Контактная сварка своими руками из сварочного трансформатора
Я уже делал несколько контактных сварок, писал про это пару обзоров и вот в очередной раз меня попросили сделать контактную сварку. У меня не было большого трансформатора, остались только трансформаторы по 600 Вт. Я ещё ни разу не делал контактную сварку из двух трансформаторов и мне было интересно как она будет работать. Ну и бонусом оказалось то что эта сварка может варить медь.
Я думаю все знают как делать контактную сварку из трансформатора микроволновки.
Удалить родную вторичку, намотать новую, добавить таймер и электроды.
Я предпочитаю срезать вторичную обмотку зубилом. Потом измеряется размер окна и под размер окна подбирается кабель вторички. Нужно использовать максимально толстый кабель и при этом прикидывать такое число витков, чтоб на выходе сварки было около 4-5 вольт. У этих трансформаторов окна были примерно 15 х 30 мм. У меня был подходящий кабель ПВ-3 50, его внешний диаметр с изоляцией 13 мм. В принципе можно было использовать кабель сечением 70 мм, снять с него родную изоляцию, сделать его плоским и намотать такое же число витков (два) но мне не хотелось заморачиваться. В сети стандартное расположение для двух-трёх и более трансформаторов это лицом в одну сторону.
(фото не мое)
Я поставил трансформаторы так же и протянул провод вторички, измерил длину провода от входа в трансформатор до выхода из трансформатора — получилось примерно 120 см. Потом развернул трансформаторы один за одним «паровозиком» и намотал вторичку при таком расположении. От входа в трансформатор до выхода из него получилось 90 см, то есть количество витков одинаковое, провод одинаковый но провода расходуется меньше, провод короче. А чем короче провод тем больше ток. При этом мне понравилось что сварка в таком исполнении получается более компактная.
Дальше нужно синхронизировать трансформаторы. При подключении 220 к одному трансформатору у меня было напряжение на выходе было 1,7 вольта, при подключении ко второму 1,6 вольта. Когда подключил оба трансформатора то получилось 0.1 в то есть они работали несинхронно. Для того, чтобы напряжение суммировалось, я перекинул провода на первичке одного трансформатора. Ну и первички подключены параллельно и вторичка намотана последовательно.
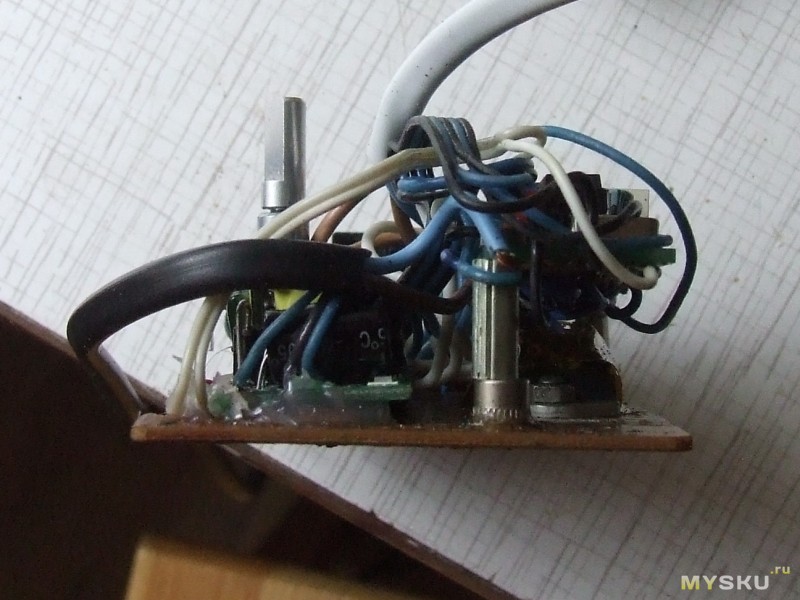
Дальше в разрыв одного из проводов подключил плату таймера с алиэкспресс. Плата питается от трансформатора от какого-то старого магнитофона. К плате подключил педаль с алиэкспресса. Вместо педали можно использовать кнопку дверного звонка, микрик или любую кнопку с нормально разомкнутыми контактами. На выходе сварки получилось примерно 3.4 вольта. Оконцевал концы провода наконечниками сечением соответствующим сечению провода — 50 квадратных миллиметров. Для электродов я использовал жесткий провод сечением 16 квадратов с одной жилой.
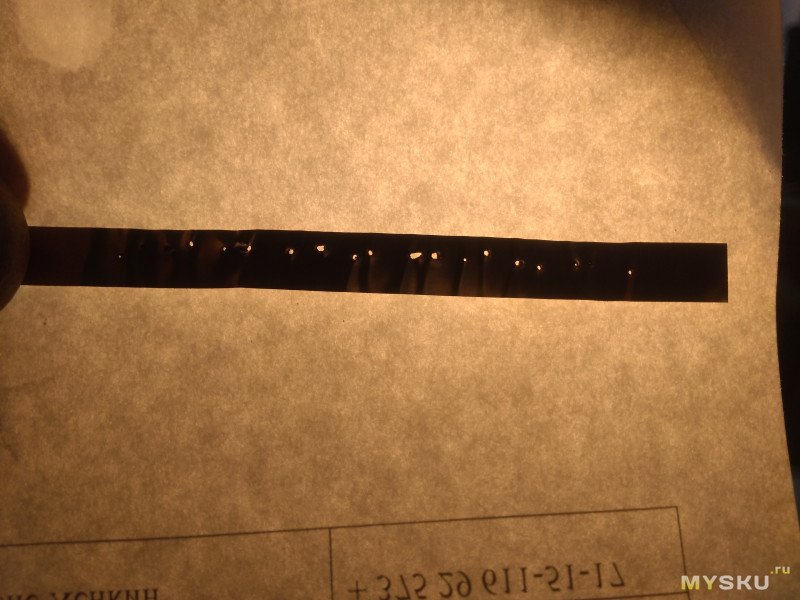
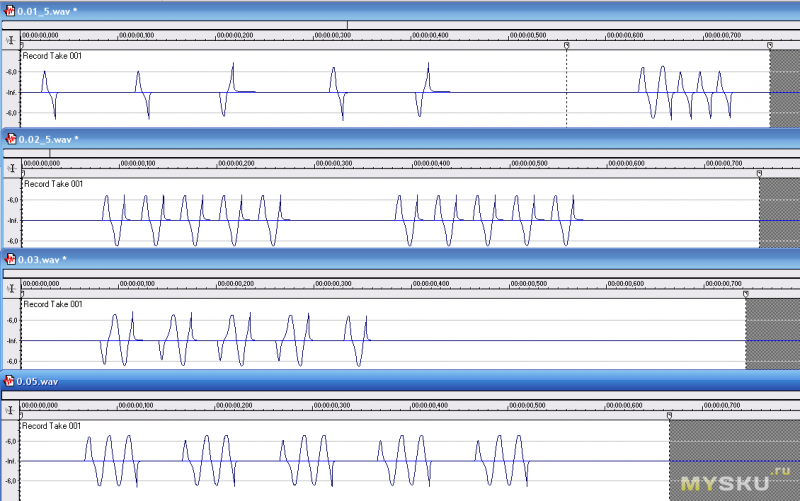
Ну и попробуем что может это сварка. Самую тонкую стальную ленту, покрытую никелем, толщиной 0.1мм она приваривает на одном импульсе длиной 20 миллисекунд и при этом параметр ток выставлен на 35 или 40.
Стальную ленту толщиной 0.2 мм и никелевую ленту толщиной 0.15 мм приваривает на одном импульсе длиной 20 миллисекунд ток 99. Лента варится чисто, без пережогов, так как импульсы очень короткие.
Примерно на параметрах 02 — 99 приваривается медная лента толщиной 0.1 мм. При отрывании медной ленты она рвётся или куски меди остаются на аккумуляторе. Тонкая медная лента хрупкая, она очень легко отрывается от аккумулятора, у неё малая механическая прочность. Я пробовал варить медную ленту в 2 слоя — то есть толщина 0.2 мм но на выдержке 5-6 варится еле-еле и то лишь по одной точке а не по две.
На 03-99 можно варить медь 0.1мм + сталь 0.2мм
Ну и на параметрах 05 — 99 варится сталь толщиной 0.5 мм, это металл от шунтов этих трансформаторов.
В принципе сварка мне понравилось. Она довольно компактная, она мощнее чем мои 2 сварки и возможно я перемотаю свой трансформатор 1100 ватт с вторички 2 х 95 квадратов на 4 или 5 витков провода 50 или 70 квадратов.
Видео с советами по сборке, возможными проблемами и тестами на разных лентах.
Аппарат точечной (контактной) сварки своими руками.

Всем привет! Вот тоже решил выложить небольшой отчетик по изготовлению аппарата точечной сварки.
На работе появилась необходимость приобретения данного аппарата для сваривания 2-4х мм листов. Но посмотрев ценник за эти аппараты, настроение как то ухудшилось.
Что мы, вроде не без рук и решили сами, вдвоем с другом, изготовить данное устройство. Перерыв интернет и проявив немного смекалки, работа началась.
За основу был взят трансформатор от какого то "совдеповского" сварочника на 220В.

Разматываем вторичную обмотку, она не нужна. Первичка в низу обе намотки, подключенные последовательно.


Пробные испытания. Левая вторичка сделана из размотанной меди, плохо наматывалась, решено было убрать. Правая вторичка из многожильного кабеля сечением 75 квадрат. Четыре витка, выдали 4,7 вольта. Вполне достаточно, учитывая что лапы будут выставляться на 700мм, соответственно потери.




Электроды — пруток толщиной 18мм. Само сложное что было достать))) На верх электродов одета медная труба и в трубу вставлен кабель, все опрессованно молотком. Изоляторы текстолит.


Главное что хотелось: это чтобы при нажатии на педаль, вначале прижимались лапки, а потом шел сигнал на кнопку и подавалось напряжение на электроды. Все уже придумано, осталось сделать, но об этом немного позже






Комментарии 41
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Видео с записью процесса в студию!

Нужно водяное охлаждение, толстую шину на вторичку — квадратов 100 в идеале, и пневмоцилиндр на привод.

Судя по заднему фону занимаетесь вентиляцией и кондиционерами (балон с фреоном)? Куча воздухводов, фасонина (колена), 2-4мм сваривать хм, если для коробов вентиляционных то 0,5 0,7 ну 1 мм макс…

Какой внимательный!))))) Ну все правильно, сделано для изготовления вентиляции. Шина-рейка — два по 0,7 и сам короб от 0,55 до 1.2 мм. На это и расчитывал. С этой задачей аппарат справляется!
Занимаюсь монтажом вентиляции и кондиционирования, потому сразу обращаю внимание на такие вещи, производство у вас большое по изготовлению коробов? Задумываюсь сам начать изготовление на свои нужды, а то заказывать на стороне иногда накладно и долго ждать…
Думаю, все вопросы по этому поводу пиши в личку. Задавай, постараюсь ответить))))

Где-то в нете видел, америкос точечную сварку из транса от микроволновки делал, но там по ходу, микроволновка приличных размеров была. Но на много компактнее.
Тоже видел этот агрегат. Трансформатор от микроволновки на 2кило. Пробовал, слабенький получается.
Ну, не удивительно. )))

А у меня ТОР лежит, кабеля лежат, а руки всё не доходят.

какой он стационарный получился… проемы кузова не поваришь( а так конечно годно))
У меня другое направление. Мне как раз стационар и нужен, что бы руки свободные были.


Вторички многовато как то, на мой взгляд, обычно 2 витка медной шины, квадраты не скажу — не помню. В режиме полной нагрузки (кз) должно быть вроде 2-3в, в хх не более 5вольт.
На работе стоит станок мт2892 и ркс к нему 815, там столько установок что на подбор параметров к операции занимает 3-4 часа.
Мне кажется и ваш сэндвич из 3 листов тоже распадается свободно от удара молотка. Не в укор но ставку на такую сварку делать нельзя. Я проверял качество сваренной сетки бросанием на бетонный пол, что бы был дребезг на изделии, от этого сварка если плохая сразу и отлетает.
Поставьте хотя бы примитивное реле времени с шагом 0.1 сек, для выставления точного времени подачи тока.
Ну а стремление — ключ к победе, молодцы
И обязательно заземление бросьте корпуса, мало ли…
За реле времени, тоже вопрос поднимался, думаю все же в будущем прикупить.
Заземление конечно будет)))

Совершенно с вами согласен. Без точных настроек ничего путного не получится. Сам варю на работе на точке. И в универе учился на сварке. Считали мы как-то вторичный контур сварочных машин. так вот не все так просто. Во первых у трансформатора для точечной сварки должна быть возрастющая вольт амперная характеристика. Во вторых на сколько ампер получился у вас трансформатор? В третьих, где вы видели такую заточку электродов? И к электродам нужно охлаждение обязательно, так как при нагреве медь станет мягкой и не сможет достаточно сжимать точку. Мой совет ищите старенькую точку годов 70-80. Возможно нерабочую. лучше ее восстановить и получить стабильное качество сварки чем заниматься ерундой. Тем более что объёмы у вас будут довольно большими.
Таймер для контактной сварки

Когда то я озадачился созданием точечной сварки своими руками для соединения аккумуляторов 18650. Сначала был собран таймер на 555, потом на микроконтроллере pic16f628a. Для него была написана самодельная прошивка, управление энкодером с нажатием, от 0.01 сек до 10 сек и до 10 импульсов. Но этот аппарат точечной сварки давно продан и мне нужно было чем то сваривать аккумуляторы 18650. Для этого на aliexpress был заказан этот таймер за 11.14$ или около 700 российских руб.
Приехало чуть быстрее чем за месяц.
Посмотрим что он из себя представляет.
Что такое контактная сварка?
Берем большой транс, чтоб пробки в квартире не выбивало (от микроволновки например). Срезаем вторичку, первичка на 220 остаётся. Выбираем шунт. Вместо тысяч витков старой вторички запихиваем 2-5 витков толстого провода. Для сварки аккумов можно 3-5 витков сечением 35мм. Для более толстых пластин и проволоки 2 витка сечением 70-120мм. Оконцовываем толстые проводки. Крепим к концам провода электроды в зависимости от задачи. И если подать на первичку транса 220 вольт, то во вторичке пойдет ток в районе 1000А, который разогревает место контакта электродов с металлом. Если это толстое железо или проволока то выдержка обычно большая, несколько секунд и можно просто подавать 220 вольт на транс через автомат или любым другим ручным методом. Если же варить круглые литиевые аккумы, то там тонкие пластины 0.1-0.3мм и нужны очень короткие выдержки, при этом они должны быть одинаковыми для повторяемости результатов. Прожиг аккумуляторов недопустим, разгерметизация банки — банка на выброс. Вот для замены автомата или кнопки, для того чтоб точно выставить короткую выдержку и применяется этот таймер.
Для тех, кто мало представляет что это такое и с чем его едят, можно почитать:
мой прошлый обзор
или обзор от Yurok
Упаковано хорошо, картонная коробочка и внутри плата под несколькими слоями вспененного полиэтилена. Если играть коробкой в футбол то ничего не повредится.
Внутри плата с хорошего качества.
Микросехема контроллера от STMicroelectronics STM8S003F3, триггер Шмитта 74hc14d, оптрон moc3021 и pc817, симистор BTA41600B, стабилизатор lm317k диоды и прочая обвязка.
Силовой симистор желательно прикрутить на радиатор через термопасту. Можно прикрутить его прямо на корпус контактной сварки, но тогда это нужно делать через изолятор. Слюдяная прокладка и изолятор на винт крепления. Плата разделена на две части белой полосой — та часть, которая ближе к симистору, находится под опасным напряжением 220 вольт. Китайские иероглифы возле этой полосы как раз об этом говорят. Большая часть платы контактной сварки находится под низким напряжением и безопасна.
Расшифровка надписей возле светодиодов по порядку от ручек регуляторов:
— Состояние. Светит когда есть питание.
— Статус. Мигает в норме и горит когда подключено постоянное напряжение. При питании постоянным напряжением плата работать не будет.
— Педаль. Тухнет когда нажата педаль.
— Триггер. Светит пока открыт симистор и идет сварка.
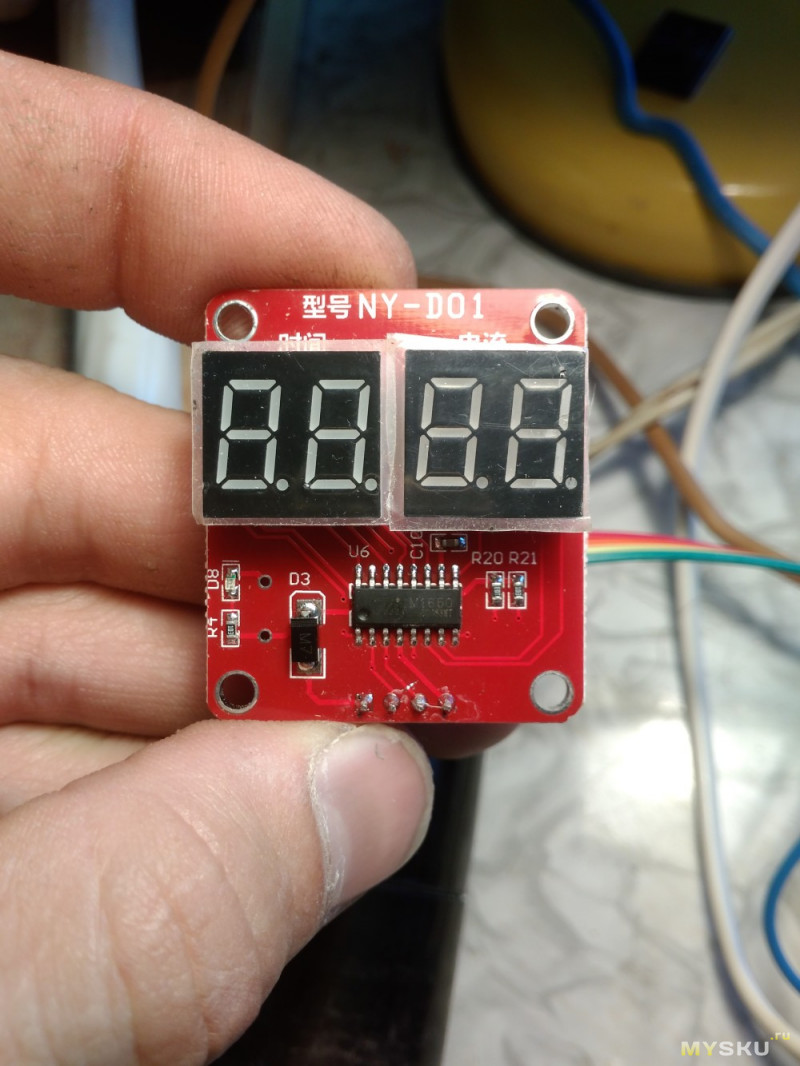
Выносной дисплей таймера для точечной сварки содержит несколько светодиодных семисегментных индикаторов, драйвер LED семисегментного индикатора TM1650, и обвязку к нему.
Для работы контактной сварки кроме этой платы таймера нужны:
— Питающий трансформатор на переменное напряжение 9-12в. От постоянки плата не работает. Не видит импульсы сети. Должен мигать второй слева светодиод, от постоянки он не мигает. Большая мощность трансформатора не нужна, от него питается только логика. Зарядка от сотового не подойдет. Готовый подходящий транс есть у этого же продавца. Нужно выбрать версию 220в, стоит меньше 6$ или 370 руб.
— Педаль или кнопка. Что то, что будет замыкать контакты на плате. Нормально разомкнутая.
Готовая педаль от продавца стоит примерно столько же.
— Трансформатор контактной сварки. Силовая часть то есть. Ну если вы интересуетесь такой платой то наверное знаете что это такое. Это трансформатор с первичной обмоткой на 220В и вторичной на низкое напряжение (1-6В) и большой ток (100-1000А). Этот ток и варит.
Этот таймер коммутирует первичку, то есть дает напряжение на первичную обмотку силового трансформатора сварки. Аналогично вместо этого таймера можно поставить просто выключатель — при включении выключателя сварка будет варить, пока включен включатель. Но для сварки аккумуляторов 18650 нужен очень короткий импульс (0.01-0.1 сек), иначе прожигается металл аккумулятора. Так же нужно постоянство результатов, то есть все выдержки точечной сварки должны быть строго одинаковы. Такие условия — выдержки в доли секунды и повторяемость выдержек — невозможно реализовать вручную, по этому я купил этот таймер точечной сварки.
Педаль и транс есть у этого же продавца, силовой трансформатор для точечной сварки можно взять от микроволновки или больший по размеру. Трансформатор тяжелый, с китая заказывать дорого. Можно поискать нерабочую микроволновку или старую на барахолке за малые деньги. Или спрашивать в мастерских по ремонту бытовой техники.
Работа таймера:
Подключаем трансформатор питания (переменка 9-12В) и педаль к соответствующим клеммникам, провода, идущие на силовой трансформатор микроволновки, припаиваются. На плате две ручки — левая для регулировки выдержки времени сварки, правая для регулировки тока. На выносном табло видно цифры, аналогично показывающие слева — выдержку времени и справа — ток. Выдержка времени сварки регулируется от 1 до 50, 1 это один период сети то есть 0.02 секунды. То есть таймер может задавать выдержки до 50*0.02 = 1 секунды. Ток сварки регулируется от 30 до 99.
При нажатии педали микроконтроллер отслеживает напряжение в сети 220 вольт, при пике или нижней части синусоиды дает сигнал на симистор. Пока открыт тиристор, идет ток через первичку сварочного трансформатора и идет сварка. Плата срабатывает как электронный выключатель, ключ.
При значении времени 1 на дисплее и значении тока 99 таймер включает симистор на 20 мс, на один период сети. Если нужно меньше, то можно уменьшить ток правым регулятором и контроллер откроет симистор не на полную синусоиду, а только на ее часть.
Я снял осциллограммы с вторичной обмотки сварочного трансформатора на разных значениях тока и выдержках, их можно увидеть на фото ниже:
мой осциллограф не супер качества, любительский, по этому привожу фото с отзывов али — как это должно выглядеть на экране осциллографа:
Смысл регулировки тока в том, что если трансформатор слишком мощный для сварки аккумуляторов 18650 и прочих похожих, а выдержка времени в 0.02 сек слишком большая и прожигает пластину или аккумы, то можно еще понизить ток — импульс станет слабее и аккумуляторы не будет прожигать.
Я попробовал варить пластину никеля на выдержке 1 и токах от 30 (самые правые) до 99 (левее) результат явно виден. Это можно увидеть на фото ниже.
Пластина шириной 8 мм, толщина 0.15 мм.

Последние две пробы сварки я пробовал сделать на большой выдержке и малом токе. При выдержке 10 и 30 и токе 30 — пластина греется, даже меняет цвет но не приваривается. Для сварки тонких никелевых пластин лучше короткий импульс большим током чем длинный импульс но с слабым током.
Последние точки слева, одна из них сквозная, сделаны как раз на выдержках 10 и 30 и малом значении тока сварки 30.
Все это можно наглядно увидеть в видеоверсии обзора ниже:
В общем плата контактной сварки мне понравилась, есть 50 настроек времени от 0.02 сек до 1 сек и при этом еще 70 градаций тока. Контроллер платы отслеживает периоды сети и включает таймер в период максимума или минимума синусоиды, что гарантирует одинаковые результаты сварки и отличную повторяемость сварки аккумуляторов 18650.
Рекомендую этот таймер для создания точечной сварки из микроволновки своими руками.
Если же необходим более мощный сварочник, споттер для сварки машин то у продавца есть этот же таймер с более мощным симистором на 100А, это будет дешевле, чем покупать отдельно симистор на 100А и плату.
Контактная сварка из микроволновки и самодельный таймер на PIC

Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
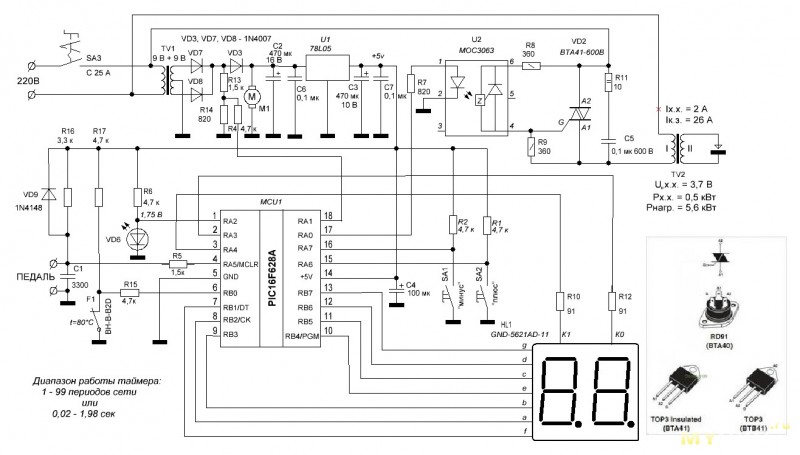
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — -
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
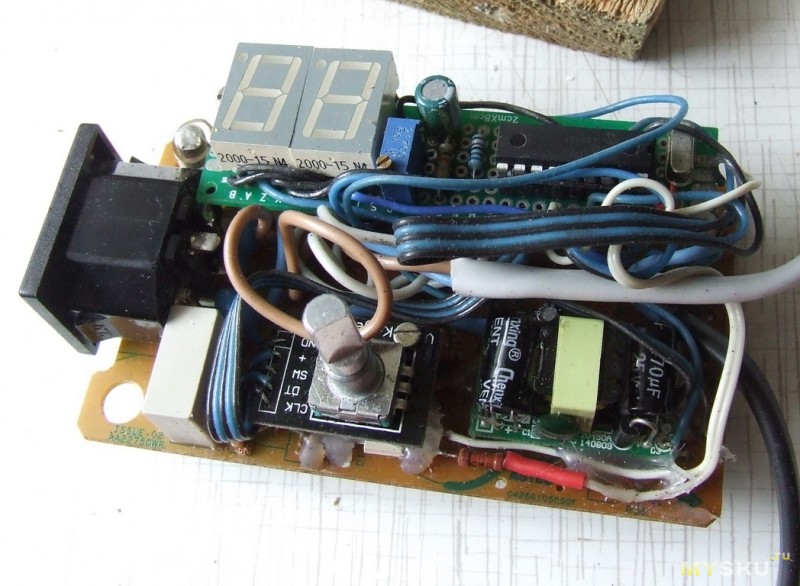
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.

сварки гвозди 4+4мм.




Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов

остатки оцинковки

Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
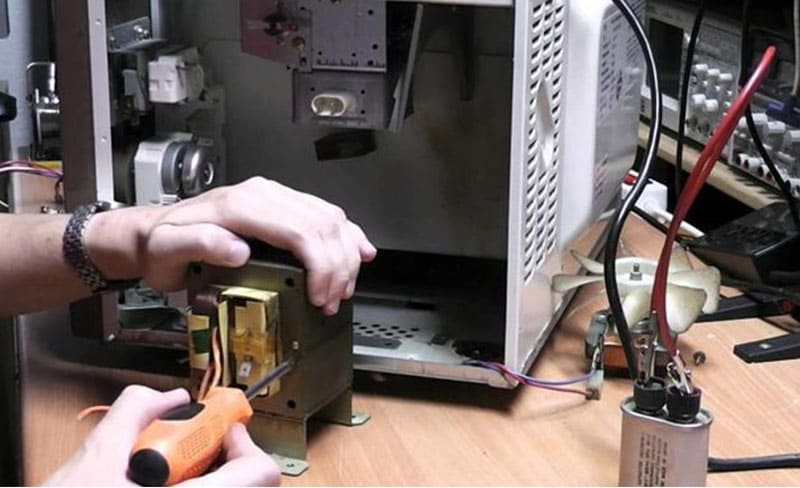
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Как самостоятельно сделать аппарат для точечной сварки из обычной микроволновки

На этот раз в нашей рубрике «Истории» довольно необычная тема, которая может заинтересовать многих гаражных мастеров. Присланный Максимом Витальевичем Копытовым из города Владимир отчёт о проделанной работе по изготовлению аппарата для точечной сварки, поразил своей развёрнутостью – каждый шаг в нём подкрепляется фотографией.
Приобретение аппарата для точечной сварки – довольно дорогое удовольствие, которое не каждому по карману. Именно поэтому я решил каждый этап самостоятельного изготовления подобного оборудования запечатлеть на фото. Это не первый мой опыт сборки, а потому я надеюсь, что смогу подробно объяснить даже начинающим мастерам, как собрать подобный агрегат из старой микроволновой печи, не затратив на это ни копейки. Итак, приступим.
Разбираем микроволновку, демонтируем нужные нам детали
Естественно, основное, что нам необходимо, это трансформатор. Стоит отметить, что подойдёт даже тот, у которого сгорела вторичная обмотка – она в нашей работе совершенно не нужна. Проверить целостность первички можно при помощи обычного мультиметра, выставив его переключатель на звуковой сигнал при коротком замыкании. Думаю, что если человек задумал самостоятельно собирать аппарат, то с тестером он уж точно знаком.
Открутив 4 винта, вытаскиваем трансформатор. Если его поставить на платформу, то сверху окажется вторичная обмотка, которая нам не нужна. Её легко определить по идущим от неё красным проводам. Их, кстати, можно сразу откусить.

Сверху находится вторичная обмотка, которую нужно убрать
Разбираем трансформатор: алгоритм действий
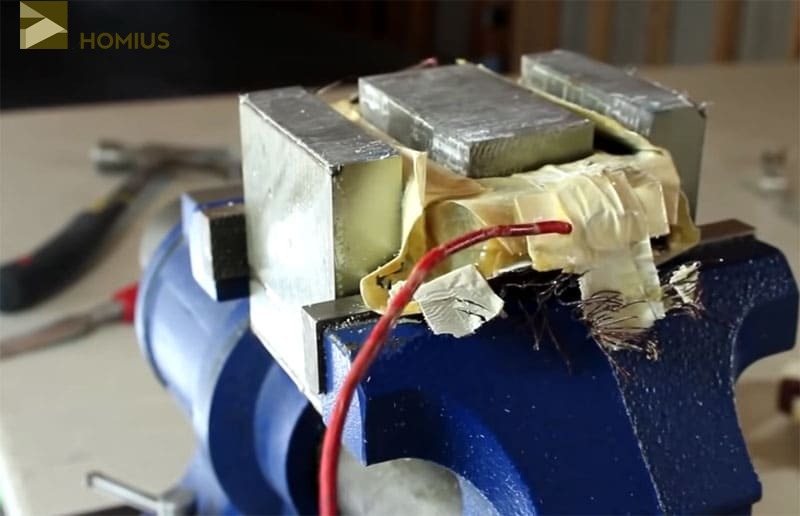
Теперь понадобятся тиски и болгарка с отрезным диском или, на худой конец, ножовка по металлу. По бокам будут чётко видны сварочные швы. Наша задача: зажать трансформатор в тиски так, чтобы один из двух швов оказался сверху, и распилить точно по нему. С этой работой справится любой, поэтому зацикливаться на ней не будем.

Аккуратно распиливаем трансформатор ровно по шву
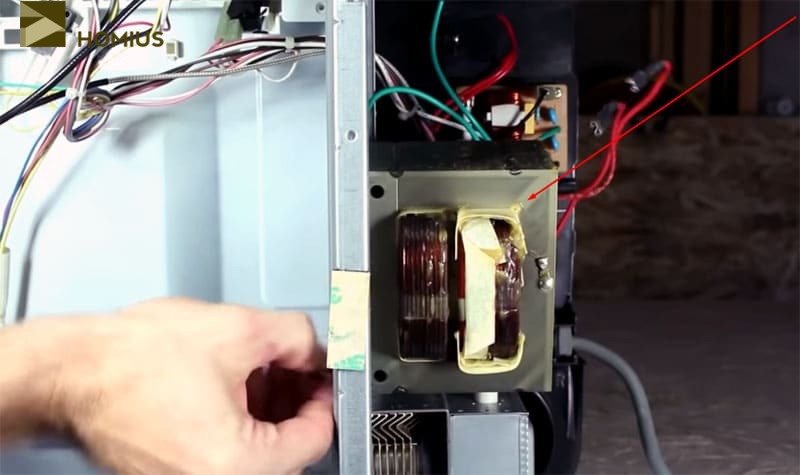
Вторую сторону пилить не обязательно. Достаточно загнать в подпиленный шов зубило – вторая сторона отломится сама. Далее, очень аккуратно достаём первичную обмотку (она теперь оказалась сверху). Здесь главное – не повредить изоляционный лак. Первичная обмотка нам будет нужна в дальнейшей работе.

Если при демонтаже повредить изоляционный лак, первичная обмотка станет бесполезной для дальнейшего использования
А вот с вторичной обмоткой можно не церемониться, она использоваться не будет. Но, всё же, стоит быть внимательным при её извлечении. Ведь при слишком грубой работе можно повредить сердечник, а это нам совершенно ни к чему. Поэтому, если есть необходимость постучать по сердечнику, лучше использовать резиновую киянку. Дело в том, что при ударе простым молотком сердечник помнётся, после чего установить первичную обмотку на него вряд ли получится.
Убираем вторичную обмотку – нам она больше не пригодится
Подготовка сердечника к обратной сборке
Прежде чем приступать к обратной сборке, необходимо тщательно очистить сердечник от старого лака и клея. Чем аккуратнее будет выполнена эта работа, тем проще на место встанет первичная обмотка. К тому же, старый лак может при сборке её повредить.

Очищенный и подготовленный к обратной сборке сердечник
Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
Первым делом аккуратно устанавливаем первичную обмотку на место вторичной. Если она садится довольно туго, не стоит убирать стеклоткань с жил (в редких случаях это может быть бумага). Это чревато повреждением изоляционного лака. Лучше немного постучать прямо по обмотке той же резиновой киянкой (только без фанатизма). Если и это не помогает, значит, с сердечника не до конца очищен старый лак и клей.

При установке первичной обмотки нужно быть предельно аккуратным
Выбираем кабель для вторичной обмотки трансформатора
Когда первичная обмотка встала на место, необходимо подобрать толстый гибкий медный кабель для вторичной. Идеально подойдёт кусок сварочного кабеля в толстой изоляции. Такие можно найти в «запасниках» гаражей. Они производились раньше. Сейчас изоляция сварочных кабелей очень тонкая. Но при отсутствии старого, можно использовать и такой.

Это уже готовый отрезок сварочного кабеля, который я использовал при сборке
А вот в обжимке наконечников будет заключаться основная сложность. Для этих целей используется довольно большой кримпер, который часто можно найти лишь на производстве. Здесь придётся обращаться к специалистам. Запомните, что ни в коем случае нельзя обжимать наконечники при помощи молотка и зубила. Во-первых, такое соединение будет ненадёжным, а во-вторых, неплотный контакт при высоких токах даст очень сильный нагрев, в результате чего аппарат может просто вспыхнуть.
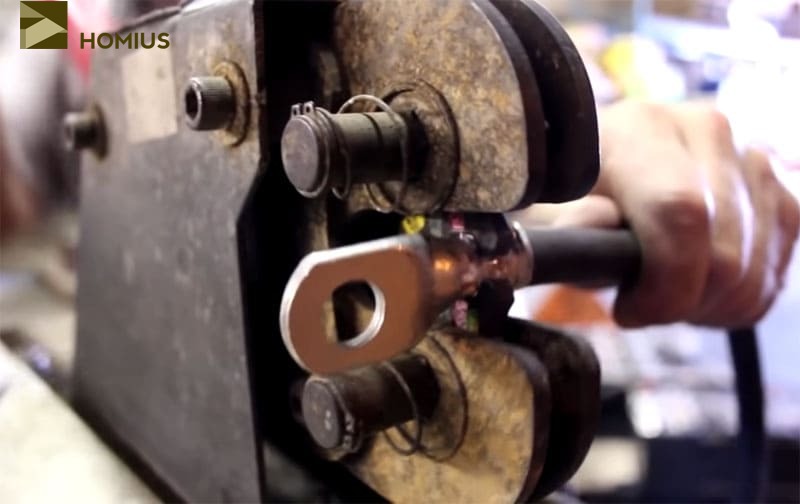
Производственный кримпер – наилучший вариант для обжимки наконечников
Укладываем самодельную вторичную обмотку
Укладывая сварочный кабель, имейте в виду, что витки (их должно быть всего два) должны лежать плотно. От этого также зависит величина нагрева вторичной обмотки в процессе эксплуатации. Но чаще всего подобный кабель неплотно уложить не удаётся – не позволяет оставшееся пространство.

Аккуратно укладываем два витка сварочного кабеля – это и будет вторичная обмотка
Приступаем к окончательной сборке понижающего трансформатора для точечной сварки
Теперь нужно поставить на место платформу, которая была отпилена, и зажать получившийся трансформатор в тиски для большей плотности соприкосновения металла сердечника. Обратное соединение можно произвести при помощи той же сварки. У меня, на момент сборки, сварочника не было, а потому я скрепил детали сердечника, проложив по контуру слой эпоксидного клея. Получилось не хуже.
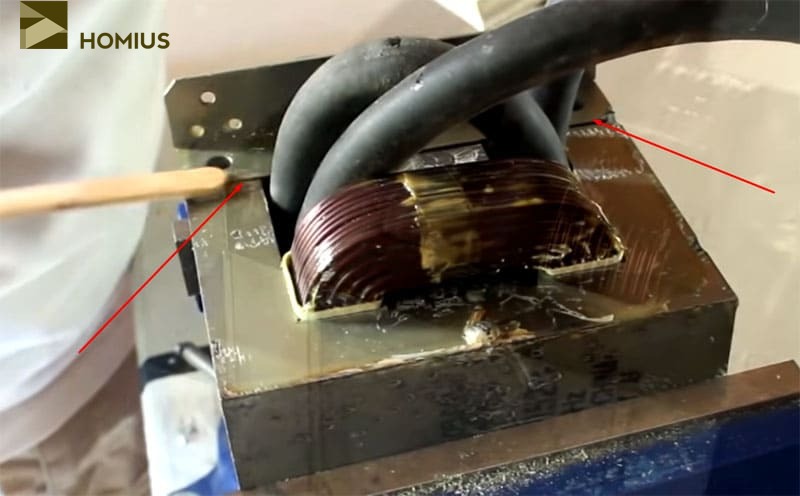
Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеем
Промежуточная проверка трансформатора перед началом сборки аппарата
Настало время проверить, что получилось. Для этого на наконечники первичной обмотки нужно подать напряжение 220 в, а с вторичной обмотки мультиметром снимаем напряжение, выставив переключатель в режим переменки. В моём случае получилось, что напряжение на вторичной обмотке равно 2,106 в. Произведя нехитрые вычисления, можно определить, что при столь сильном понижении напряжения, сила тока возросла приблизительно до 800 А. Такие показатели практически идеальны для гаражного аппарата контактной сварки.

Мультиметр показал, что мы добились желаемого результата
Приступаем к изготовлению корпуса аппарата и контактных клещей
Материалом для изготовления как самого корпуса, так и контактных клещей была выбрана древесина по причине простоты обработки. Сначала я вымерял по ширине доску для основания, стенок и крышки, которая закроет трансформатор и все провода. Здесь для каждого случая размеры будут индивидуальны, но слишком маленькую коробку, во избежание перегрева оборудования, делать не стоит.

Отмеряем и отпиливаем доску по необходимым размерам
Также были отрезаны два бруска, которые будут использованы в качестве клещей. Все детали я обработал фрезой, шлифмашинкой, после чего сложил их так, как будет в дальнейшем.

Вот примерный макет того, что должно получиться
Но внешний вид всё же должен быть подобающим, поэтому я окрасил все детали, за исключением брусков, в чёрный цвет. Для клещей был выбран жёлтый

Окраска придаст конечному изделию эстетичный вид
Настало время продолжить разборку старой микроволновки. От неё нам понадобятся следующие детали:
- сетевой шнур;
- контактные провода;
- ручка с дверцы;
- концевой выключатель.
Кстати, ручку также желательно окрасить в чёрный цвет.

Эти детали от микроволновой печи нам пригодятся
Изготовление контактных электродов
Их лучше всего делать из медной жилы сечением 8 мм² (или толще). Именно медь не будет прилипать к стали и даст нужный нам эффект. Для этого отрезаем от прутка два куска длиной по 3-4 см.

Режем медный пруток на отдельные куски, которые послужат электродами
Сборка коробки и коммутация
Теперь необходимо подобрать основной автомат, через который будет производиться подача напряжения. Для этого подойдёт однополюсной АВ на 15 А. И вот теперь вам наверняка станет понятно, почему я не зацикливался на размерах деталей нашей коробки. Под каждый автомат нужна различная прорезь в задней стенке. У меня оказался АВ, который редко у кого может просто валяться в гараже (брат работает электриком).
Вот такой автомат был установлен мной. У вас он может отличаться
Через автомат необходимо пустить один из проводов (фазу или ноль). Какой из них – неважно. Ведь в разных розетках схема собрана по-разному. Выход из автомата позже будет подключён к одному из контактов первичной обмотки. Сам же сетевой фильтр фиксируем в прорези задней стенки.

На данном этапе сборки наша конструкция выглядит вот так
Теперь настала очередь установки трансформатора. Его нужно закрепить как можно ближе к двум коротким отрезкам бруска, которые пока выглядят как ножки. Если посмотреть на фото ниже, то по нему скажу следующее: уже можно завернуть фиксирующие шурупы, но не все. Оставляем пустым правое нижнее отверстие – оно нам ещё пригодится.
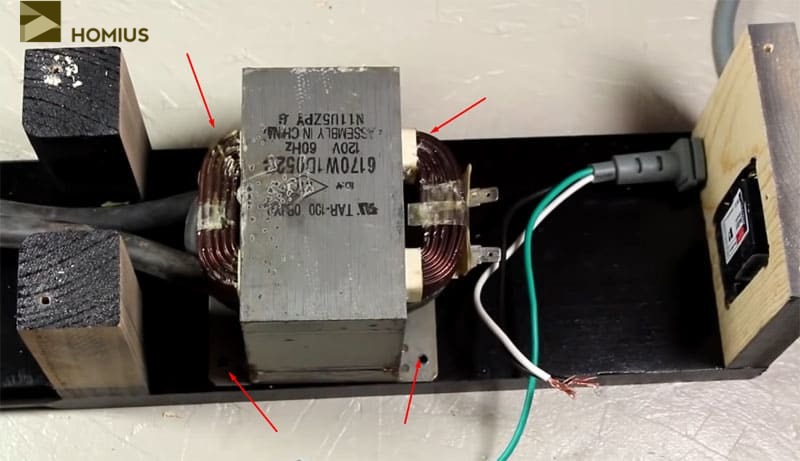
Крепим на место понижающий трансформатор
Последним шурупом фиксируем контакт провода заземления. В любом сетевом кабеле это жила светло-зелёного или жёлто-зелёного цвета.
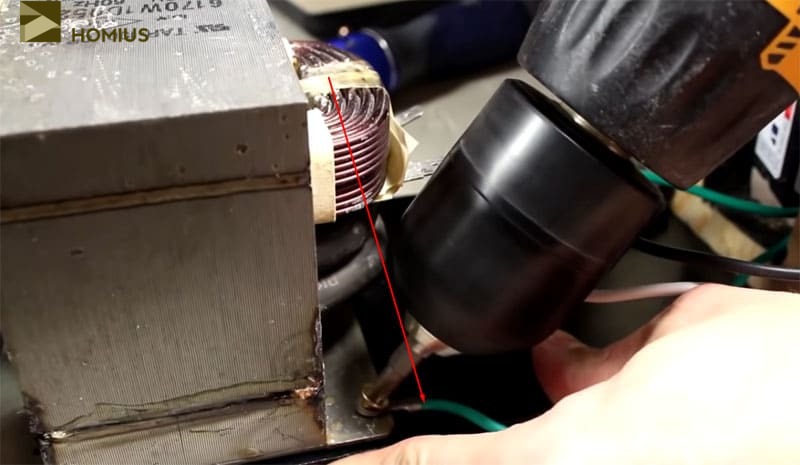
Закручиваем последний шуруп, заземляя при этом сердечник
Коммутация концевого выключателя: полное подключение первичной обмотки
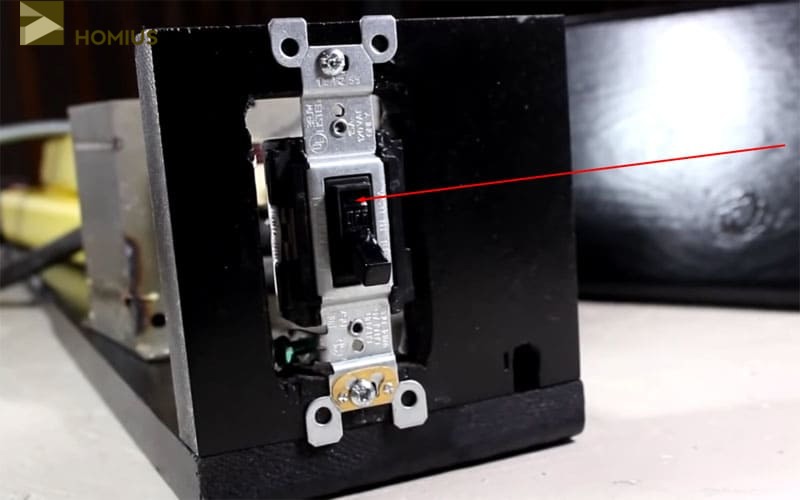
Мы уже разобрались, что один из контактов первичной обмотки подключается к контакту выхода из автомата. У нас осталась ещё одна жила сетевого кабеля. Её необходимо подключить ко второму контакту первичной обмотки, но не напрямую, а через концевой выключатель, удлинив при этом провод. Концевик будет служить кнопкой мгновенной подачи напряжения на электроды.

Подключаем концевой выключатель, который впоследствии будет закреплён на рукоятке клещей
Остаётся аккуратно разместить провода внутри и прикрутить верхнюю крышку с ручкой. Она облегчит транспортировку нашего оборудования. Перед укладкой проводки обязательно убедитесь в качестве изоляции всех соединений.

Прикручиваем на место крышку с ручкой и аккуратно укладываем проводку внутри коробки
Выводим концевой выключатель наружу вместе с концами вторичной обмотки и устанавливаем боковые стенки. На этом сборка коробки завершена. Нам остаётся лишь собрать и установить клещи с контактными электродами.

Крепим стенки коробки и переходим к клещам
Изготовление и крепёж клещей с контактными электродами
Для начала просверлим по одному отверстию в торцах брусков – здесь будут крепиться контактные электроды. Для их фиксации используем толстые саморезы.
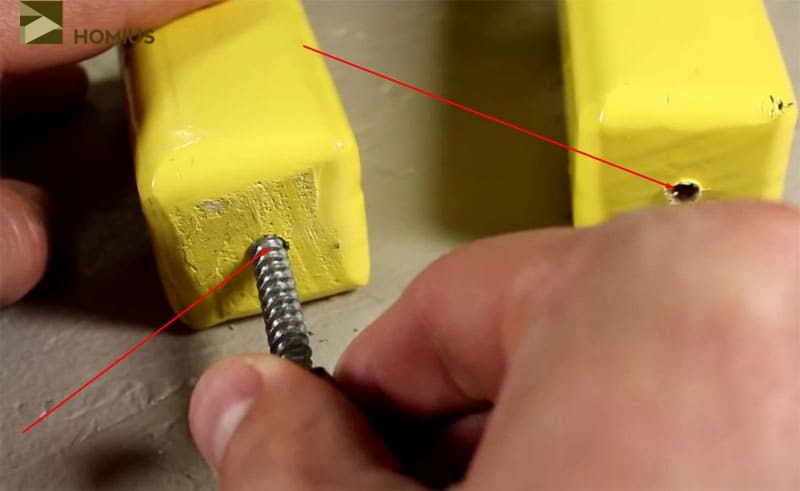
Сверлим отверстия в брусках под саморезы
Нижний брус крепим к платформе парой шурупов, а верхний делаем подвижным. Для этого прокладываем между ними рейки, сверлим в боковой стенке отверстие и прикручиваем верхний брусок клещей длинным винтом.

Рейки между брусками предназначены для ограничения расстояния по высоте
Крепление контактных электродов к брускам
Для этих целей понадобятся специальные медные контакторы. Если их найти невозможно, то придётся приобретать. Но это будет единственной тратой средств на изготовление аппарата для контактной сварки. В них зажимаются отрезанные нами части прутка, а сами контакторы вместе с наконечниками вторичной обмотки фиксируются саморезами в отверстиях с торцов брусков, один сверху, второй снизу. Электроды при этом направлены друг на друга. Вот как это выглядит.
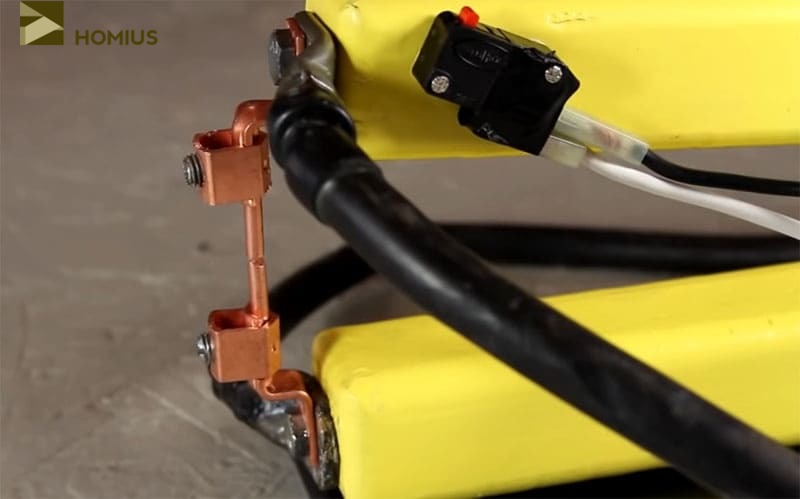
Итоговый результат – электроды закреплены на клещах
На верхнем бруске крепится и концевой выключатель.
Последний штрих: натягиваем резинку между корпусом и верхним бруском. Она будет поддерживать клещи в открытом положении.
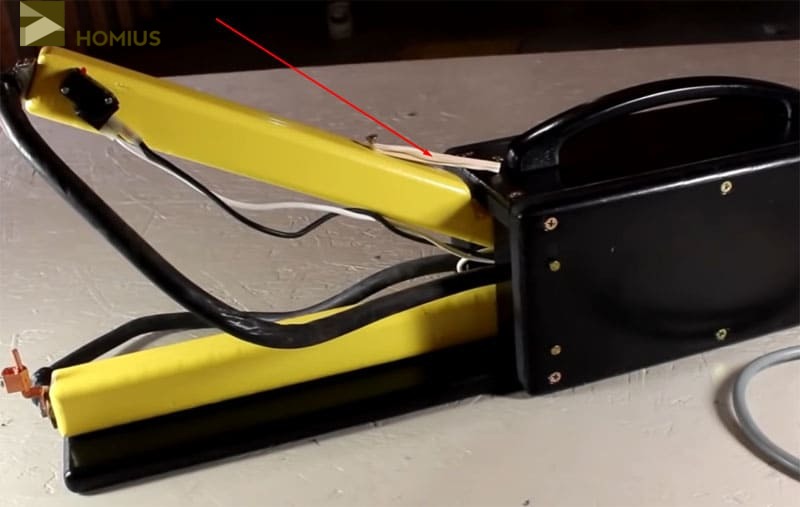
Вот какой аппарат у нас получился
Проверка готового аппарата на работоспособность
Теперь включаем аппарат для точечной сварки в сеть, при этом автомат должен быть отключён. Я взял для проверки две обычные шайбы. Переключаем вводной АВ в положение «вкл.» и сжимаем две шайбы между собой электродами. Осталось лишь нажать на кнопку концевого переключателя и результат станет виден практически мгновенно.

Первая проверка пройдена на отлично
Теперь проверим прочность сварки. Несколько шайб были сварены подобным образом при удержании кнопки концевого выключателя не более трёх секунд. Полученное соединение удалось разорвать с очень большим трудом при помощи тисков и плоскогубцев. Результат впечатляет.
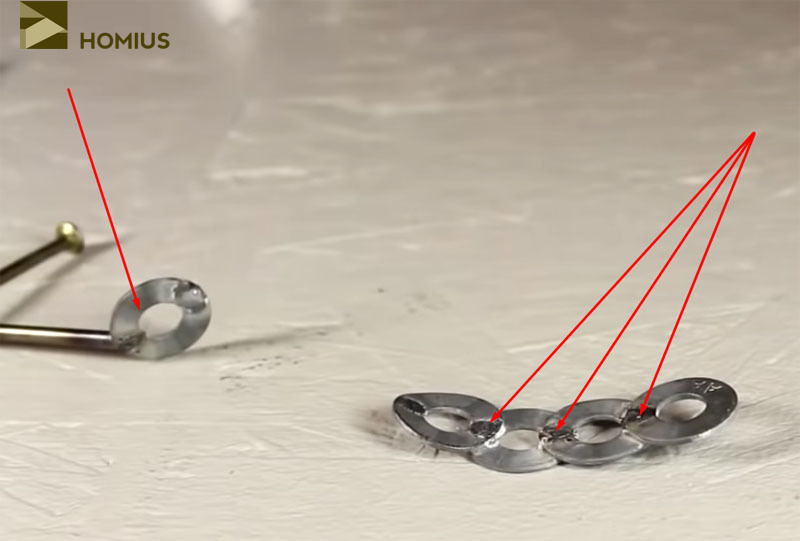
Прочность сварных соединений сомнений не вызывает
Что же в итоге
Можно сказать с полной уверенностью, что на сборку подобного агрегата вряд ли уйдёт больше ста рублей. А вот пользы он может принести предостаточно. Учитывая то, что в сборке аппарата для точечной сварки особо сложного ничего нет, а устройство заводского производства не каждому по карману, думаю, это неплохой вариант.
Очень надеюсь, что моя инструкция была изложена доступным языком и сможет помочь начинающим (и не только) мастерам в работе. Прошу оставить свои комментарии, выразить личное мнение о содержании и ясности статьи.
Редакция Homius приглашает домашних мастеров и умельцев стать соавторами рубрики «Истории». Полезные рассказы от первого лица будут опубликованы на страницах нашего онлайн-журнала.
Читайте также: