Каким образом необходимо выполнять сварку тройниковых сварных соединений прямых врезок
10.3.1 Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
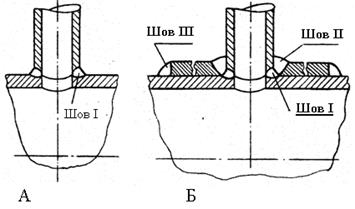
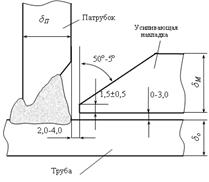
10.3.2 Порядок выполнения сварных швов и форма подготовки кромок представлена на рисунке 10.3.
10.3.3 Оптимальной схемой работы при сварке прямых врезок является изготовление укрупненных заготовок в стационарных (базовых) условиях с применением механизированного оборудования для вырезки отверстий, подготовке кромок под сварку и выполнением сварки в удобном пространственном положении. Дальнейший монтаж укрупненных заготовок производится только с применением стыковой сварки труб.
10.3.4 При изготовлении прямых врезок в стационарных цеховых условиях возможно применяются следующие технологии вырезки отверстий в основной трубе и подготовке кромок на трубе ответвления:
-машинками плазменной или кислородной резки труб;
При проведении работ на монтажной площадке вырезка отверстий в основной трубе может производиться следующими методами:
-механическим способом с помощью переносных установок вырезки отверстий в трубах;
-машинами кислородной резки труб;
-ручная кислородная резка по предварительной разметке.
10.3.5 Разметка места вырезки отверстия в основной трубе и заготовки для изготовления усиливающей накладки (воротника), под ручную вырезку, производится по специальному шаблону, вырезка отверстий специализированным оборудованием или газорезчиком.
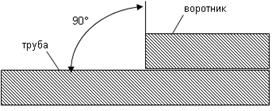
10.3.6 Рез должен осуществляться под углом 90-5° к образующей трубы.
10.3.7 Расстояние между отверстием в основной трубе, привариваемой накладкой и швами трубы должно быть не менее 250 мм. Прошивка отверстия должна проводится на удаляемой части на расстоянии не менее 1,5 толщин разрезаемого металла от линии реза. При отрицательной температуре необходимо выполнить местный подогрев места реза до температуры не ниже 50 °С. Допуск по толщине реза составляет от 3 до 5 мм, при этом отклонения от вырезаемого диаметра допускаются только в сторону его уменьшения.
10.3.8 После вырезки отверстия следует обработать место реза (зачистить, зашлифовать) с помощью шлифовальной машинки или вертикальной фрезы.
10.3.9 Для сборки стыков следует использовать приспособления и устройства (уровень, отвес, угольник, теодолит/лазерный 2D или 3D уровень), обеспечивающие выполнение следующих требований:
- оси ответвления и основной трубы должны быть размечены несмываемым маркером и их смещение относительно друг друга не должно превышать 5 мм;
- отклонение трубы-ответвления от вертикали должно быть не более 1 град.
Дополнительно для проверки сопряжения элементов трубопровода можно использовать лазерную указку.
10.3.10 Сварка стыков прямых врезок выполняется ручной дуговой сваркой электродами с основным видом покрытия, либо для трубопроводов не связанных с перекачкой нефти и нефтепродуктов комбинированной сваркой: корневой проход ручной аргонодуговой сваркой, а заполняющие и облицовочные слои ручной дуговой сваркой электродами с основным видом покрытия. Выбор электродов производится в соответствии с разделом 7 настоящего РД.
 | |
В 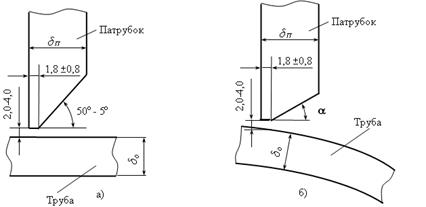 | |
 Г | 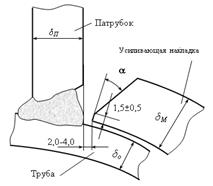 |
 Д |
А – без установки воротника; Б – с усиливающей накладкой (воротником), В форма подготовки кромок патрубка, Г- форма подготовки внутренней кромки усиливающего воротника, Д- форма подготовки наружной кромки усиливающего воротника
Рис. 10.3. Порядок выполнения сварных швов прямых врезок.
10.3.11 Температуру предварительного подогрева перед сваркой следует выбирать согласно таблицы 8.3 настоящего РД.
10.3.12 Прямые врезки с диаметром ответвления до 325 мм включительно выполняются одним сварщиком, а с диаметром ответвления свыше 325 мм – двумя сварщиками одновременно.
10.3.13 Прямые врезки с отношением диаметра ответвления к диаметру основной трубы менее 0,2 выполняют без усиливающей накладки (воротника), с отношением от 0,2 до 0,3 с усиливающей накладкой (воротником), а с отношением более 0,3 с применением тройников заводского изготовления.
10.3.14 Сварку стыков прямых врезок следует производить в соответствии с операционными технологическими картами, которые должны быть подтверждены результатами аттестации технологии.
10.3.15 Длина и количество прихваток выбирается в соответствии с таблицей 8.2.
Общие указания по сварке
Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0 °С.
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а РД 34.15.132-96).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом «двойного слоя» (рис. 6.1, б РД 34.15.132-96). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или «горкой» (рис. 6.1, в, г РД 34.15.132-96).
При изготовлении металлоконструкций следует создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять «в лодочку» с кантовкой или поворотом изделия.
Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
Стыковые швы должны выполняться в первую очередь, а угловые швы - во вторую.
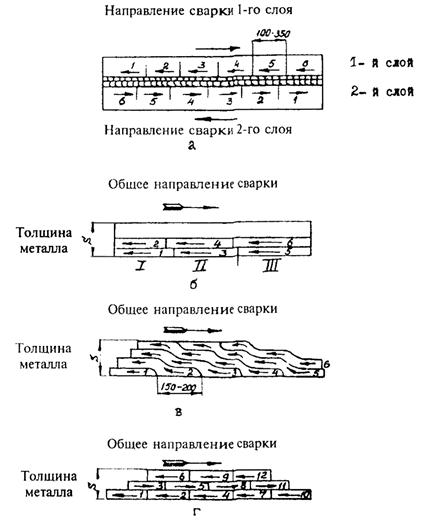
Схемы сварки обратноступенчатым способом (а), способом «двойного слоя» (б), горкой (в) и каскадом (г)
При сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва. Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
При двусторонней сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
При температуре окружающего воздуха ниже 0 °С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1 РД 34.15.132-96, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2 РД 34.15.132-96. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм с каждой стороны соединения.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм 2 ) и более необходимо предварительно подогреть до 120-160°.
При температуре окружающего воздуха ниже минус 5 °С сварку шва следует производить без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Сварку деталей из низколегированных сталей следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800-1000 мм (при длине шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120-160 °С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
Температура окружающего воздуха, при которой разрешается производить ручную и механизированную сварку стальных конструкций без подогрева
| Толщи-на свариваемых элемен-тов, мм | Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций | ||||
| решетчатых | листовых объемных и сплошно-стенчатых | решетчатых | листовых объемных и сплошно-стенчатых | решетчатых и листовых | |
| из стали | |||||
| углеродистой | низколегированной с пределом текучести, МПа (кгс/мм 2 ) | ||||
| £ 390(40) | > 390(40) | ||||
| До 16 | -30 | -30 | -20 | -20 | -15 |
| Св. 16 до | |||||
| -30 | -20 | -10 | При толщине более 25 мм предварительный местный подогрев следует производить независимо от температуры окружающего воздуха | ||
| Св. 25 до 30 | -30 | -20 | -10 | ||
| Св. 30 до 40 | -10 | -10 | +5 | ||
| Св. 40 | +5 | +10 |
После окончания сварки со шва и околошовной зоны должен быть удален шлак, наплывы и брызги металла. Удаление шлака должно производиться после остывания шва (через 1 - 2 минуты после потемнения). Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки - зачистить до основного металла с удалением всех дефектов. Снятие усиления, зачистку корня шва, лицевой стороны шва и мест установки выводных планок рекомендуется осуществлять с помощью высокооборотных электрических шлифовальных машинок с абразивным кругом. При этом риски от абразивной обработки металла должны быть направлены вдоль кромок свариваемых деталей.
Каким образом необходимо выполнять сварку тройниковых сварных соединений прямых врезок
6.3.1 Ответвление от трубопровода выполняют одним из способов, показанных на рисунке 6.2. Не допускается усиление ответвлений с помощью ребер жесткости.
Присоединение ответвлений по способу а (рисунок 6.2) применяют в тех случаях, когда ослабление основного трубопровода компенсируется имеющимися запасами прочности соединения.
Допускаются также врезки в трубопровод по касательной к окружности поперечного сечения трубы для исключения накопления продуктов в нижней части трубопровода.
Рисунок 6.2 - Ответвления на технологических трубопроводах
 | |
| 637 × 362 пикс. Открыть в новом окне | |
а - без укрепления; б - с помощью тройника; в - укрепленное штуцером и накладкой; г - укрепленное накладкой; д - укрепленное штуцером; е - крестообразное; ж - наклонная врезка без укрепления; з - наклонная врезка с укреплением штуцером и накладкой
6.3.2 Сваренные из труб тройники, штампосварные отводы, тройники и отводы из литых по электрошлаковой технологии заготовок допускается применять на давление до 35 МПа (350 кгс/см ). При этом все сварные швы и металл литых заготовок подлежат контролю УЗД в объеме 100%.
6.3.3 Сварные крестовины и крестовые врезки допускается применять на трубопроводах из углеродистых сталей при рабочей температуре не выше 250°С.
Крестовины и крестовые врезки из электросварных труб допускается применять при номинальном давлении до PN 16 вкл.
Крестовины и крестовые врезки из бесшовных труб допускается применять при номинальном давлении не более PN 25 (при условии изготовления крестовин из труб с номинальным давлением не менее PN 40).
6.4 Отводы
6.4.1 Для трубопроводов применяют, как правило, крутоизогнутые отводы, изготовленные из бесшовных и сварных прямошовных труб методом горячей штамповки или протяжки, например изготовленные в соответствии с ГОСТ 17375, а также гнутые и штампосварные. При диаметре DN>400 выполняют подварку корня шва, сварные швы подвергают 100%-ному УЗД или РД.
6.4.2 Гнутые отводы, изготовляемые из бесшовных труб, применяют в тех случаях, когда требуется максимально снизить гидравлическое сопротивление трубопровода, например на трубопроводах с пульсирующим потоком среды (с целью снижения вибрации), а также на трубопроводах при номинальном диаметре DN 25. Необходимость термообработки определяют по 12.2.11.
6.4.3 Пределы применения гнутых отводов из труб действующего сортамента должны соответствовать пределам применения труб, из которых они изготовлены.
6.4.4 В трубопроводах допускается применять сварные секторные отводы номинальным диаметром DN 500 при номинальном давлении PN 40 и номинальным диаметром DN>500 при номинальном давлении PN 25.
При изготовлении секторных отводов угол между поперечными сечениями сектора не должен превышать 22,5°. Расстояние между соседними сварными швами по внутренней стороне отвода должно обеспечивать доступность контроля этих швов по всей длине шва.
Для изготовления секторных отводов не допускается применение спиральношовных труб, при диаметре более 400 мм применяют подварку корня шва, сварные швы подвергают 100%-ному ультразвуковому или радиографическому контролю.
6.5 Переходы
6.5.1 В трубопроводах следует применять, как правило, переходы штампованные, например изготовленные в соответствии с ГОСТ 17378, вальцованные из листа с одним сварным швом, штампосварные из половин с двумя сварными швами.
Пределы применений стальных переходов должны соответствовать пределам применения присоединяемых труб аналогичных марок сталей и аналогичных рабочих (расчетных) параметров.
6.5.2 Допускается применение лепестковых переходов для трубопроводов с номинальным давлением PN 16 и номинальным диаметром DN 500.
Не допускается устанавливать лепестковые переходы на трубопроводах, предназначенных для транспортирования сжиженных газов и веществ групп А и Б.
6.5.3 Лепестковые переходы следует сваривать с последующим 100%-ным контролем сварных швов ультразвуковым или радиографическим методом.
6.6 Заглушки
6.6.1 Приварные плоские и ребристые заглушки из листовой стали рекомендуется применять для трубопроводов при номинальном давлении PN 25.
6.6.2 Заглушки, устанавливаемые между фланцами, не следует применять для разделения двух трубопроводов с различными средами, смешение которых недопустимо.
6.6.3 Пределы применения заглушек и их характеристики по материалу, давлению, температуре, коррозии и т.д. должны соответствовать пределам применения фланцев.
6.7 Трубопроводы, работающие при номинальном давлении свыше 10 МПа (100 кгс/кв. см)
6.7.1 Общие требования
6.7.1.1 Соединения элементов трубопроводов, работающих под давлением до 35 МПа (350 кгс/см ), рекомендуется производить сваркой. Применяют только стыковые без подкладного кольца сварные соединения. Фланцевые и другие соединения допускается предусматривать в местах подключения трубопроводов к аппаратам, арматуре и другому оборудованию, а также на участках трубопроводов, требующих в процессе эксплуатации периодической разборки или замены.
6.7.1.2 В трубопроводах, предназначенных для работы под давлением до 35 МПа (350 кгс/см ) включительно, допускается вварка штуцеров на прямых участках, а также применение тройников, сваренных из труб и штампосварных колен с двумя продольными швами при условии проведения 100%-ного контроля сварных соединений методом УЗД или РД.
В обоснованных случаях на гибах трубопроводов, работающих под давлением до 35 МПа, может быть допущена вварка одного штуцера внутренним диаметром не более 25 мм.
6.7.1.4 Для соединения элементов трубопроводов из высокопрочных сталей с временным сопротивлением разрыву не менее 650 МПа (6500 кгс/см ) должны использоваться фланцевые, муфтовые и другие соединения. В технически обоснованных случаях могут быть допущены сварные соединения таких сталей.
6.7.1.5 В местах расположения наиболее напряженных сварных соединений и точек измерения остаточной деформации, накапливаемой при ползучести металла, должны быть предусмотрены съемные участки изоляции.
6.7.2 Кованые и штампованные детали
6.7.2.1 Детали трубопроводов должны изготавливаться из поковок, объемных штамповок и труб. Допускается применение других видов заготовок, если они обеспечивают надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации.
6.7.2.2 Отношение внутреннего диаметра ответвления к внутреннему диаметру основной трубы в кованых тройниках-вставках не должно быть менее 0,25. Если соотношение диаметра штуцера и диаметра основной трубы менее 0,25, должны применяться тройники со штуцерами на ввертных шпильках.
6.7.3 Гнутые и сварные элементы
6.7.3.1 Конструкция и геометрические размеры тройников, сваренных из труб, штампосварных колец, гнутых отводов и штуцеров, должны удовлетворять требованиям стандартов, ТУ и чертежей.
6.7.3.2 Сваренные из труб тройники, штампосварные отводы, тройники и отводы из литых по электрошлаковой технологии заготовок допускается применять на давление до 35 МПа (350 кгс/см ). При этом все сварные швы и металл литых заготовок подлежат контролю методом УЗД в объеме 100%.
7.3. Сварка газопроводов (трубопроводов горючего газа)
7.3.1. Ручную дуговую сварку газопроводов внутри зданий и на территории ТЭС можно выполнять без подкладного кольца или на остающемся металлическом кольце. Конструкции стыковых соединений должны соответствовать типам Тр-2 или Тр-3 (см. табл.6.2).
7.3.2. При сборке стыков газопроводов без подкладных колец корневой слой рекомендуется выполнять электродами ВСЦ-4А или МТГ-01К диаметром 3-4 мм, заполнение разделки - электродами МТГ-02 или другой марки, указанной в табл.4.1 для конкретной марки стали.
Сварка электродами ВСЦ-4А ведется методом опирания без колебательных движений, вертикальные стыки свариваются в направлении сверху вниз.
При сварке корневого слоя шва электродами других марок диаметр электрода должен быть не более 3 мм. Сварку последующих слоев вертикальных неповоротных стыков производят снизу вверх электродами диаметром 4-5 мм.
7.3.3. Сварку вертикальных неповоротных стыков труб с толщиной стенки до 6 мм необходимо выполнять не менее чем в два слоя (см. рис.7.11); при толщине стенки труб от 6 до 12 мм - в три слоя и при толщине более 12 мм - в четыре слоя и более (рис.7.15).
7.3.4. Технология ручной дуговой сварки стыков газопроводов во всем остальном должна отвечать требованиям, изложенным в подразделе 7.1.
7.4. Сварка трубопроводов, на которые не распространяются правила Госгортехнадзора России
7.4.1. В данном подразделе рассматривается сварка стыков трубопроводов из углеродистых и низколегированных конструкционных сталей, на которые не распространяются правила Госгортехнадзора России, в том числе мазутопроводов, напорных маслопроводов системы смазки, трубопроводов системы регулирования турбины, водоснабжения и канализации.
7.4.2. Сварку стыков трубопроводов при толщине стенки 12-14 мм следует выполнять тремя основными слоями шва и одним внутренним подварочным слоем толщиной 4-5 мм, который накладывают изнутри трубы (рис.7.16). Подварочный слой накладывают в тех случаях, когда диаметр трубопровода и расположение стыка позволяют это. В остальных случаях сварку следует выполнять на подкладном кольце, кроме стыков мазутопроводов, которые свариваются без подкладных колец с выполнением корня шва (или всего шва) ручным аргонодуговым способом.
при диаметре труб 600 мм и более сварку следует производить обратноступенчатым способом участками длиной 250-300 мм;
при выполнении сварки без подварочного шва корневой слой необходимо накладывать электродами диаметром 2,5-3 мм для обеспечения полного провара корня;
подварочный слой следует накладывать после выполнения второго или третьего наружного слоя; перед наложением подварочного слоя корень шва должен быть тщательно очищен абразивным кругом или стальной щеткой с подрубкой зубилом излишних наплывов металла и вырубкой местных непроваров;
"замки" швов в соседних слоях (валиках) должны быть смещены один относительно другого согласно требованиям п.6.5.3, а по отношению к продольным или спиральным швам сварных труб - на 40-50 мм.
7.4.4. Неповоротные стыки труб диаметром 1200 мм и более можно выполнять по следующей технологии: окружность стыка разбить на две половины - нижнюю и верхнюю; раскрытие кромок и сварку в нижней части стыка выполнять с внутренней, а в верхней части - с наружной стороны трубы. Таким образом, весь стык следует сваривать в нижнем и вертикальном положениях. Сварку должны выполнять одновременно два или четыре сварщика: один сварщик (или два) сваривает верхнюю часть стыка снаружи трубы, другой сварщик (или два других) - нижнюю изнутри (рис.7.17); при этом должны быть приняты меры для защиты сварщиков, работающих внутри трубы, от брызг шлака и расплавленного металла.
7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п.3.7 и подразделов 6.4 и 6.5.
7.5.2. Плоские фланцы на давление Мпа (25 ) для диаметра труб 600 мм и более изготавливаются по ОСТ 34 10.755-97. Фланец приваривается к трубе двумя угловыми швами - наружным и внутренним (рис.7.18). Сначала накладывают наружный шов, затем - внутренний. Размеры швов приварки указаны в табл.7.2. Внутренний шов, являющийся лишь уплотняющим, имеет катет мм независимо от толщины стенки трубы.
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по ГОСТ 12820 и размеры катетов шва указываются в конструкторской документации.
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл.4.2. Ток устанавливается из расчета 25-30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100°С. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл.4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Размеры швов приварки плоских фланцев (ОСТ 34 10.755-97)
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл.6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис.7.19. В случае приварки упора двумя фланговыми швами (рис.7.19, а) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис.7.19, б) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл.4.1.
Необходимость и режим предварительного подогрева определяются по данным табл.6.3 и п.6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
7.6. Сварка труб слоями повышенной толщины
7.6.1. Сварку слоями повышенной толщины можно применять для вертикальных неповоротных стыков труб с толщиной стенки более 20 мм из углеродистых и низколегированных конструкционных сталей.
7.6.2. К сварке слоями повышенной толщины может быть допущен сварщик, имеющий удостоверение на право производства работ по сварке данного трубопровода и обладающий, кроме того, навыками по технике сварки слоями повышенной толщины. Для проверки навыка сваривается пробный стык, а затем определяется сплошность шва с помощью ультразвукового контроля.
7.6.3. Конструкция сварного соединения должна соответствовать типам Тр-3, Тр-3а, Тр-3г, Тр-6 (табл.6.2). Можно применять также конструкции стыка, изображенные на рис.7.1. Подготовку кромок труб и сборку стыка, а также наложение корневого слоя и подогрев стыка производят по обычной технологии в соответствии с требованиями настоящего РД.
7.6.4. Основной шов, накладываемый после корневого слоя, выполняют два сварщика. Для совместной работы подбираются сварщики, в равной степени владеющие техникой сварки слоями повышенной толщины и выполняющие ее примерно с одинаковой скоростью.
7.6.6. Порядок наложения третьего и последующих слоев может быть таким же, как для второго слоя, с той лишь разницей, что сварщики попеременно начинают сварку с потолочного (из точки Е) и с вертикального (из точек В и И) положений.
Читайте также: