Кпд инверторного сварочного аппарата
Сварочный аппарат - верный помощник настоящего хозяйственного мужчины, в умелых руках он способен выполнить множество задач. И для дома и для производственных нужд следует выбрать сварочный аппарат инвертор вместо привычных, но безнадежно устаревших трансформаторных моделей.
Выбрав сварочный инвертор, пользователь забудет о прилипании электрода к изделию, его электросеть не будут сотрясать импульсы от нагрузки, так свойственные трансформаторным моделям. Само энергопотребление инверторных сварочных аппаратов значительно ниже – и это при гораздо большей выходной мощности!
Ниже представленный материал обоснует, почему при покупке инверторного сварочного источника – работа сварщика станет быстрее, качественнее и безопаснее, а также поможет определиться какой следует выбрать инвертор для своих нужд. Начнем!
К достоинствам сварочников инверторного типа следует отнести:
- Стабильность сварочного тока при колебаниях сетевого напряжения (обеспечивается самой технологией изготовления);
- Несколько систем встроенной защиты – по токовым перегрузкам, по максимальным колебаниям напряжения, термозащита от перегрева, отключение при долгой эксплуатации в предельно допустимом режиме и т.д.;
- Возможность плавной регулировки сварочного тока во всем диапазоне рабочих режимов;
- Легкое возбуждение дуги, горение стабильное и устойчивое – не только при колебаниях подающего напряжения, но и в случае порывов ветра, а также случайных резких движений сварщика;
- Ровные швы в любой пространственной ориентации, минимум разбрызгивания;
- Универсальность. Большинство моделей сварочных аппаратов инверторного типа могут работать по самым разным металлам, от конструкционных сталей до цветных ограниченно свариваемых сплавов – на любом из допустимых для использования материалов они обеспечат ручную дуговую сварку высокого качества.
Условия применения
Для правильного выбора сварочного аппарата инверторного типа в зависимости от конкретных условий применения необходимо учесть следующее:
Определиться с питающим напряжением - будет ли оно одно- или трехфазным. Инверторы на 220 вольт можно подключить к стандартной электросети, зато 380-вольтовые значительно мощнее.
Металл какой толщины планируется сваривать (от этого зависит и толщина электрода, и рекомендуемые значения сварочных токов). Для наглядности можно свериться с типовой таблицей этих параметров для инверторных сварочных аппаратов:
Продолжительность включения (ПВ) – важнейшая для сварочных инверторов характеристика. Представляет собой процентный показатель непрерывной работы относительно общего времени использования инвертора. Чем выше ПВ – тем ниже вероятность перегрева аппарата при высоких сварочных токах.
К примеру, ПВ на уровне 80 % означает, что время беспрерывной работы инвертора составит 4 минуты, 1 минута уйдет на паузу для охлаждения (в России типовой полный цикл сварки составляет 5 минут). Высокий показатель ПВ – это возможность практически беспрерывной работы инвертора без ущерба для его технической сохранности. Небольшие паузы в работе позволяют и шов проверить, и электрод заменить, и детали подготовить – за время этих пауз сварочный аппарат инверторного типа успевает эффективно остыть, и его можно использовать под нагрузкой весь рабочий день. Таким образом, высокий процент ПВ говорит как о высокой надежности, так и о хорошем КПД инверторного сварочного аппарата.
Обеспечить себя на будущее запасом мощности – ведь заранее никогда не знаешь, какую сварочную работу придется выполнять через год или пять лет. Если есть финансовая возможность – разумнее приобрести аппарат более высокой мощности, с заделом на будущее. Кому захочется покупать новый инвертор для сварки нескольких арматур чуть большего диаметра, чем обычно, верно?
Набор дополнительных функций, которые необходимы пользователю. К ним относятся:
Форсаж дуги (Arc force) – применяется для облегчения сварки и ее лучшего качества при работе по вертикальным швам;
Антистик (Antistick) – отключение сварочного тока при «залипании» электрода на изделии, имеется практически во всех модификациях инверторных сварочных аппаратов;
Горячий старт (Hot start) – импульсное повышение сварочного тока при первом прикосновении электрода к свариваемому изделию. Сварочные инверторы с этой функцией возбуждают дугу значительно легче.
Гарантийный срок обслуживания и наличие в вашем регионе службы сервисной поддержки – важные факторы для выбора конкретной модели сварочного инвертора. У солидных производителей гарантия на поставляемое рядовому потребителю сварочное оборудование – не менее двух лет. Для примера, на модели сварочных инверторов 5-го поколения производителя Сварог, распространяется 5 летняя гарантия при прохождении ТО! Неплохо, верно? Возможность в случае неполадок вызвать квалифицированного специалиста (или самому в сервис съездить) – большой плюс при выборе сварочного инвертора. Также стоит обратить внимание на условия послегарантийного обслуживания и отзывы на тематических форумах (только не явно рекламные!)
Что же выбрать?
Один из существенных факторов для выбора лучшего сварочного аппарата инвертора – это его цена. Ассортимент моделей и производителей на эту разновидность оборудования широк и его стоимость колеблется в весьма значительных пределах. Однако следует помнить – настоящее сварочное качество дешевым не бывает!
Что касается наших рекомендаций, то мы бы посоветовали обратить внимание на инверторы Сварог серии PRO. В частности, Сварог PRO ARC 180 (Z208S) - этого аппарата хватит "за глаза" для всех типов бытовых сварочных работ. Также советуем посмотреть таблицу сравнения различных аппаратов этой серии. В дополнение к высокому качеству и адекватной цене эти аппараты отличает расширенная гарантия на 24 месяца и 5 летняя гарантия при прохождении технического обслуживания в одном из 125 сервисных центров, что само по себе говорит о многом.
Наши специалисты с удовольствием проконсультируют Вас по вопросам выбора сварочных аппаратов и вообще по любым вопросам касающимся как бытовой, так и промышленной сварки. Обращайтесь!
Зависимость КПД сварочного инвертора от характеристик тока
Приведены результаты исследования схемы инверторного сварочного аппарата знакопеременного тока частоты ультразвукового диапазона с целью оценки взаимосвязи его КПД со спектром тока при разных рабочих частотах и скважности импульсов. Показано, что в случае использования IGBT в качестве коммутирующих ключей повышение рабочей частоты выше 30–35 кГц нецелесообразно из-за быстрого нарастания в них потерь, а на выходе аппарата следует устанавливать дроссель с индуктивностью порядка 10 мкГн.
В последние два десятилетия в области сварочного приборостроения четко прослеживается тенденция перехода от громоздких трансформаторно-дроссельных аппаратов переменного и постоянного тока к малогабаритным и эффективным транзисторным инверторным сварочным аппаратам (ИСА). Абсолютное большинство представленных в настоящее время на рынке отечественных и зарубежных ИСА предназначены для осуществления сварки только на постоянном токе. На кафедре радиотехники Мордовского государственного университета ведутся активные работы по созданию приборов нового класса — сварочных инверторов знакопеременного тока частоты ультразвукового диапазона. Результаты разрушающих испытаний нескольких партий образцов, полученных путем сварки на постоянном токе, на переменном токе промышленной частоты и на знакопеременном токе частоты 25 кГц, показали, что в последнем случае прочность соединений повышается на 8–10% [1, 2].
Однако появление ИСА переменного тока частоты 25–50 кГц вызвало и появление новых вопросов, требующих ответа. Одним из таких вопросов является оценка КПД ИСА и связь этого показателя с рабочей частотой тока и его спектром. Дело в том, что ток ИСА имеет форму знакопеременных импульсов, а его стабилизация и регулирование осуществляются путем широтно-импульсной модуляции (ШИМ). Кроме того, такая форма тока при изменении рабочей частоты и скважности импульсов приводит к формированию широкого спектра составляющих, что может стать проблемой при обеспечении требований по электромагнитной совместимости (ЭМС) аппарата.

Рис. 1. Упрощенная схема инверторного сварочного аппарата знакопеременного тока
Спектральный состав тока анализировался на компьютерной модели ИСА в среде MATLAB Sym Power System и на функциональном макете аппарата. При построении модели были учтены основные параметры входящих в нее элементов:
- внутреннее сопротивление источника питания 0,1 Ом;
- сопротивление VT во включенном состоянии 61 мОм;
- индуктивность VT во включенном состоянии 12 нГн;
- падение напряжения на VT в прямом направлении 1 В;
- время спада тока VT до уровня 0,1 от тока в момент выключения — 1 мкс;
- сопротивление демпфирующей цепи VT 22 Ом;
- емкость демпфирующей цепи 3300 пФ;
- номинальная полная мощность трансформатора 3 кВА;
- номинальная частота трансформатора 25 кГц;
- сопротивление цепи намагничивания 500 о.е.;
- индуктивность цепи намагничивания 500 о.е.;
- действующее значение напряжения первичной обмотки 310 В;
- активное сопротивление первичной обмотки 0,002 о.е.;
- индуктивность рассеяния первичной обмотки 0,001 о.е.;
- действующее значение напряжения вторичной обмотки 40 В;
- активное сопротивление вторичной обмотки 0,002 о.е.;
- индуктивность рассеяния вторичной обмотки 0,001 о.е.;
- индуктивность выводов входных конденсаторов, распределенная индуктивность силовых шин и силовых проводников 0,1 мкГн.
В модель введена индуктивность, которая включает в себя распределенную паразитную индуктивность выводов конденсаторов и распределенную индуктивность проводников. Ее величина оказывает существенное влияние на характер процессов, поскольку при коммутации больших токов с высокой скоростью наличие этой индуктивности приводит к возникновению перенапряжений на силовых ключах [5].
При исследовании компьютерной модели были заданы следующие исходные параметры: рабочая частота — 25 кГц, нагрузка — 0,3 Ом, скважность — 2–10. На рис. 2 приведена временная диаграмма выходного тока, полученная путем компьютерного моделирования, а на рис. 3 — осциллограмма выходного напряжения (пропорционального току нагрузки) макетного образца, измеренная на нагрузке 0,3 Ом. (В компьютерной модели и в макетном образце присутствует выходной дроссель L1.)

Рис. 2. Временная диаграмма тока в нагрузке, полученная в модели при скважности 10, частоте 25 кГц и нагрузке 0,3 Ом

Рис. 3. Осциллограмма напряжения на нагрузке реального аппарата при скважности 10, частоте 25 кГц, нагрузке 0,3 Ом. Делитель 1/10
На рис. 4 отображен полученный на компьютерной модели спектр выходного тока инвертора, из которого следует, что в нем отсутствует постоянная составляющая, а ширина достигает 400–500 кГц. Измерения, выполненные на физическом макете, подтвердили эти результаты.

Рис. 4. Спектр выходного тока при скважности 10, частоте 25 кГц и нагрузке 0,3 Ом
На рис. 5 приведена зависимость ширины спектра тока от скважности импульсов.

Рис. 5. Характер изменения ширины спектра импульсов тока в зависимости от скважности
Функциональные блоки приложения MATLAB Sym Power System позволяют измерять и вычислять действующее значение напряжения и тока (RMS), а также активную мощность (Р) и КПД. Для этого использовались следующие выражения:
Величина сварочного тока, энергетическая мощность спектра и КПД связаны при ШИМ-регулировании с величиной скважности импульсов тока транзисторов инвертора. Соответствующая зависимость приведена на рис. 6.

Рис. 6. Зависимость КПД ИСА переменного тока от скважности импульсов при частоте 25 кГц и нагрузке 0,3 Ом
На рис. 7 показана зависимость КПД от частоты импульсов сварочного тока при фиксированной скважности, равной 2.

Рис. 7. Зависимость КПД от частоты импульсов при скважности 2, нагрузке 0,3 Ом, при наличии выходного дросселя (сплошная линия) и его отсутствии (прерывистая линия)
Первоначально в модели ИСА на выходе был установлен дроссель величиной 1 мкГн. На рис. 7 видно, что при наличии выходного дросселя с увеличением частоты импульсов выходного тока от 25 кГц до 200 кГц КПД аппарата резко падает. При 25 кГц η = 0,9; а при 200 кГц η = 0,29. Очевидно, что в этом случае на КПД влияют потери в выходном дросселе, которые увеличиваются с ростом частоты.
Если исключить из модели выходной дроссель и вновь оценить КПД на разных частотах (прерывистая линия на рис. 7), то в данном случае КПД также снижается с ростом частоты импульсов выходного тока, но менее резко. При 25 кГц η=0,94, а при 200 кГц η = 0,61. Установка выходного дросселя существенно сужает выходной спектр ИСА. На рис. 8 приведен характер изменения спектра в зависимости от частоты импульсов сварочного тока при наличии и при отсутствии выходного дросселя. Видно, что ширина спектра при отсутствии выходного дросселя в два раза больше, чем при его наличии.

Рис. 8. Характер изменения спектра в зависимости от частоты при скважности 2, нагрузке 0,3 Ом, при наличии выходного дросселя (сплошная линия) и его отсутствии (прерывистая линия)
Помимо выходного дросселя, на КПД ИСА с ростом частоты влияют динамические и статические потери в ключевых элементах, а также потери в трансформаторе. Для выявления цепочки потерь в инверторном сварочном аппарате в модели ИСА была измерена мощность на входе аппарата, на первичной обмотке трансформатора, на вторичной обмотке трансформатора при наличии и отсутствии выходного дросселя. На рис. 9 показана зависимость от частоты мощности, рассеиваемой на транзисторах, а на рис. 10 — зависимость от частоты мощности, рассеиваемой на трансформаторе.

Рис. 9. Зависимость мощности, рассеиваемой на транзисторах, от частоты при фиксированной скважности, равной 2, при наличии выходного дросселя (сплошная линия) и его отсутствии (прерывистая линия)

Рис. 10. Зависимость мощности, рассеиваемой на трансформаторе, от частоты при фиксированной скважности, равной 2, при наличии выходного дросселя (сплошная линия) и его отсутствии (прерывистая линия)
Анализ зависимостей (рис. 9 и 10) показывает, что с ростом частоты наибольшую долю в потери мощности вносит мощность, рассеиваемая на транзисторах. Так, например, при параметрах транзисторов, указанных в начале статьи, мощность, рассеиваемая на транзисторах при частоте 100 кГц, при наличии дросселя составляет 35% от потребляемой мощности, в то время как на трансформаторе рассеивается лишь 1,2% потребляемой мощности. При отсутствии выходного дросселя на частоте 100 кГц на транзисторах рассеивается 14% потребляемой мощности. При замене моделей транзисторов моделью идеальных ключей мощность рассеивается только на трансформаторе и составляет 1,2% на частоте 100 кГц.
На основании полученных результатов можно сделать ряд выводов:
- С точки зрения КПД нецелесообразно переходить на частоты выше 25–30 кГц, поскольку современные IGBT не используются на частотах выше 30–35 кГц ввиду увеличения потерь. Этот факт также хорошо виден в результатах моделирования: с ростом частоты КПД ИСА резко падает, и наибольшую долю в потери мощности вносит именно мощность, рассеиваемая на транзисторах.
- С точки зрения оптимальной зоны КПД на частоте 25 кГц выходной дроссель с индуктивностью 10 мкГн не оказывает на него существенного влияния (при наличии дросселя КПД равен 0,9; при отсутствии выходного дросселя — 0,94). Но в то же время при отсутствии выходного дросселя происходит расширение выходного спектра в два раза.
Таким образом, для получения высокого КПД и ограничения спектра целесообразно использовать частоту 25–30 кГц и устанавливать в ИСА выходной дроссель величиной порядка 10 мкГн.
Достоинства и недостатки инверторных сварочных аппаратов

Сварочным инвертором уже давно никого не удивишь. И нет в этом ничего необычного, ведь любому сварщику куда удобнее оперировать с компактным и мобильным устройством, чем с тяжелым железным трансформатором. Предметом данной статьи, тем не менее, станут именно современные сварочные инверторы.
Мы постараемся оценить многие достоинства и некоторые немногочисленные недостатки сварочных инверторов, рассмотрим различные их опции, и в конце концов соотнесем достоинства и недостатки, чтобы даже тот, кто еще только подумывает о приобретении сварочного инвертора, смог бы уверенно подойти к принятию решения о его покупке.
Что такое сварочный инвертор сегодня? В первую очередь, - это компактный полупроводниковый сварочный аппарат, оборудованный всеми типами защит и оснащенный многими опциями, облегчающими работу сварщика, даже если он новичок в профессии.
Защита от залипания электрода, легкий поджиг дуги, защита от перегрева и т. д. Все эти возможности открываются благодаря импульсной полупроводниковой технологии, реализуемой в современных сварочных инверторах.
В отличие от традиционных сварочных трансформаторов, работающих напрямую от сети, сварочные инверторы в своей работе используют принцип высокочастотного импульсного преобразователя (полумост, мост, косой мост, чоппер).
Сетевое переменное напряжение 220-240 вольт частотой 50 Гц преобразуется сначала в постоянное напряжение 310 и более вольт (просто выпрямлением или активным преобразованием по методу PFC), затем это постоянное напряжение используется для высокочастотного преобразования энергии при помощи импульсного трансформатора или дросселя на феррите, частота здесь может в принципе достигать 200 кГц и более.
Именно благодаря высокочастотному преобразованию, размер и вес аппарата стал значительно меньше, здесь нет трансформаторного железа, а в качестве магнитопроводов индуктивных элементов используется феррит.

Коммутация в процессе высокочастотного преобразования осуществляется полупроводниковыми ключами — полевыми или IGBT-транзисторами, благо компонентная база сегодня сильно расширилась, параметры ключей год за годом улучшаются — сопротивление в открытом состоянии становится меньше, допустимый ток — больше. Для управления полупроводниковыми ключами служит драйвер, управляемый в свою очередь микроконтроллером.
Наиболее высоким КПД обладают резонансные схемы с переключением в нуле тока, позволяющие свести потери на нагрев полупроводниковых ключей к минимуму. За выпрямление высокочастотного переменного тока отвечают мощные быстродействующие диоды или синхронный выпрямитель. Конечно, нагрев компонентов так или иначе присутствует даже в резонансных схемах, поэтому в каждом инверторе есть радиаторы и вентиляторы системы охлаждения плюс система автоматической защиты от перегрева.

Итак давайте наконец рассмотрим более внимательно достоинства и недостатки сварочных инверторов. Сначала рассмотрим достоинства.
Тестирование самых распространенных сварочных инверторов на видео:
Достоинства сварочных инверторов
КПД
КПД сварочного инвертора может достигать 95% и выше, а коэффициент мощности приближается к 0,9 и даже к единице. Индуктивные потери попросту отсутствуют, благодаря высокочастотному импульсному преобразователю на полупроводниках, чего вряд ли удастся достигнуть с обычным сварочным трансформатором.
Высокочастотный импульсный преобразователь, работающий на частоте от 25 до 200 кГц эффективно понижает напряжение и автоматически отключается во время перерывов в работе, то есть электроэнергия впустую не расходуется. Система охлаждения работает независимо от силовой цепи, имеет собственное питание, и в процессе сварки или в перерывах делает свое дело.
Перепады напряжения в сети не мешают работе
Высокочастотный преобразователь внутри инвертора автоматически подстраивается под входное напряжение без ущерба для выходных параметров. Если даже напряжение в сети просядет до 165 вольт (в зависимости от модели граничное напряжение может быть разным), инвертор продолжит работать, давая требуемый сварочный ток, который задается самим сварщиком вручную перед началом работы. В случае, если напряжение упадет неприемлемо низко, сработает защита, и инвертор автоматически отключится, предотвратив перегрузку по входному току.
Точная ручная регулировка сварочного тока
Параметры сварочного тока задаются сварщиком, достаточно повернуть ручку регулятора на лицевой панели аппарата, и ток для любого электрода будет точно задан для предстоящей работы. 40-60 ампер для электрода 2 мм, 160 ампер — для 4 мм, и наконец 220-250 ампер для 6 мм электрода. Если нужно больше, есть инверторы на ток до 500 А, но они и дороже и тяжелее.
Например для собственных бытовых нужд популярны инверторы на ток до 250 ампер, и этого обычно достаточно. Точная ручная регулировка тока позволяет добиться высокого качества сварного шва, и при этом исключается недовар или перевар.
Любые электроды
Для сварки можно использовать электроды и переменного, и постоянного тока для изделий из чугуна или цветного металла. Также возможно выполнять аргонодуговую сварку при помощи неплавящегося электрода, так как инвертор может регулировать электрический ток в широком диапазоне.
Все виды защит
Точное электронное управление позволяет реализовать в сварочном инверторе все виды защит, это типичный набор, но при выборе инвертора нужно обратить внимание на то, какие именно защиты в нем реализованы.
Защита от залипания (функция "anti sticking") — если электрод накрепко залип, инвертор автоматически отключится на некоторое время, чтобы сварщик успел оторвать залипший электрод, затем питание возобновляется.
Защита от кратковременных замыканий (функция "arc force") — инвертор выдает серию мощных импульсов, чтобы расплавить застывшую каплю. Наконец тепловая защита — при перегреве полупроводниковых ключей инвертор отключит выходной ток, чтобы радиаторы как следует охладились.
Быстрый легкий поджиг
Функция "hot start" позволит легко поджечь дугу, достаточно сварщику просто чиркнуть электродом по детали. Функция реализуется путем кратковременной подачи вспомогательного импульса тока перед началом работы для облегчения поджига дуги.
Малый вес, мобильность, комфорт
Инвертор полной мощностью 8 кВт весит сегодня менее 5 кг. Представьте себе, сколько весит трансформатор, габаритной мощностью 8 кВт — более 40 кг. Сварочный инвертор в 10 и более раз легче сварочного трансформатора при той же потребляемой мощности. Такой инвертор удобно повесить на плечо во время работы на лестнице, просто воспользовавшись ремнем, который идет в комплекте.
Его без опаски можно поставить на строительные конструкции вроде лесов, и не бояться, что он упадет или повредит леса. В конце концов, с инвертором можно залезть куда угодно и варить в любом положении, именно поэтому сварочные инверторы так популярны и у дачников, которые сразу оценили всю прелесть легкости и мобильности.
Даже новичок легко справится
Если человек впервые учится варить, то наверняка потреплет немало нервов как себе, так и наставнику, если при обучении используется обычный железный трансформатор. Со сварочным инвертором обучение пойдет быстрее, ведь функции "hot start", "arc force" и "anti sticking" помогут новичку преодолеть типичные трудности электродуговой сварки.
Даже жены некоторых дачников проявляют сегодня интерес к столь прогрессивным сварочным аппаратам, больше похожим на какой-то бытовой прибор, чем на сварочное оборудование прошлых годов.

Недостатки сварочных инверторов
Теперь поговорим о недостатках сварочных инверторов, они все же есть, поскольку их принято считать таковыми.
Цена
Почему-то считается, что цена сварочного инвертора является недостатком. Если вы посмотрите на цены сварочных инверторов, то действительно обнаружите, что это отнюдь не копейки. Но инвертор стоит именно столько, ведь полупроводники, импульсные трансформаторы, конденсаторы, платы контроллеров, вентиляторы, радиаторы, корпус в конце концов — все это не бесплатно.
Да, придется заплатить эту цену, тем более хороший надежный и качественный инвертор, изготовленный из качественных комплектующих не может стоить дешево, ни в коем случае не стоит скупиться выбирая сварочный инвертор.
Требует ухода
В силу того, что в инверторе присутствуют печатные платы и мелкие силовые компоненты, по сравнению с большим тяжелым трансформатором, здесь опасно загрязнение, даже загрязнение пылью, и особенно опасна влага. Инвертор нужно регулярно чистить от пыли изнутри и беречь от попадания влаги. При морозах, особенно ниже -15°C, инвертор лучше не использовать.
Если по какой-либо причине инвертор выйдет из строя, то ремонт не будет дешевым, ибо качественные комплектующие всегда недешевы (особенно силовые компоненты, такие как IGBT-транзисторы и мощные быстродействующие диоды), и зачастую приходится менять дорогостоящие модули. Лучше не доводить до неисправностей, и обходиться лишь профилактическим обслуживанием, например продувкой сжатым воздухом.
Надеемся, что наша статья была для вас полезной, и теперь вы сможете более ответственно и прагматично подойти к решению о покупке сварочного инвертора, взвесив все «за» и «против».
Профессиональное развитие начинается здесь: Телеграмм канал Домашняя электрика
Что такое сварочный инвертор и как он работает

Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы - это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
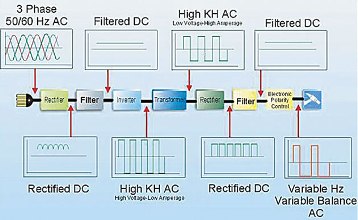
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.

Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» - для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15 о С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.

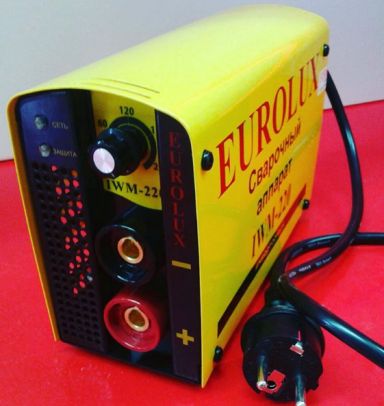
Передняя панель сварочного инвертора
Сварочные инверторы - качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.

Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские “Selco” и “Helvi”, французский “Gysmi”, корейский “Power Man”, немецкий “Fubag”, также есть российский инверторный сварочный аппарат “Торус”.
А вы используете в работе сварочный инвертор? Поделитесь своими впечатлениями!
Главные характеристики сварочных инверторов
Тема источника питания для сварочного оборудования незаслуженно упускается из виду. Между тем, это одно из ключевых условий, определяющих возможности аппарата и, соответственно, его выбор .
Рабочий диапазон входного напряжения
Отечественный стандарт однофазного напряжения с 2002 года составляет 230 вольт при частоте 50 герц. По привычке с советских времен мы говорим «220 вольт». Именно таков был стандарт в СССР. С точки зрения того же ГОСТ, допускающего долговременное (читай – постоянное) отклонение уровня напряжения в 5%, 220 вольт – в пределах нормы.
Частота питающего сигнала для сварочного инвертора значения не имеет. 50 или 60 Гц – все равно на входе аппарата переменное напряжение сначала преобразуется в постоянное. А вот уровень напряжения значение имеет, причем очень серьезное.
Во-первых, любой сварочный инвертор имеет диапазон напряжения питания, в пределах которого он работает. При выходе уровня напряжения питания за эти границы аппарат перестает функционировать.
Рабочий диапазон напряжения питания определяется конструктивными особенностями самого аппарата. Например, аппарат серии «Хозяин» Best Rus может функционировать в диапазоне напряжения питания от 185 до 265В. Если напряжение ниже 185В или выше 265В, он сообщит об ошибке и не будет выдавать никакого сварочного тока. Аппарат серии Best Mini сможет функционировать при пониженном напряжении вплоть до 140 вольт и повышенном до тех же 265В. Если напряжение выйдет за указанные рамки в процессе работы, аппарат остановит процесс сварки.
Характерно, что напряжение в ограниченных по мощности источниках может существенно проседать с поджигом дуги. Померили напряжение в розетке – 230В. Подключили аппарат, стали варить – «не тянет». Отключили, опять замерили напряжение – 230В. Включили, стали варить – опять не тянет. А оказывается, сварочный аппарат для местного участка цепи – явная перегрузка. Типичное следствие перегрузки – снижение уровня напряжения. Поэтому полезной функцией является вольтметр входящего напряжения.
А вот трансформаторные аппараты ММА такого недостатка как ограниченный диапазон рабочего входного напряжения не имеют: у них нет нижней границы рабочего диапазона напряжения питания. Каким бы низким ни было напряжение питания, трансформаторный аппарат ММА будет выдавать сварочный ток. Правда, возможно, он будет бесполезно малым. Но об этом подробнее несколько позже.
Блок PFC
Для снижения нижней границы рабочего диапазона существует 2 принципиальных конструкционных решения:
- Комбинирование характеристик штатных узлов аппарата. Например, изменение соотношения числа витков в первичной и вторичной обмотках трансформатора.
- Добавление дополнительных узлов, обеспечивающих изменение электрических параметров.
Ко второй категории относится добавление т.н. блока PFC – блока корректировки коэффициента мощности (Power Factor Correction). Это дополнительный электронный узел, обеспечивающий повышение эффективности использования поступающей энергии.
В числовом исчислении возможности блока PFC в части повышения эффективности используемой энергии небезграничны – в пределах 15%. Но применение данного блока также позволяет снизить нижнюю границу рабочего диапазона напряжения до 90В и даже ниже. В то время как добиться границы ниже 140 вольт при сохранении всех основных параметров просто варьированием характеристик штатных узлов затруднительно.
Остается добавить, что сам по себе блок PFC – решение весьма затратное. Поэтому его реализуют только на мощных и сравнительно дорогих аппаратах.
Расчет потребляемой мощности аппарата ММА
И вот самый интересный и практичный момент статьи: какую же мощность потребляет сварочный аппарат ММА?
Мощность на выходе, т.е. на сварочных проводах, у любого аппарата ММА, если только он выдает заявленные характеристики, т.е. обеспечивает для сварочного тока требуемое по ГОСТ напряжение дуги, одинакова:
Рвых = Iсвар*(20 + 0,04*Iсвар)
Где Iсвар – сила используемого сварочного тока, а (20+0,04*Iсвар) - требуемое по стандарту напряжение сварочной дуги.
Но в процессе прохождения электротока по компонентам аппарата часть энергии преобразуется в тепло (нагрев компонентов) и улетучивается с воздухом, нагнетаемым вентиляторами охлаждения. КПД (Коэффициент Полезного Действия) отражает процент эффективно преобразованной энергии. В зависимости от режима эксплуатации и условий окружающей среды его значение будет варьироваться. Но усреднено можно взять 85%, или 0,85.
Однако и это еще не все. Сварочный инверторный аппарат также имеет реактивную нагрузку. Т.е. из полученной от источника энергии часть возвращается в сеть не преобразованной. Долю преобразованной энергии от общей потребленной указывает показатель коэффициента мощности. В отечественной классификации он же называется «косинус фи». В разных инверторах он может существенно разниться. А в пределах одного и того же аппарата он будет не одинаков для различных токов. Усреднено можно взять тоже 0,85. (В России запрещена эксплуатация электрических приборов, подключаемых к бытовым сетям, если их «косинус фи» ниже 0,7).
И вот теперь можно записать формулу полной мощности, потребляемой аппаратом ММА от сети 230В:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,85
У аппаратов, оборудованных блоком PFC, коэффициент мощности выше – 0,95-0,98. Поэтому формула для них будет выглядеть так:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,98
Обратите внимание, что полная мощность указывается в Вольт-Амперах, а не Ваттах!
Простые расчеты по приведенной формуле показывают, что аппарат без блока PFC на сварочном токе 160А будет потреблять около 5,9кВА (ток 25А при напряжении 230В), а при токе 200А – 7,6кВА (ток 34А при напряжении 230В).
У таких же аппаратов с блоком PFC эти цифры составят 5,1кВА (22А при 230В) и 6,7кВА (29А при 230В), соответственно.
А теперь вопрос: на какой максимальный ток рассчитана обычная бытовая розетка? Напомню: 16А (3,68кВА) . При более высоком токе выбивает пробки.
Если у Вас есть ребенок-старшеклассник или Вы сами обожаете решать квадратные уравнения, попрактикуйтесь. Для остальных сообщу, что 3,68кВА обычной розетки позволят варить током не более 105А. (При наличии блока PFC – чуть больше 120А). Так что какой бы ни был у Вас номинал сварочного аппарата ММА, от розетки варить электродом толще 3,2 мм не получится.
На практике при разрыве сварочной дуги потребляемая мощность несколько повышается. Причем процент увеличения потребляемой при разрыве дуги мощности может существенно разниться. Однако в наше время, когда ценовая конкуренция не позволяет раскошеливаться на компоненты «с запасом», эта цифра чаще всего существенно ниже 20%, а по времени занимает долю секунды. Потому в расчетах обычно не учитывается.
При использовании трехфазных аппаратов, подключаемых к источнику 380В (400В), расчет потребляемой мощности производится аналогичным путем, но результат нужно разделить на «корень из 3», что составляет приблизительно 1,73.
Работа от пониженного напряжения
Работа от пониженного напряжения имеет свою специфику. Она заключается в том, что при пониженном уровне напряжения аппарат выдает меньший сварочный ток, чем заявлено для нормального напряжения. Чем ниже напряжения питания, тем ниже максимальный сварочный ток. Ведь с понижением уровня напряжения снижается уровень отбираемой аппаратом мощности. При этом дисплей будет показывать расчетное значение, а не фактическое. К сожалению, лишь единицы производителей указывают реальный максимальный ток для различных уровней напряжения питания.
Например, аппарат Best Mini 160 при напряжении 220 вольт обеспечивает сварочный ток 160А при напряжении дуги 26,4В. Этого с лихвой хватает, чтобы варить электродом 4,0 мм. При 140В входного напряжения Best Mini 160 работать будет, но током не выше 100А при 24В напряжения дуги. Этого хватит, чтобы варить электродом 3,2 мм, но не 4,0 мм.
Таблица изменения рабочего диапазона сварочного тока Best Mini 160 в зависимости от уровня входного напряжения выглядит следующим образом:
| Уровень вход.напряжения | Диапазон рабочего тока | Диаметр электрода |
| 220В | 10-160А | 1,6-4,0мм |
| 200В | 10-160А | 1,6-4,0мм |
| 180В | 10-160А | 1,6-4,0мм |
| 160В | 10-120А | 1,6-3,2мм |
| 140В | 10-100А | 1,6-3,2мм |
Хотя при 140В напряжения питания на дисплее Best Mini 160 и будет красоваться 160А, реально будет выдаваться только 100. То же и у любого другого аппарата ММА. Если бы сварочный ток действительно замерялся, цифры на дисплее непрерывно скакали бы.
Получается, что брать аппарат с «запасом» по току имеет смысл, когда известны:
- точный уровень пониженного напряжения питания;
- каков диапазон рабочего тока у аппарата при таком уровне напряжения.
Пониженный уровень напряжения питания сказывается не только на количественном показателе сварочного тока, снижая верхнюю границу его диапазона, но и на качестве тока. Аппараты, которые при нормальном напряжении легко варят электродами УОНИ, с понижением уровня напряжения питания утрачивают эту способность.
С понижением уровня напряжения также снижается уровень напряжения холостого хода (оно же напряжение без нагрузки). Поджиг электродов усложняется пропорционально снижению уровня напряжения.
Работа от генератора
В заключение буквально пару замечаний о работе сварочных инверторов ММА от генератора:
Читайте также: