Каким образом проверяют размеры сварных швов при ручной дуговой сварке
5.1.8. При температуре эксплуатации ниже минус 40 О С сварку труб из углеродистой стали производят только электродами с основным покрытием.
5.1.9. Минимальная температура окружающего воздуха при которой может выполняться прихватка и сварка стыков трубопроводов, приведена в таблице 5.2. При более низкой температуре воздуха сварка должна выполняться в помещении или укрытии (кабине, палатке), где поддерживается температура выше 0 о С.
Т а б л и ц а 5.2 - Требования к температуре окружающего воздуха при сварке и прихватке стыков газопроводов
5.1.10 При температуре окружающего воздуха ниже 0 о С сваривать и прихватывать стыки трубопроводов необходимо с соблюдением следующих требований:
а) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и подогрет с доведением его температуры до положительной;
б) во время всех операций прихватки и сварки стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
- при ручной дуговой сварке вертикального неповоротного стыка: высота 6-10 мм, ширина не более 35 мм;
П р и м е ч а н и е - Горизонтальными называют стыки, шов которых располагается в горизонтальной плоскости или отклоняется от нее на угол не более 45°.
5.1.12 В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. Облицовочный шов должен отвечать следующим требованиям:
выпуклость шва должна составлять для труб с толщиной стенки до 10 мм не более 3 мм, с толщиной стенки свыше 10 мм не более 3,5 мм.
5.1.13 Сваренный и зачищенный стык труб сварщик должен заклеймить присвоенным ему клеймом на расстоянии 50-100 мм от сваренного им стыка со стороны, доступной для осмотра. При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается.
5.2 Ручная дуговая сварка
5.2.1 Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу.
Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
5.2.1 Во избежание зашлаковки металла шва около кромок труб следует выполнять возможно более плоский валик, избегая выпуклого валика. Для этого нужно несколько задерживать электрод у кромки трубы или отводить его немного назад.
5.2.1 Величина сварочного тока должна подбираться в зависимости от диаметра электрода, типа покрытия (основное или рутиловое) и положения шва. При вертикальном и потолочном положении шва ток должен быть уменьшен на 10-20% по сравнению со сваркой в нижнем положении. Потолочные участки шва следует выполнять электродами диаметром не более 4 мм.
5.2.1 Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Начиная сварку слоя в потолочной части стыка, следует отступить на 10-30 мм от нижней точки.
Порядок наложения слоев, когда вертикальный стык сваривает один сварщик без поворота труб, показан на рисунке 5.1.
 | |
| 274 × 294 пикс. Открыть в новом окне | |
Рисунок 5.1 - Порядок наложения слоев при сварке одним сварщиком вертикальных неповоротных стыков труб диаметром до 150 мм;
5.2.5 Горизонтальные стыки труб диаметром до 150 мм сваривает один сварщик с учетом правил смещения «замков» в соседних слоях или участках.
6. Контроль сварочных работ и сварных соединений
исправность и комплектность сборочно-сварочного оборудования и приспособлений, также соответствие их геометрических и технологических параметров предстоящим операциям по сборке и сварке трубопроводов;
наличие проверенных амперметров и балластных реостатов на постах для ручной дуговой сварки (допускается применение переносных амперметров для периодического контроля величины сварочного тока);
6.1.4 При контроле подготовки и сборки деталей под сварку проверяется соблюдение требований проектной документации на трубопроводы.
качество и чистоту подлежащих сварке кромок (поверхностей), а также прилегающих к ним участков основного металла;
6.1.8 После окончания сварки контролируют наличие и правильность маркировки (клеймения) выполненных сварных швов.
6.2 Контроль сварных соединений
6.2.1. Контроль готовых сварных соединений и нормы оценки их качества выполняют в соответствии с СП 62.13330.2011, СП 42-102-2004 [1], РД 01-001-06 [3].
6.2.2.1. Визуальным и измерительным контролем проверяют тип, размеры и наличие дефектов на каждом из сварных стыковых соединений газопроводов.
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод

Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия

Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия

Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Испытания сварных соединений
Сварочная технология должна проводиться правильно и с соблюдением необходимых требований, от которых зависит качество и прочность сварного шва. Независимо от типа свариваемого материала (металл, пластик, стекло) обязательно должны выполняться испытания сварных соединений. Если будет отмечаться хоть небольшое несоответствие заданным характеристикам швов, то это может привести к быстрому разрушению конструкций и изделий. По этой причине после работ обязательно должен проводиться контроль качества соединений.

Главные этапы
Испытание на прочность сварных швов требуется для того, чтобы удостовериться в высоком качестве швов. Это в дальнейшем сможет уберечь от разрушения конструкций ответственного значения. Благодаря данным манипуляциям подтверждается пригодность изделия к дальнейшему использованию.
Испытания состоят из основных этапов:
- сначала проверяется наличие квалификации сварщика;
- оценивание качественных характеристик сварных швов;
- проверка последовательности проведения технологии сварки;
- контролирование качества швов;
- проведение механических испытаний.
Стоит отметить! Во время начального этапа проверяются навыки и умения специалистов. Перед тем как выполнять работы, сварщик обязательно должен показать специальный паспорт, в котором указан допуск к сварочным работам. После он производит пробное соединение.
Пробные швы должны выполняться из того же материала и при помощи приборов, которые применяются при основных работах. Оценивание результатов производится визуальным осмотром. При необходимости могут быть проведены механические испытания. Если деталь будет качественной, то сварщик будет допущен к выполнению основных работ.
Физические и механические испытания сварных швов должны проводиться последовательно. Все действия должны учитывать:
- сборка соединений должна быть правильной;
- соблюдение требуемых показателей сварочной технологии - ток, напряжение;
- способ формирования швов;
- очищение от окалин, шлаковых образований. Это должно выполняться предварительно, перед нанесением последующих слоев.
Способы проверки
Металлографические исследования сварных соединений могут быть разрушающего и неразрушающего типа. Первый метод применяется в выборочном порядке. Выполняется проверка одного или нескольких изделий из большой партии или части металлической конструкции.

Проверка производится с учетом необходимых показателей, которые указываются в специальных протоколах испытаний. В обязательном порядке применяются устройства или материалы, которые позволяют проконтролировать качественные характеристики швов с сохранением целостности изделия.
Выделяют следующие физические методы контроля сварных соединений:
- Визуальный.
- Капиллярный.
- Радиационный.
- Магнитный.
- Ультразвуковой.
Чтобы минимизировать дефекты соединений обязательно выполняется операционное контролирование сварочных работ. Регулярно проводится аттестация, на которой комиссия должна дать допуск на сваривание контрольных швов. После прохождения данного испытания выполняется проверка теоретических знаний сварщиков.
Многие способы производятся с использованием специальных приборов, которые оказывают радиационное, магнитное, ультразвуковое воздействие. Обычно они выполняются на производствах с соблюдением требуемых норм и выставленных параметров.
Особенности визуального осмотра
Физические методы контроля сварных швов включают визуальный осмотр изделия. При помощи данного исследования можно обнаружить внешние и внутренние дефекты. По этой причине данная диагностика считается наиболее точной.
Физический метод контроля сварных соединений - это диагностика, которая проводится с применением различных излучений (лазерное, рентгеновское), они взаимодействуют с объектами контроля. При осуществлении данных диагностик соединение никогда не разрушается, обычно оно визуально исследуется.
Частые обрывания дуги можно обнаружить при помощи нескольких характерных качеств - разная высота и ширина катета. По этой причине обязательно требуется проводить предварительное исследование материалов, правильность подключения рабочего оборудования, его готовность к проведению сварочных работ.
Перед тем как будут проводиться испытания, соединения требуется очистить от следующих ненужных элементов:
- окалины;
- шлаки;
- брызги от расплавленного металла;
- различные загрязнения.
Обратите внимание! Чтобы лучше выявить мелкие трещины, стыковую область можно обработать при помощи раствора с азотной кислотой. Это придаст поверхности матовость, сделает более подходящей для проведения визуальной диагностики.
Этот способ испытаний позволяет выявить целый ряд дефектов шва:
- внешние дефекты;
- поры;
- трещины;
- непровары;
- наплывы.
Для лучшей эффективности часто используют увеличительное стекло. Лупа оказывается незаменимым изделием, при помощи которого можно выявить незаметные дефекты.
Особенности капиллярного метода
Данное испытание на твердость сварных швов предполагает применение качества жидкости затягиваться в достаточно небольшие капилляры. Быстрота и степень проникновения во внутреннюю структуру материала связана с его смачиваемостью и размером диаметра капилляров.
Капиллярное исследование может применяться не только для металлических изделий, но и для элементов из керамики, стекла, пластмассы. Основное его назначение состоит в выявлении внешних изъянов, которые не получается обнаружить с первого взгляда. К примеру, при использовании керосина можно выявить сквозные дефекты.
К главным особенностям этого способа проверки качества шва относят:
- При капиллярном методе часто применяются пенетранты. Данные компоненты обладают небольшим поверхностным натяжением и сильным цветовым контрастом.
- При проникновении в области дефектов, пенетрантов подсвечивают их, именно это позволяет быстро обнаружить изъяны сварочного процесса.
- Пенетранты с высокой чувствительностью могут выявить дефекты с размером от 0,1 микрона.
- Капиллярное исследование подходит для дефектов с размером ширины до 0,5 мм. При большем размере трещин этот метод не работает.
Механические испытания сварных соединений - обязательные манипуляции, которые должны проводиться во время сварочной технологии. Они могут выполняться при помощи разных разрушающих и неразрушающих методов. Если все будет соответствовать установленным нормам и правилам, то сварщик допускается к проведению дальнейших сварочных работ.
Интересное видео
Контроль качества сварных соединений
1. Виды контроля качества сварных соединений
Часто готовые сварные соединения имеют трещины и другие дефекты, не всегда находящиеся на поверхности шва. Для обнаружения дефектов применяются два метода контроля качества швов — разрушающие и неразрушающие.
Разрушающие методы применяются для определения физических свойств сварного соединения. В основном он применяется при оценке квалификации сварщиков. Иногда они находят применение и на производстве, когда из партии готовых изделий одно или несколько разрушаются, и по результатам их проверки делается заключение обо всей партии.
Неразрушающие методы используются для проверки качества швов без их разрушения. С их помощью можно узнать местоположение дефекта, его размер, характер. Этот способ удобнее всего применять, когда сваркой изготавливают ответственные изделия. Группа неразрушающих методов контроля качества включает в себя:
- визуальный метод;
- магнитнопорошковый метод;
- капиллярный метод;
- акустический метод;
- метод ионизированного излучения;
- вихретоковый метод;
- контроль герметичности.
2. Визуальный метод
Это наиболее общий вид проверки. Он включает в себя проверку размеров, формы, местоположения шва. С его помощью обнаруживаются такие дефекты, как выходящие на поверхность трещины, неметаллические включения, подрезы, непровары. Этот метод можно применять только после полного удаления шлака с поверхности шва.
Для проверки формы шва применяются шаблоны. У качественного сварного шва усиление должно совпасть с определенным шаблоном.
Также для проверки применяются увеличительные стекла, миниатюрные телекамеры, нутромеры и линейки.
Каждый сварной шов должен быть проверен сварщиком. Хороший сварщик сразу обнаружит внешние дефекты и впоследствии устранит их.
3. Магнитнопорошковый метод
Магнитнопорошковый метод очень эффективен для обнаружения поверхностных или расположенных близко к поверхности пор и трещин. Он применяется только на материалах, способных намагничиваться. Перед проверкой требуется тщательно очистить поверхность. Используется жидкий аналог магнитного порошка или флюоресцентный магнитный порошок.
Металл подвергается воздействию сильного магнитного поля. На краях трещин и раковин поле концентрируется, что вызывает притягивание порошка. После прекращения действия магнитного поля вокруг каждой трещины или раковины наблюдается концентрация порошка. При применении флюоресцентного порошка для обнаружения концентраций место проверки следует осветить ультрафиолетовым светом.
Так как направление трещин неизвестно, проводят два тестирования. Первый раз линии магнитного поля направляются по возможности перпендикулярно шву, второй раз параллельно.
После обнаружения трещины вскрываются для исправления.
4. Капиллярный метод
Метод применяется для обнаружения поверхностных трещин. Он основан на применении цветных красок. Способ может применяться не только на металле, но и пластмассах, керамике или стекле. Метод не применяется для обнаружения дефектов, не выходящих на поверхность.
Проверка проводится в следующей последовательности:
- проверяемая поверхность очищается;
- поверхность покрывается краской, которая должна проникнуть вовнутрь трещины или раковины;
- через некоторое время краска удаляется;
- поверхность покрывается проявляющей краской. Применяется краска, контрастная по цвету первой;
- через некоторое время, если есть трещины или другие дефекты того же характера, на краске появятся пятна первой краски, которые будут показывать положение дефекта;
- после проверки краска удаляется.
В качестве проникающей краски может быть использована флюоресцентная краска. Для обнаружения ее проникновения через проявляющую краску применяется ультрафиолетовый свет.
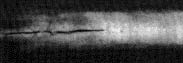
Время выдержки проникающей краски на поверхности может варьироваться от 3 до 60 мин. При комнатной температуре краску рекомендуется держать 3—10 мин. На рис. 1 показана поверхность краски при наличии дефекта сварного шва.
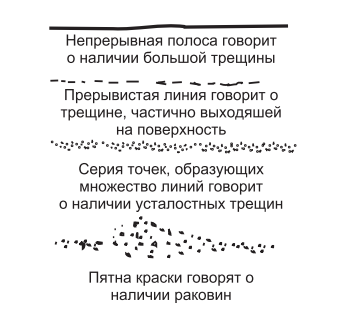
Рис. 1. Поверхность краски при наличии дефекта сварного шва
5. Акустический метод
В этом методе для обнаружения местоположения и размера дефектов используются звуковые волны. Он может быть применен практически для любого материала. Ультразвуковая дефектоскопия использует звук высокой частоты более одного мегагерца.
Электронное устройство, названное пьезоэлектрическим преобразователем, помещается на поверхность материала, вглубь которого преобразователь излучает ультразвуковые волны. Для лучшего проникновения волн требуется обеспечить хороший контакт между преобразователем и поверхностью материала.
Волны посылаются внутрь материала через очень малые промежутки времени. Длительность такого промежутка — от одной до трех микросекунд. Посланная волна проходит сквозь материал, отражается от границ материала и трещин, если они попадаются на пути волны. Отраженная волна возвращается обратно в преобразователь. После получения первой волны тут же посылается другая такая же. Этот процесс повторяется примерно 500 000 раз в секунду. Во время проверки преобразователь передвигается по поверхности. Каждая отраженная волна показывается на дисплее. Также на дисплее отображаются сигналы, отраженные от границ материала и от внутренних дефектов. На рис. 2 схематично показан процесс акустической диагностики сварного шва.
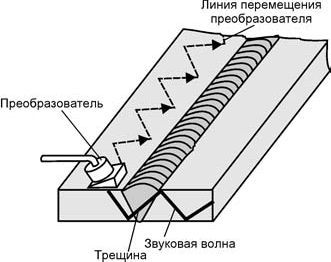
Рис. 2. Акустическая диагностика сварного шва
Преимущества акустической диагностики:
- быстрота, дает немедленные результаты;
- может быть использована на различных материалах;
- не требуется доступа к обоим сторонам шва. Недостатки:
- требуется хороший контакт преобразователя с поверхностью;
- трудно увидеть дефекты, параллельные звуковому лучу;
- требуется специальный навык для правильной интерпретации данных на дисплее;
- оборудование требует регулярной настройки.
- Вихретоковый метод
В вихретоковом методе используется катушка индуктивности, подключенная к генератору переменного тока с регулируемой частотой. Переменное магнитное поле катушки индуцирует переменные микротоки. Эти токи и являются вихревыми.
В процессе проверки катушка, настроенная на определенное значение полного сопротивления (значение полного сопротивления можно видеть на осциллоскопе) перемещается по поверхности детали. Если внутри материала детали есть дефекты, то происходит изменение вихревых токов. Это приводит к изменению полного сопротивления спирали катушки, что отображается на осцилоскопе.
Методом вихревых токов можно обнаружить дефекты, залегающие у поверхности. Глубина исследования зависит от частоты переменного тока и обычно не превышает 3 мм. Метод применяется для исследования как плоских поверхностей, так и круглых (например, труб). Кроме трещин и раковин таким способом можно обнаружить и различные вредные включения.
6. Метод ионизированного излучения
Внутренние дефекты могут быть обнаружены с помощью ионизированного излучения. Частный случай метода ионизированного излучения — контроль с помощью рентгеновского излучения. Рентгеновское излучение — это поток энергии, способный проникнуть сквозь многие материалы и воспроизвести их внутреннее состояние на фотопленке или на экране монитора.
Источником ионизированного излучения в природе являются радиоактивные изотопы. Некоторые изотопы могут использоваться в приборах для создания рентгеновских лучей, но их применение небезопасно для человека.
Рентгеновские снимки используются для исследования ответственных соединений, например на атомных электростанциях, трубопроводах, кораблях, подводных лодках, самолетах.
Данным способом можно контролировать различные материалы при их различной толщине. Чем больше толщина, тем больше энергии и времени требуется на просвечивание.
![Рентгенограмма сварного шва]()
Рис. 3. Рентгенограмма сварного шва
По фронтальному рентгеновскому снимку можно определить местоположение и размеры трещины, но не глубину ее залегания. При обнаружении трещины производится еще один снимок под некоторым углом, что помогает определить точное положение трещины относительно поверхности детали. На рис. 3 показана рентгенограмма сварного шва.
7. Контроль герметичности
Герметичность любого сосуда проверяется по отсутствию утечки. Это наиболее общий метод проверки сварных швов на резервуарах и трубах, используемых для хранения неядовитых жидкостей или газов под давлением. Для этих целей наиболее подходит по свойствам диоксид углерода (углекислый газ). Он не ядовит и взрывоопасен. В проверяемом сосуде или трубе создается небольшое давление (170—690 кПа) от пневмокомпрессора, а вся поверхность шва покрывается раствором воды и мыла. Утечка обнаруживается по появлению пузырей. По завершению закачки газа записываются показания манометра, подача газа прекращается. Через сутки снова проверяют показания манометра. Падение давления будет сигнализировать об утечке. Это довольно простой способ проверки.
При другом способе контроля герметичности сварных швов поверхность сосуда покрывается известью. После того как известь высохнет, в сосуде создается давление. По осыпавшейся извести можно определить места утечки. Данным способом возможно испытывать конструкции и на утечку жидкости. Тогда в сосуде создается гидростатическое давление. Наиболее часто применяется вода, тем не менее, она не просачивается через очень маленькие трещины.
Для проверки на наличие мельчайших микроскопических утечек применяется метод гелиевого течеискания. Сосуд наполняется гелием, а на исследуемую область устанавливается датчик масс-спектрометра. Этот прибор способен обнаружить одну частицу применяемого для обследования газа в миллионе частиц воздуха.
Читайте также: