Катет шва при сварке
Сварка - самый популярный способ соединения металлических изделий. Но, часто применяемый, не значит простой. Науке, как правильно класть шов сваркой, нужно учиться так же, как и другим. Несложно приобрести теоретические знания и даже получить удостоверение об окончании профильного обучения. При первом опыте выясняется, что не всегда можно выполнить красивый сварочный шов.
Опытные мастера знают, как правильно наносить сварочный шов. Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.

Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр - от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая. Используется механический прибор - полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
- Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.

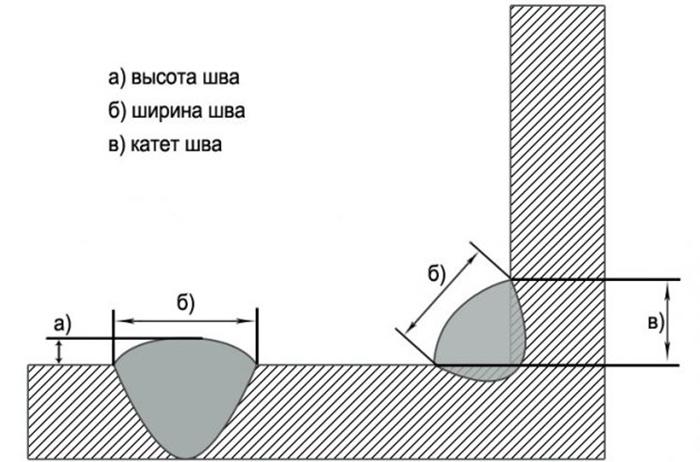
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.

Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы "Т".
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки "лодочкой" делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.

Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству.
Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.

Способ "углом вперед" подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При "угле назад" движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения - по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.

Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами - движениями налево или направо.
При сварке в вертикальном направлении направление движения шва - снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.

При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки. Сварочный инвертор - надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.
- Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
- Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
- Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбранные режим сварки, тип электрода, величина тока.
- Слишком большая или маленькая длина дуги.
- Использование сварочного оборудования с просроченным сроком поверки.
- Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную раковину.
Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
- недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
- большое содержание влаги на кромках и электроде;
- наличие в зоне сварки сквозняков;
- некачественные электроды;
- большая разница в химическом составе основного и присадочного материалов.
Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Интересное видео
Что такое катет шва при сварке и какие критерии его контроля?

Виды сварки
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.

Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
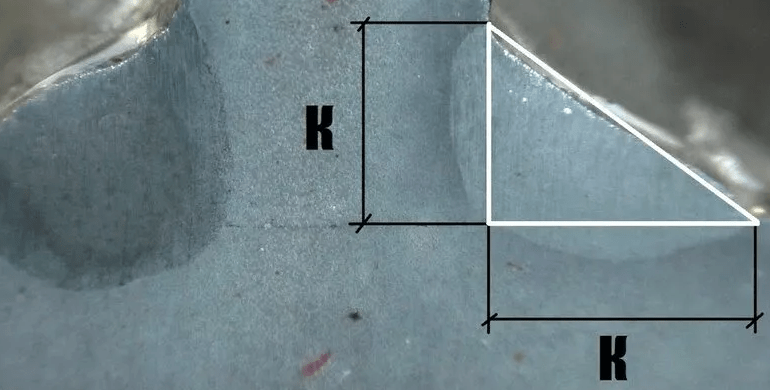
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.

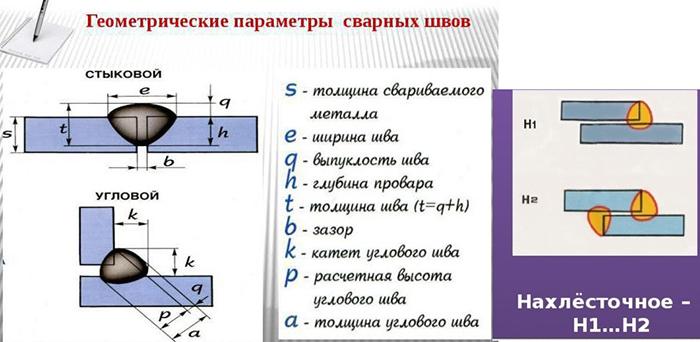
Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.

Катет сварного шва.
Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
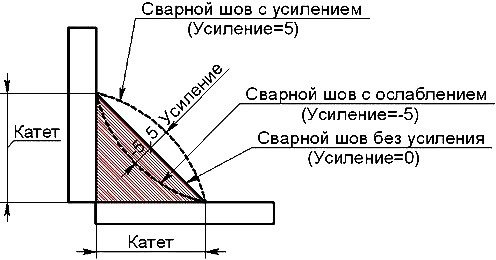
Сварной шов с усилением.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Положение при сварке
Сварка является процессом, без которого невозможно создать ни одну металлическую конструкцию. Серьезное отношение к этому процессу подтверждает большое количество нормативных материалов, регламентирующих пространственное положение шва при сварке. В методических указаниях приводятся сведения, каким должно быть положение электрода при сварке различными способами. Это имеет большое практическое значение, поскольку техника сварки швов в различных положениях не является одинаковой.
В зависимости от пространственного положения существуют разные условия для правильного формирования сварного шва, требования к его внешнему виду, наличию дефектов. Существенное влияние положение при сварочном процессе оказывает на его производительность, что учитывается при составлении технологической карты на узел изделия, где имеется сварное соединение.

Обозначение
Имеющаяся классификация сварных швов содержит обозначение положение при сварке. Каждому виду присваиваются цифры и буквы, которые четко указывают на разновидность шва. Эти обозначения указываются в чертежах на изделия, где присутствует сварное соединение. Сварщик при обучении своей профессии обязан изучить обозначения положений шва при сварке и доказать свои знания на экзамене. Это даст ему возможность без труда "читать" чертеж на изделие и делать практические выводы.

Принцип присваивания буквенного обозначения достаточно прост. Используется первая буква слова, обозначающего положение шва в пространстве. Существует не так уж много видов положения шва в пространстве, поэтому буква "В" будет однозначно восприниматься как вертикальный, а буква "П" как потолочный. Имеется более подробная градация, где основная буква пишется мелким шрифтом, а перед ней ставится большая буква "П", обозначающая "полу".
Обозначения могут иметь более подробный характер, когда в них указывается вид соединения или направление сварки. Так, например, П2 означает, что соединение тавровое потолочное, а положение при сварке В1 указывает на то, что при вертикальном положении шва сварка ведется способом снизу вверх. Положения при сварке Н1 и Н2 оба свидетельствуют о нижнем положении. Но дальше имеются различия.
Положение при сварке Н1 означает, что положение нижнее, а дальше два варианта: первый - стыковое, второй - "в лодочку". Н2 - нижнее положение при тавровом соединении. Н45 положение при сварке является переменным. Такое положение используется для сварки труб, когда их оси имеют наклонное положение на 45 градусов. Сварка при этом осуществляется без их поворота.
Когда приобретаются электроды, выпущенные иностранными производителями, положения швов, для которых они предназначены, указаны стрелками, в чем не трудно разобраться.

Обозначения имеются также в зависимости от свариваемых деталей.

Введение общепринятых обозначений систематизирует понятия о различных положениях при сварочном процессе. Сварщикам необходимо пройти аттестацию, которая начинается с экзамена по практике. Если он пройден успешно, то кандидат должен ответить на теоретические вопросы по основам сварочного дела. Они могут различаться в зависимости от направления, выбранного будущим сварщиком. Но существуют общие вопросы, знание которых является обязательным. К таким вопросам относится обозначения швов при различных пространственных положениях сварки.
Имеющиеся положения
Пространственные положения при сварке имеют четыре варианта. Наиболее легко выполнимое из них - горизонтальное нижнее положение. Наиболее трудным считается тоже горизонтальное положение шва, но располагающееся наверху, и имеющее название полочного. Шов в горизонтальном направлении не обязательно выполняют внизу или наверху. Он может располагаться в центре вертикальной стенки. Оставшийся вариант принадлежит вертикальному положению.

Различные положения сварки в пространстве имеют свои нюансы при выполнении сварки. От вида положений зависит расположение электродов.
Нижнее
Такое положение является самым желанным для любого сварщика. Этот вариант применяют, когда свариваются несложные детали небольшого размера или, если к качеству шва не предъявляются строгие требования. Положение электрода при этом виде является вертикальным. В этом положении возможно сваривание, как с одной стороны, так и с двух.
На качество шва в нижнем положении оказывают влияние толщина свариваемых деталей, размер зазора между ними, величина тока. Этот метод имеет высокую производительность. Недостатком является возникновение прожогов. При нижнем положении можно использовать способы стыкового и углового соединений.
Горизонтальное
При таком виде соединяемые элементы находятся в вертикальной плоскости. Сварной шов расположен горизонтально. Электрод принадлежит горизонтальной плоскости, но расположен перпендикулярно шву. Затруднение при работе вызывает возможное расплескивание жидкого металла из сварочной ванны и попадание под действием собственного веса прямо на расположенную внизу кромку. Перед началом работы необходимо произвести подготовительные работы, а именно, подрез кромки.
Вертикальное
Свариваемые детали располагают в вертикальной плоскости таким образом, чтобы шов между ними также был вертикальным. Электрод при этом расположен в горизонтальной плоскости перпендикулярно шву.
Сохраняется проблема падения вниз капель раскаленного металла. Работу следует выполнять исключительно на короткой дуге. Это предупредит попадание жидкого металла в кратер шва. Рекомендуется применение электродов с покрытием, увеличивающим вязкость содержимого сварной ямы. Это будет значительно уменьшать стекание расплавленного металла вниз.
Из двух существующих способов перемещения по возможности следует выбирать движение снизу наверх. Тогда неизбежно стекающий металл будет при застывании образовывать ступеньку, препятствующую дальнейшему его сползанию. Это занимает длительное время. При использовании способа сверху вниз производительность увеличивается за счет снижения качества шва.
Потолочное
По сути, является горизонтальным швом, расположенным в неудобном для работы месте. Сварщику приходится длительное время пребывать в сложной позе с вытянутой рукой. От квалификации это, понятное дело, не зависит, но у опытных мастеров имеются свои приемы, облегчающие процесс сварки в этом положении. В любом случае необходимо периодически делать перерывы.
Положение при сварке деталей будет горизонтальным, а электрода - вертикальным. Шов расположен внизу кромок. Главный риск получения некачественного шва заключается в том, что жидкий металл стекает вниз, но не всегда попадает в сварочную ванну.
При потолочном способе ведения сварки следует использовать небольшой ток и минимально короткую дугу. Электроды должны иметь небольшой диаметр и тугоплавкое покрытие, удерживающее капли металла за счет поверхностного натяжения. Этот вид сварки является особенно нежелательным, когда предстоит соединение деталей малой толщины.
Когда осуществляется сварка, угол, под которым находится электрод, имеет большое значение. Правильно выбранный угол наклона электрода при сварке позволит контролировать весь процесс и вовремя вносить коррективы. Под каким углом держать электрод при сварке не указывается в чертеже, а выбирается самим сварщиком.

Имеются следующие основные виды положения электрода:
- Сварка углом вперед. Этот способ выбирают при необходимости сварки в труднодоступных местах. Он имеет существенные недостатки. Образующийся шлак в жидком состоянии находится все время впереди, что мешает процессу сварки. Дуга может погаснуть совсем или начнет "блуждать". Не исключено появление пропущенных участков, что сильно снижает качество шва.
- Сварка углом назад. Находит применение при сварке стыков и в угловом варианте. Угол наклона электрода так же, как и в первом способе, находится в пределах 30-60°С. Сварочная дуга, напирая на жидкий шлак, вытесняет его из ванны и расплавленный металл лишается его прикрытия. На оголенном участке начинается быстрая кристаллизация.
- Под прямым углом. Расположение электрода перпендикулярно шву оставляет возможность контроля над жидким шлаком, и заставлять его перемещаться вслед за сварочной ванной. Это оказывает благоприятное влияние на качество шва. Если будет замечено, что шлак оказался перед электродом, то надо на небольшое время перейти на способ "назад углом". Это позволит отбросить шлак за электрод.
Движение электрода
Движение электрода при ручной дуговой сварке является колебательным. Траектория движения электрода выбирается в зависимости от вида соединения и толщины свариваемых элементов.

Перемещением электрода вдоль оси сварного шва достигает получение тонкого "ниточного" валика. Его поперечный размер зависит от толщины электрода и скорости его движения. Движение электрода при сварке в поперечном направлении позволяет получить сварной шов требуемой толщины. Движения носят возвратно-поступательный характер.
Амплитуда колебаний зависит от характеристик свариваемого материала и размера шва. Конец электрода может описывать различные движения типа "лестница", "елочка", "треугольники" и другие. Они выбираются мастером перед началом процесса сварки. Такие широкие возможности позволяют сделать правильный выбор для получения качественного и красивого шва.
Газовая сварка в различных пространственных положениях требует обязательной подготовки. Она заключается в очищении от загрязнений, окалин, остатков краски. Перед сваркой детали скрепляют прихватками - соединениями в виде небольших швов. Это необходимо для того, чтобы величина зазора оставалась постоянной. Если сваривается тонкий металл, то длина прихваток не должна быть более 5 мм. При толстом материале и длинном шве их длину можно увеличить до 30 мм.
Сварка электродом
Техника сварки электродом, прежде всего, предполагает ручную дуговую сварку. Несмотря на появление новых технологий, она остается самой простой и доступной. Шов становится более качественным и надежным при применении различных флюсов.
Ручная сварка находит применение в разных областях, особенно хорошо она подходит для углеродистых сталей. Проверенным вариантом является сваривание с помощью электрооборудования. Самым прогрессивным методом считается использование инвертора.
Виды соединений
Соединения бывают нескольких типов. Сварные швы бывают стыковые и угловые. К стыковым швам относится соединения двух деталей, которые плотно соприкасаются своими торцами. Находят широкое применение. Используются при различных технологиях. Преимуществами являются высокая производительность процесса сварки, небольшой расход материала. При соблюдении технологии получается шов высокой прочности. Необходима предварительная подготовка кромок.
Стыковой вид применяется для соединений листов, труб и сортового проката. При угловом соединении детали находятся под углом друг к другу. В месте их контакта пролегает сварочный шов. Размер угла зависит от конструкции изделия. Может применяться для приваривания трубы к поверхности.

Типы сварного шва СШ и УШ расшифровываются как стыковой и угловой соответственно.
Тавровое - соединение, в котором торец одной детали приваривается к поверхности другой. Как правило, угол между ними составляет 90°С. Основное требование - торец присоединяемой детали должен быть обрезан и тщательно обработан. Это обеспечит хорошее смыкание свариваемых поверхностей. Требуется предварительная разделка кромок.
При большой толщине снимают фаску с обеих сторон, что обеспечивает хорошее проваривание деталей. Тавровое соединение получается удачно при установке деталей в "лодочку". При этом электрод можно располагать вертикально. При сваривании толстых деталей имеется возможность многопроходного соединения. Такую установку применяют при автоматической сварке.
При нахлесточном соединении детали расположены в пространстве параллельно друг другу, но при этом одна из них на небольшом участке перекрывает вторую. Этот вид применяется при контактной и точечной сварке. Предварительная разделка кромок не требуется, поскольку они не участвуют в соединении. Толщина свариваемых деталей имеет ограничение - она не должна превышать 10 мм.
Разделение на различные виды осуществляется по форме:
- Нормальные. Получается при использовании длинной дуги. Хорошо выдерживают динамические нагрузки, поскольку между дорожкой и основным материалом отсутствует перепад.
- Выпуклые. Называются усиленными. Такую форму дает короткая дуга. Ширина шва становится меньше и образуется выпуклость. Получаются при многослойном покрытии, что приводит к большому расходу материала.
- Вогнутые. Называются ослабленными. Вогнутость корня имеет форму канавки. Возникают при неправильной технологии или недостаточной подготовке стыкуемых поверхностей. Используются для тонких металлов.
При сваривании следует стремиться к получению нормального, а значит красивого, сварного шва.

Существуют и другие разделения сварных соединений:
- Односторонняя сварка. Соединение выполняется только с одной стороны. Обозначение - ос (ss), где первые две русские буквы соответствуют наименованиям вида сварки, а в скобках указано международное написание.
- Двусторонняя сварка. Имеются соединения с двух сторон. Обозначение - дс (bs).
- Соединения, которые выполняются на подкладке - снимающейся или остающейся, а также на подкладном кольце. Обозначение - сп (mb), где русские буквы означают "с подкладкой".
- На весу, то есть, без подкладки. Обозначение - бп (nb). Вид сварного соединения ос бп означает, что сварное соединение подкладки не имеет. Вид соединения при сварке ос бп говорит о том, что сварочное соединение было совершено без подкладки.
- Изделия, выполненные сваркой с предварительной зачисткой корня, обозначаются зк (gg), а без зачистки - бз (ng). Что обозначают буквы, понять не трудно.
- Какой вид сварного соединения обозначается гз gb? Когда применяется газовая защита, обозначение сварки принимает вид - гз (gb).
Система обозначений носит понятный и легко запоминающийся характер.
Сварные швы также имеют разделение по их конфигурации. Они бывают прямолинейными, криволинейными и спиральными или иначе кольцевыми. Выбор осуществляется независимо от положения шва в пространстве. Все эти виды сочетаются со стыковым и нахлесточном соединениями. В зависимости от протяженности швы бывают сплошными и прерывистыми.
Подготовка кромок
Правильная подготовка кромок к свариванию является залогом получения качественного шва при его любых пространных положениях.

Подготовка к свариванию состоит из нескольких этапов:
- правка металла;
- разметка изделия;
- резка;
- зачистка соединений;
- небольшой подогрев;
- обработка кромок.
Правка выполняется в том случае, когда при транспортировке произошло деформирование изделий. Правка в горячем или холодном виде применяется в зависимости от размера изделия и сложности деформаций. Может выполняться вручную или с помощью приспособлений. Применяются молотки, кувалды, ручной пресс. При сложных повреждениях используют прессы с электродвигателями.
С помощью разметки задают необходимые размеры, обрезая лишние куски. При ручной разметке достаточно иметь линейку и штангенциркуль. Если разметка производится на партии одинаковых деталей, то используют шаблон. Чтобы получить нужный размер производят резку заготовок. Она бывает механическая и термическая путем плавления металла. Резку делают по нанесенным предварительно отметкам. Применяют также дуговую сварку, кислородный резак.
Зачистка изделий является важным этапом подготовки к свариванию. Нельзя оставлять на поверхности загрязнения, посторонние предметы и жировые пятна. Навредить может оксидная пленка. При химическом способе очистки детали погружают в емкость с химикатами.
Большую роль играет подготовка перед сваркой кромок. После зачистки им придают требуемую геометрическую форму. Для соединения тонких деталей кромку делают плоской, а для толстых изделий кромки делают в форме букв "V" или "X". Особенно актуальна подготовка кромок при сваривании труб. Правильный скос в этом случае снимет напряжение при эксплуатации.
Более качественной является холодная подготовка. Внимательного отношения требует сварка труб. На глубину снимаемого слоя влияет марка металла. Толщина стенок в месте сваривания должна быть одинаковой, а торец трубы перпендикулярным ее оси.
Расчет катета шва при сварке
Швы и соединения
Катет шва характеризует прочность и качество углового сварного соединения. Величину нормирует ГОСТ, отклонение в меньшую или большую сторону одинаково нежелательно. Чтобы избежать этого, необходимо правильно выбирать диаметр электрода и соблюдать технологию.
Катет в сварочном соединении
Швом называют зону сплавления 2 деталей. Здесь имеется усиление, образованное материалом электрода. Его называют наплавкой.
Для понимания того, что такое катет сварного шва, необходимо представить поперечный разрез углового соединения. На нем наплавка имеет форму равнобедренного треугольника с выпуклым или вогнутым основанием.
Боковые стороны являются прямыми и прилегают к поверхностям свариваемых деталей. Длина каждой из них – это катет углового шва.
Данный параметр характеризует:
- Прочность конструкции. С увеличением размеров усиления, а значит, и его катетов, возрастают объем наплавки и площадь ее прилегания к деталям. Соответственно, повышается стойкость соединения к нагрузкам.
- Качество шва. При соблюдении технологии оба катета равны. Невыполнение этого условия свидетельствует об отклонении дуги в сторону, в результате чего одна из заготовок удерживается слабо. По этой причине снижается прочность конструкции.
В серийном производстве требуется обеспечить необходимый минимальный катет, с тем чтобы не ослабить изделие и одновременно избежать перерасхода материалов и энергии. Это позволит снизить себестоимость продукции без ущерба для ее прочностных характеристик.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй – вдоль боковых по обеим сторонам.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня – наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
.jpg)
Правильная настройка аппарата для сварки
Режим работы определяется 3 параметрами:
- напряжением;
- силой тока;
- скоростью движения электрода.
Настройка аппарата состоит в подборе их оптимальных значений.
На это влияют следующие факторы:
- Толщина заготовок.
- Материал.
- Вид шва.
Параметры подбирают опытным путем, действуя в такой последовательности:
- Берут ненужный фрагмент из того же материала, что и заготовки, которые нужно приварить.
- Зачищают его шлифмашинкой до металлического блеска.
- Выставляют на аппарате напряжение в 15-20 В и сварочный ток в 100 А.
- Зажигают дугу и путем постепенного регулирования параметров добиваются стабильного горения с хорошей глубиной провара.
- Фиксируют оптимальные настройки письменно или посредством фотосъемки.
- Плавно уменьшают силу тока, пока дуга не погаснет. Записывают ампераж, при котором это произошло.
- Возвращают регулятор на 100 А, снова зажигают дугу и увеличивают силу тока до наибольшего значения. Его тоже фиксируют.
- Снижают напряжение на 0,5 В и тем же способом определяют минимальную и максимальную силу тока. Несколько раз повторяют это действие, с каждым разом уменьшая вольтаж.
- Возвращаются к оптимальным настройкам.
- В том же порядке определяют верхний и нижний пределы силы тока, несколько раз повышая напряжение с шагом в 0,5 В.
Пункты 6-10 инструкции позволяют определить крайние точки диапазона, в пределах которого можно регулировать аппарат перед работой с другими заготовками.
При настройке полуавтомата скорость подачи присадочного прутка подбирают в зависимости от силы тока: чем больше ампераж, тем быстрее должен поступать материал.
Самостоятельный расчет катета и ГОСТы
Различают 2 случая:
- Простой. Конструкция малоответственная, высоким нагрузкам не подвергается.
- Сложный. Степень ответственности высокая, на конструкцию воздействуют большие усилия.
В первом случае катет принимают равным толщине заготовки, если она не превышает 4 мм. В противном случае ее умножают на 0,4 и добавляют 2 мм. Используют электроды с диаметром, равным катету.
Для ответственных конструкций осуществляют расчет катета.
Исходная формула: N = 0,7 K * L * Rc, где:
N – рабочая нагрузка на соединение, кгс;
L – длина шва, см;
Rc – расчетное сопротивление срезу, кгс/кв. см.
Отсюда K = N / (0.7 * L * Rc).
Если шов двойной, например нахлесточный фланговый, полученный результат делят на 2.
В приложении 1.12 ГОСТ 5264-80 приведена таблица минимальных значений катетов. Определить их параметры для заготовок с большей толщиной можно по данным СНиП II-23-81*.
Последствия неправильного вычисления катета
Ошибки приводят к следующим результатам:
- В меньшую сторону. Прочность шва не соответствует расчетной. При воздействии рабочей нагрузки соединение разрушается.
- В большую сторону. Нерационально используются материалы и энергия. Себестоимость изделия или конструкции неоправданно возрастает. Это особенно сказывается при серийном производстве. Годовые потери могут исчисляться сотнями тысяч рублей.
При разовом изготовлении малогабаритной конструкции, не подверженной большим нагрузкам, отклонения в ту или другую сторону некритичны. В этом случае катет шва можно подбирать приближенно.
Габаритное сооружение, находящееся под нагрузкой от большого собственного веса и тяжелых механизмов, требует иного подхода.
Катет и другие параметры сварных швов рассчитываются с большой точностью и в соответствии с требованиями ГОСТ. В противном случае конструкция может обрушиться.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Режим сварки подбирают по заготовке с наименьшей толщиной, чтобы не прожечь ее.

Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.

Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.
- Капиллярный метод.
- Магнитное зонирование.
При серийном производстве можно выбрать разрушающий метод: пробное соединение разламывают и осматривают шов изнутри.
На что влияет катет сварного шва
Что такое катет сварного шва, как его правильно рассчитать и проверить.
В каких швах бывает катет

Геометрия сварных соединений зависит от способа стыковки двух сторон между собой. При сварке пластин встык (на горизонтальной, вертикальной, потолочной поверхности) на месте соединения образуется валик. Для оценки качества шва измеряют его высоту, ширину, а методом разрушающего контроля или при помощи рентгена смотрят глубину провара. Катета здесь нет.
Катет встречается только на угловых и тавровых соединения. Положение деталей в пространстве не имеет значения. При угловом шве, определить его высоту довольно сложно, поскольку нет плоскости, от которой можно оттолкнуться. Поэтому для оценки качества таких соединений измеряют ширину шва, катет и глубину провара (методами разрушающего и неразрушающего контроля).
Что такое катет сварочного шва

Катет шва — это две стороны треугольника, расходящиеся от прямого угла. По сути, катет здесь имеет такое же определение, что и в школьной геометрии. В идеале, чтобы такой треугольник был равнобедренным, тогда одинаковая часть наплавленного металла ложится на каждую сторону. Это обеспечивает наилучшее удержание деталей и прочность соединения.
Понятие катета сварного шва применимо ко всем видам сварки. Достичь определенного катета при соединении можно покрытым плавящимся электродом (ММА), горелкой полуавтомата (MIG/MAG), неплавящимся вольфрамовым стержнем и горелкой аргоновой сварки (TIG). Поскольку в угловом и тавровом соединении всегда два катета (на вертикальной и нижней поверхности заготовок), при измерении, для удобства, их иногда обозначают как К1 и К2. В хорошем шве К1 и К2 равны.
Сама поверхность сварочного шва на угловых соединениях бывает:
Выпуклой — валик выступает наружу, иногда превышая длину самого катета. Внешне такой шов выглядит мощно, но увеличенное количество наплавленного металла ведет к образованию внутренних напряжений. Из-за этого изделие склонно к деформациям, особенно, если его стенки 2-3 мм.
Вогнутой — поверхность шва изогнута внутрь и расположена ниже высоты катета. Чтобы получить такую форму, требуется увеличить силу тока и быстрее вести электрод или горелку. На полуавтомате стоит повысить индуктивность, чтобы процесс отделения капли стал более плавным. Это увеличивает глубину проплавления и содействует вогнутой поверхности шва.
Ровной — между сторонами углового соединения почти ровная, косая плоскость поверхности шва. Такое получается реже, но все же возможно. Этот вариант более удобен для механической обработки стыков — мало счищать наплавленного металла и оснастка шлифовальной машины захватывает сразу всю поверхность.
Под катетом в каждом случае подразумевается длина (на горизонтальной части заготовки) и высота (на вертикальной части заготовки) стороны треугольника, начинающаяся от корня шва. По-другому, это расстояние от кромки (наружной границы) шва до поверхности другой детали.
Кажется, чем больше катет, тем лучше, но это не так. Большой катет сварного шва создает напряжения в соединении и ведет к выворачиванию конструкции. Увеличивается площадь нагрева детали. Изделие может сильно повести. Большой катет — это всегда перерасход материала (электродов, сварочной или присадочной проволоки), задержка по времени. Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Расчет катета шва
Поскольку угловой сварочный шов похож в сечении на треугольник, узнать высоту и длину его сторон можно при помощи геометрической формулы, задействовав математические способности. Расчет производится по формуле:
T=S*cos45º
Приведенные составляющие расшифровываются так:
T — величина катета шва, которую мы пытаемся вычислить
S — ширина валика (в геометрии — гипотенуза треугольника)
cos45º — это стандартное значение с коэффициентом 0.7
Произведем расчет катета сварного шва на практике. Например, у нас угловое соединение с шириной валика 5 мм. Подставляем это значение в формулу и получаем 5*0.7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
Опытным путем были установлены оптимальные параметры сварочного шва для каждой толщины металла. Если их придерживаться, то получится прочное соединение без перерасхода присадочного материала. Представляем характеристики сварочного шва в таблице.
| Толщина заготовок, мм | Тип соединения | Минимальный катет шва, мм |
|---|---|---|
| 4-5 | Тавровое с двухсторонним проваром | 4 |
| 6-10 | Тавровое с двухсторонним проваром | 4-5 |
| 11-16 | Тавровое с двухсторонним проваром | 4-6 |
| 17-22 | Тавровое с двухсторонним проваром | 5-7 |
| 23-32 | Тавровое с двухсторонним проваром | 6-8 |
| 4-5 | Тавровое с односторонним проваром или угловое с односторонним проваром | 5 |
| 6-10 | Тавровое с односторонним проваром или угловое с односторонним проваром | 6 |
| 11-16 | Тавровое с односторонним проваром или угловое с односторонним проваром | 7 |
| 17-22 | Тавровое с односторонним проваром или угловое с односторонним проваром | 8 |
| 23-32 | Тавровое с односторонним проваром или угловое с односторонним проваром | 9 |
Как видно, размер катета составляет от 30 до 100% от толщины детали — чем тоньше заготовка, тем ближе величина катета к показателю ее сечения. При сварке деталей с разной толщиной катет выбирается по большему показателю. Например, если вы свариваете заготовки сечением 5 и 10 мм с проваром только с одной стороны, катет шва должен быть 6 мм (берется из расчета, как будто две стороны имеют толщину 10 мм). Если ориентироваться на тонкую сторону, то получится слабое усиление на толстом металле и соединение будет ненадежным. Но в таком случае важно правильно выбрать силу тока и варить с определенной техникой ведения дуги.
Негативные последствия большого катета мы уже рассмотрели. Второй распространенной ошибкой является слишком маленький катет шва. Тогда на сторонах оказывается мало наплавленного металла, что уменьшает силу соединения. При изломе или вибрации конструкция может не выдержать нагрузки и шов треснет. Хотя малый катет экономит расходные материалы, он допустим только на неответственных соединениях (мангал, стол и пр.).
Еще одна ошибка сварщиков — несимметричный катет. Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Что влияет на катет сварного шва
На формирование катета шва угловых и тавровых соединения влияет ряд факторов:
Направленность горелки или электрода. Если варить угловые швы с удержанием электрода или горелки под углом 45º, то жидкий металл под действием силы тяжести стечет на нижнюю полку, занизив вертикальный катет. Опытные сварщики в таком случае изменяют угол на 20-30º, направляя конец электрода на вертикальную поверхность. Так получается изменить высоту катета, добиться равностороннего треугольника в сечении шва.
Положение изделия в пространстве. Получить равномерный шов на угловом соединении легче, разместив изделие "в лодочку". Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
Скорость ведения дуги. При быстром проведении шов получается узким, а катет нередко малым. Сварка с задержкой ведет к увеличению высоты шва и росту катета. Скорость сварки нужно подбирать на черновой заготовке, попробовав разные варианты, и только потом переходить на сварку ответственного изделия.
Сила тока. Малая сила тока содействует наложению присадочного металла сверху, без глубокого проплавления. Катет получается большой, но качество соединения при этом плохое. Слишком высокий сварочный ток ведет к глубокому проплавлению, но увеличивает текучесть металла, содействует подрезам на вертикальной стороне, что тоже является дефектом.
Индуктивность. Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Характеристики присадочного металла. Если стержень плавящегося электрода или проволока полуавтомата имеют высокотемпературные добавки, то сварочная ванна получается более густая, что ведет к росту катета. Низкотемпературные сплавы растекаются быстрее, снижая высоту катета шва.
Проверка качества шва
На заводах и других предприятиях, где производится сварка ответственных конструкций, предъявляются строгие требования к получаемым швам. Они не должны содержать подрезы, поры, непровары, трещины, наплывы. Нередко сварщики получают прямые указания, какой катет требуется (например, все швы должны быть с катетом 6 или 8 мм). Несоблюдение требования ведет к замедлению производства, выговорам и денежному взысканию.
После сварки нужно проверить качество шва, включая катет. Чтобы не заниматься постоянными вычислениями, есть универсальные приборы и инструменты. Рассмотрим все существующие способы.

Замер катета шва проводится очень быстро при помощи калибромера. Инструмент с вырезами упирается в стенку изделия и вторым концом наставляется на границу шва. Это показывает катет одной стороны. Перевернув калибромер наоборот и приставив к другой стенке, получаем второй катет.
Второй способ проверки катета — прикладывание стандартного шаблона. Это набор пластин с вырезами на торце. Форма выреза имеет разную ширину и линию гипотенузы. Рядом с каждым торцом выгравирована пометка со значением катета. Поочередно прикладывая торцы шаблона к созданному шву, подбирают наиболее подходящий по ширине и высоте поверхности. Найдя соответствующий, получают значение его катета.
Остальные параметры шва проверяют при помощи:
- рентгеновского излучения;
- ультразвукового обследования;
- гидравлического давления;
- раствора аммиака, керосина;
- внешнего контроля визуальным путем;
- воздушного давления;
- магнитографического способа;
- капиллярного контроля.
Точно определить катет сварного шва можно на заготовке, срезав край соединения, чтобы получить доступ к его сечению. Прочертив прямую линию по наружным плоскостям сторон, легко измерить грани полученного треугольника.
Среди других методов разрушающего контроля, показывающего качество соединения (методы не относятся к проверке катета) бывают:
- просверливание шва;
- давление на сжатие сторон;
- давление на разведение сторон;
- выкручивание сторон.
Понимая, что такое катет сварного шва, зная его оптимальные параметры, зависящие от толщины металла, получится выполнять качественные соединения. После сварки вы сможете проверить катет на вертикальной и нижней сторонах, чтобы убедиться в соответствии требованиям.
Большинство сварщиков пользуются шаблоном УШС-2, содержащим 3 пластины с двумя выемками на каждой. Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Хотя в некоторых инструкциях к инструменту сказано, что можно, но у него нет такой функции. Он показывает высоту валика углового шва, а это не катет.
На чертежах для сварщиков значение катета помечается рисунком равнобедренного треугольника, лежащем на левом боку. Рядом прописывается цифра, указывающая на количество миллиметров.
Иногда, при сварке толстого металла 5-10 мм, для высокого катета просто нет места (рядом близко расположены другие жесткие элементы конструкции или сварка ведется через узкое монтажное отверстие, ограничивающее угол установки электрода). Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Чем выше предел текучести свариваемого металла, тем больше должен быть катет шва. Обычно разделяют значения до 400 МПа и 400-500 МПа.
Читайте также: