Как убрать форсаж дуги на сварочном инверторе
Я уже писал тут в ветке про инверторы Hitachi, но решил создать отдельную тему. Мне ужас как мешает этот горячий старт, мешает это мягко сказано.
Знающие люди, подскажите каким образом в данных инверторах (у меня кстати ew4400) происходит включение\отключение горячего старта, как то аналогово или там ПО какое.
Купил инвертор совсем недавно, и понимаю что любые модификации лишают меня гарантии.
Завтра постараюсь перечислить микросхемы на плате управления если это конечно пригодится.
продай его пока новый и купи с регулируемым ГС
Не думаю, что найдутся тут у нас любители дорогого инструмента, большинство реснту здесь покупают. Таких дорогих и в магазинах нет, я его через интернет покупал. Хотя недавно форсаж 200 завезли но там тоже этот несчастный горячий старт.
Мысль такая была, но 16500
есть аппараты и гораздо дешевле,с регулируемым горячим стартом.
К сожалению, до покупки этого аппарата, я и знать не знал, что такое горячий старт. Да, сейчас я уже знаю, что есть инверторы с отключаемым и регулируемым ГС.
А такие деньги я потратил не от не хер делать, а из-за того, что не хотел покупать "китай" или "латвию" в лице ресанты.
Denis.F , А где сделана ваша Хитачи?
Klez , Ваш вопрос поможет убрать ГС?
На итальянской сборке убирается, а на китайской нет? )
Вообще очень надеюсь что Итальянец, написано "made in italy".
Denis.F написал :
Хотя недавно форсаж 200 завезли но там тоже этот несчастный горячий старт.
Спросите и я скажу как.
Рома, там же, где и Buddy.
Если он сделан в Китае, зачем им в Китай привозить сетевой провод и сварочные кабеля из Италии? Зачем кулачковый переключатель от итальянской компании ставить (BREMAS)?
Возможно платы и комплектующие из Китая, но собирают их всё таки в Италии .
Да и зачем весь этот цирк им, делать в Китае а писать, что в Италии сделано. Если шуруповёрты, к примеру, они делают в Китае, то они и пишут, что сделано в Китае!
Мне очень надо убрать на моём зелёном аппаратике, неужели это невозможно?
Denis.F написал :
Мне очень надо убрать на моём зелёном аппаратике,
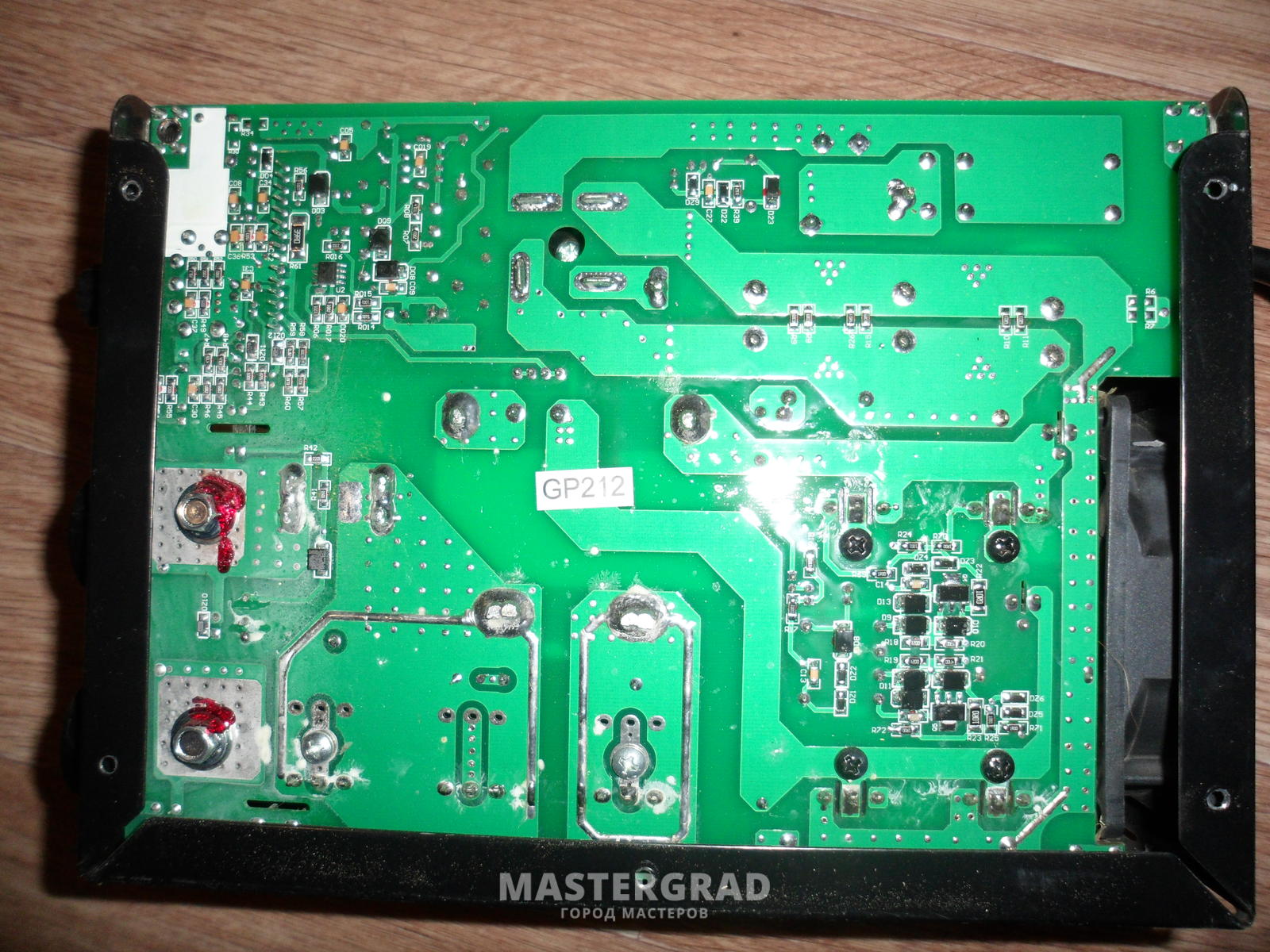
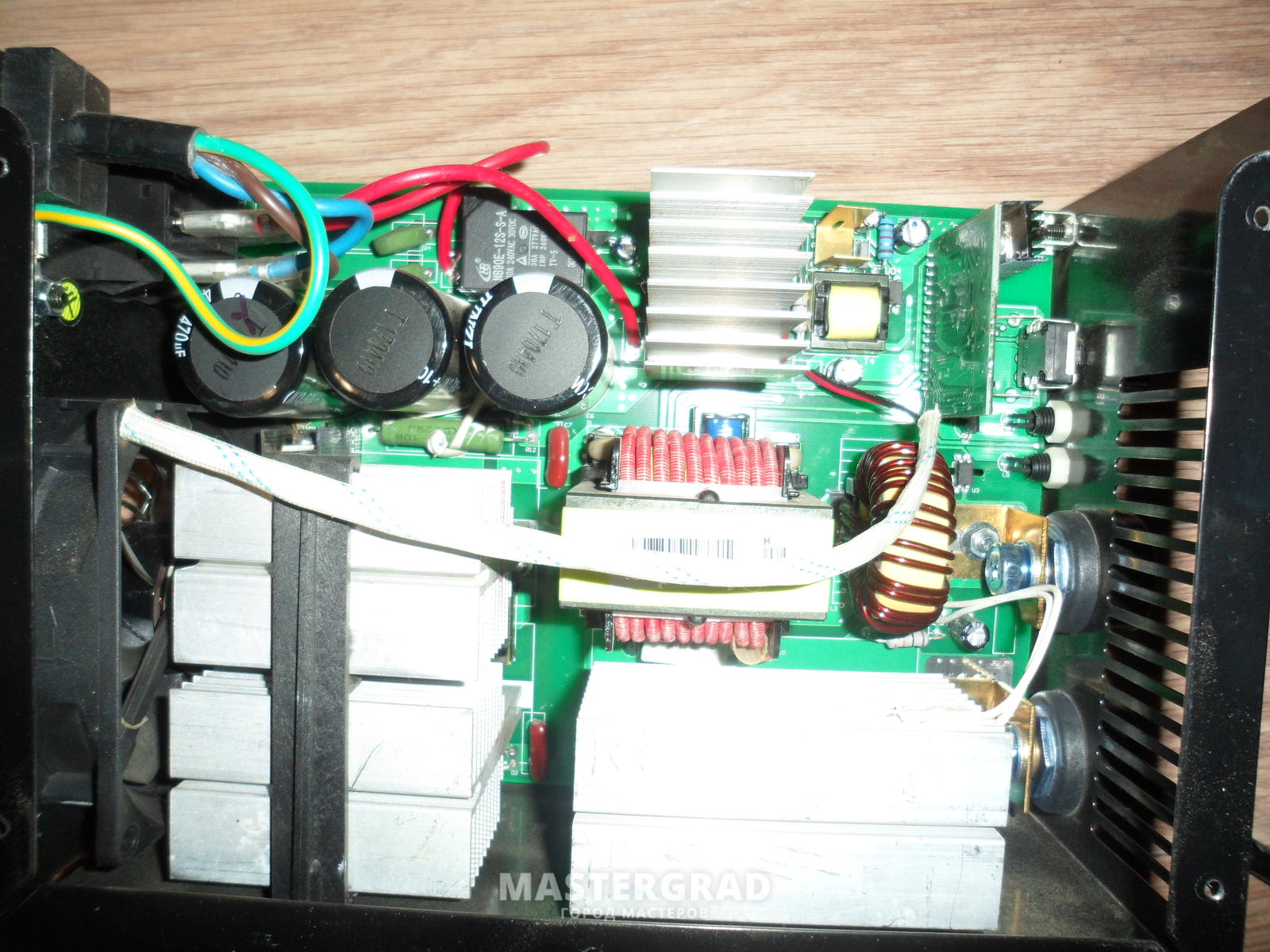
Фотки "внутрянки" возможно бы помогли, местным кулибинам помочь вам.
А зачем вам его отключать,варите жестянку? Не проще это сделать ПА?
Можно взять электрод потолще. немного должно помочь.
Я понял, поэтому и уточнил про "мой зелёный", а не про мой красный, к примеру. )
Сергей, подскажите как на форсаже его убирают. Может у них принцип схожий.
Klez написал :
А зачем вам его отключать,варите жестянку? Не проще это сделать ПА?
Да, тонкий метал проблемно варить, вертикал в отрыв неудобно очень. ПА - полуавтомат?
Klez написал :
Фотки "внутрянки" возможно бы помогли, местным кулибинам помочь вам.
Фотографии сделаю. Ещё схема есть, завтра выложу.
Denis.F написал :
Да, тонкий метал проблемно варить, вертикал в отрыв неудобно очень. ПА - полуавтомат?
Фотографии сделаю. Ещё схема есть, завтра выложу.
ПА-полуавтомат.
Сам сталкиваюсь со сваркой 1-0.8мм сваркой металла электродом и ГС если он существенный,очень мешает.но я его отключаю и нет проблем.К тому же есть лифтарк на ТИГе.и электродом тоже в этом режиме не плохо варит,(дуга правда короче) зато удобнее.
Вертикал можно без отрыва,если металл не тонкий и правильно подобрана величина сварочного тока.
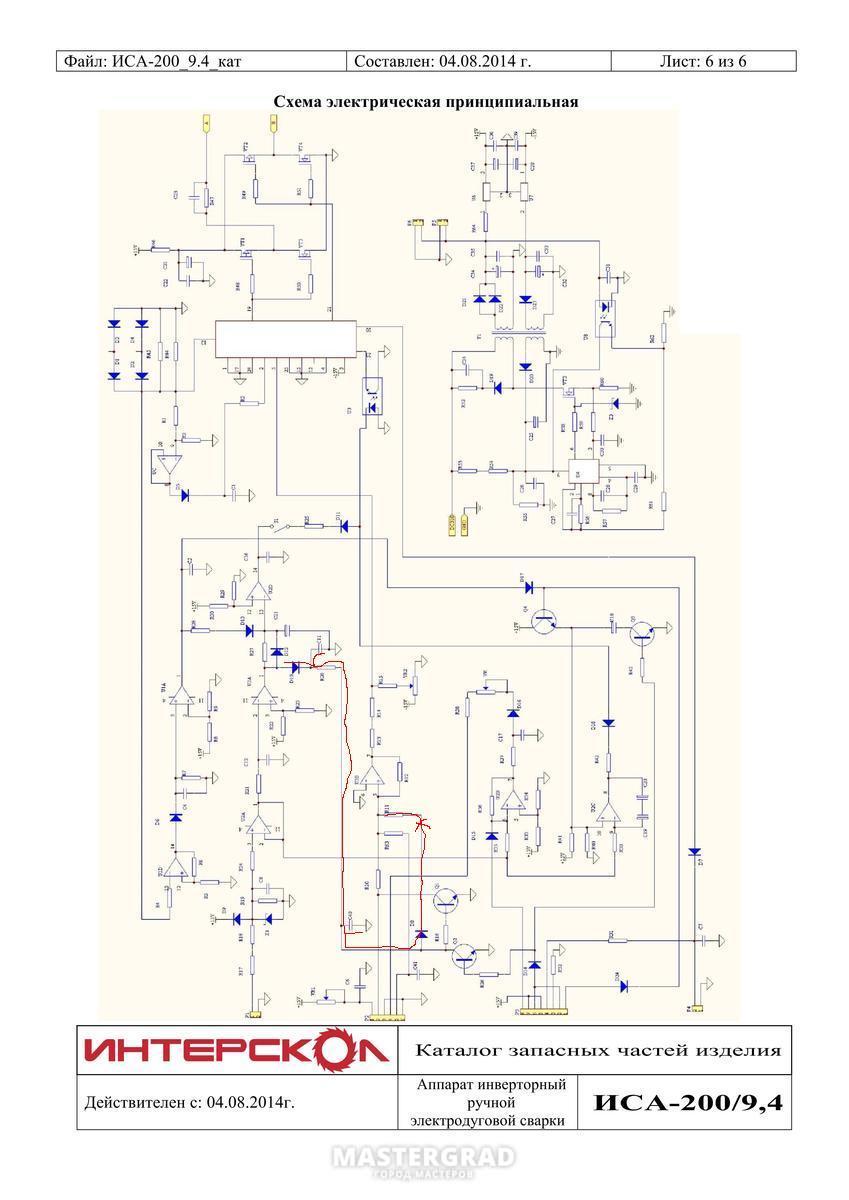
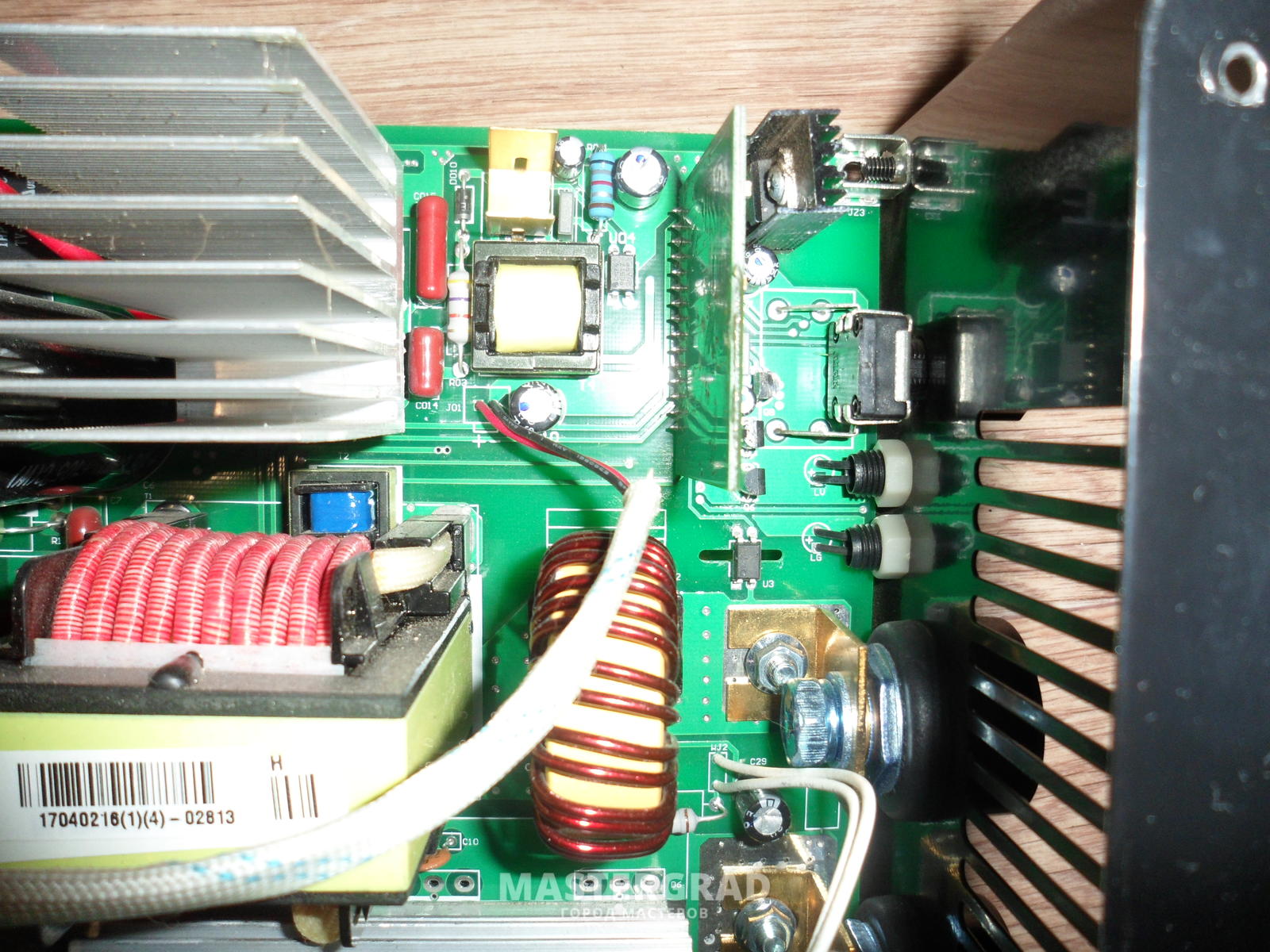
Тут схема платы управления, схема главной платы и внешний вид платы управления.
Я там красным обвёл подстроечные резисторы, может какой то из них регулирует силу ГС или продолжительность. Товарищи электронщики подскажите что регулируют эти резисторы?
Может по схеме можно понять что завышает ток при зажигании дуги.

такой же аппарат и Турция делает
Denis.F написал :
Купил инвертор совсем недавно, и понимаю что любые модификации лишают меня гарантии.
сносить в сервисный центр пусть сделают, а самому и не знамши , да ещё в дорогом аппарате
bvale написал :
такой же аппарат и Турция делает
Как странно. Такой же аппарат и Термадинмикс (США) делает, Эсаб Бадди, Сигвелд (Австралия), Пегас (Чехия), ещё куча таких же других и негодные китайцы - подделку WTL.
в ветке про ресанту глянь, там кондёр отсоединили.
Свистунов Л. написал :
в ветке про ресанту глянь, там кондёр отсоединили.
Да видел где то. А в форсаже просто перемычку надо впаять. Но кажется здесь такой номер не прокатит.
Хотя уже начинаю привыкать к этому злосчастному ГС.
Denis.F написал :
Хотя уже начинаю привыкать к этому злосчастному ГС.
канешно привыкаешь со временем и приспосабливаешся-всё ОК будет.
Нет всё-таки мешает мне этот горячий старт, и стал замечать, что форсаж иногда в ненужный момент врубается. И купил я себе Запорожский Атом, где все эти бяки регулируются (отключаются).
Denis.F , Мой совет,продай хитачи,возьми Форсаж 161 или 180.
Тем более у тебя атом 250 есть.
Klez написал :
Мой совет,продай хитачи,возьми Форсаж 161 или 180.
Тем более у тебя атом 250 есть.
Ну кому я его продам, если только тысяч за пять. А так будет подопытный, со стоимостью моего знакомства с горячим стартом я уже смирился.
Насчёт "форсажа", я тут форума начитался, и так получилось, что директор попросил купить инвертор для нашего цеха, сам я сварщиком работаю. Увидел в магазине "форсажи", на 200-й лимита не хватило, купили 161-й. Вот с отпуска выйду, буду тестировать. )
Ну всё, продал я свой хитачик, даже как то жалко
Denis.F написал :
Ну всё, продал я свой хитачик, даже как то жалко
Если не секрет,за сколько?
Лучше сожалеть о сделаном-чем жалеть о том што не сделал а могбы..
10000, директору своему, думал он нам в цех покупает а он себе домой забрал )
Я всё подробно описал, что мне в нём не нравится, он посчитал это не критичным, а может цена понравилась )).
Denis.F , горячий старт убрать в самом аппарате я незнаю .но есть способ как от него избавиться другим способом ..для этого нужно в цепь массы включить последовательно дроссель и горячий старт исчезнит а дугу он будет зажигать замечательно ..берёш старый трансформатор от советского цветного телевизора .разбераеш его на две подковы мотаеш сварочный кабель или толстый провод а можно и шину и собераеш обратно . один конец дросселя цепляеш к детали а на другой конец дроселя цепляеш крокодил с проводом минус ..и вари себе тонкий метал без прожогов
Как отключить горячий старт
Здравствуйте. Подскажите пожалуйста как отключить горячий старт на сварочном инверторе Интерскол ИСА 200/9.4 трехэтажка?
hamhoahmed2016 ,
Тонкий металл варите,мешает?
Вы бы в теме ремонта этот вопрос задали.
Спецы подтянутся скажут.
А вообще.я его (ХС),стараюсь всегда отключать при сварке рутилом.
Вам наверно нужно чтобы отключение было через тумблер,так удобнее.
Да я только тонкий металл варю, вообще не возможно варить прожоги бывают, в этом аппарате очень выраженный ХС. Через тумблер вообще было бы хорошо.
Klez , Как найти тему ремонта?
Она прям следующая за вашей
Спецы тут появляются вечером и ночью.
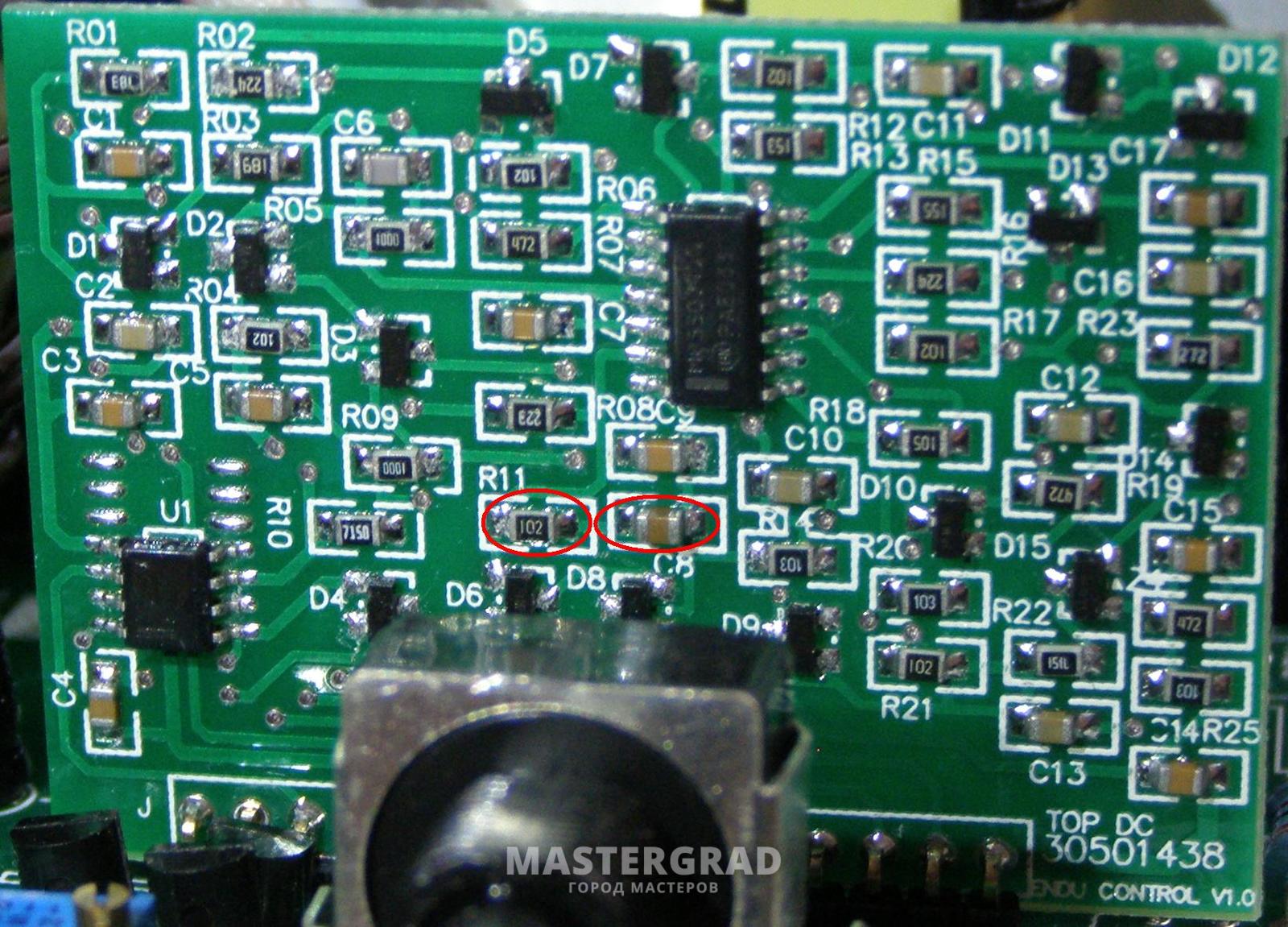
трехэтажка Интерскола - это клон сварога, в котором отсутствуют элементы, отвечающие за TIG. К сожаллению, не могу вставить файл PDF, там в разделе "доработки" указано, как ДОБАВИТЬ горячий старт. В вашем случае эти "доработки"уже сделаны изготовителем. Поэтому ПРЕДПОЛОЖИТЕЛЬНО надо обрезать дорожку от резистора R11 к резисторам R38 и R12. Величина R11 задает значение надбавки тока
Вышесказанное относилось к модели, в которой нет ручки регулировки форсажа. В этом случае горячий старт реализован через резистор R11, и величина добавки тока постоянна (около 70 ампер при указанных в схеме номиналах) и не зависит от величины установленного по крутилке тока. Т.е. при выставленных 30 амперах получаем 100 ампер, при выставленных 70 амперах получаем 140 на время действия горячего старта.
Еще возможен вариант реализации горячего старта, когда на плате субмодуля ШИМ емкость конденсатора С! увеличена от 3 нанофарад до 1 микрофарады. В этом случае на время около 1 секунды инвертор при зажигании дуги дает максимально возможный ток (200 ампер) независимо от выставленного по крутилке. Характерный признак этого случая- жесткая неустойчивая дуга, поскольку цепь стабилизации тока становится очень тормозной. Лечится уменьшение емкости конденсатора С1 субмодуля ШИМ
borys78rus , Спасибо за ответ. На моем сварочнике резистор R11 вообще не стоит
А конденсатор C! на субмодуле ШИМ какую емкость имеет? Если актуально- могу схему от сварога-трехэтажки по эл. почте выслать.



На плате субмодуля конденсатор С1 имеет правильную величину. На большой схеме красной линией я отметил цепь гроячего старта. Конденсаторы влияет на время, резисторы на время и величину ГС - чем больше номинал резисторов, тем слабее ГС, но больше продолжительность. Для начала попробуйте разорвать эту цепь (только аккуратно) там где она отмечена перекрестием. Конденсатор С12 оказывет влияние на цепи антистика и горячего старта (если его емкость велика и постоянные времени около 1 секунды). Если постоянная времени много меньше 1 секунды - это просто фильтрация помех
borys78rus , Посмотрите на фотографии нет резистра R11 на схеме есть а на самом плате нет, хотя там есть место для нее
borys78rus , Все элементы по этой цепи которые вы отметили на схеме, на плате их нет.
borys78rus , Вы не знаете за что отвечают перемычки S1 и S2?
S1- форсаж дуги , величина форсажа зависит от номинала резистора R38 (у Сварога это 820 килоом). К сожалению, номера деталей на схеме почти не видны.
S2- антистик
borys78rus , Может ли ГС по другому реализован? Все элементы которые Вы отметили отсутствуют.
Для ГС достаточно подать напряжение от двухконтактного разъема, к которому идут провода от платы выходного выпрямителя через сглаживающую цепь в район крутилки, по которой устанавливается ток, либо в район резистора R38, отвечающего за форсаж. Смысл - на холостом ходу высокое выходное напряжение через резистор добавляется к напряжению с "крутилки", либо добавляется через цепи добавки форсажа дуги. Когда дуга зажглась, выходное напряжение уменьшится и добавка тока снизится. Нужно только еще где-то добавить конденсатор, чтобы ГС действовал некоторое время после начала дуги. Но это не более, чем предположение. Можете ли вы на схеме как-то отметить R32 и C52 ?
borys78rus , R32 я отметил на схеме и на фотографии, C52 на схеме я не нашел на плате имеется такой конденсатор электролитический, я на схеме добавил этот конденсатор красным.


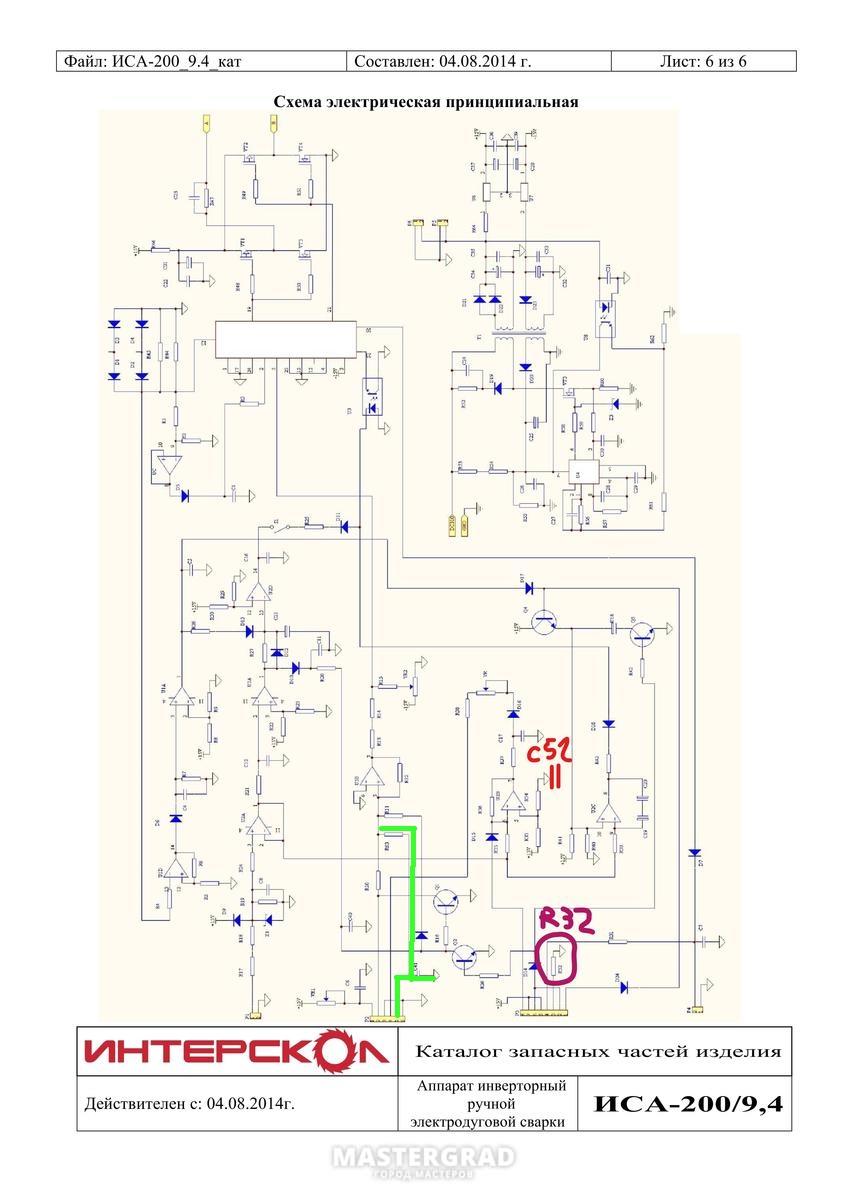
Тогда R32 к ГС не относится - скорее всего это резистор ограничения тока через один из светодиодов на передней панели. Тогда других идей пока нет. Разве что проверить, нет ли соединения плюсового вывода С52 с диодом D16 или перемычкой S1. Если такое соединение есть - попробовать убрать каплю припоя с перемычки S1 (для дальнейшего восстановления перемычки можно использовать компьютерный джампер). При размыкании перемычки отключается форсаж дуги и если ГС также выполнен через эту цепь - то он тоже отключится. И посмотрите цепь, отмеченную зеленым - хотя от шестиконтактного разъема на схеме остался только трехконтактный на фото(туда подключена крутилка) - эта цепь тоже может воздействовать на величину тока - но непонятно, где эта цепь начинается (если ее вести от шестиконтактного разъема) в реальной конструкции. Скорее всего "исчезнувшая" часть разъема относилось к ручному регулятору величины форсажа дуги - туда подключался переменный резистор .
как убрать «Hot Start» (горячий старт) на сварочном Ресанта САИ 190
Как убрать «Hot Start» (горячий старт) на сварочном Ресанта САИ 190, для дальнейшей переделки на полуавтомат.
Покажите фотку платы управления, что бы определиться с нумерацией выводов
Надо было не общий вид, а платы управления,
Вот этот конденсатор или резистор убрать и ГС по времени сократиться до 0,1мс, т е в общем как будто его и не будет
Можно конечно и С9 убрать, но возможно будет неустойчиво работать ОУ
Спасибо, будем пробовать!
Ресанта- САИ 190- ,
Подскажите, получилось?
Тоже хочу убрать на 250пн.
Плата управления такая же, как Joha указал, только номер заканчивается на . 1317.
В ПН версии GP плата на 16 выводов, добавлен просто один вывод, а в остальном тоже самое, даже расположение деталей, может только нумерация элементов изменена
joha написал:
В ПН версии GP плата на 16 выводов, добавлен просто один вывод, а в остальном тоже самое, даже расположение деталей, может только нумерация элементов изменена
joha ,
Joha, спасибо за идею. Сегодня убрал резистор,попробовал 2-ой - разница заметна.
Добрый день. Подскажите пожалуйста, как убрать форсаж дуги на этой же плате управления
А это уже более глобальная переделка с последующей настройкой по амперметру по выходному току,
Там как такового форсажа нету, там наклон ВАХ с увеличением тока при уменьшении длинны дуги
joha , Я понял, спасибо
Точно?
Точнее ничего)))
Для тонкого металла нужен ПА.
А если хотите "ляктродом",есть аппараты с регулируемыми ф-циями.
И не надо "колхоза"!
Женя свою реску всю перелопатил давно.
Klez , Вот под полуавтомат и переделал. Донор трансформаторный полуавтомат, просаживающий сеть и инвестор Титан Бис2000. Антистик убрал, горячий старт убрал, спасибо Johanna. Обратная связь по напряжение, 1я и 5я нога 3845 микросхема. Тонкий мечтал варит, а тройку не прогревает. Остался только форсаж дуги)))) на него и грешу
Не, тонкий это 1мм и тоньше, тройка это уже обычный,
Думается мне что пиковый ток на ПА выше чем максимальный на ММА, а с учётом импульсной составляющей на ПА средний выходит как максимальный на ММА
joha , Спасибо за ответ, у меня тоже были такие догадки, но все же хотелось верить, что получится сделать полноценный полуавтомат с этого добра )))
Для ПА ещё важна скорость нарастания тока, т е индуктивность в выходной цепи или регулировка нарастания электронным способом, Тоже пробовал сделать ПА из ММА, Штатного дросселя в Ресанте мало, ставил дополнительный на 20-30мкГн, При выставленных на ММА 120А 0,8мм флюсовая проволока уже загорается более менее, но лучше на максималке 190А, Пробовал на флюсовой проволоке, Она сама по себе немного по другому горит и к ней видимо немного другое управление надо, Пока заморозил проект
joha ,Я понял, буду побовать.Спасибо за направление, куда копать
Для 0,8 проволоки нарастание тока по разным источникам должно быть в пределах 50-100А/мсек, что обеспечивает индуктивность или регулировка электронным образом
Вот тут кусочки высказываний с разных форумов про ПА разных людей как они видят логику правильной работы
joha , Большое спасибо за информацию
просто ток приподняли
То что предусмотрено заводом изготовителем совершенствовать не надо! А если дюже хочется, то можно, в плату сверлом на 8мм.
Беда не в том что кругом много "умных", а в том что они непременно хотят этим поделиться
Добрый день,хочу переделать ресанту 160А в па,подскажите приципляясь к 1ноге uc3845 и добовлением оптопары,в шиме ни каких изменений делать больше не надо,на 1ноге шимки я так понял висит диодна bav99.Для отключения Hot Start я так понимаю мне нужно сделать как описанно выше в этом посте.
Возможно этого и хватит,
Слабовата она для ПА
joha написал:
Возможно этого и хватит,
Слабовата она для ПА
joha , да думаю хватит для всякой мелочевки ну для кузовшины может,а так больше интересна суть переделки,чтоб было понимание что и как работает.
Ток на максимум и контроль по напряжению на выходе,
Проволока скорее всего только 0,6, т к 160А скорее всего нет в аппарате, Но если поднастроить
joha , спасибо joha,сообшение удолил потому что сам додумался (вашего сообшения на тот момент не было еще) попробовал уменьшить номинал резисторов(R3,R5)6,2ком,регулировка стала от 12v,но при этих номиналах в режиме обычной сварки х.х стал 75V(был 80V),а если ставлю переменник 47Ком то х.х в режиме сварки стает 81V,а регулировка в режиме па стоет от под нагрузкой 13V до 48v.В качестве нагрузки лампа 220 95Вт.
Только шас обратил внимание,что в режиме обычной сварки при врашение переменника R4 меняется напряжиние от 75v до 81v почему так пока не пойму какое влияние оказывает эта схема.


Нижний резистор увеличить надо было
joha написал:
Нижний резистор увеличить надо было
joha , то есть только R5? Хочу еше вольтметр прикрутить но так понима,что для точного измерения надо баласт на выход прикручивать.
Без нагрузки на выходе будут импульсы, а нагрузку надо приличную вешать, т к дросселя не хватит для малых токов, по этому можно кондёр попробовать на несколько мкф на выход повесить,
Я вот такой вешал, там 14мкф вышло

joha написал:
Без нагрузки на выходе будут импульсы, а нагрузку надо приличную вешать, т к дросселя не хватит для малых токов, по этому можно кондёр попробовать на несколько мкф на выход повесить,
Я вот такой вешал, там 14мкф вышло
joha ,Кандеры у вас на какой вольтаж?
joha , попробывал резистор R3 оставил 10Ком R5,20Ком,под нагрузкой(лампа 95Вт) стало регулировка от 19v до 40V,a в режиме обычной сварки при повороте потенциометра серовно меняется х.х от 75 до 77,отключаеш эту схему стает 80v.
Подозреваю что конденсаторы эти всего на 63в, а на них на ХХ получается по максимому 90-100в и ничего держат, Это плёночные советские К73-17 кондёры, Кстати в режиме ММА они мешают
joha написал:
Подозреваю что конденсаторы эти всего на 63в, а на них на ХХ получается по максимому 90-100в и ничего держат, Это плёночные советские К73-17 кондёры, Кстати в режиме ММА они мешают
joha , ну с кондерами вроде все ясно отключить их можно через реле придумать.
joha,хотел совета по поводу дросселя,надо что то менять для режима па.И еше вопрос по поводу (hot-start) резистор R11 или кондер C8 можно совсем исключить из схемы или в разрыв им поставить например тоже реле,чтоб инвертор в режиме обычной сварки работал полноценно.

можно реле, можно оптрон для переменки (пара встречных полевиков),
у меня они выпаяны, приноровился без ГС
joha написал:
можно реле, можно оптрон для переменки (пара встречных полевиков),
у меня они выпаяны, приноровился без ГС
joha , выпаивать надо R11 и C8 оба,или что то одно только.
я выпаял всё что было не нужно
joha , я наверно попробую разорвать дорожку между R11иC8,а реле или оптрон будет собирать эту цепь надеюсь так пойдет.
Всем здравствуйте,подскажите кто переделывал свой инвертор в полуавтомат,кто какой дроссель делал.Я свою ресанту (160А)после дороботки в па испытал (правда без газа)вроде варит ну как будто что то не хватает,регулировка напряжения от 19 до 45 вольт,2,5 металл 0.8 проволокой вроде прогревает.И еще один момент в инверторе стоит родной дроссель по минусу его надо уберать из схемы при намотке другого дросселя или можно последовательно подключить оба.
ничего убирать не надо, разницы нет на каком проводе дроссель, не плохо добавить дросселёк на примерно 20-40мкГн
joha написал:
ничего убирать не надо, разницы нет на каком проводе дроссель, не плохо добавить дросселёк на примерно 20-40мкГн
joha , Спасибо большое за совет,подскажите еше из феррита что лутше подобрать,а то не хочется городить опять из тяжеленного железа,мой старый трансворматорный самодельный аппарат около 25-30кг весит шас избовляюсь от этого,хочется как можно легче и компактней сделать.
Забыл еше спросить на выходе инвертора в режиме па есть смысл добовлять кондеры.
Дроссель определяет нарастание тока, Можно его заменить электроникой, Накрутить схему которая будет видеть касание проволоки детали и будет начинать повышать ток с определённой скоростью, которую можно будет регулировать,
Дроссель на железе тоже не плохо, понадобится железо от трансформатора ватт на 25, это не большой вес, Не думаю что из феррита или распылённого железа будет меньше или легче, Можно попробовать конденсатор мкф на 1000-2000 и лучше его набрать из нескольких, возможно лучше будет регулироваться напряжение, а после большого конденсатора придётся ставить приличный дроссель, т к будет слишком большая скорость нарастания тока,
Вот дроссель в полуавтомате Ресанта

Вот выдержка из обсуждения самоделки с одного форума:
. скорость нарастания тока, которая соответствует проволоке 0,6-0,8мм. 100 ампер в миллисекунду, При возрастании диаметра проволоки скорость нарастания должна уменьшаться. Для единички 75кА/с, для 1.2мм 60кА/c, и так далее.
На классических (ТРАНСФОРМАТОРНЫХ) аппаратах для регулировки скорости нарастания используется дроссель с отводом.
Если скорость нарастания уменьшить, то ухудшится начальное зажигание дуги. Если увеличить, то получим фейерверк из металлических брызг. Последний эффект можно легко получить, если включить параллельно выходу источника конденсатор большой ёмкости.
Эффекта не будет, если после конденсатора включит дроссель. Конденсатор придаст жёсткость характеристике источника, а дросселем ограничить скорость нарастания тока.
В трансформаторных дроссель после конденсатора имеет приличную индуктивность и размер,
Тот же размер будет и в инверторном если поставить большой конденсатор как в трансформаторном
joha написал:
Дроссель определяет нарастание тока, Можно его заменить электроникой, Накрутить схему которая будет видеть касание проволоки детали и будет начинать повышать ток с определённой скоростью, которую можно будет регулировать,
Дроссель на железе тоже не плохо, понадобится железо от трансформатора ватт на 25, это не большой вес, Не думаю что из феррита или распылённого железа будет меньше или легче, Можно попробовать конденсатор мкф на 1000-2000 и лучше его набрать из нескольких, возможно лучше будет регулироваться напряжение, а после большого конденсатора придётся ставить приличный дроссель, т к будет слишком большая скорость нарастания тока,
Вот дроссель в полуавтомате Ресанта
Вот выдержка из обсуждения самоделки с одного форума:
. скорость нарастания тока, которая соответствует проволоке 0,6-0,8мм. 100 ампер в миллисекунду, При возрастании диаметра проволоки скорость нарастания должна уменьшаться. Для единички 75кА/с, для 1.2мм 60кА/c, и так далее.
На классических (ТРАНСФОРМАТОРНЫХ) аппаратах для регулировки скорости нарастания используется дроссель с отводом.
Если скорость нарастания уменьшить, то ухудшится начальное зажигание дуги. Если увеличить, то получим фейерверк из металлических брызг. Последний эффект можно легко получить, если включить параллельно выходу источника конденсатор большой ёмкости.Эффекта не будет, если после конденсатора включит дроссель. Конденсатор придаст жёсткость характеристике источника, а дросселем ограничить скорость нарастания тока.
В трансформаторных дроссель после конденсатора имеет приличную индуктивность и размер,
Тот же размер будет и в инверторном если поставить большой конденсатор как в трансформаторном
joha , Спасибо за совет,с дросселем конечно проще,но с электронным упровлением тоже очень интересная идея я бы с удовольствием занялся но думаю пока не потяну ни настолько у меня большой опыт в познание инверторов,ну так грубо говоря я понимаю чтоб упровлять наростом тока надо с 3 ногой uc3845 что то мутить схему,я правильно понимаю.
Что такое форсаж дуги на сварочном инверторе, статья для новичков

Современные инверторы оснащены множеством дополнительных функций, которые призваны облегчить работу сварщика и повысить качество сварных соединений. Так, «горячий старт» облегчает поджиг электрода, «антизалипание» – понижает рабочие параметры до 0 при его залипании, что позволяет легко и без повреждения обмазки отделить его от поверхности металла. Но есть еще такая опция как «форсаж дуги».
Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге.
Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше.
Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
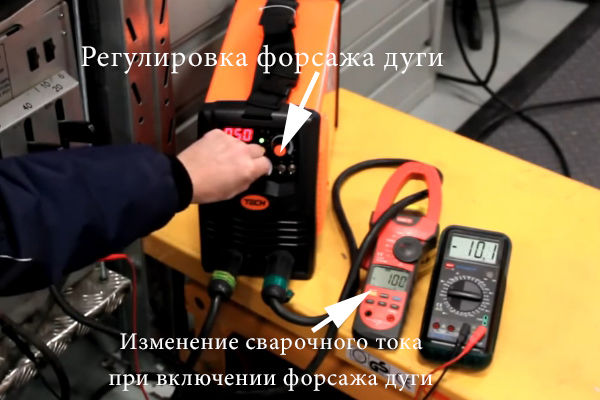
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Для постоянной работы лучше выбирать модели, где есть регулировка
Популярные сварочные аппараты нашего магазина:
Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Заключение
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Такие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!
Кол-во блоков: 11 | Общее кол-во символов: 15154
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: