Лучшие стали для сварки
Самое простое. Сталь конструкционная по ГОСТ1050 с содержанием С не более 0,3 % и Mn около 2% Марганец при высоком содержании углерода образует износоустойчивую сталь. Углерод ухудшает свариваемость. Выбор золотой середины на Ваше усмотрение.
В принципе – да. Свариваемость в первую очередь зависит от количества углерода, но если более “глубже копнуть”, то не только от него …
И еще ГОСТ 1050-88 Прокат углеродистой качественной конструкционной стали – все-таки не для сварных конструкций…
И еще ГОСТ 1050-88 Прокат углеродистой качественной конструкционной стали – все-таки не для сварных конструкций…
Конструктор, инженер-механик на пенсии
Судя по "ветру" не из русского языка. И причем здесь машиностроительные справочники.
Извините, я не понял вашего вопроса.
Да нет в принципе, ничего особенного, просто меня всегда умиляли фразы в технической литературе например типа "греть, но не перегреть", размерность этого "не перегреть" фик его знает, в твоей табличке "при отсутствии ветра" вообще безветрие, 5 м/мин. какой показатель можешь сказать? В цехе это просто закрыл ворота и никакого ветру, это может беспокоить только тех кто на улице работает, например строителей, хотя вряд ли онЕ с этими сталями работают.
Просмотрел немного своей литературы по сварке и нигде такого не нашел, ни в четырех томнике Николаева, ни у Макарова. только в одной книге встретил "Справочник молодого электросварщика"
| Детали из предполагаемой стали будут иметь постоянный контакт с абразивным материаллом. Спасибо. |
А конкретно что за детали и в какой среде. При контакте с абразивным материалом больше важна износостойкость а не прочность.
Наш технолог по сварке говорит что в принципе можно сварить практически всё. Только допустим для конструкционных сталей нужны особые условия, да и прочность таких соеденений будет меньше.
При выборе стали будет не лишним узнать, есть ли такая сталь в наличии в окрестности предполагаемого производства
А вот интересно, из каких сплавов делают каркасы военных кораблей? Наверное, там что-то сверхпрочное. Железо-то, интересно, есть вообще в тех сплавах, или это прошлый век?
ухтыблин!
Глянул в марочник сталей и сплавов Зубченко - не нашел что-то там 40ХСНД. Гугл про эту сталь говорит скупо и все не по делу.
Что за сталь такая? Скока у неё предел текучести?
Это секретная информация))) У меня друг кузнецом работал, делал под заказ разные ножики и прочие сувениры, все искал где такую сталь купить))Так и не нашел
Прежде, чем выбирать материал вообще не худо бы иметь представление о конструкции. Что в данном случае важнее -прочность сварного шва (если конструкция нагруженна) или износостойкость деталей (если нагрузки малы). Отсюда и надо плясать в выборе материала.
40кгС/ с мм2 Offtop: (лучше стреляй из своего parabellum762 это ДСП и изучай технологию металлов) 10ХСНД-40
У нас (в металлургии) стараются эти две вещи (износоустойчивость и прочность) разделить. Каркас из конструкционной стали и футеровка из стали с высоким содержанием марганца. И варить не надо то, что варится плохо и поменять при износе не проблема.
не худо бы иметь представление о конструкции. Что в данном случае важнее -прочность сварного шва (если конструкция нагруженна) или износостойкость деталей (если нагрузки малы).
я так-то строитель. Стойкость к истиранию меня мало интересует. Меня интересует конструкционный материал для пространственных жестких рам: прочный на изгиб, на растяжение, на сдвиг.
У нас в строительстве все решает цена. Что дешевле - из того и строят. Поэтому все практически строительные конструкции выполняются из Ст3, ну или 09Г2С. Исключения редки. Но даже в редких исключительных случаях сталь с пределом текучести выше 4 с чем-то сотен H/мм2 не применяется.
А мне вот стало интересно - сколько вообще бывает-то?
Боевые корабли, подумал я, должны делают из металла исключительной прочности. Потому что цена в этом случае - фактор малозначащий, верно?
Вот в авиации применяют титановые сплавы. Но тут понятно - тут самое большое значение имеет вес. А на флоте, наверное, должны применять металлы с максимальной прочностью.
все-то у нас везде секретное. Документацию пиндосам продавать - у нас секретов нет. А, блин, справочные данные по металлам у нас все секретные.
Свариваемость стали при газовой сварке
Свариваемость способность металлов образовывать при установленной технологии сварки сварное соединение, металл шва которого имел бы механические свойства, близкие к основному металлу.
При определении понятия свариваемости различают металлургическую и технологическую свариваемость.
Металлургическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых деталей, в результате которых образуется неразъемное сварное соединение. На границе соприкосновения соединяемых деталей происходят физико-химические процессы, протекание которых определяется свойствами соединяемых металлов. Однородные металлы (одного химического состава) обладают одинаковой металлургической свариваемостью. Сварка разнородных металлов может не произойти, так как свойства таких металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают металлургической свариваемостью.
Под технологической свариваемостью понимается возможность получения сварного соединения, определяемого видом сварки. При различных видах сварки происходит окисление компонентов сплавов. В стали, например, выгорает углерод, кремний, марганец, окисляется железо. В связи с этим в определение технологической свариваемости входит определение химического состава, структуры и свойств металла шва в зависимости от вида сварки, оценка структуры и механических свойств околошовной зоны, склонности стали к образованию трещин, оценка получаемого при сварке сварного соединения. Технологическая свариваемость устанавливает оптимальные режимы и способы сварки, технологическую последовательность выполнения сварочных работ, обеспечивающие получение требуемого сварного соединения.
На свариваемость оказывают влияние углерод и легирующие элементы, входящие в состав стали. О свариваемости стали известного химического состава судят по эквивалентному содержанию углерода.
По свариваемости стали подразделяют на четыре группы:
- 1-я - хорошо сваривающиеся;
- 2-я - удовлетворительно;
- 3-я-ограниченно;
- 4-я - плохо сваривающиеся.
К 1-й группе относятся стали, у которых Сэкв не более 0,25%. Эти стали при обычных видах сварки не дают трещин. Эти стали сваривают без подогрева и после сварки не требуется последующей термообработки, получаются сварные соединения высокого качества.
К 2-й группе относятся стали, у которых Сэкв находится в пределах 0,2-0,35%. Для получения сварных соединений с хорошим качеством требуется строгое соблюдение режимов сварки, применение специального присадочного металла, особо тщательной очистки свариваемых кромок и нормальные температурные условия, а в некоторых случаях предварительный подогрев до 100-150°С с последующей термообработкой.
К 3-й группе относятся стали, у которых Сэкв в пределах 0,35-0,45%. К этой группе относятся стали, которые в обычных условиях сварки склонны к образованию трещин. Эти стали сваривают с предварительным подогревом до 250- 400°С с последующим отпуском.
К 4-й группе сталей относятся стали, у которых Сэкв более 0,45%. Такие стали трудно поддаются сварке и склонны к образованию трещин.
Горячие трещины возникают в процессе кристаллизации металла шва, это микро- и макроскопические трещины, проходящие, как правило, по границам кристаллов, а потому вызывающие межкристаллическое разрушение. Причинами образования горячих трещин являются неправильное жесткое закрепление свариваемых деталей и повышенное содержание в металле шва S, С, Si и Ni. Для уменьшения опасности образования горячих трещин необходимо применять сварочные материалы с повышенным содержанием Mn и минимальным количеством S и С, вводить в металл шва модифицирующие элементы (Ti, Аl, Сu), сваривать с предварительным подогревом и последующей термообработкой.
Для определения стойкости металла шва против образования горячих трещин проводится технологическая проба на свариваемость. Образец для испытания представляет собой пластину размерами 200x400 мм, имеющую четыре отверстия диаметром d с треугольным надрезом глубиной 2,5 мм на всю толщину пластины. Пластину двумя поперечными швами приваривают к швеллеру № 20. На пластину наплавляют продольный валик. Готовый образец замораживают углекислотой, после чего подвергают удару пятикилограммовым копром.
Холодные трещины образуются при температурах ниже 300°С в результате возникновения в сварных соединениях значительных внутренних напряжений. Холодные трещины проявляются после окончания сварки.
В закаливающихся сталях образование холодных трещин вызывается влиянием водорода, поступающего из металла в околошовную зону. Для предупреждения образования холодных трещин рекомендуется применять сварочные материалы с минимальным содержанием фосфора, сваривать на оптимальных режимах, шов после сварки проковать.
Для определения стойкости металла против образования холодных трещин используется технологическая проба на свариваемость. Для этого в середине пластины из испытуемой стали делают выточки диаметром 80 мм так, чтобы металл в месте выточки имел толщину 2, 4 и 6 мм. На пластину в центре выточки наплавляют валик, в процессе наплавки нижнюю поверхность пластины охлаждают проточной водой или воздухом.
Высококвалифицированные сварщики применяют пламя большой мощности, наконечник выбирают из расчета расхода ацетилена 150-200 дм 3 /ч на 1 мм толщины свариваемого металла, используя при этом присадочную проволоку большего диаметра; пламя горелки должно быть нормальным. Производительность сварки при этом повышается. Для неответственных конструкций в качестве присадки применяют сварочную проволоку Св-08 и Св-08А. При сварке этими проволоками часть компонентов, таких, как С, Si и Мn, выгорают, а металл шва приобретает крупнозернистую структуру. Предел прочности такого соединения ниже предела прочности основного металла.
Для получения равнопрочного с основным металлом соединения при сварке ответственных конструкций необходимо применять кремнемарганцовистую сварочную проволоку Св-08Г, Св-08ГА, Св-ЮГА или Св-14ГС. Во время сварки необходимо следить за тем, чтобы кромки свариваемого металла и конец присадочной проволоки расплавлялись одновременно. Конец присадочной проволоки должен быть погружен в ванночку расплавленного металла. Нельзя допускать, чтобы капли расплавленного металла попадали на нерасплавленные кромки основного металла, так как это приводит к непровару, что снижает механические характеристики соединения.
Группы свариваемости сталей
Свариваемость стали - характеристика, указывающая на возможность сварки металла с удовлетворительными механическими свойствами без образования трещин. Разделяют четыре группы свариваемости сталей:
- хорошая свариваемость
- удовлетворительная свариваемость
- ограниченная свариваемость
- плохая свариваемость
Как правило стали с низким содержание углерода обладают хорошей свариваемостью, с высоким содержанием углерода ограниченной или плохой.
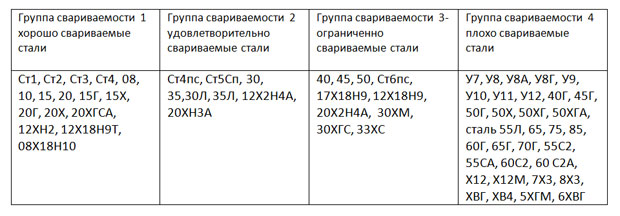
Группа свариваемости 1 - хорошо свариваемые стали
Стали, относящиеся к 1 группе могут быть сварены без подогрева и без обязательной последующей термообработки, она применяется только в том случае, если необходимо снять внутренние напряжения металла после сварки.
К хорошо свариваемым относят стали Ст1, Ст2, Ст3, Ст4, сталь 08, 10, 15, 20, стали 15Г, 15Х, 20Г, 20Х, 20ХГСА, 12ХН2, 12Х18Н9Т, 08Х18Н10 и многие другие малоуглеродистые марки сталей.
Группа свариваемости 2 - удовлетворительно свариваемые стали
Стали, которые относят ко 2 группе при сварке в нормальных условиях не склонны к образованию трещин на швах, а также стали которые нуждаются в предварительном подогреве и последующей термообработке для достижения удовлетворительных свойств сварного шва.
К сталям второй группы относят Ст4пс, Ст5Сп, сталь 30, 35,30Л, 35Л, 12Х2Н4А, 20ХН3А.
Группа свариваемости 3 - ограниченно свариваемые стали
Стали 3 группы склонны к образованию трещин на швах. Для предотвращения образования трещин стали 3 группы нагревают, а после сварки термообрабатывают.
К группе с ограниченной свариваемостью относят стали 40, 45, 50 Ст6пс, 17Х18Н9, 12Х18Н9, 20Х2Н4А 30ХМ, 30ХГС, 33ХС.
Группа свариваемости 4 - плохо свариваемые стали
Стали 4 группы свариваются трудно, на швах часто образуются трещины, их необходимо подогревать перед сваркой так в ее процессе. После сварки также требуется термообработка.
К 4 группе относят инструментальные нелегированные стали У7, У8, У8А, У8Г, У9, У10, У11, У12, 40Г, легированная конструкционная сталь 45Г, 50Г, 50Х, 50ХГ, 50ХГА, сталь 55Л, 65, 75, 85, 60Г, 65Г, 70Г, 55С2, 55СА, 60С2, 60 С2А, Х12, Х12М, 7Х3, 8Х3, ХВГ, ХВ4, 5ХГМ, 6ХВГ.
Таблица свариваемости сталей.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки - подвергнуть термообработке.
Свариваемость сталей
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.

Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.

К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.

В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.

Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.

Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.

Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Все, что нужно знать о свариваемости сталей
Свариваемость сталей — показатель, влияющий на их способность к соединению при помощи образования шва специальными аппаратами. Все сплавы делятся на группы — у вариантов с маркировкой 20 и 35 они будут разными. Разобраться в том, какие стали обладают высокой свариваемостью, понять, улучшается ли она при высоком содержании углерода, поможет подробный обзор.


Что это такое?
Свариваемость сталей — это свойство металлов и сплавов, позволяющее обеспечивать их соединение без потери качества. Некоторые из них сохраняют свои характеристики. Другие снижают или улучшают имеющиеся показатели. На свариваемость может влиять наличие легирующих компонентов. Среди других факторов можно выделить:
- наличие и количество загрязняющих примесей;
- условия, в которых выполняется сварка;
- толщину заготовки;
- процентное соотношение углерода с другими компонентами.
Режим, при котором осуществляется сварка, тоже имеет значение. Некоторые сплавы можно соединить только конкретным способом. Имеет значение и квалификация специалиста, выполняющего работу.


Группы сталей по свариваемости
Оценка свариваемости стали регламентируется требованиями ГОСТ 2601. Разные виды и марки сплавов имеют свои особенности. Некоторые из них обладают высокой свариваемостью. У других она намного хуже. Разобраться в принадлежности сталей к определенным группам поможет обзор классификации.


Хорошая
К этой группе относятся стали с содержанием углерода в пределах 0,25%. Подходит любой режим сварки, отсутствуют ограничения по плотности и размерам детали, температурному режиму. Сплавы могут быть углеродистыми или легированными другими компонентами. К группе с хорошей свариваемостью относят марки сталей:
А также в эту группу включены сплавы 10ХСНД, 15ХСНД, 10ГСНД и другие легированные марки.
Удовлетворительная
Сварка сталей с такими показателями проводится исключительно в благоприятных для этого условиях. Важно, чтобы была безветренная погода, допускается температура окружающей среды от +5 градусов по Цельсию. Содержание углерода в таких сталях варьируется от 0,25 до 0,35%. Есть и ограничения по толщине заготовки — до 20 мм.
Среди углеродистых сталей к этой группе относят марки 30 и 35, а также ВСт5. Легированные разновидности:
Ограниченно свариваемые
К этой группе относят стали с повышенным до 0,35-0,45% содержанием углерода. Для их соединения подходят не все режимы, их перечень строго регламентируется. Обязательно используется предварительный или сопутствующий прогрев детали до +250 градусов по Цельсию.
К группе ограниченно свариваемых сталей относят их углеродистые разновидности 40 и 45, а также марку ВСт6. Перечень легированных гораздо шире. Сюда входят марки:
- 35Г, 40Г, 45Г;
- 35Х, 40Х, 45Х;
- 40Г2;
- 20Х2Н4МА;
- 40ХМФА;
- 35ХМ;
- 30ХГСА.


Плохо свариваемые
Такие сплавы отличаются содержанием углерода более 0,45%. Их сваривают в строго определенных режимах, с обязательным нагревом. Производится постобработка изделий. Соединению они поддаются слабо. Среди углеродистых сталей к этой группе относятся марки:
Среди легированных сплавов плохой свариваемостью отличаются 50Г, 50Ч, 6ХС, 45ХН3МФА.
От чего зависит?
Определение свариваемости углеродистой или легированной стали строится на основании точного расчета. Исследуется не только химический состав сплава. Рассчитать и определить показатели свариваемости помогает использование специальной формулы.



Легирующие примеси
Если в углеродистых сталях количество примесей минимально, влияние элементов, используемых для их легирования, всегда более значительно. Абсолютно во всех сталях содержатся так называемые загрязняющие компоненты. Сюда входит сера, в концентрации до 0,06% не влияющая на свариваемость металла, но при превышении этого показателя приводящая к горячему растрескиванию. Фосфор в объеме свыше 0,08% приводит к образованию аналогичного дефекта в холодном состоянии.
Среди легирующих примесей влияние на свариваемость сталей оказывают следующие компоненты.
- Медь. Медь в составе положительно влияет на способность металла к образованию сварного соединения. Такая добавка обеспечивает упрочняющее действие, способствует улучшению вязкости, пластичности сплава, его коррозионной стойкости.
- Азот. С его помощью понижается температура сварочной ванны. В металле под таким влиянием активно вырабатываются соединения нитрида железа, делающие сплав тверже. Одновременно с этим снижается способность материала к сварке.
- Титан, Ниобий. Включение в состав стали титана и ниобия помогает добиться улучшения свариваемости заготовок, уменьшает негативное влияние других легирующих добавок.
- Вольфрам. Этот металл обладает способностью к сильному окислению. Свариваемость сталей с такой добавкой ухудшается.
- Никель. Наличие никеля в сплавах благотворно влияет на их пластичность, прочностные характеристики. Доля этого компонента варьируется от 5 до 35%.
- Хром. Содержание хрома в объеме до 0,25% не ухудшает свариваемость стали, но по достижении показателя в 1,1% влияние уже считается негативным. Понижается химическая стойкость сплава, в нем появляются тугоплавкие окислы, а области с повышенным содержанием карбидов становятся неустойчивыми к коррозии.
- Молибден. Его включают для повышения пластичности металла, используют как укрепляющую добавку. При этом молибден может негативно влиять на качество самого сварного шва, увеличивать риски образования дефектов в нем.
- Кремний. Он не является обязательным компонентом, но служит хорошим раскислителем. Чем меньше содержание этой добавки, тем выше качество сварки. При достижении концентрации до 1,5% кремний приводит к интенсивному образованию тугоплавких окислов, а вместе с ними и шлака.
- Марганец. В объеме до 1% негативного влияния на свариваемость металла не возникает. В более высокой концентрации марганец способен вызывать растрескивание материала, способствует формированию зон термического влияния.
- Ванадий. Этот компонент благотворно влияет на общие характеристики сплава, способствует улучшению его пластичности и вязкости. Влияет ванадий и на прокаливаемость стали.
Чем меньшее количество легирующих компонентов входит в сплав, тем легче удается спрогнозировать его способности к соединению путем образования сварного шва.


Содержание углерода
При пониженном содержании углерода свариваемость сталей улучшается, его рост приводит к возникновению сложностей с формированием шва. Влияет количество этого компонента и на другие параметры сплава. Существует формула, рассчитывающая эквивалент содержания углерода, включающая все легирующие компоненты. С ее помощью можно предварительно оценить свариваемость сплава. Условный пример такой формулы выглядит как: эквивалентное C (Сэкв) =C (углерод) + (Mn/6) + ((Cr+Mo+V) /5+ (Ni+Cu) /15).
Пропорции легирующих компонентов могут меняться, но величины, используемые при делении, постоянны. Содержание углерода напрямую влияет на то, насколько пластичным будет металл. Чем большее количество углерода входит в сплав, тем хуже он поддается сварке. Обусловлено это влиянием процесса окисления, вызывающего интенсивное образование газовых пор. Соединительный шов получается непрочным, быстро разрушается.



Обработка
Влияние свариваемости стали на возможности ее последующей обработки также значительно. У сплавов с плохой податливостью к образованию шва способность к ней минимальна. При механическом контакте в свариваемой области могут образовываться трещины. Такие материалы не годятся для использования на ответственных участках, под интенсивными нагрузками. Ограниченно свариваемые стали с трудом поддаются обработке.
Эта группа материалов требует тщательного подбора оборудования, заметно ограничивает выбор способов воздействия. Сам процесс требует использования подходящей среды, высокого мастерства специалиста.
Удовлетворительно и хорошо свариваемые стали не боятся термической обработки. Они хорошо соединяются без предварительного нагрева. Последующее механическое воздействие на шов не разрушает его, сохраняет обрабатываемую область без трещин и других повреждений.
Читайте также: