Конспекты по сварочному производству
Сваркой называется процесс получения неразъемного соединения каких-либо твердых материалов путем их местного плавления или пластического деформирования, в результате чего образуются прочные связи между атомами свариваемых материалов.
Сварка металлов подразделяется на различные виды по физическим, техническим и технологическим признакам.
Классификация сварки металлов по физическим признакам
Классификация по физическим признакам осуществляется в зависимости от формы энергии, используемой для образования сварного соединения. В результате сварочные процессы подразделяются на три класса:
К термическому классу относятся такие разновидности сварки, которые осуществляются плавлением с использованием тепловой энергии: дуговая, электронно-лучевая, электрошлаковая, плазменная, ионно-лучевая, световая, сварка тлеющим разрядом, индукционная, термитная, газовая и литейная.
К термомеханическому классу сварки относятся такие ее виды, которые производятся как с использованием тепловой энергии, так и с использованием давления. Сюда относятся: контактная сварка, индукционно-прессовая, диффузионная, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, печная и термитно-прессовая.
К механическому классу сварки относятся разновидности, осуществляемые с использованием механической энергии и давления: холодная, ультразвуковая, взрывом, трением и магнитно-импульсная.
Классификация сварки металлов по техническим признакам
К техническим признакам относят следующее:
— способ защиты металла в зоне сварки;
— степень непрерывности процесса сварки;
— степень механизации процесса.
С точки зрения способа защиты металла различают сварку в воздухе, вакууме, различных защитных газах, под флюсом, по флюсу, в пене, с комбинированной защитой.
По непрерывности процесса сварки различают непрерывные и прерывистые виды; по степени механизации различают ручные, механизированные, автоматизированные и автоматические виды сварки.
Краткая характеристика основных видов сварки
Дуговая сварка является наиболее распространенным и универсальным видом сварки. Относится к сварке плавлением.
Плавление основного и присадочного металла производится электрической дугой, горящей между электродом и металлом, который сваривают. Расплавленный основной и присадочный металл (электрод или сварочная проволока) образуют так называемую сварочную ванну; в результате кристаллизации металла сварочной ванны образуется сварной шов.
Для защиты сварного шва от окисления применяют электроды с толстым покрытием с обмазкой, выделяющей при горении дуги жидкие шлаки и восстановительные газы (например, СО2; водород).
Сварку угольными электродами с зависимой (рис. 2,б) или независимой (рис. 2, в) дугой с присадочными прутками применяют ограниченно, преимущественно для сваривания тонкостенных изделий из цветных металлов. Более широко применяют угольные электроды для дуговой резки (особенно для резки шлифованных сталей).
Рисунок 2 - Дуговая ручная сварка
Автоматическая дуговая сварка под слоем флюса
Этот вид сварки применяется при больших масштабах производства для соединения деталей прямыми и круговыми швами (рис.3). Электродом служит полая сварочная проволока 1.
Производительность данного процесса в 5—10 раз выше, чем при ручной дуговой сварке. Качество сварных швов также высокое.
Рисунок 3 - Автоматическая дуговая сварка под слоем флюса
Сварка в защитных газах
Сварка осуществляется плавящимися (рис. 4, а) или неплавящимися (вольфрамовыми) электродами (рис. 4, б) в струе инертных газов.
Рисунок 4 - Сварка в защитных газах
Данный способ применяют при сваривании деталей из высоколегированных сталей, титановых, никелевых, алюминиевых и магниевых сплавов. При сварке углеродистых сталей используется более дешевый углекислый газ.
Электрошлаковая сварка
В данном виде сварки плавление основного и присадочного металлов осуществляется теплом, которое выделяется при прохождении электрического тока через расплавленный шлак в течение установившегося процесса сварки.
Электрошлаковая сварка классифицируется по виду электрода, наличию колебаний электрода, количеству электродов и некоторым другим признакам. Применяется для соединения массивных заготовок (корпусные детали крупных машин, резервуары высокого давления и т. п.).
Газовая сварка
Данный вид сварки основан на плавлении основного и присадочного металлов высокотемпературным газово-кислородным пламенем. В качестве горючего для сгорания в кислороде применяют самые разные газы: водород, ацетилен, пропан-бутановую смесь, пары бензина, пары керосина, городской газ, природный, светильный, коксовый, нефтяной и другие газы.
Ацетиленокислородная сварка (рис.5) осуществляется в пламени инжекционной горелки. Присадочным металлом служит проволока или прутки из металла, близкого по составу к металлу свариваемых деталей. Качество соединений при ацетиленокислородной сварке ниже, чем при электродуговой сварке.
Рисунок 5 - Ацетиленокислородная сварка
Контактная сварка
Сварка встык сопротивлением применяется, как правило, для соединения деталей с небольшими сечениями. Торцы деталей сжимают гидравлическим прессом, затем включают электрический ток. Металл на стыке при этом доводится до пластического состояния.
Другая разновидность контактной сварки — сварка оплавлением. При этом способе стык сначала сжимают небольшим усилием, затем включают ток. В результате на стыке образуется большое число микродуг, расплавляющих металл (рис. 6, б). После оплавления стык сжимается гидравлическим прессом (рис. 6, в). Сварку оплавлением применяют для соединения деталей больших сечений, кроме того — деталей из разнородных материалов.
Еще один вид контактной сварки — точечная сварка, подразделяемая на одноточечную, двухточечную и многоточечную.
Контактная сварка может выполняться различными видами электрического тока — постоянным, переменным, пульсирующим.
Рисунок 6 - Стыковая сварка
Понятие о свариваемости металлов
Свариваемостью в сварочном производстве называется способность однородных и разнородных металлов (а также их сплавов) образовывать сварное соединение, которое сможет работать при заданных нагрузках, среде, температуре и других условиях.
При сварке плавлением свариваются только металлы, имеющие хорошую взаимную растворимость. Хорошо свариваются все однородные металлы, то есть сталь со сталью, чугун с чугуном, медь с медью и т. п. Медь и свинец не обладают взаимной растворимостью и в расплавленном (жидком) состоянии образуют неперемешивающиеся слои, поэтому сварить медь и свинец практически невозможно. Трудно сваривается железо со свинцом, алюминий- с висмутом, железо с магнием и т. д. Поэтому в таких случаях для обеспечения свариваемости разнородных металлов обычно используют третий металл, обладающий хорошей взаимной растворимостью с обоими свариваемыми металлами.
Кроме свойств основного металла, свариваемость зависит от вида и режима сварки, состава присадочного металла и флюса, от вида защитного газа. Так, например, сваривать углеродистую сталь в среде азота нельзя, потому что произойдет насыщение металла шва азотом, а в результате — старение металла. Сварка меди в азоте, наоборот, происходит благоприятно, поскольку расплавленная медь практически нейтральна к азоту.
Для определения свариваемости металлов и их сплавов на практике используется более 150 способов.
Лекции по разделу "Сварочное оборудование"
- по способу выполнения - однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус, и раздельные, в которых генератор и двигатель установлены в единой рамке, а привод осуществляется через специальную соединительную муфту.
Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Сварочные генераторы изготавливают по электромагнитным схемам, которые обеспечивают падающую внешнюю характеристику и ограничение тока короткого замыкания.
Если мощность одного генератора недостаточна для работы сварочного поста, то включают параллельно два сварочных агрегата.
Сварочные аппараты переменного тока.

Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток. Они подразделяются на две группы: аппараты, состоящие из трансформатора с жесткой внешней характеристикой и дросселя, и аппараты, имеющие трансформатор с падающей внешней характеристикой, создаваемой усиленными полями рассеяния в самом трансформаторе. Сварочные аппараты первой группы могут быть с отдельным дросселем и со встроенным дросселем.
Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная и вторичная обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60—70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения, и высокий КПД трансформатора. В сварочную цепь включают обмотку (из голой медной шины) дросселя (регулятора тока). Сердечник дросселя набран из пластин тонкой трансформаторной стали, и состоит из двух частей: неподвижной, на которой расположена обмотка дросселя, и подвижной, перемещаемой с помощью винтовой пары. При вращении рукоятки по часовой стрелке воздушный зазор увеличивается, а против часовой стрелки - уменьшается.
Сварочные аппараты со встроенным дросселем устроены следующим образом. Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой дросселя (регулятор тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма устанавливается необходимый воздушный зазор.
Регулирование сварочного тока производится изменением воздушного зазора — чем больше зазор, тем больше сварочный ток.
Сварочные выпрямители.

Сварочные выпрямители — это статические преобразователи энергии трехфазной сети переменного тока в энергию выпрямленного (пульсирующего) тока.
Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий КПД и относительно небольшие потери холостого хода, высокие динамические свойства при меньшей электромагнитной индукции, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми. Но следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее в защитное устройства, обеспечивающие нормальную
Обслуживание сварочного оборудования.
В процессе эксплуатации источники сварочного тока требуют ухода и обслуживания. Перед включением источника тока необходимо выполнить следующие работы: чистить его от пыли и грязи, осмотреть и при наличии мелких дефектов устранить их. У сварочных преобразователей особое внимание следует обратить на подшипники, коллектор и щеточный механизм генератора. Щетки должны плотно прилегать к чистой поверхности коллектора. У аппаратов переменного тока следует проверить состояние контактов, изоляции и крепежных деталей сердечника и кожуха. Необходимо чаще смазывать регулировочный механизм. У сварочных выпрямителей особого внимания требует система охлаждения (вентилятор, жалюзи, реле). Следует проверить подтяжку крепежных деталей, наличие и надежность крепления заземляющего провода.
Сварочные провода выбирают в зависимости от наибольшего допустимого значения сварочного тока.
Аппараты переменного тока требуют регулярной проверки состояния контактов сварочной и заземляющей цепи, изоляции, подтяжки крепежных деталей сердечника и кожуха. Особенно опасны нарушения изоляции проводов и неаккуратное подключение сварочного кабеля. Необходимо чаще смазывать регулировочный механизм. При перемещении аппарата необходимо пользоваться ручками или подъемными кольцами кожуха трансформатора.
Сварочные выпрямители требуют особого внимания к системе охлаждения, состоящей из вентилятора, жалюзи и реле.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утвержденных главным инженером. В графиках, помимо сроков (дат) контроля, указываются фамилии лиц, ответственных за проведение этих операций.
Для сварочного оборудования может быть принята периодичность осмотра и ремонта.
Конспект занятия на тему: "Технология производства сварных соединений"

цель: выработать у обучающихся практические навыки и умения самостоятельно производить сборку и сварку простых листовых конструкций.
Просмотр содержимого документа
«Конспект занятия на тему: "Технология производства сварных соединений"»
Государственное бюджетное профессиональное образовательное учреждение Республики Адыгея «Красногвардейский аграрно – промышленный техникум»
«Технология производства сварных конструкций»
мастер п/о высшей
Ураков Руслан Асланович
Тема: Технология производства сварных конструкций
Цели урока:
обучающая: выработать у обучающихся практические навыки и умения самостоятельно производить сборку и сварку простых листовых конструкций, скорость выполнения, подбор режима сварки и сварочных материалов;
развивающая: развивать профессиональную самостоятельность, профессиональные навыки при выполнении сварки;
воспитательная: воспитание ответственности, интереса к своей профессии.
Вид урока: комбинированный.
Межпредметные связи: Предмет «Технология сварочных работ»: тема «Техника выполнения ручной дуговой сварки».
Ход урока
I. Организационный момент
1. Приветствовать обучающихся, проверить:
- готовность к уроку;
- присутствие учащихся;
- внешний вид.
2. Выполнить запись в журнале.
II. Вводный инструктаж
2. Опрос – актуализация
3. Изложение нового материала
Огромное разнообразие типов сварных конструкций, выпускаемых промышленными предприятиями страны, вызвало необходимость разработать «Технологическую классификацию сварных конструкций в машиностроении». Этот документ позволил типизировать технологические процессы изготовления, приемки, испытаний и монтаж, подразделить по технологическим и другим возможностям сварочное оборудование, установки, оснастку, что позволяет разрабатывать типовые проекты сборочно-сварочных цехов и участков с типовыми технологическими процессами. Основными параметрами, которые объединяют группы сварных конструкций, являются: конструктивная форма изделия, тип заготовок, толщина, масса- и марки металлов, характер сопряжения свариваемых элементов, классификация швов, тип сварного соединения, габариты изделия. В зависимости от количества общих параметров все машиностроительные конструкции подразделяются на виды, типы, классы, подклассы, группы и подгруппы. В подгруппе сварные конструкции имеют максимальное количество общих параметров.
Принципиальная и рабочая технология (технологическая карта) разрабатывается на основе соответствующих ГОСТов, технических условий, правил Госгортехнадзора, Морского и Речного регистра, специальных технических условий, а также на основе отраслевых и заводских стандартов и дополнительных технических условий, зафиксированных на чертежах данного изделия.
В общих технических условиях содержатся требования:
к материалам и заготовкам с указанием методов их приемки и испытания;
к изготовлению деталей конструкции с указанием способов заготовительных операций;
к сборочным операциям с указанием допусков на размеры и форму; к сварочным операциям с указанием способов сварки, сварочных материалов, квалификации сварщиков;
к методам и объемам испытаний (контроля) деталей, узлов и изделия в целом с указанием способов устранения дефектов, мест клеймения (то же в отношении качества швов сварных соединений);
к термической обработке деталей, узлов и всего изделия в целом; к приемке готовых изделий, окраске, маркировке и упаковке; в случае необходимости указывают способы консервации и расконсервации изделия;
к технической документации на готовое изделие.
Отраслевые и заводские стандарты содержат в основном те же требования, но применительно к более конкретным изделиям.
Значение технологического процесса. Качество проекта технологического процесса изготовления сварных конструкций в основном определяет их технико-экономические показатели, такие, как надежность, экономичность в изготовлении и эксплуатации. В проекте технологии изготовления комплексно разрабатывают операции заготовки, сборки, сварки и контроля качества готового изделия. Рационально разработанный проект технологии должен обеспечить изготовление изделия при минимальной трудоемкости операций, минимальном расходе сварочных материалов и электроэнергии, с высоким качеством сварных соединений, при наименьших остаточных деформациях конструкции и при полном соблюдении мер по технике безопасности.
Наиболее прогрессивный способ проектирования — одновременная разработка конструкций и технологии производства.
Принципиальная технология производства предусматривает: последовательность технологических операций, разбивку конструкции на отдельные технологические узлы или элементы, эскизную проработку специальных приспособлений и оснастки, расчеты режимов сварки основных сварочных операций, расчеты ожидаемых сварочных деформаций, сравнительную технико-экономическую оценку разработанных вариантов технологии.
После окончательного утверждения технического проекта и принятого варианта технологии выполняют рабочее проектирование конструкции и составление рабочей технологии. Рабочая технология включает:
- уточнения и изменения принципиальной технологии, связанные с изменениями конструкции на этапе рабочего проектирования;
- разработку технологических карт с указанием всех параметров режимов сварки, применяемых сварочных материалов и оборудования;
- краткие описания технологических приемов выполнения отдельных технологических операций;
- требования к точности и качеству сварных конструкций на отдельных этапах ее изготовления;
- указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
Одновременно с разработкой рабочей технологии ведут выбор или проектирование оснастки и приспособлений.
Выбор схемы технологического процесса определяется характером или типом производства. Различают три типа производства: индивидуальное, серийное и массовое. Индивидуальное производство предусматривает изготовление разнообразных по назначению, форме и размерам конструкций. Партия однотипных конструкций при индивидуальном производстве состоит из одной или нескольких единиц. Особенностью индивидуального производства является отсутствие специализации рабочих мест. Переход на выпуск других конструкций требует иногда переоснащения рабочего места. Применение специализированных приспособлений в индивидуальном производстве экономически не оправдывается. Поэтому рабочие места оснащают универсальными приспособлениями, которые могут быть использованы при изготовлении различных конструкций.
При изготовлении изделий большими партиями производство является серийным. Рабочие места при серийном производстве оснащают специализированными приспособлениями, применение которых позволяет увеличить производительность труда и повысить качество продукции. В серийном производстве заготовки обычно изготовляют более точно, поэтому объем пригоночных работ минимален.
При массовом производстве рабочие места также строго специализированы и оснащены специализированным оборудованием и быстродействующими приспособлениями. Пригоночные операции при массовом производстве отсутствуют, так как детали изготовляют с жесткими допусками. При массовом производстве применяют механизированные поточные линии сборки и сварки, а также автоматические линии. Технологическая карта — основной производственный документ, в котором приведены все данные по заготовке, сборке и сварке изделия. Выполнение положений, зафиксированных в утвержденной технологической карте, строго обязательно. При составлении технологической карты технолог должен придерживаться схемы утвержденной принципиальной технологии. Составленная карта должна быть понятной без пояснительной записки. Технологические карты составляют на заготовку, сборку и сварку. В большинстве случаев технологию сборки и сварки приводят в одной карте, в порядке очередности выполнения операций.
Заготовка деталей. К заготовительным операциям относят: правку листового и профильного проката, разметку и наметку, раскрой проката, обработку кромок и торцов, гибочные и вальцовочные работы. Правку листовой и универсальной стали производят в холодном состоянии на листопразйльных вальцах. При этом устраняют общие и местные неровности, волнистость кромки, саблевидность и другие дефекты. Схема правки листовой стали показана на рис. 148.

Рис. 148. Схема правки листовой стали
Угловые профили правят на углоправйльных вальцах (рис. 149), устройство которых аналогично устройству листоправйльных вальцов (за исключением формы роликов).
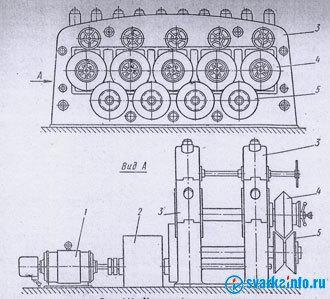
Рис. 149. Углоправильные вальцы:
1 - электродвигатель, 2 - редуктор, 3 - литые рамки, 4 - верхние ролики, 5 - нижние приводные ролики
Швеллеры, двутавры и другие профили правят на правильно-гибочном прессе (рис. 150).
Разметкой называют процесс вычерчивания детали на материале в натуральную величину с нанесением линий гибов, вырезов и центров отверстий. В индивидуальном производстве линии разметки находят построением.

Рис. 150. Правильно-гибочный (кулачковый) пресс:
1 - штурвалы, 2 - опоры, 3 - толкатель, 4 - электродвигатель
При заготовке нескольких одинаковых деталей размещают по шаблону. Контуры шаблона вычерчивают построением. Материал шаблона — фанера, картон, дерево, листовая сталь. Разметку по шаблону называют наметкой.
Операции разметки — ручные, не поддающиеся полной механизации. Совмещая разметку с вырезкой деталей на газопламенных аппаратах, можно существенно сократить общую трудоемкость заготовки. Наиболее прогрессийна вырезка деталей без разметки, по механическим копирам или фотокопированием.
Раскрой проката осуществляют на гильотинных, дисковых, угловых и пресс-ножницах (рис. 151).

Рис. 151. Ножницы для резки металла:
а — гильотинные; б — пресс-ножницы; в — дисковые; г — многодисковые; 1 и 4 — ножи; 2 — разрезаемый лист; 3 — прижим; 5 — упор; 6 и 7 — дисковые ножи
При заготовке деталей для ответственных несущих конструкций, при значительной кривизне деталей после резки, а также после резки на ножницах при толщине металла свыше 16 мм, продольные кромки и торцы детали обрабатывают резанием. Продольные кромки прострагивают на кромкострогальных станках, торцы фрезеруют на торце-фрезерных станках. На кромкострогальных станках можно обрабатывать кромки деталей длиной до 17,5 м. В процессе строгания при необходимости можно скашивать кромки для образования разделки под сварку.
Газопламенную резку кромок как самостоятельную операцию применяют редко. Обработку кромок под сварку (снятие фасок) обычно совмещают с операцией вырезки деталей.
Гибочные работы в зависимости от толщины и сортамента металла, а также радиуса кривизны производят в холодном или нагретом состоянии! Цилиндрическую или коническую форму придают деталям на трех-валковых листогибочных вальцах (рис. 152). Холодную гибку на вальцах листовых деталей по заданному радиусу называют вальцовкой. Для того чтобы деталь после вальцовки получила форму цилиндра, кромки листов предварительно подгибают по меньшему радиусу. Кромки подгибают на кромкогибочном станке или в трехвалковых вальцах. Деталь, имеющую форму замкнутого цилиндра, после вальцовки снимают с вальцов, предварительно освобождая верхний валок из подшипника (с одного конца).

Рис. 152. Схема вальцовки листа на трехвалковых листогибочных вальцах:
а, б — подвальцовка концевых участков листа; в — вальцовка листа в замкнутый цилиндр; 1 — лист; 2 — постель
При вальцовке угловых профилей на полку несколько уголков скрепляют между собой электроприхватками в вальцах до нужного диаметра.
При вальцовке уголков на перо на верхний валок вальцов надевают два диска, между которыми оставляют зазор, равный двум толщинам.
Гнутые профили из листовой стали, которые находят все большее применение в производстве сварных конструкций, получают на заводах металлоконструкций на листогибочных прессах (рис. 153).
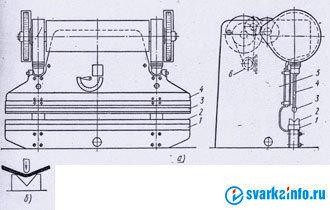
Рис. 153. Листогибочный пресс (а) и схема гибки (б):
1 — стол; 2 — нижний штамп; 3 — верхний штамп; 4 - ползун; 5 — станина; 6 - электродвигатель
Гибку в нагретом состоянии производят при необходимости получения деталей с малым радиусом кривизны, а также при гибке деталей значительной толщины.
Сборка сварных конструкций заключается в размещении элементов конструкции (узла) в порядке, указанном в- технологической карте, и предварительном скреплении их между собой с помощью приспособлений и наложении прихваток.
Сборка — одна из наиболее ответственных операций. От качества сборки в значительной степени зависит качество сварной конструкции. Например, сборка с увеличенными зазорами, с несовпадением свариваемых кромок по толщине требует наложения швов с большим объемом наплавленного металла, что приводит к увеличенным остаточным деформациям конструкции.
Технология сборки определяется: типом производства, особенностями конструкции и оснащенностью сборочного цеха.
Существуют следующие способы сборки: по предварительной разметке, по упорам-фиксаторам или по шаблонам, по контрольным отверстиям.
При сборке по первому методу положение каждого элемента определяют по линиям, нанесенным на сопрягаемые элементы.
Сборку по упорам-фиксаторам производят на плитах, в кондукторах или в специализированных сборочных приспособлениях.
При сборке по контрольным отверстиям сопрягаемые элементы соединяют, совмещая эти отверстия.
При сборке конструкций широко используют разнообразные сборочные и сборочно-сварочные приспособления. Тип приспособления определяется серийностью производства и степенью сложности конструкции. При индивидуальном производстве Применяют преимущественно универсальные приспособления. В серийном производстве наряду с универсальными приспособлениями применяют специализированные сборочные установки с быстродействующими прижимами. В массовом производстве применяют специализированные установки и приспособления.
Применение приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций.
Правильно спроектированное и изготовленное приспособление должно, отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, обеспечивать быстрее установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ.
Универсальные приспособления используют при сборке на стеллажах, сборочных плитах, роликовых стендах. Эти приспособления Йоказаны на рис. 154—156.
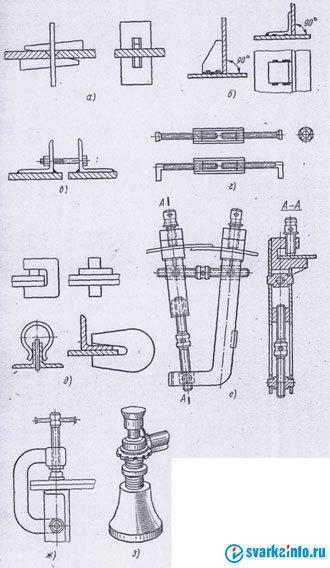
Рис. 154. Универсальные сборочные приспособления:
а — клинья; б — упоры из листов и угловых профилей; в — угловая сталь на прихватках с болтом; г — стяжка винтовая; д — скобы; е — рычажно-винтовая стяжка; ж — струбцина откидная; з — домкрат
В качестве специализированных приспособлений применяют разнообразные установки с механическими, пневматическими и гидравлическими зажимами.
Некоторые специализированные установки показаны на рис. 157— 159.
Широкое распространение в производстве сварных металлоконструкций получили сборочно-сварочные приспособления, обеспечивающие поворот изделий в положение, удобное для сварки, а также перемещение изделий в процессе сварки. К ним относятся позиционеры, кантователи, манипуляторы, вращатели, роликовые стенды. Кантователь с электромеханическим приводом показан на рис. 160. Изделие крепят в планшайбах стоек кантователя и поворачивают с помощью привода в удобное для сборки и сварки положение. Позиционер (рис. 161) предназначен также для установки изделий в удобное для сборки и сварки положение и обеспечивает вращение изделий с маршевой скоростью при различных углах наклона оси вращения. Манипуляторы предназначены для сборки изделий и их поворота со скоростью сварки и маршевой скоростью при различных углах оси вращения изделия. Для сборки и сварки малогабаритных изделий применяют манипуляторы с ручным приводом (рис. 162). Для сборки и сварки крупногабаритных изделий применяют манипуляторы с электромеханическим приводом. Для сборки и сварки цилиндрических изделий большого диаметра (обечаек) применяют роликовые стенды. Часть роликов стенда имеет электромеханический привод. Роликовый стенд тяжелого типа грузоподъемностью до 50 т показан на рис. 163.

Рис. 155. Пневматический прижим
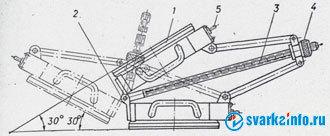
Рис. 156. Электромагнитный фиксатор:
1 — электромагниты; 2 - шарнир; 3 — шарнирно-рычажная система; 4 - гайка; 5 - выключатель

Рис. 157. Кондуктор для сборки решетчатой конструкции:
1 — собираемая конструкция; 2 — рама кондуктора; 3 — упоры; 4 — сборочные болты и пробки; 5 — пробки-фиксаторы раскосов
Рис. 158. Кондуктор для сборки обечаек из полуцилиндров
Лучшей формой организации сборочно-сварочных работ являются поточные линии. Поточные линии могут иметь разные формы организации и разное конструктивное оформление в зависимости от программы производства, конструкции изделия, производственных площадей, уровня механизации в цехе.
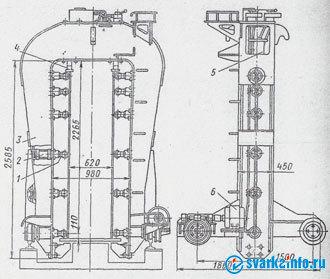
Рис. 159. Портальная установка для сборки крупногабаритных коробчатых балок:
1 — боковой прижим; 2 — боковой гидравлический цилиндр; 3 — корпус; 4 — верхние прижимы; 5 — верхний гидравлический цилиндр; 6 — привод передвижения портала

Рис. 160. Кантователь двухстоечный с электромеханическим приводом грузоподъемностью 10 т
Конспект занятия на тему: "Сварные соединения и швы"
обучающая: познакомить со сварными соединениями, дать понятия о сварных соединениях соединениях. Стандартных деталей и взаимозаменяемости.
развивающая: развивать навыки самостоятельной работы, внимание, координацию движений, скорость и технику при выполнении сварных соединений;
воспитательная: воспитывать у обучающихся аккуратность, трудолюбие, бережное отношение к сварочному оборудованию и инструментам, формировать у обучающихся профессиональные навыки при выполнении сварки.
Тип урока: изучение трудовых приемов и операций.
Методы урока:
обучения: диалогический, показательный;
преподавания: объяснительный, инструктивный;
учения: репродуктивный, частично-поисковый, практический.
Межпредметные связи: Предмет «Технология сварочных работ»: тема «Техника выполнения ручной дуговой сварки». Предмет «Черчение»: тема «Чтение чертежей». «Условное обозначение сварных швов и сварных соединений». Предмет «Материаловедение»: тема «Классификация сталей. Стали общего, обыкновенного качества». Предмет «Охрана труда»: тема «Организация безопасного производства электросварочных работ».
Литература
Рыбаков В.М. «Сварка и резка металлов». М. Высшая школа. 1977.
Левадный В.С, Бурлака А.П. «Сварочные работы» практическое пособие Москва. ООО «Аделант», 2003.
Колганов Л.А. «Сварочное производство».Учебное пособие. Ростов. н/Д: «Феникс», 2002.
Чернышов Г.Г. «Сварочное дело: Сварка и резка металлов». Москва. Издательский центр «Академия», 2004.
2. Опрос – актуализация
Современное строительство не может обойтись без сварных соединений. Их применяют как при малоэтажном строительстве, так и при постройках больших домов, офисных и спортивных центров. При помощи сварки соединяют 2 или более деталей в 1. При этом образуется прочный и надежный шов, который может прослужить длительное время, не нарушаясь и не вызывая повреждения детали в целом.

Схема сварки металла.
Кроме того, сварные соединения и швы могут быть использованы, как для стыка металлических деталей из однородного типа стали, так и элементов, выполненных из различных сплавов. При таких сложных работах необходимо правильно подобрать технологию сварки, силу тока, расходные материалы (электроды). Кроме того, сварщик должен обладать достаточным опытом и умениями, чтобы не допустить прожига детали, избежать лишних напряжений и деформации в дальнейшей эксплуатации.
КЛАССИФИКАЦИЯ СВАРОЧНЫХ ШВОВ
Все сварные соединения нормируются специальной документацией, которая определяет понятия, области и места выполнения сварки. Описанная терминология применима для технической документации, которая прилагается по окончании выполнения швов. Эти же понятия указаны в учебных и методических пособиях, по которым производится подготовка сварщиков, а также дальнейшее обучение и повышение их квалификации.

Таблица классификаций сварных швов.
Используя общепринятые сокращения, даже при отсутствии документации по маркировке соединения или общей спецификации можно определить, какое именно сварное соединение выполнено в том или ином месте строительной конструкции. Приняты следующие условные обозначения: стыковые сварные соединения принято обозначать буквой «С», при выполнении шва внахлест – указывают «Н», если предусмотрены тавровые стыки, то на спецификации обозначено «Т», угловые – «У».
В основном сварочные соединения и швы принять разделять по нескольким признакам:
По виду конечной формы поперечного сечения:
Стыковые, то есть свариваемые детали располагают по одной плоскости.
Угловые, когда металлические детали находятся друг к другу под углом, при этом его величина значения не имеет.
Прорезные, если детали, наложенные друг на друга, взаимно проплавляются. При этом одна из деталей (верхняя) проплавлена целиком, а другая часть сварного соединения (нижняя) лишь частично. Сам шов представляет собой заклепку. Это соединение еще называют электрозаклепочным.
По конфигурации при сварке:

Способы получения точечных сварных швов.
По длительности сварного соединения:
Соединения, выполненные сплошным швом. Их длина колеблется от 300 мм до 1 м и более.
Которые выполнены прерывисто. При этом расположение шва может быть по цепочке, в шахматном порядке, в зависимости от конструктивных особенностей детали и предъявляемых требований.
По способу применяемой технологии сварки:
дуговая сварка без применения дополнительных средств (газа, флюса);
сварка, выполненная в среде с наличием газа (например, аргона).
По количеству нанесения сварочных элементов:
По количеству металла, который образовался в результате наплавления:
Обычно нет строгого разделения по всем типам классификаций. При работе сварные соединения могут быть прямолинейные стыковые усиленные. То есть сочетания могут быть самыми разнообразными, в зависимости от сложности металлической конструкции, требований жесткости и надежности, наличия расходных материалов, а также мастерства сварщика.
Вернуться к оглавлению
ХАРАКТЕРИСТИКА СВАРНЫХ СОЕДИНЕНИЙ

Основные типы сварных соединений.
В зависимости от того, каким должен получиться сварной шов в итоге, необходимо учитывать особенности его выполнения и технологию исполнения.
Стыковые сварные соединения представляют собой соединение деталей путем сплавления между собой. Детали располагают в одной плоскости и чаще всего применяют дуговую сварку. При этом такие швы могут быть использованы для соединения деталей с различной кромкой. Обработка кромки для сваривания зависит от толщины листа. Если в процессе выполнения работ требуется соединить детали различной толщины, то более толстый край должен быть скошен под размер меньшего. Это обеспечивает надежный шов.
По типу краев, которые участвуют при сваривании, стыковые сварные соединения можно разделить на:
детали, которые не имеют скоса кромки. Они должны быть толщиной 3-5 мм;
элементы, которые имеют криволинейную кромку;
детали с кромкой, образующей букву «U», их толщина составляет 20-60 мм;
детали, у которых кромка имеет вид «Х», толщина металла 12-40 мм.
БОЛЕЕ ПОДРОБНО О СОЕДИНЕНИЯХ
Стыковые сварные швы обладают самым низким значением напряжения, менее склонны к деформациям.Это обуславливает частое их применение. При выполнении стыкового соединения расход металла является минимальным, сама подготовка к работе должна выполняться тщательно и скрупулезно.

Обозначения сварных соединений.
Тавровые элементы представляют собой соединения деталей из металла, когда одна из них расположена перпендикулярно к другой. Получается стык в виде буквы «Т». При таком типе сам шов может располагаться как с одной из сторон, так и с двух. Все зависит от требований жесткости, технической и конструктивной возможности произвести работы. Тавровые системы используются для сборки каркасов для ферм, различных видов колонн, стоек. Кроме того, такое соединение хорошо применять для сварки балок.
Угловые соединения выполняют в тех случаях, где элементы в конструкции не будут нести значительных напряжений. Например, при сварке емкостей, резервуаров. Чтобы обеспечить необходимую надежность и прочность, толщина свариваемого металла не должна превышать 1-3 мм. При угловом соединении детали прикладывают друг к другу под необходимым углом и сваривают. Величина угла не имеет значения. Шов проделывают двухсторонним сплошным таким образом, чтобы в него не могла проникнуть влага.
Нахлесточные соединения образуются тогда, когда детали расположены параллельно друг к другу. Шов при этом находится на боковых поверхностях металлических элементов. Кромки металла не нуждаются в дополнительной обработке, в отличие от стыкового метода. Расходы металла как основного, так и наплавляемого будут значительными.

Сварка углового соединения.
Толщина самой конструкции при такой обработке составляет не более 12 мм. Для исключения проникновения влаги в само соединение его необходимо выполнять двухсторонним.
Швы при тавровом, нахлесточном, угловом соединении могут исполняться в виде маленьких отрезков, то есть точечным методом. Если надо сделать предварительные наплавления, то они выполняются круглой формы. Т.е. образуются при полном проплавлении одной из детали и частично другой.
Читайте также: