Какого способа сварки экструдируемой присадкой не существует
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварке подвергаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами: нагретым газом; контактной теплотой от нагревательных элементов; трением; ультразвуком. Рассмотрим способ сварки нагретым газом.
Основные условия для получения качественного соединения пластмасс при сварке следующие.
1. Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.
2. Сварку следует вести по возможности быстро во избежание термического разложения материала.
3. Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
Для сварки нагретым газом в качестве теплоносителя используют воздух, азот, углекислый газ. Наиболее широкое применение получил воздух, как более доступный газ. При сварке в азоте и углекислом газе, создающих инертную среду, вокруг места сварки, не происходит окисления и разрушения структуры свариваемого термопласта. Нагревание газа-теплоносителя происходит в специальных горелках, газовых или электрических. Сварка нагретым газом проста, не требует сложного оборудования, удобна в случае ремонтных работ; ее можно применять для изделий различных размеров и формы; она получила достаточно широкое применение в практике сварки пластмасс.
Для сварки можно использовать горелки ГГП-1-56 конструкции ВНИИАВТОГЕНа, в которых использован принцип прямого нагрева газа-теплоносителя. Температура нагретого газа в них регулируется в широких пределах изменением расхода горючего газа и газа-теплоносителя. Применяют также пропано-воздушные вихревые горелки ГГП-1-66 и горелки ГЭП-1А-67 с электроподогревом.
При сварке пластмасс применяют различные виды соединений: встык с односторонним и двусторонним скосом кромок под углом 35—45°; внахлестку; тавровые; угловые без скоса и со скосом кромок. Наиболее распространено соединение встык. Шов с двусторонней разделкой кромок обеспечивает более равномерное распределение теплоты и поэтому он прочнее шва с односторонней разделкой кромок. Шов внахлестку в несколько раз менее прочен, чем стыковой, и поэтому применяется лишь в отдельных случаях, например при сварке стыков труб с отбортовкой. Сварка термопластов основана на доведении прутка и свариваемого материала до температуры их размягчения, когда они в вязком состоянии способны склеиваться при небольшом усилии сжатия.
Сварщик должен подавать пруток под углом 90° к поверхности шва. Если этот угол более 90°, то пруток вытягивается и при охлаждении его происходят разрывы; при меньшем угле пруток нагревается быстрее на более длинном участке и не успевает привариваться к свариваемым кромкам или ранее уложенным пруткам.
Скорость укладки прутка диаметром 3 мм должна составлять 12—15 м/ч, для того чтобы происходило хорошее сваривание прутка и основного материала и обеспечивалась достаточная прочность соединения.
Угол между осью сопла горелки и прутком определяется толщиной свариваемого листа: при толщине до 5 мм этот угол равен 20—25°, при толщине 10—20 мм 30—45°. Расстояние между наконечником и поверхностью шва необходимо по возможности поддерживать постоянным (5—8 мм). При правильном положении горелки и необходимой температуре нагрева основной материал по обе стороны укладываемого прутка должен «закипать». Усилие давления на пруток необходимо стремиться создавать равным: для прутка диаметром 2—3 мм 1—1,6 кгс, диаметром 4—5 мм 2,2—3 кгс. После сварки изделие следует подвергать медленному охлаждению на воздухе. При быстром охлаждении возможно растрескивание соединения вследствие различной и неравномерной усадки основного материала и присадочного прутка. В зависимости от квалификации сварщика прочность сварного соединения винипласта может колебаться от 30 до 90% прочности основного материала.
Применение прутков при сварке пластмасс снижает производительность процесса для газовой горелки до 15—20 м/ч, для электрической — до 10—12 м/ч. При этом данный метод имеет еще тот недостаток, что ударная вязкость шва и основного материала на границе сварного шва получается примерно в 12 раз ниже ударной вязкости основного материала и не превышает 1 МДж/м 2 (10 кгс-м/см 2 ).
Для повышения производительности процесса и прочности сварного соединения применяют беспрутковый метод сварки пластмассовых листов. Он состоит в том, что свариваемые листы срезают по кромкам под углом 20° и складывают внахлестку. Затем листы нагревают до температуры 250—300 °С воздухом, подогреваемым в электрической горелке, и сжимают валиками, облицованными слоем резины. Струю воздуха направляют непрерывно на срезанные кромки листов и горелку перемещают впереди валиков вдоль свариваемых кромок. Скорость сварки для винипласта толщиной 3—12 мм составляет 120—200 м/ч. Листы равномерно нагреваются до температуры 60—70 °С на ширине 300—400 мм. Прочность сварного соединения при этом достигает 80—90% прочности основного материала, а производительность в 10—15 раз выше, чем при прутковом способе. Ударная вязкость, материала после сварки почти не снижается.
При сварке полиэтилена, полихлорвинила (так называемых мягких термопластов) пруток для повышения прочности соединения прикатывают специальным роликом. Качество сварки термопластов контролируют наружным осмотром. Полученный шов должен быть плотным, без разрывов и трещин. Плотность швов можно испытывать водой, сжатым воздухом или керосином. Для контроля качества швов используют также электролитный и электроискровой дефектоскопы.
Классификация способов сварки пластмасс
Классификация проводится по основным физическим, техническим и технологическим признакам. По физическим признакам сварка пластмасс делится на классы и виды.
Деление на классы нужно проводить по форме энергии, используемой для сварки, т. е. подводимой к сварочным материалам. Все известные в настоящее время процессы сварки пластмасс осуществляются с использова нием тепловой, механической, электромагнитной энергии или различных комбинаций этих видов энергии. В связи с этим следует различать следующие классы сварки: термическая, механическая и электромагнитная. Кроме того, существуют методы термомеханической и электромагнитно-механической сварки.
К термическим относятся виды сварки, при которых давление не играет существенной роли в образовании сварного соединения, например сварка пламенем, нагретым газом или расплавом. Образование сварного соединения в этом случае определяется в основном количеством подводимой энергии
К термомеханическим относятся виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения статического давления.
При механических видах сварки тепловая энергия генерируется внутри свариваемых деталей за счет превращения механической энергии, подводимой извне, в тепловую. Это может быть: механическая энергия трения или вибротрения свариваемых поверхностей, превращающаяся в тепловую, которая вследствие малой теплопроводности пластмасс локализуется в сварочной зоне; механическая энергия упругих колебаний (ультразвуковая сварка).
При подводе электромагнитной энергии к свариваемым деталям тепловая энергия также генерируется в них либо за счет способности звеньев макромолекул полимеров поляризоваться при наложении внешнего электрического поля (высокочастотная сварка), либо за счет поглощения энергии электромагнитных колебаний (сварка инфракрасным излучением, сварка лазером).
Из всех существующих видов сварки пластмасс невозможно выделить единственный вид, который бы удовлетворял всем экономическим, технологическим и эксплуатационным требованиям. Вид применяемых источников сварочного нагрева, технологические принципы, положенные в основу процесса сварки, степень механизации и автоматизации в немалой степени зависят от той физической формы, в которой используются пластмассы как конструкционные материалы. По этому признаку можно выделить: монолитные изделия — условно трехмерные материалы, применяемые для изготовления деталей машин, емкостей, труб, профилей, плит, фасонных деталей; пленочные — условно двухмерные материалы, которые используются в качестве упаковки, покрытий, подложек, изолирующих конструкций и т. п.; волокна — условно одномерные материалы, которые используются для получения нетканых полотен, бытовых и технических тканей. Комбинацией последних двух физических форм являются волокнистые материалы, имеющие полимерное покрытие — искусственные кожи.
Области применения видов сварки в зависимости от физической формы полимера и вида изделий приведены в табл. 29.1.

Каждый из видов сварки пластмасс имеет свои преимущества и недостатки, и в зависимости от физико-механических свойств материала, вида и назначения изделия, серийности выпуска и т. д. предпочтение может быть отдано тому или иному из перечисленных видов сварки. Например, сварка нагретым газом и нагретым инструментом являются наиболее простыми и экономичными способами, характеризующимися достаточно высокими прочностными характеристиками соединения. В последние годы эти виды сварки получили очень широкое распространение для сварки пластмассовых трубопроводов. Однако значительная зона разогрева препятствует применению этих способов для консервации легковоспламеняющихся веществ, пищевых продуктов и лекарственных препаратов, портящихся при повышенных температурах. Вследствие загрязнения поверхностей свариваемых изделий значительно уменьшается прочность сварных соединений в этих случаях.
Высокочастотная сварка отличается высокой производительностью, но она неприменима для некоторых типов пластмасс (полиэтилена, полипропилена и т. д.). При сварке токами высокой частоты емкостей из поливинилхлорида, наполненных жидкостями, может происходить электрический пробой, приводящий к разрушению изделия.
Сварку расплавом целесообразно применять для получения швов большой протяженности при соединении материалов достаточно большой толщины и не всегда целесообразно для соединения пленочных материалов.
Ультразвуковая сварка может заменить механические методы соединения и склеивания целой группы полимеров, например полистирола, лавсана и капрона. Она широко применяется при изготовлении изделий пищевой и легкой промышленности, парфюмерии, радиоэлектроники и электротехники, товаров широкого потребления из пластмасс.
Сварка пластмасс экструдируемой присадкой (расплавом)
Сущность и схемы процесса
Сущность процесса состоит в том, что расплавленный материал, выходящий из экструдера (экструзионная сварка или сварка экструдируемой присадкой) или из машины для литья под давлением, непрерывно или периодически подается в зазор между соединяемыми поверхностями, которые он нагревает до температуры сварки, сплавляясь с ними, так образуется сварной шов.
Экструзионная сварка может осуществляться по бесконтактной и контактной схемам (рис. 29.3).
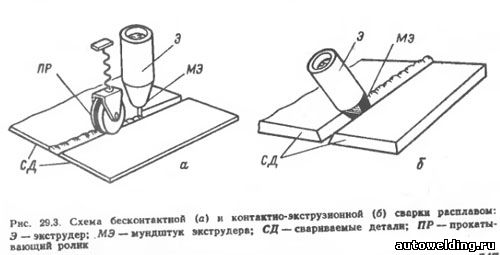
Бесконтактная сварка
При бесконтактной сварке мундштук экструдера не контактирует со свариваемыми поверхностями, а устанавливается на определенном расстоянии от них. Это расстояние выбирается таким образом, чтобы расплав, выдавливаемый из экструдера, не успел переохладиться. Из этих же соображений температура расплава на выходе из мундштука должна превышать температуру текучести или плавления на 40—50 К. Для плотного прижатия присадочного материала к свариваемым поверхностям применяются прижимные приспособления (ролики, ползуны и т. п.).
Контактно-экструзионная сварка
При контактно-экструзионной сварке мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери теплоты в окружающую среду и осуществляется дополнительный подогрев кромок. Давление, развиваемое в экструдере, достаточно для создания необходимого контакта присадочного материала с соединяемыми кромками, поэтому дополнительных прижимных устройств не требуется. В некоторых случаях к мундштуку экструдера присоединяются нагретый инструмент с рифлениями, обеспечивающими перемещение присадочного материала параллельно направлению сварки.
Экструдированной присадкой можно сваривать детали встык, внахлестку, а также выполнять угловые швы из таких материалов как полиэтилен, полипропилен, поливинилхлорид, полистирол. Состав присадочного материала аналогичен свариваемому. Этот способ применяют для сварки изделий, имеющих швы большой протяженности — пленки (скорость сварки до 2,5 м/с), листы, профили, трубы и т. д.
Экструдированная сварка листовых материалов толщиной до 3 мм выполняется без разделки кромок только контактным методом, так как в этом случае разделка осуществляется при движении мундштука в процессе сварки. При больших толщинах следует применять V-образную или Х-образную разделки кромок.
Оборудование
Для сварки экструдируемой присадкой наиболее широкое применение получили полуавтоматы ПСП-5, ПСП-5м, ПСП-6 и РЭСУ-500 с прямоточными пистолетами и ПСП-ЗЭ, ПСП-4 со шнековыми пистолетами. На базе полуавтомата ПСП-5 создан специализированный карусельный стенд УСА-1.
Экструзионная сварка
Экструзионная сварка - это способ соединения деталей, изготовленных из различного вида полимеров. К ним относятся в первую очередь полиэтилен и полипропилен. Производительность данного метода превышает этот показатель, чем при сварке пластмассовых изделий с помощью разогретого до высокой температуры газа, а качество полученного соединения удовлетворяет всем имеющимся требованиям.

Область применения
Сварка экструзионная полиэтиленовых труб и пластмассовых изделий иной формы находит применение в различных отраслях промышленности:
- при прокладке и ремонте безнапорных трубопроводов;
- в производстве емкостей из пластика типа канистр разного размера;
- при изготовлении пластиковых корпусов всевозможных приборов, аппаратов и устройств.
Также возможно применение этого метода и в личном хозяйстве при наличии оборудования для этой цели. Способ соединения пластиковых деталей наиболее часто используют, когда необходимо соединить между собой изделия толщиной свыше шести миллиметров, также имеется возможность соединения полимерных пленок.
Суть метода
Для соединения полимеров экструзионной сваркой необходим нагрев свариваемых полимеров, и использование специальных присадок, которые подаются на место сварки. В качестве оборудования для осуществления соединения полимерных изделий методом экструзионной сварки применяется аппарат, называемый экструдером. Небольшие размеры этого инструмента, тем не менее, позволяют включать довольно сложное устройство.
Внешний вид несколько напоминает электродрель, которую удобно держать в одной руке, снабженную специальной насадкой и нагревательным устройством. Важная часть конструкции - сварочный башмак, который прижимается к соединяемым деталям. Внутри экструдера располагается шнек, оболочка которого нагревается посредством электронагревателей. Через отверстие в корпусе шнека происходит подача сварочного прутка. Также могут использоваться гранулы, насыпаемые в специальный бункер, что зависит от особенностей конструкции.
Присадка нагревается от корпуса шнека и превращается в однородную вязкую массу, подаваемую через отверстие в башмаке на место сварки. С другой стороны необходимо разогреть и сами свариваемые детали. Это осуществляется потоком горячего воздуха, разогретого до требуемой температуры с помощью электронагрева.
Горячий воздух также подается на место сварки через отверстие в башмаке. Нагрев воздуха осуществляется перед подачей горячего присадочного материала. В экструдерах имеется возможность регулировки температуры, как воздуха, так и присадочного материала. Башмак бывает различным в зависимости от размера и формы шва.
Экструзионную сварку можно применять только по отношению к полимерам, называемым термопластами. Их особенность заключается в том, что они могут сохранять вязко-текучее состояние в большом диапазоне температур. При этом соединяемые термопласты должны быть выполнены из одинакового материала. Чтобы свести к минимуму потери тепла во время процесса следует использовать наиболее большой возможный диаметр прутка, а также высокую скорость подачи присадочного материала.
Существует два вида экструзионной сварки. Бесконтактный способ предусматривает применение пресса или прижимного устройства для осуществления давления на свариваемые детали. При контактном способе давление создается потоком расплавленного присадочного материала.
Этапы процесса сварки
Подготовка и проведение работы состоит в следующем:
- Очистка экструдера от материала, который использовался прежде. Повторное использование присадки недопустимо, поскольку произошло изменение ее характеристик.
- Соединяемые поверхности очищают от загрязнений и пятен масла. Для этого можно использовать скребки и мелкозернистую наждачную бумагу.
- Обрабатываются торцы соединяемых изделий.
- Начинается нагрев поверхностей, подвергаемых соединению, горячим воздухом.
- Подается присадочный материал, нагревание которого происходит от тепла оболочки шнека. При перемешивании должна получиться однородная вязкая масса, которая, пройдя через башмак, поступает на место сварки.
- Расплавленные части деталей смешиваются с вязкой массой, в результате чего происходит образование шва.
Охлаждение должно происходить естественным путем, поскольку при принудительном варианте прочность шва будет уменьшена вследствие быстрого перепада температур.
Виды оборудования
Экструдеры выпускаются многими предприятиями. Рассмотрим наиболее востребованные из них. Weldmax ручной сварочный экструдер - прибор, спроектированный с соблюдением эргономических требований, что делает его удобным для применения и управления им. Поставляется в кейсе.

Удобство при работе сочетается с высоким качеством получаемого шва. Устройство приспособлено для проведения сварочных работ в ограниченном пространстве со сложным доступом к месту сварки. С его помощью возможна сварка конструкций, состоящих из листового полиэтилена и полипропилена. Может применяться для сваривания частей безнапорных трубопроводов. Питание происходит от сети. Швейцарская фирма производитель LEISTER обеспечивает выпуск такого прибора, как сварочный экструдер leister.

Из-за небольших габаритов его называют мини эструдером. Особенностью является отсутствие шнека. Однако, его производительность доходит до 0,8 кг/час. К преимуществам относится то, что вследствие небольшого веса его нетрудно удерживать в руках сварщику длительное время. Диаметр присадочного прутка составляет четыре миллиметра. К дополнительным принадлежностям относятся сменные башмаки различной формы.
Одна из разновидностей - сварочный экструдер leister fusion 2. Является недорогим и надежным. Ручной сварочный экструдер fusion 2 leister обладает производительностью, доходящей до 1,8 кг/час.
Ручной сварочный экструдер leister weldplast S6 обладает многими преимуществами. К ним относится высокая производительность, возможность использовать в разных климатических условиях, электронная защита двигателя, низкий уровень шума, удобство хранения и транспортирования.
Leister fusion 3С ручной сварочный экструдер обладает высокой производительностью, доходящей до 3,5 кг/час. Fusion 3C ручной сварочный экструдер имеет удачную конструкцию. Это обеспечивает комфорт при работе с ним.
Сварочные экструдеры разделяются на те, в конструкцию которых входит шнек, и без шнековые. В первом виде присадочный материал нагревается в особых камерах - шнеках. Во втором случае прутки разогреваются с помощью электрических нагревателей. Преимуществами без шнековых экструдеров является их компактность и легкость, что позволяет использовать их в труднодоступных местах. У шнековых экструдеров более высокая производительность.
Выбор подходящего варианта экструдера должен основываться на таких характеристиках, как производительность, возможная толщина соединяемых деталей, наличие сменных приспособлений, в частности, башмака. Также играет роль, какого диаметра прутки можно использовать.
Экструдер собственными руками
Ручной экструдер для сварки пластика можно изготовить своими руками. Это имеет смысл, когда такие работы производятся не в промышленных масштабах, а для собственных нужд. Ручной сварочный экструдер своими руками от заводского исполнения отличается более простой конструкцией, числом камер, отсутствием дополнительных систем. Без изменения остается цилиндрическая форма устройства, поскольку она является наиболее технологичной.
Сварочный экструдер своими руками можно выполнить, только разобравшись с основными принципами этого способа соединения пластиковых деталей. Экструдер для сварки полипропиленовых листов своими руками можно изготовить, взяв за основу строительный фен. Для этого потребуется присоединить к нему шнековый привод, позаимствовав его, к примеру, от прибора для измельчения зерна. Электродвигатель желательно использовать коллекторного типа, поскольку будет иметь место постоянное изменение крутящего момента.
Насадку для подачи прутка можно изготовить из жести. Сам пруток будет подаваться ручным способом. Экструдер для сварки пластика своими руками также можно изготовить из пистолета для герметика.
Интересное видео
Что такое экструзионная сварка и как она выполняется
Экструзионная сварка – это способ соединения полимерных материалов с помощью нагрева и применения специальных присадок, подающихся на сварной шов. Данный способ позволяет соединять как пленки, так и трубы или другие толстостенные детали, а производительность и качество шва у данного вида сварки выше, чем при соединении пластмасс с помощью горячего газа.

Сварка экструзионным методом применяется в разных отраслях промышленности, где используются большие объемы полимерных материалов:
- Производство емкостей из пластика (кессоны, баки, канистры).
- Строительство безнапорных трубопроводов и водных резервуаров.
- Изготовление пластиковых корпусов в приборостроении.
Преимущественно данный способ сварки применяется при соединении пластмасс толщиной более 6 мм, но возможно и использование его для соединения полимерных пленок.
Для проведения экструзионной сварки применяется специальный аппарат, который называется экструдером. Приспособление для сварки вручную напоминает электродрель со специальной насадкой и нагревающим устройством, поэтому его называют экструзионным пистолетом.

Внутри экструдера установлен шнек, в котором присадка нагревается от корпуса экструдера, превращается в вязкую однородную массу и через башмак подается на сварной шов. Присадка может подаваться в устройство либо в виде проволоки, разматываемой с катушки, либо в виде гранул, поступающих через бункер.
Башмак – это часть аппарата, которая прижимается к соединяемым деталям и выполняет роль своеобразного утюга, придавливающего присадочный материал и не позволяющего ему растекаться в других направлениях. Изготавливается это устройство из тугоплавких полимеров (фторопласт, политетрафторэтилен), и для каждого типа и размера шва применяется собственный башмак. Нос башмака должен повторять форму соединяемых поверхностей, но не должен их касаться.
Через башмак (или независимо) подается горячий воздух для нагрева соединяемых поверхностей. Таким образом, нагрев происходит непосредственно перед подачей присадки. Современные экструдеры могут регулировать температуру воздуха и температуру присадочной массы.
В зависимости от назначения, мощности и производительности существуют различные группы экструдеров, несколько различающиеся по конструкции. Например, для производства пластиковых емкостей применяются аппараты, у которых сопло подачи воздуха установлено справа, и сварка осуществляется строго слева направо.

Большинство экструдеров выпускаются со шнеком, но существуют так же и безшнековые (плунжерные) аппараты. Присадочный материал из них выталкивается за счет давления нерасплавленного прутка. Главным недостатком такого типа экструдера является низкая производительность, но зато им можно работать в труднодоступных местах.
Цена профессионального оборудования стартует от 30 тысяч рублей, а самые «продвинутые» модели для промышленной сварки могут стоить порядка ста тысяч рублей. При этом следует учитывать, что для экструдеров западных фирм подходят проволока или гранулы только от производителя либо одобренных фирм. Отечественные аппараты менее требовательны к качеству присадок.
Теоретические основы
Экструзионная сварка применима только к материалам с большим диапазоном температуры, при которой сохраняется их вязко-текучее состояние, таким как полиэтилены, фторлоны, пластифицированный поливинилхлорид, полистирол. Такие материалы, способные нагреваться при температуре выше температуры текучести, называются термопластами. Диапазон температур между плавлением и термодеструкцией (разрушением материала) у термопластов составляет 50-180°С градусов.
Прочность соединения, полученного экструзионным способом, достигает 80-100% от расчетной прочности самих деталей, но при этом сильно зависит от температуры присадки. Нагрев присадочного материала осуществляется до температуры, превышающей его температуру текучести (Тт) на 30-60°C градусов. Расход теплоты присадки производится на потери в окружающую среду, на расплавление соединяемых кромок деталей и на сохранение вязкого состояния самой массы.
Следует заметить, что при этом температура нагрева деталей не должна превышать температуру термодеструкции материала, поскольку это приведет к снижению прочности соединения снизится.
На схеме ниже представлен процесс изменения структуры полимера при повышении температуры.

Соединению подлежат только соединения из термопластов, выполненных из одинакового материала. При этом присадка должна быть выполнена из того же вещества, что и соединяемые поверхности. В случае, если свариваемые детали обладают разными пределами текучести, предел текучести присадки должен быть равен среднему значению ПТ соединяемых деталей.
ПВХ и ПВДФ имеют небольшой интервал температур плавления и разрушения, поэтому их соединение должно проходить при тщательном контроле за температурным режимом. Для сварки таких материалов требуются экструдеры со шнеком, который тщательно перемешивает вязкую массу, а сварка должна производиться в один прием, без периодических выключений и нагревов экструдера.
Экструзионная сварка может применяться для формирования непрерывных протяженных швов на армированных материалах и пленках. При таком соединении экструзионная масса поступает на соединение пленок, которые протягиваются через прокатные валки. Затем соединяемый шов пропускается через прижимные валки, формируя сварочный шов.
Чтобы свести потери тепла к минимуму, экструзионная сварка должна проводиться при максимально большом диаметре присадочного прутка и высокой скорости подачи присадки.
Следует учитывать, что сварка экструдером запрещена для применения на трубопроводах, работающих под давлением.
В России правила проведения экструзионной сварки регламентируются стандартом ГОСТ 16310-80, этот стандарт регламентирует типы соединений, диапазон рабочих температур, толщины деталей, размеры кромок и другие технические параметры.
В мировой практике широко распространено применение немецкого стандарта DVS 2207-4, который более широко регламентирует проведение экструзионной сварки.
Примеры технических параметров сварки приведены в таблице.

Виды сварных швов
ГОСТ 16310-80 устанавливает более 10 видов сварочных швов, которыми можно соединять полимерные детали. Название шва зависит от внешнего вида его разреза. Рассмотрим основные из них.
V шов
С помощью столярного инструмента (ножовки, стамески или рубанка) производится обработка торцов соединяемых материалов. Создается скос, который в точке касания должен составлять угол в 45-90° градусов. На нижнем краю скоса должен оставаться прямой торец толщиной не более 1 мм.
Если стыкуются детали разной толщины, то сторона с большей толщиной срезается под большим углом, а меньшая – под меньшим. Таким образом, достигается равная толщина деталей в месте соединения.
Зазор между деталями не должен превышать 2 мм, чтобы обеспечить проникновение присадки во внутреннюю часть шва и обеспечить высокое качество соединения.
X шов
В отличии от V-образного шва, в X шве невозможно контролировать качество проварки. Но двойной шов призван компенсировать этот недостаток. Для такого вида шва предусмотрена собственная технология изготовления:
На соединяемых торцах формируются скосы с углом раскрытия 30-60° градусов,
Корневой слой стыкуется без зазора, предварительная фиксация осуществляется с помощью термофена. Проваривается шов сначала с лицевой части, затем с тыльной.
К шов
При применении такого шва производится обработка торцов скругленным скребком, затем производится предварительная фиксация листов с помощью термофена. Дополнительно может производится сварка со второй стороны соединения.
HV шов
Выполнение такого шва аналогично выполнению V-шва, однако угол раскрытия не должен превышать 60° градусов. Детали не стыкуются вплотную, между ними остается зазор в 2 мм. Этот зазор позволяет присадке проникнуть в соединение и выйти с наружной стороны, герметично закрывая шов.
Double HV шов
Процесс соединения деталей
Процесс подготовки и проведения сварочных работ с применением экструзионных покрытий проходит следующим образом:
- После запуска и прогрева экструдера производится его очистка от материала, использовавшегося ранее. Повторно применять присадку нельзя, потому что ее прочностные характеристики снижены,
- За 15-20 минут до начала сварочных работ производится очистка соединяемых поверхностей от пыли, масляных и жировых загрязнений механическим воздействием (скребками, мелкой наждачной бумагой),
- Обрабатываются торцы соединений под требуемый шов, на соединяемых поверхностях готовятся скосы или сварочные канавки,
- Производится нагрев соединяемых поверхностей горячим воздухом,
- Материал присадки поступает в экструдер, где нагревается от рубашки шнековой камеры и перемешивается до получения однородной пастообразной массы,
- Разогретая до вязкого состояния экструзия выдавливается через башмак на сварочный шов, частично расплавляя свариваемые детали и перемешиваясь с их веществом,
- На свариваемые поверхности с помощью сварочного башмака подается необходимое давление, обеспечивающее фиксацию деталей. Сила оказываемого давления зависит от материалов: так, для ПВД допустим широкий интервал давлений, а прочность соединения полипропилена падает при оказании слишком высокого давления.
- Процесс охлаждения проходит при естественных условиях, так как принудительное охлаждение приводит к уменьшению прочности шва вследствие перепада температур.

Существует два основных типа экструзионной сварки – бесконтактный и контактный.
Бесконтактный способ сварки требует применения прижимных устройств или прессов, с помощью которых оказывается давление на соединяемые детали. Экструзия при данном способе подается из мундштука, который не вводится в разъем.
При контактном способе мундштук вводится в соединяемый разъем до контакта с кромками и перемещается вдоль стыка под углом 10-15° градусов, заполняя полость присадочной массой. Давление, создаваемое присадкой, позволяет отказаться от оказания дополнительного давления на материал. Такая сварка позволяет обеспечить потери тепла и обеспечить дополнительный нагрев соединяемых поверхностей за счет тепла от мундштука.
Читайте также: