строительства. Завтра нужно три вагона их, и куда идти или менять сроки монтажа и инвестконтрактов или плана ввода жилья? Где взять санкабины с нетрубами по ГОСТ 3262 именно завтра, там кран стоит и завтра надо этаж сделать в секции, а послезавтра еще один, где кабины?
Наверное стаканчик для больших диаметров - разумный компромисс.
Что же до постепенности, так все СП не есть обязательные, обязательность вводится попунктно и отдельным документом. Вот там и должно это всё учитываться с разумными сроками на переход
Читайте также: