Какую вольт амперную характеристику имеет многопостовой сварочный выпрямитель
Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками предназначаются для дуговой сварки плавящимся электродом в среде защитных газов.
Необходимость применения источников питания с жесткой характеристикой объясняется следующими обстоятельствами.
Процесс переноса металла с электрода в шов носит капельный характер и в большинстве случаев, особенно при использовании в качестве защитной среды углекислого газа, сопровождается периодическими короткими замыканиями дугового промежутка. Для облегчения отрыва капли и обеспечения качественного формирования шва необходимо, чтобы ток короткого замыкания был в несколько раз больше тока горения дуги.
Высокие значения скорости плавления электрода и частоты коротких замыканий не позволяют использовать систему регулирования с зависимой от напряжения дуги скорости подачи электрода, как, например, при сварке под слоем флюса. Поэтому стабилизация режима горения дуги обеспечивается за счет явления саморегулирования, которое протекает более устойчиво, если источник питания имеет жесткие или пологопадаюшие характеристики.
Капельный перенос металла с периодическими короткими замыканиями дугового промежутка налагает особые требования к динамическим свойствам источника питания и, в первую очередь, к скорости нарастания тока короткого замыкания. При замыкании дугового промежутка нарастание тока происходит с излишне высокой скоростью, ток за время существования короткого замыкания достигает чрезмерно большого значения, что приводит к взрывообразному разрушению перемычки между каплей и торцом электрода, в результате чего процесс сварки сопровождается сильным разбрызгиванием, угаром металла и нарушается формирование сварного шва. Динамические свойства выпрямителя можно значительно улучшить, включив в цепь нагрузки дроссель, ограничивающий скорость нарастания тока короткого замыкания. Однако слишком малая скорость нарастания также нежелательна, т.к. может стать причиной затяжки стадии отрыва капли, в результате чего в жидкую ванну могут поступать участки нерасплавившейся электродной проволоки. Существует некоторое оптимальное значение индуктивности дросселя. Поэтому выпрямители содержат дроссель с регулируемой (плавно или ступенчато) индуктивностью.
Силовая часть сварочного выпрямителя с жесткими или пологопадаюшими характеристиками содержит силовой трансформатор, выпрямительный блок, регулятор напряжения и сглаживающий дроссель.
Силовые трансформаторы рассматриваемых сварочных выпрямителей имеют конструкцию с концентричным расположением первичных и вторичных обмоток, при которой их индуктивные сопротивления рассеяния минимальны.
Выпрямительные блоки собираются обычно по трехфазным мостовым схемам, обеспечивающим незначительную пульсацию выпрямленного напряжения, что повышает устойчивость горения дуги. В блоках могут использоваться как селеновые, так и кремниевые вентили. Однако кремниевые вентили, хотя и имеют меньшие потери и размеры, плохо выдерживают длительные перегрузки, имеющие место при коротких замыканиях дугового промежутка, и вследствие этого должны иметь быстродействующую защиту, срабатывающую при случайных коротких замыканиях, длительность которых превышает длительность периодических замыканий при сварке. Поэтому в большинстве ранее выпускавшихся выпрямителей использовали селеновые вентили, обладающие лучшей перегрузочной способностью. Регулирование силы тока осуществляется изменением скорости подачи электродной проволоки. В таких источниках в основном регулируется напряжение холостого хода и, следовательно, рабочее напряжение.
Регулирование напряжения может осуществляться несколькими способами:
– секционированием первичных обмоток силового трансформатора (выпрямители типа ВС);
– применением вольтодобавочного трансформатора, вторичные обмотки которого включаются последовательно со вторичными обмотками силового трансформатора (выпрямители типа ВСК и ИПП);
– применением дросселя насыщения (магнитного усилителя), включенного между силовым трансформатором и выпрямительным блоком (выпрямители типа ВДГ);
– использованием силовых трансформаторов специальной конструкции с регулируемой магнитной коммутацией (выпрямители типа ВСЖ);
– использованием в выпрямительном блоке управляемых кремниевых вентилей-тиристоров (выпрямители типа ВДУ и ВСП).
Выпрямитель с трансформатором с секционированными обмотками типа ВС состоит из трехфазного понижающего трансформатора Тр, переключателя ступеней S, силового выпрямительного блока V и дросселя L.
В выпрямителе ВС-300 (рис. 4.5) трехфазный понижающий трансформатор с нормальным магнитным рассеянием имеет соединение обмоток «звезда – треугольник». Напряжение холостого хода изменяется трехполюсными переключателями грубой S1 (три ступени) и плавной S2 (8 ступеней) регулировки за 24 ступени от 20 до 40 В с шагом около 1 В, т.е. почти плавно. Выпрямительный блок V собран по трехфазной мостовой схеме из селеновых шайб размером 100х400 мм. Для снижения разбрызгивания в цепь выпрямленного тока включен нерегулируемый дроссель L с постоянным воздушным зазором. В комплект выпрямителя входят также вентилятор М и реле контроля вентиляции Pв.
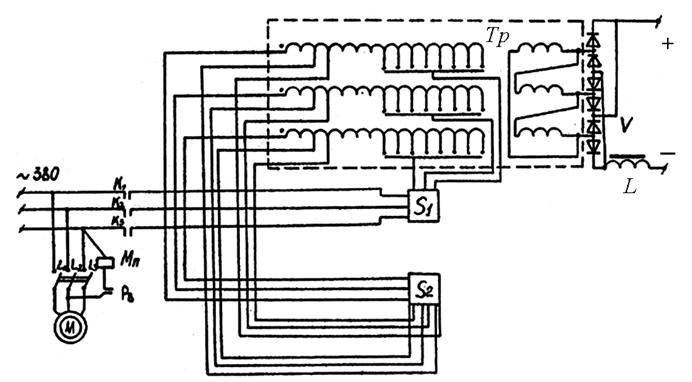
Рис. 4.5. Принципиальная схема выпрямителя ВС
По аналогичной схеме собран выпрямитель ВС-600, но он имеет три переключателя и 27 ступеней регулирования.
Ранее в больших количествах выпускались подобные выпрямители ВС-200, ВС-300, ВС-400, ВС-500, ВС-600. Выпрямители ВСП-140 и ВДГ-163 имеют более простое устройство – трансформатор с витковым регулированием и однофазный мостовой блок из кремниевых вентилей, они питаются от сети напряжением 220 В. Витковое регулирование имеют также выпрямители ВДГ-304, ВСП-500 и
ВДГ-506-1.
Ограниченное применение нашли выпрямители с вольтодобавочными трансформаторами типов ИПП и ВСК.
Более широкое применение нашли выпрямители с дросселем насыщения. Представителем данного типа является, например, выпрямитель ВДГ-301.
Плавное регулирование напряжения в выпрямителе производится посредством дросселя насыщения с самоподмагничиванием. Простейший однофазный дроссель насыщения представлен на рис. 4.6.
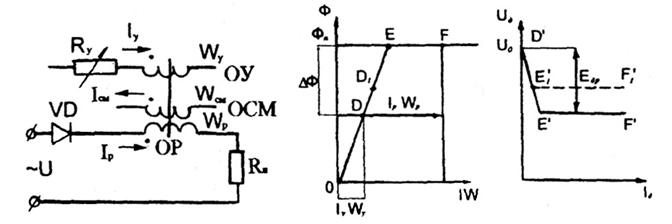
Рис. 4.6. Дроссель с самонасыщением: а – схема; б – идеализированная кривая намагничивания железа дросселя; в – внешняя характеристика выпрямителя
Дроссель имеет три обмотки: рабочую (ОР) Wp, включенную через диод VD выпрямительного блока последовательно с нагрузкой, а также обмотки смещения (ОСМ) Wсми управления (ОУ) Wу, питаемые постоянным током. В цепи обмотки управления имеется регулировочный реостат Rу.
Намагничивающие силы рабочих обмоток и обмотки управления совпадают (рис. 4.8, б). Обычно обмотка управления создает небольшую намагничивающую силу IуWу, соответствующую точке D, так что при холостом ходе дроссель ненасыщен. При малых сварочных токах, когда намагничивающая сила рабочей обмотки IpWp малаи рабочая точка, соответствующая суммарной намагничивающей силе W = IyWy+IpWp, остается левее точки Е, дроссель также не насыщен и рабочая обмотка имеет большое индуктивное сопротивление. Внешняя характеристика выпрямителя на участке D 1 Е 1 – крутопадающая. При дальнейшем увеличении сварочного тока дроссель придет в насыщенное состояние точки F. При изменении сварочного тока положение рабочей точки смещается, но изменение потока ΔФ и величина противоЭДС Едр остаются постоянными так же, как и выпрямленное напряжение Uд=U0-Eдр. Таким образом, внешняя характеристика на участке получается жесткой.
Так как насыщение обеспечивается рабочими обмотками, по которым протекает сварочный ток, такую конструкцию называют дросселем с самонасыщением или с самоподмагничиванием или с внутренней обратной связью по току или магнитным усилителем. Плавное регулирование режима осуществляется обмоткой управления ОУ. С ростом тока управления точка D (рис. 4.34, б) смещается вверх вположение D1, поэтому уменьшаются ΔФ и Едр, увеличивается Uд, а внешняя характеристика смещается в положение .
Самоподмагничивание приводит к насыщению сердечника даже при малом токе управления, что сильно сужает диапазон регулирования напряжения. Для получения малых напряжений пришлось бы менять направление тока в обмотке управления, что трудно осуществимо. Этот недостаток устраняется с помощью нерегулируемой обмотки смещения (ОСМ) снамагничивающей силой, которая создает на сердечнике поток, направленный встречно потокам обмоток ОР и ОУ.
Упрощенная принципиальная электрическая схема выпрямителя ВДГ-301 представлена на рис. 4.7.
Силовой трехфазный трансформатор с нормальным рассеянием имеет первичные обмотки, соединенные по схеме «звезда – звезда». Вторичные обмотки имеют три отвода, что позволяет с помощью переключателя получать ступени регулирования.
Силовой выпрямительный блок собран по трехфазной мостовой схеме на селеновых вентилях. Последовательно с вентилями включены шесть рабочих обмоток дросселя насыщения – усилителя магнитного (Wa1-Wa2; Wb1-Wb2; Wc1-Wc2), каждая из которых намотана на сердечник из электротехнической стали.
Обмотки смещения Wсм и управления Wу общие, они охватывают все шесть сердечников магнитного усилителя с рабочими обмотками. Обмотка смещения Wсм подключена к выпрямителю V3 через подстроечный резистор R1. Выпрямитель V2 питается от вторичных обмоток силового трансформатора Т1.
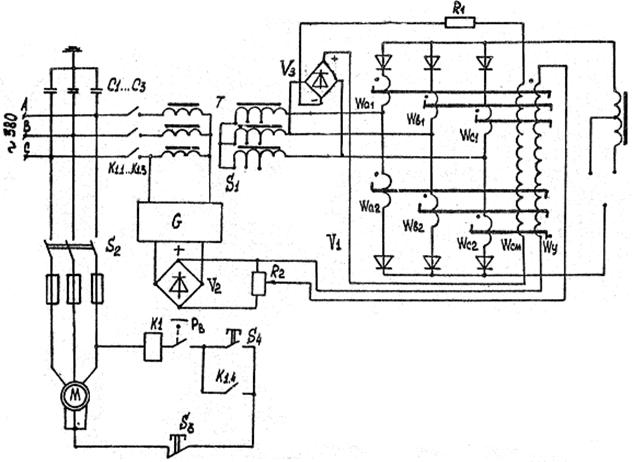
Рис. 4.7. Принципиальная схема выпрямителя ВДГ-301
Обмотка управления Wy питается через потенциометр R1 от выпрямителя V2, стабилизированного феррорезонансным стабилизатором G. Выходное напряжение силового выпрямителя зависит от тока управления магнитного усилителя, который регулируется потенциометром R2. Охлаждение выпрямителя принудительное. Нормальная работа системы охлаждения регулируется флажковым реле Pb. При отсутствии или неправильном направлении воздушного потока контакт этого реле К1.4 вцепи магнитного пускателя К1 разомкнут и контакты пускателя К1.1, К1.2, К1.3 силовой трансформатор в сеть не включают.
В цепи нагрузки силового выпрямителя имеется сглаживающий дроссель L, ограничивающий скорость нарастания тока при периодических коротких замыканиях дугового промежутка каплями электродного металла. Обмотка дросселя имеет две катушки. При последовательном соединении индуктивность дросселя составляет примерно 0,5·10 –3 Гн, что является оптимальным для сварки проволокой диаметром 1,6–2,0 мм. При сварке проволокой диаметром 1,0–1,2 мм включается одна катушка, индуктивность дросселя составляет при этом около 15·10 –3 Гн. На входе выпрямителя включен емкостной фильтр С1–СЗ, снижающий уровень помех радиоприема.
Серийно выпускаемый выпрямитель ВДГ-303-3представлен электрической схемой (рис. 4.8). В выпрямителе предусмотрено комбинированное регулирование напряжения: ступенчатое – переключением первичных обмоток трансформатора Т и плавное – реостатом R1 в цепи обмотки управления ОУ дросселя насыщения. Пакетно-кулачковый переключатель S обеспечивает три ступени выпрямленного напряжения. На первой ступени части первичных обмоток соединяются треугольником, это обеспечивает максимальное выпрямленное напряжение. На второй ступени треугольником соединяются уже полные первичные обмотки. На третьей ступени при соединении обмоток звездой получают минимальное напряжение. Дроссель насыщения L1-L6 выполнен на шести витых разрезных сердечниках, на каждом из которых намотано по одной рабочей обмотке. Три последовательно соединенных катушки обмотки управления ОУ охватывают каждая по два сердечника. Так же выполнена и обмотка смещения ОСМ. Обмотка управления питается от блока управления А стабилизированным напряжением через регулировочный реостат R1. Обмотка смещения питается от вторичных обмоток силового трансформатора через выпрямительный блок V2 и нерегулируемый резистор R2. Силовой выпрямительный блок V3 собран по трехфазной мостовой схеме из 6 кремниевых диодов В2-200-3.
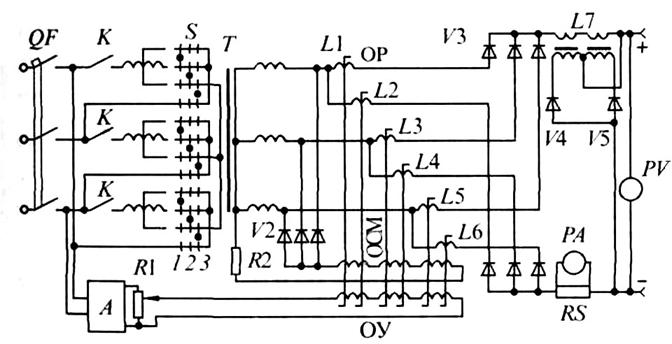
Рис. 4.8. Упрощенная принципиальная схема выпрямителя ВДГ-303-3 УЗ
Последовательно с диодами включены рабочие обмотки ОР дросселя насыщения, что и обеспечивает формирование характеристик особой формы, причем на жестком участке наклон не превышает 0,04 В/А. Сглаживающий дроссель L7 снижает разбрызгивание электродного металла и повышает стабильность сварочного процесса, его индуктивность плавно и автоматически регулируется в зависимости от режима сварки. Выпрямитель снабжен быстродействующим автоматическим выключателем QF, магнитным пускателем К, приборами PV и PA, атакже не показанными на схеме вентилятором, пусковой аппаратурой и аппаратурой питания приводов полуавтомата для механизированной сварки в углекислом газе.
Сварочные свойства выпрямителя с дросселем насыщениядостаточно высоки. Повышенное напряжение холостого хода, в 1,5–3 раза превышающее сварочное, способствует надежному начальному зажиганию. Устойчивое горение дуги наблюдается во всем диапазоне регулирования напряжения за исключением самого низкого напряжения – здесь, как и при фазовом регулировании, наблюдается режим прерывистого тока. Для устранения этого дефекта глубину плавного регулирования снижают, дополняя его ступенчатым. Кроме того, устойчивости процесса способствует и специальный сглаживающий дроссель, который ликвидирует провалы в кривой сварочного тока после короткого замыкания. Индуктивность дросселя, достигающая 0,5 мГн при высоких сварочных режимах, автоматически снижается при низких режимах. Это позволяет уменьшить разбрызгивание во всем диапазоне регулирования. Кратность плавно-ступенчатого регулирования сварочного напряжения превышает 2,5, что вполне отвечает технологическим требованиям.
Вольт-амперные характеристики источников сварочного тока

ВДМ-6301
Статические характеристики источников сварочного тока
Вольт-амперной характеристикой дуги называют зависимость между напряжением и током дуги в установившемся (статическом) режиме. Напряжение в процессе сварке зависит от длины дуги, чем длиннее сварочная дуга, тем выше напряжение. Чем круче вольт-амперная характеристика источника сварочного тока, тем меньше влияет длина сварочной дуги на сварочный ток.
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
При ручной сварке статическая характеристика сварочной дуги обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания.
Внешняя вольт-амперная характеристика представляет собой зависимость Uи= f(Iд), которую в общем виде получим из анализа схемы энергетической системы «источник- дуга»
Источник может pаботать в одном из тpех режимов: холостой ход, нагpузка, коpоткое замыкание.
При холостом ходе дуга не горит, ток отсутствует. В этом случае напряжение источника, называют напряжением холостого хода, максимальное напряжение источника
При нагрузке по дуге и источнику идет ток, напряжение, ниже, чем при холостом ходе, на величину падения напряжения внутри источника.
Экспериментально внешняя характеристика источника снимается измерением напряжения и тока при плавном изменении сопротивления нагрузки, при этом дуга обычно имитируется линейным активным сопротивлением-балластным реостатом.
Графическое представление полученной зависимости напряжения от тока и есть внешняя вольт- амперная характеристика источника. При уменьшении сопротивления нагрузки увеличивается ток и снижается напряжение источника. Таким образом, в общем случае внешняя вольт- амперная характеристика источника- падающая.
Оценим коэффициент полезного действия источников тока и режимов их работы. Очевидно, что для повышения коэффициента полезного действия, т.е. повышения эффективности расходования энергии, следует уменьшать внутренние сопротивление источника. Самый высокий коэффициент, близкий к единице, получается при самых малых сварочных токах, когда сопротивление приближается к бесконечности.
Динамические свойства источника сварочного тока
Динамические свойства характеризуются временем восстановления напряжения с момента короткого замыкания, до рабочего значения, когда горит дуга. Чем быстрее восстанавливается напряжение, тем лучше динамичнее свойства источника тока
Процессы в реальной системе «источник — дуга» чрезвычайно быстры. Интервалы установившегося состояния длятся не более нескольких секунд. Переходные процессы возникают от воздействия со стороны сварщика вызывают, переход от режима холостого хода к короткому замыканию и далее к режиму нагрузки, плавное снижение тока при удлинении дуги в конце сварки. Процессы могут вызываться внешним воздействием, такими, как колебания напряжения сети, или внутренними, возникающими, например, при капельном переносе электродного металла. Импульсные воздействия могут генерироваться источником для управления переносом электродного металла и формированием шва. Но чаще пульсирующий характер питающего напряжения считается недостатком, такое напряжение имеют, например, трехфазные сварочные выпрямители и особенно однофазные выпрямители без сглаживающего фильтра. В режиме непрерывного переходного процесса идет сварка дугой переменного тока. В этой связи возникает вопрос о правомерности понятия статической вольт- амперной характеристики применительно к источникам переменного и выпрямленного не сглаженного тока. Однако доказано,что если статическая характеристика такого источника построена для действующих(или средних) значений тока и напряжения, то почти все выводы, полученные для источника постоянного тока, с известной точностью pаспpостpаняются и на нее.
В простейших источниках необходимый уровень динамических свойств обеспечивался подбором таких параметров источника, как напряжение холостого хода, внутреннее сопротивление, а также индуктивность сварочной цепи.
Развиваются также источники с обратными связями. В них с помощью датчиков тока и напряжения контролируется фактическое значение характеристик переходного процесса(пикового тока, длительности короткого замыкания и т.д.), а после сопоставления их с регламентированными значениями система управления воздействует на источник, приводя эти характеристики в норму. Этот принцип управления динамическими свойствами назван компенсационным.
Разумеется, в конкретном источнике могут сочетаться несколько принципов управления.
Проверка свойств сварочных свойств источников питания
Для испытания источников питания ручной дуговой сварки применяют дифференцированный и совокупный методы.
Дифференцированный метод применяют для оценки:
- начального зажигания дуги;
- стабильности процесса сварки;
- разбрызгивания металла;
- качества формирования шва;
- эластичности дуги.
Совокупный метод испытаний применяют при сравнительных испытаниях для оценки сварочных свойств в целом по единичному обобщенному показателю, при этом сравнение проводят с двумя образцовыми источниками питания с заранее известными и различными по значению показателями сварочных свойств.
Для испытания источников питания автоматической и полуавтоматической сварки в углекислом газе применяют дифференцированный метод, по которому оценивают:
- надежность установления процесса сварки;
- потери металла;
- качество формирования шва.
Дифференцированный метод оценки сварочных свойств источников питания ручной дуговой сварки применяют при периодических, типовых, предварительных и приемочных испытаниях, а источников питания сварки в углекислом газе, кроме того, при сравнительных испытаниях.
При предварительных, приемочных и сравнительных испытаниях, наряду с оценкой сварочных свойств источников, проводят оценку сварочных свойств серийного источника того же назначения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямители постоянного тока могут применяться для ручной и механизированной сварки. Многопостовые выпрямители для ручной сварки с регулированием силы тока поста балластными реостатами предназначены в основном для создания многопостовых систем питания от общецеховых магистральных шинопроводов, имеют жесткую внешнюю вольт-амперную характеристику. Отличаются простой конструкцией и высокой надежностью. Технические данные выпрямителей приведены в таблице 1.
Таблица 1. Многопостовые сварочные выпрямители типа ВДМ, технические характеристики .
Номинальная сила сварочного тока, А, при ПН-60%. 315
Пределы регулирования силы тока (при падении напряжения на зажимах реостата 30 В), А. 6-315
Разница между силой тока соседних ступеней, А, не более. 6
Масса, кг. 29,5
Многопостовые сварочные выпрямители для ручной дуговой сварки с тиристорным регулированием режима на каждом посту могут организовать местные системы многопостового питания.
Четырехпостовой выпрямитель ВДМ-4х301 УЗ имеет падающие внешние характеристики с тремя различными наклонами (0,2; 0,4; 0,7 В/А) и предназначен для питания четырех постов ручной дуговой сварки током обратной полярности. Может работать как двупостовой источник питания с силой тока поста до 500 А. Снабжен ограничителем напряжения холостого хода. Выпрямитель может использоваться в составе передвижных сварочных агрегатов. Технические показатели выпрямителя характеризуются следующими данными.
Число постов. 4
Номинальная сила тока поста, А . . . . 315
ПН поста, %. 60
Коэффициент одновременности работы постов. 1
Номинальное рабочее напряжение поста, В . 33
Напряжение холостого хода, В. 80
Пределы регулирования силы сварочного тока, А. 60-315
Пределы регулирования рабочего напряжения, В. 22-32
КПД, %, не менее. 65
Масса, кг. 710
Многопостовым выпрямителем для механизированной сварки является выпрямитель типа ВМГ-5000, предназначенный для централизо-ванного питания постов при многопостовой сварке в углекислом газе. Может быть использован и при сварке под флюсом или наплавке, может одновременно питать 30 сварочных постов (сила тока поста 315 А) при сварке в СO2. При силе тока поста 400 и 500 А число постов, питающихся от одного выпрямителя, соответственно уменьшается. Выпрямитель имеет жесткую внешнюю характеристику вследствие низкого внутреннего сопротивления (0,3. 0,9)10 -3 Ом, что исключает взаимное влияние сварочных постов при работе.
Получение падающих (крутопадающих) характеристик и регулирование режима сварки на отдельных постах осуществляется балластными реостатами. Каждый выпрямитель типа ВМГ-5000 поставляется комплектно с 30-ю балластными реостатами, выполненными на базе серийного балластного реостата РБ-501. При сварке на вертикальной поверхности и в случае тонкого металла в цепь поста рекомендуется последовательно с балластным реостатом включить дроссель ОИ-105, который поставляется при необходимости комплектно с выпрямителем ВМГ-5000.
Выпрямитель питает шинопровод, разведенный по цеху, обычно на два плеча, длиной не более 75 м каждый, к которым подключено по 15 сварочных постов. Расчет шинопровода производится не по плотности силы тока, а по падению напряжения. Предельное падение напряжения на конце шинопровода не должно превышать 2 В. Выпрямитель ВМГ-5000, шинопровод, балластные реостаты, и дроссели составляют систему многопостового питания. Технические данные элементов этой системы приведены ниже.
Многопостовой сварочный выпрямитель ВМГ-5000 :
Номинальная сила выпрямленного тока, А, при ПН-100%. 5000
Выпрямленное напряжение (по ступеням), В. 30, 35, 40, 50, 60
Максимальная потребляемая мощность, кВА. 317
Максимальная сила первичного тока, А . 480
Число сварочных постов. 30
Сила тока поста, А. 315
Коэффициент одновременности работы постов. 0,53
КПД, %, не менее. 92
Масса, кг. 2490
Габаритные размеры, мм 1500 х 1150 х 1685
Номинальная сила сварочного тока, А, при ПН-60%. 315
Число ступени регулирования (семь рубильников). 58
Пределы регулирования сопротивления, Ом. 0,0266. 0,75
Масса, кг. 50
Номинальная сила сварочного тока, А. 315
Индуктивность, МГн, не менее. 0,3
Род тока. Постоянный
Масса, кг. 40
№141 Сварочные многопостовые системы

В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов. Такая система создает условия для более рационального использования производственных площадей и значительного уменьшения расходов на электроэнергию и обслуживание оборудования.
Для многопостовой сварки применяют мощный источник питания с жесткой внешней характеристикой (рис. 1).

Рис. 1. Принципиальная схема многопостового источника:
PH - реостат регулирования напряжения;
РБ - балластный реостат.
Для получения падающей характеристики на каждом сварочном посту сварочная дуга включается последовательно через балластный реостат (рис. 2). Изменением сопротивления реостата регулируют сварочный ток по формуле I = (Uв – Uд)/R,
где Uв - напряжение на зажимах выпрямителя (обычно равно 70В), Uд - напряжение дуги,

R - сопротивление балластного реостата.
Рис. 2. Балластный реостат типа РБ:
а — внешний вид;
б — принципиальная схема.
1 - 22 — сопротивления.
I - V — рубильники.

Падающая характеристика (рис. 3) имеет вид прямой линии II. Она пересекает статическую характеристику сварочной дуги III в точке 2, являющейся точкой устойчивого горения дуги. Точка 1 соответствует холостой работе выпрямителя, а точка 3 — моменту короткого замыкания.
Рис. 3. Вольт-амперная характеристика сварочного генератора (I), сварочного поста при включении балластного реостата (II) и сварочной дуги (III).
Для ручной дуговой сварки покрытыми электродами используют многопостовые выпрямительные установки ВДМ-1001 (выпрямитель дуговой многопостовой, условный номинальный ток — 10), регистрационный номер —01, рассчитан на 1000А номинального тока) или ВДМ-1601.
Количество сварочных постов, которые можно подключить к многопостовому выпрямителю, определяют по формуле n = I/(I0a), где I — номинальный ток выпрямителя, А; I0 — наибольший ток, потребляемый одним сварочным постом; a — коэффициент одновременности работы постов, применяемый в расчетах равным 0,6 — 0,65.
Определить количество сварочных постов от многопостового выпрямителя с номинальным током 1000А, если на каждом посту максимальный ток равен 200А (n =1000/200*0,6= 8,4; принимаем 8 постов).
Балластные реостаты (см. рис. 2) служат для создания падающей характеристики
на каждом посту и регулирования сварочного тока.
Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней). Реостат состоит из пяти групп сопротивлений, которые с помощью пяти рубильников могут включаться в цепь сварочной дуги. Каждая группа сопротивлений включает в себя несколько элементов сопротивлений, выполненных из проволоки или ленты с большим удельным сопротивлением.
Из рис. 2 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный — при включении всех пяти рубильников.
Выпускаются балластные реостаты типов РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200А через каждые 10А; РБ-301 - от 15 до 300А через каждые 15А; РБ-501 - от 25 до 500А через каждые 25А.
Для механизированной сварки плавящимся электродом в углекислом газе применяют многопостовые выпрямители ВДГМ-1602, ВДГМ-1602-1, ВДГМ-1602-2 в зависимости от числа сварочных постов и ВМГ-5000 с частотой пульсаций выпрямленного напряжения 300Гц.
Читайте также: