Манипуляции электродом при ручной дуговой сварке
Чтобы получить сварочный шов высокого качества, рекомендуется проводить работу короткой дугой.
Если подносить электрод под углом 90 градусов к месту соединения, тогда, расплавляясь, он хорошо растекается и равномерно заполняет всю сварочную ванну.
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Чтобы достичь высокой прочности соединения, необходимо проводить всю сварку с одной скоростью и поддерживать одинаковый угол наклона. Тогда присадочный материал равномерно заполнит все необходимые пустоты, что обеспечит высокое качество шва.
Однако бывают случаи, когда изменение наклона необходимо. Примером может быть сварка труб.
В процессе сварки не нужно сильно напрягаться, не стоит сильно сжимать ручку держателя, движения должны быть свободными.
В финале работы для предотвращения образования кратера нужно приподнять конец электрода.
Способы ведения электрода
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
Угол наклона электрода
Работу можно проводить, держа электрод под разными углами. На подбор угла наклона оказывает воздействие множество факторов: толщина соединяемых деталей, вид металл, положение конструкции в пространстве. Выделяют три основных метода ведения электрода.
Углом вперёд
При данном методе электрод располагается под углом от 30 до 60 градусов. Удаётся прикрыть сварочную ванну от попадания вредных газов, но при этом образуется значительное количество шлака. Если он попадает впереди шва, то его можно вытеснить расплавленным металлом.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Применяется данный способ, если необходимо обеспечить разогрев небольшой глубины основного материала для образования вертикального шва на швеллере, для проварки корневого шва толстых металлических заготовок.
Углом назад
Главным отличием от предыдущего метода является то, что электрод наклоняется в другую сторону. При таком способе шлак сразу выталкивается из сварочной ванны назад. Он должен следовать за электродом, накрывая собой расплавленный металл, чтобы тот равномерно остывал.
Данный метод используется для провара корневого шва толстых металлических изделий при сваривании угловых соединений труб.
Под прямым углом (90 градусов)
Сваривать соединения таким способом очень трудно, процесс требует определённых навыков от сварщика.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
Какой бы угол наклона ни был выбран, необходимо соблюдать баланс положения шлака в сварочной ванне. Он не должен сильно отставать от электрода, но и не должен скапливаться впереди в большом количестве.
Расстояние между электродом и свариваемой деталью
Важным параметром является то, на каком расстоянии находится электрод, так как это отразится на качестве полученного шва, его размерах и форме, а также шероховатости.
Электрическая дуга может быть:
- очень короткая;
- короткая;
- средняя;
- длинная.
Идеальная длина сварочной дуги 2-3 мм.
Работать электродом на очень малом расстоянии рекомендуется для сваривания корневых швов толстых заготовок. При этом нет необходимости проводить поперечные колебательные движения. Устанавливается средняя или максимальная сила тока.
Дуга является короткой, если расстояние до свариваемого участка составляет половину от диаметра используемого электрода. При работе на такой дистанции увеличивается глубина проплавления заготовок, а ширина шва уменьшается. Короткую дугу активно применяют для вертикальной сварки.
Длина средней дуги равняется толщине используемого электрода. В этом случае возрастает напряжение, и существенно расширяется шов.
Длинная дуга составляет 150% от диаметра выбранного электрода. Проводить работу на таком расстоянии нежелательно, так как шов получается значительно шире, сокращается глубина проплавления, возникает разбрызгивание раскалённого металла.
Манипулирование электродом
В процессе сварки электрод постоянно находится в движении. Сварщик сообщает ему следующие движения (рис. 26):
1 – поступательное по оси электрода в сторону сварочной ванны (вследствие расплавления электрода), при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
2 – перемещение вдоль линии свариваемого шва; скорость этого движения (скорость сварки) устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
3 – перемещение электрода поперек шва для получения так называемого уширенного валика – шва шире, чем ниточный сварной валик, получаемый при прямолинейном движении. Этими движениями за один проход получают шов шириной до четырех диаметров электрода.
Манипулирование электродом позволяет управлять жидким шлаком и металлом шва, что необходимо для получения качественного сварного соединения, а также для формирования валика определенной формы и ширины. Движения следует выполнять плавно, без резких колебаний. При поперечных колебаниях электрода необходимо выбрать такую ширину валика, чтобы сварочная ванна была в жидком состоянии по всей своей ширине. Причем если ток мал, то металл не прогреется должным образом и сварочная ванна будет «бегать» за электродом. Если тока много, то основной металл будет слишком горячим, дуга будет прожигать металл, отталкивая его назад. Когда ток нормальный, ванна растекается по поверхности, ее внешние края тонкие. И вот тогда-то движением электрода можно расширять и передвигать ванну.
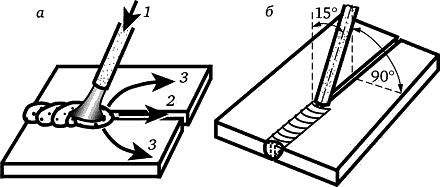
Рис. 26. Перемещения электрода при сварке:
а – направления движения; б – угол наклона в горизонтальной и вертикальной плоскости
Сварной шов, образованный в результате двух движений торца электрода – поступательного и вдоль линии шва, называют ниточным. Его ширина при оптимальной скорости сварки составляет (0,8–1,5)dэ. Ниточным швом заполняют корень шва при многослойной сварке, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя. При этом положение электрода может быть углом вперед, углом назад и под прямым углом, о чем говорилось выше.
Кроме движений вдоль и вглубь шва, перемещать электрод приходится чаще всего и поперек шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида этих поперечных колебаний, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 27). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл.
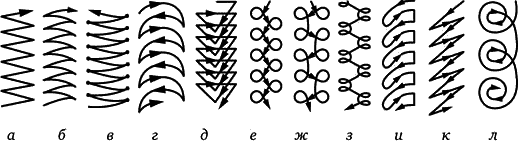
Рис. 27. Основные виды траекторий поперечных движений рабочего конца электрода при слабом (а – б), усиленном (в – з) прогреве свариваемых кромок; усиленном прогреве одной кромки (и – к); прогреве корня шва (л)
Зигзагообразные прямые движения по ломаной линии, или «лесенку» (рис. 27, а, к), чаще всего применяют в нижнем, вертикальном и потолочном положениях для получения наплавочных валиков при сварке встык без скоса кромок. Чтобы не произошло прогара, смотрите на верхний край сварочной ванны каждый раз, когда меняете направление.
Движения дугой вперед (рис. 27, б) применяют в вертикальном и потолочном положениях для стыковых швов со скосом кромок, а также для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметром до 4 миллиметров.
Такие же движения, но дугой назад используются для сварки в нижнем положении, а также для вертикальных и потолочных швов с выпуклой наружной поверхностью. При необходимости усилить прогрев свариваемых кромок на краях зигзагов электрод слегка придерживают (рис. 27, в).
Движения треугольником (рис. 27, д) применяют для угловых швов с катетом более 6 мм и стыковых швов со скосом кромок в любом пространственном положении. Дает хороший провар корня шва. Для сварки толстостенных конструкций с гарантированным проплавлением корневого участка в корне шва электрод задерживают.
Петлеобразные и круговые движения (рис. 27, е – и, л) используют для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей. Электрод задерживают на краях, чтобы не было прожога в центре шва или вытекания металла при сварке вертикальных швов. Во время круговых движений при поперечном перемещении электрода смотрите поверх «мостика» – границы ванны и шлака, потом на другую сторону и распределяйте ванну по кругу.
Нужно понимать, что расплавленная ванна следует за теплом. Когда вы передвигаете электрод вдоль линии сварки, присадочный металл электрода движется позади. Если металла вокруг недостаточно, вы оставляете подрезы. Подрез это пустое место – канавка на краю шва ниже уровня металла (см. рис. 16, в). Чтобы избежать этого, надо контролировать границы ванны, утончая ее на поверхности.
Манипулировать ванной позволяет сила сварочной дуги. Когда электрод стоит вертикально, дуга давит на ванну вниз. Это приводит к глубокому проплавлению основного металла и равномерно распространяет ванну вокруг кратера. Наклоняя электрод, мы отталкиваем ванну, а шов начнет подниматься – всплывать (рис. 28, а). Чем ближе к перпендикуляру по отношению к поверхности металла расположен электрод, тем менее выпуклым будет шов. Чем больше мы его наклоняем, тем шов выпуклее (рис. 28, б).
Но здесь следует быть осторожным – если наклон слишком велик, дуга будет давить в направлении шва, делая ванну трудноуправляемой. Поэтому используют разные углы наклона электрода.
В табл. 16 приведены рекомендуемые ширины валика в зависимости от положения сварки в пространстве, при которых возможно поддержание шва в жидком состоянии по всей ширине валика. Ширина валика от минимального до среднего диапазона (1–2 диаметра электрода) может быть получена без колебательных движений, за счет скорости продвижения электрода, длины дуги и силы сварочного тока. Ширина валика более двух диаметров электрода обеспечивается манипулированием электрода. Среднее значение ширины (два диаметра электрода) позволяет вести сварку в обоих случаях.
Рис. 28. Манипулирование сварочной ванной с помощью силы дуги:
а – глубокое проплавление металла; б – «всплывание шва»
При сварке углеродистых сталей используется весь рекомендуемый диапазон ширины.
Начинать сварку лучше всего при наклоне электрода от 45 до 90°. С таким углом работать удобнее, хорошо видна сварочная ванна.
Ручную дуговую сварку (наплавку) покрытыми электродами со стержнями из сталей аустенитного класса следует выполнять узкими валиками шириной не более трех диаметров применяемых электродов.
В процессе сварки электрод постоянно находится в движении. Сварщик сообщает ему следующие движения (рис. 6.14):
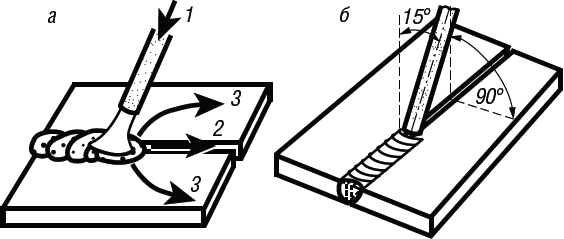
Рис. 6.14.
Перемещения электрода при сварке:
а – направления движения; б – угол наклона в горизонтальной и вертикальной плоскости
Кроме движений вдоль и вглубь шва, перемещать электрод приходится чаще всего и поперек шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида этих поперечных колебаний, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 6.15). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл.
Зигзагообразные прямые движения по ломаной линии, или «лесенку» (рис. 6.15, а, к), чаще всего применяют в нижнем, вертикальном и потолочном положениях для получения наплавочных валиков при сварке встык без скоса кромок. Чтобы не произошло прогара, смотрите на верхний край сварочной ванны каждый раз, когда меняете направление.
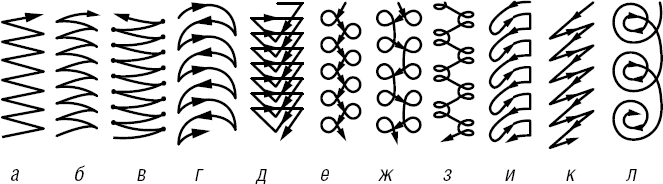
Рис. 6.15.
Основные виды траекторий поперечных движений рабочего конца электрода при слабом (а – б), усиленном (в – з) прогреве свариваемых кромок; усиленном прогреве одной кромки (и – к); прогреве корня шва (л)
Движения дугой вперед (рис. 6.15, б) применяют в вертикальном и потолочном положениях для стыковых швов со скосом кромок, а также для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметром до 4 мм.
Такие же движения, но дугой назад используются для сварки в нижнем положении, а также для вертикальных и потолочных швов с выпуклой наружной поверхностью. При необходимости усилить прогрев свариваемых кромок на краях зигзагов электрод слегка придерживают (рис. 6.15, в).
Движения треугольником (рис. 6.15, д) применяют для угловых швов с катетом более 6 мм и стыковых швов со скосом кромок в любом пространственном положении. Дает хороший провар корня шва. Для сварки толстостенных конструкций с гарантированным проплавлением корневого участка в корне шва электрод задерживают.
Петлеобразные и круговые движения (рис. 6.15, е – и, л) используют для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей. Электрод задерживают на краях, чтобы не было прожога в центре шва или вытекания металла при сварке вертикальных швов. Во время круговых движений при поперечном перемещении электрода смотрите поверх «мостика» – границы ванны и шлака, потом на другую сторону и распределяйте ванну по кругу.
Нужно понимать, что расплавленная ванна следует за теплом. Когда вы передвигаете электрод вдоль линии сварки, присадочный металл электрода движется позади. Если металла вокруг недостаточно, вы оставляете подрезы. Подрез – это канавка на краю шва ниже уровня металла (см. рис. 6.8, в). Чтобы избежать этого, надо контролировать границы ванны, утончая ее на поверхности.
Манипулировать ванной позволяет сила сварочной дуги. Когда электрод стоит вертикально, дуга давит на ванну вниз. Это приводит к глубокому проплавлению основного металла и равномерно распространяет ванну вокруг кратера. Наклоняя электрод, мы отталкиваем ванну, а шов начнет подниматься – всплывать (рис. 6.16, а). Чем ближе к перпендикуляру по отношению к поверхности металла расположен электрод, тем менее выпуклым будет шов. Чем больше мы его наклоняем, тем шов выпуклее (рис. 6.16, б).
Рис. 6.16.
Манипулирование сварочной ванной с помощью силы дуги:
а – глубокое проплавление металла; б – «всплывание шва»
Ширина валика от минимального до среднего диапазона (1–2 диаметра электрода) может быть получена без колебательных движений, за счет скорости продвижения электрода, длины дуги и силы сварочного тока. Ширина валика более двух диаметров электрода обеспечивается манипулированием электрода. Среднее значение ширины (два диаметра электрода) позволяет вести сварку в обоих случаях.
Читайте также: