Как собрать горелку для аргонодуговой сварки
Если кто знает, подскажите пожалуйста какая резьба на горелках BINZEL? Для колпачка и держателя цанги? Похоже немцы нестандартную резьбу заложили.
Шаг резьбы резьбомером определить можно, а диаметр штангелем естественно.
Это понятно, но то что намеряли не под один стандарт не попадает.
А почему именно под Бинзел?
Можно попробовать под российские.
У меня полуавтоматная Бинзел. Очень нравится. Вот и решил делать из комплектующих этой фирмы. Уже приобрел колпачки и цанги бинзел, но столкнулся с такой бякой. Токарь сейчас голову ломает, резец делает для этой резьбы. Хотя там элементарно можно было заложить М10х1.
Столкнулся с аналогичной проблемой,токарь развел руками.
Обрати внимание на гибкий шланг под воду,есть с похожей резьбой по диаметру, шаг не совпадает.Я такой применил на 2 оборота закручивается,не травит даже без фум ленты!
Токарь сделал. Если кому интересно резба: 3/8", 32н (число ниток на дюйм).
Может кому пригодится информация - горелка ТИГ на базе комплектующих Binzel. Себестоимость прим. 500 р. без кабеля. (правда пока не варил, думаю ток до 100 А. выдержит)
Нужно:
- Цанга.
- Держатель цанги.
- Сопло.
- Колпачек. (можно еще короткий)
- Обрезок топливопровода 8х16.
- Колпачек клеммы генератора ВАЗ (12р.)
- Остальные детали согласно эскиза.
кнопка - зависит от фантазии и наличия комплектующих. (у меня пока нет) После подсоединения (обжимки) кабеля изолировать термотрубкой или изолентой.
Если не ошибаюсь в режиме постоянного тока где-то до 110А, на переменке порядка 90А при Пн-60%.
но важно также подсоединение к аппарату-каждая фирма свои ,фишки,не так-ли?
Но тут уже рекомендацию стожно давать, необходимо подходить к каждому аппарату индивидуально. Для бюджетного варианта вариантов не много.
А с какой целью понадобились переходники между трубкой и телом горелки и трубкой и шлангом? Не проще ли на трубке выточить оливку и резьбу в тело? А подвод питания просто напрессовать на трубку?
MIAUA написал :
А с какой целью понадобились переходники между трубкой и телом горелки и трубкой и шлангом? Не проще ли на трубке выточить оливку и резьбу в тело? А подвод питания просто напрессовать
Вариантов множество. Все подбирается под подходящую технологию. Трубок было несколько вариантов (разные длины и гибы) и они взяты были уже готовые (поэтому оливка отпала). На теле- был вариант - или переходник, или паять латунью. Мой вариант позволяет в процессе работы повернуть головку под нужный для удобства угол и законтрить гайкой,(если без переходника поворачивать, там маловато "мяса" для надежного контакта. Сзади было в мыслях тоже несколько вариантов крепления силового провода, чтобы обойтись без фрезеровки, выбран этот.
Вы можете применить любой свой вариант, сохраняя надежный контакт и пропускное сечение металла. Поделитесь свои вариантом.
Наконец доукомплектовал горелку до полной комплектации.
- кабель 3м 3х80=240руб
- кембрик 3м 3х25=75руб
- микровыключатель 20руб (кронштейн и лапку не считаю, сделал сам)
- Разъем силовой 200А(35-й большой) 201руб
- Разъем кнопки 80руб
- Экранированный двойной провод 75руб
- Разъем газовый выточен из латуни.(если эскиз нужен, выложу)
Итого всего с комплектующими горелки Бинцель 1200р

В продолжение темы.
Выкладываю свою горелку (сделана на основе чертежей СергейКл ) и всю подробную информацию ( СергейКл дал добро).
И так, общий вид (пока без кнопки, изоляции и провода)


Купленные комплектующие Binzel

Колпачок длинный, но можно и короткий. Все остальное стандартных моделей без газового сопла.

вот они в каталоге

Указанного выше колпачка не было в магазине, поэтому купил похожий

Добавлю рисунок СергейКл , чтобы совсем всё стало понятно


Теперь чертежи (в моем исполнении немного отличаются от СергейКл )





Самая большая проблема - в нарезании дюймовой резьбы 3/8"-32. Это американская крепежная резьба. Найти такой метчик можете не стараться - или невозможно или ОЧЕНЬ дорого. Такую резьбу можно нарезать лишь специальным переточенным резцом на станке, поддерживающем нужную подачу. Но есть и другой вариант. немного варварский (я пошел по такому пути) - нарезать дюймовую, но ТРУБНУЮ резьбу метчиком на 1/8", найти который не составит большого труда. У данного метчика наружный диаметр тот, что нам нужно (около 9,5 мм), а отличается только шаг (примерно 28 ниток на дюйм). Но, учитывая, что количество витков на деталях, закручиваемых в наш корпус не столь велико, вся эта конструкция вполне легко собирается, несмотря на разницу в шаге (правда может придется приложить немного усилий отруки, но потом разработается).
Электрод вольфрамовый диаметром 3,2 мм (надольше хватит по сравнению с тонкими), синий. Я в качестве материала корпуса, ручки и штуцера использовал латунь, но можно и медь, и бронзу. вобщем все, что хорошо проводит тепло и электричество.
Впринципе ВСЁ)) Я свою еще немного не доделал, потому не варил. Но по отзывам СергейКл варит отлично. Надеюсь, что не зря потратил уйму времени на составление данного поста, и данная информация кому-то станет полезной.)))
Самодельная горелка для аргоновой сварки(TIG)

Сразу за блоком охлаждения поступило желание заиметь TIG горелку CK-130 superflex. Посмотрел цены, не обрадовало… курс гривны к доллару не мал, поэтому цена выходит раза в 2 выше нежели моей китайской водоохлаждаемой 18 горелки… а еще и доставка.
Прикусив губу хотел уж было ожидать "лучших времен", но характер и желание иметь нечто подобное взяло верх. В итоге родилась идея.
Теперь от самой идеи к реализации.
В первую очередь нужно было определить размер и токовую нагрузку самой горелки. Выбор пал на среднюю серию, это 17 горелка (SR-17), вот она в моей руке с газовой линзой уже

Горелка куплена, дальше нужна трубка, в которой будет проложена силовая жила, плюс по которой будет идти газ — аргон. Причем трубка то не любая должна быть, а гибкая, даже очень гибкая. Пошел на рынок, обсмотрел все варианты, от РТИ до ПВХ… все не так, все не то… разочарованный пришел домой… полез в интернет в поисках силиконовой трубки.
Силиконовая трубка оказалась тем что нужно, но цена ее была, которую мне озвучили на одной фирме, мягко говоря неподьемной — 400 грн./м., а длину рукава я планировал около 8 м.
Но на этом руки не опустились, начал смотреть форумы, обьявления, и вот — джекпот. На одной из площадок обьявления я нашел человека, который взялся мне под заказ сделать силиконовую трубку, да еще и цена ну ОЧЕНЬ обрадовала, а когда изготовитель узнал зачем мне это, он еще и скидку сделал, потому как сам любит варить аргоном, так сказать коллега по цеху).
После 2 примерок и проб вылетела вот такая трубка в типоразмере 11х1,7мм

Трубка Очень гибкая, вот видео —
Следующим препятствием на пути стал выбор силовой жилы. По сечению определился сразу — 16 мм2, поскольку внутренний диаметр силиконового шланга — 8 мм + еще и продуваться он должен был быть. 16 мм2 с головой под эти задачи. Термостабильность меди на таком напряжении на 1 мм2 — 18А. Выходит 16 квадрат могут переварить около 280А. Такие токи нам не нужны, предполагается варить этой горелкой на токах до 120А, а дальше — уже есть 18 горелка.
Так вот, сечение это хорошо, а вот гибкость… это тоже не простая задача, как оказалось. На рынке отыскал только кабели КГ и забугорный акустический… толщина одной жилки у них оказалась 0,25 мм, что много! Большой гибкостью кабель не обладал. Не хотелось гибкость трубки упереть в гибкость жилы. Выход был очевиден — кабель ПЩ. Долго пришлось поискать, все норовят продать от 5 кг, и ценник не мал, и такой обьем мне ни к чему… в итоге мне продали добрые люди 1,5 кг, что есть около 9м.

Это ИМЕННО то что нужно! По-другому и не сказать… не пожалел ни копейки, ни минуты, которую потратил на поиск материалов. Общая картина складывалась чудесно!
Ну а дальше нудная работа — все это подружить
Через трубку протаскиваю капроновую нить, привязываю ее посредством узла веретено к ПЩ и протаскиваю. Вот несколько фото процесса
Сварочный полуавтомат КОНТУР 180 подключение TIG горелки. Типы Tig горелок





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

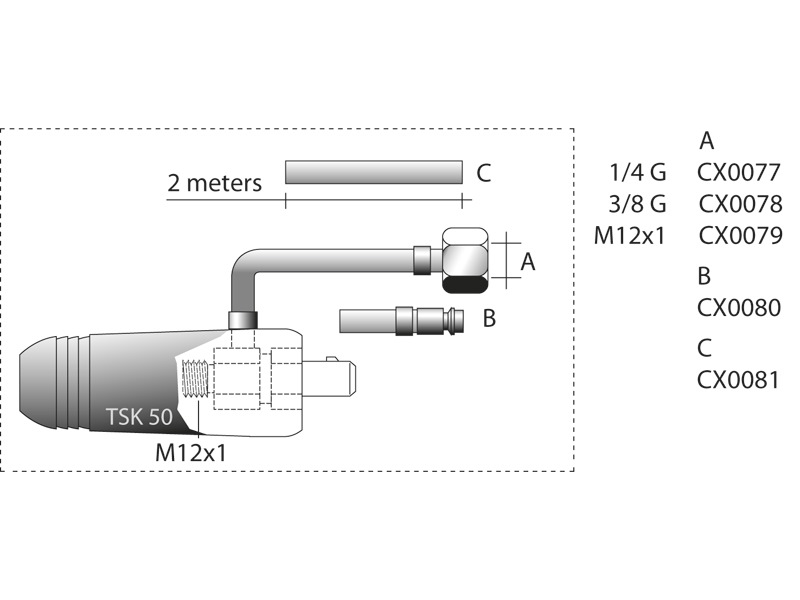
Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
Собираем своими руками аргоновую сварку из инвертора
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.

К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.

Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.

Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.

На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.

Вы можете самостоятельно собрать аргонную горелку дома , купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.

Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Что собой представляет горелка для аргонодуговой сварки
При производстве сварочных работ важно, какая горелка для аргонодуговой сварки будет использоваться. Сварка в среде аргона является одним из самых качественных и надежных видов соединения металлических деталей. При использовании такой сварки можно соединять детали из любых металлов и их сплавов. Сварочные швы, как правило, не требуют дополнительной обработки из-за полного отсутствия окалины и шлака. Еще одно название аргоновой сварки – TIG сварка.

Рисунок 1. Общее устройство аргоновой горелки.
Аббревиатура пришла в Россию вместе с импортным оборудованием и не всегда понятна потребителю. Горелка для производства аргонодуговой сварки российского производства и горелка для TIG сварки принципиальных различий не имеют. Различают два основных вида сварки в защитной газовой среде:
- TIG сварка обозначает использование для создания дуги неплавящегося электрода.
- MIG/MAG обозначает сварку плавящимся электродом. Также в этом режиме возможно использование защитного газа со специальными добавками, придающими соединительному шву дополнительные свойства в результате химического воздействия.
Горелка аргоновая с неплавящимся электродом используется в основном для ручной сварки. Сварщик при этом работает двумя руками: в одной удерживая горелку, второй подавая в ванночку с расплавленным металлом, присадочную проволоку.
Сварка с плавящимся электродом чаще используется в полуавтоматическом или полностью автоматизированном режиме.
Источники сварочного тока

Рисунок 2. Схема установки для аргоновой дуговой сварки.
В качестве источника сварочного тока можно использовать обычные сварочные аппараты с переменным или постоянным напряжением на выходе. Для сварки деталей из алюминия необходимо использовать переменный ток. Во всех остальных случаях предпочтительнее постоянный ток с прямой полярностью подключения. Также можно использовать инверторные сварочные аппараты и другие современные устройства, обеспечивающие необходимую мощность. Торговые организации предлагают большой модельный ряд полных комплектов и различных устройств для сварки в защитной среде от различных производителей. В продаже имеются горелки с регулятором силы тока и дисплеем, отображающим его величину. Но стоимость таких устройств может осилить лишь серьезное предприятие со стабильным объемом работ. Для домашней мастерской и небольших и периодических работ намного дешевле изготовить комплект оборудования самостоятельно, со временем модернизируя и расширяя его.
Устройство и принцип работы горелки
Общее устройство аргоновой горелки можно посмотреть на рисунке (рис.1). Основной частью горелки является резервуар для охлаждающей жидкости с двумя штуцерами, через которые она циркулирует. По центру резервуара установлен вольфрамовый электрод на диэлектрических кронштейнах с проводом и клеммой для подключения кабеля от сварочного аппарата. По свободному пространству вокруг электрода к соплу поступает газ от приемного штуцера. К штуцеру присоединяется шланг от баллона с газом. На рисунке показана общая схема установки для аргоновой дуговой сварки без системы охлаждения (рис.2).
Работает горелка аргонная следующим образом:

Рисунок 3. Схема использования угольной пластины.
- запускаются все устройства: система циркуляции охлаждающей жидкости, сварочный аппарат, открывается подача газа на горелку;
- при образовании защитного слоя зажигается дуга, детали разогреваются в месте начала сварки до температуры плавления, и в образовавшуюся ванночку подается присадочная проволока;
- как только образовалось четко видимое соединение между деталями, электрод и проволока перемещаются дальше по шву.
Жидкостное охлаждение горелки для аргона используется редко, в основном на предприятиях с высокой производительностью труда и круглосуточным режимом работы. В комплект такой системы должен входить насос, емкость с холодной жидкостью и устройство для охлаждения при замкнутой циркуляции жидкости. При разомкнутом цикле будет идти постоянный расход жидкости. Оба варианта требуют дополнительных материальных затрат, что не всегда оправдано. Стоимость горелки для аргонодуговой сварки с жидкостным охлаждением тоже значительно выше.
Как изготовить горелку своими руками
Горелку для аргонодуговой сварки можно собрать своими руками. Образец такого устройства показан на фото (фото 1). Рядом с горелкой находится хомут для крепления при работе в полуавтоматическом режиме. На фотографии показаны основные составные части устройства (фото 2).
Для изготовления цангового зажима использована латунь марки ЛС59-1. Зажим на одном конце имеет четыре прорези для фиксации электрода и прохождения аргона. В корпусе горелки, изготовленном из латуни такой же марки, вырезаны шесть прорезей и проточено установочное место для сопла. Оптимальным материалом для изготовления горелки является медь из-за более низкого удельного сопротивления и большей теплопроводности. Для уплотнения между корпусом и соплом нужно установить прокладку из термостойкой резины. Специальная гайка из стали затягивается от руки, фиксирует электрод и одновременно прижимает сопло.

Фото 1. Аргонодуговая горелка может иметь воздушное или жидкостное охлаждение.
Уплотнение гайки происходит при упоре на шайбу из фторопласта. С обратной стороны корпуса электрод уплотняется второй гайкой из стали с уплотняющей шайбой из фторопласта. В просверленное в корпусе отверстие впаивается медная трубка для подачи аргона. Шов выполнен тугоплавким серебряным припоем. Одновременно трубка исполняет функцию проводника для подключения электрода к сварочному аппарату. Место шва закрыто термоизоляционной втулкой из фторопласта, который свободно надет на трубку. На втором конце трубки припаяна конструкция для подключения сварочного кабеля и фиксации ручки.
Сварочный кабель подсоединяется к токосъему болтом М6 с шайбой. На стороне токосъема, направленной к головке, наружная резьба М12. Перед пайкой на трубку необходимо накрутить гайку и надеть шайбу. Этой гайкой зажимается ручка из эбонита, собранная из двух половинок. Ручку можно использовать от обычной газовой горелки или изготовить самостоятельно. В приемный штуцер на конце медной трубки нужно установить на резьбе дроссель с диаметром внутреннего отверстия 0,5 мм. Дроссель ограничит расход газа при работе и не допустит первичного удара при открытии клапана подачи газа.
Электроды желательно заточить на алмазном круге под углом около 40°. Оптимальная длина около 250 мм, но размер не критичен. Можно использовать то, что есть в наличии. Давление газа на горелку 1 кГс/м 2 , качество газа 99,993%. Расстояние от конца электрода до сопла около 4 мм, длина дуги 2,7-2,8 мм при работе в режиме полуавтомата.
Для сварки используется подключение прямой полярности, плюсовой провод на деталь, минусовой на электрод.
Для автоматической подачи при большом количестве одинаковых заготовок используется стол фрезерного станка со скоростью перемещения 80 мм/мин. На краях свариваемых деталей желательно расположить два отрезка из аналогичного материала для розжига дуги или можно использовать угольную пластину, изображенную на рисунке 3. Напряжение холостого хода на электродах номиналом 80 В обеспечивает легкий розжиг дуги. Начальный ток сварки 16 А при работе на заготовке возрастает до 22-24 А. Напряжение на электродах при работе порядка 12-12,5 В и зависит от длины дуги.
Основные преимущества сварки в среде аргона

Фото 2. Основные составные части горелки.
Главными преимуществами такой сварки являются:
- соединяемые поверхности не ведет в разные стороны из-за небольшой площади прогрева;
- на шве полностью отсутствует окалина и шлак;
- дуга маленького размера, но повышенной мощности позволяет выполнять работы за более короткий срок;
- простые приемы сварки позволяют быстро освоить данную технологию;
- возможность работать со многими металлами и их сплавами, которые нельзя сварить другим способом.
К недостаткам аргонодуговой сварки можно отнести следующее:
- затруднительная сварка на ветру или при сильных сквозняках из-за смещения защитного газового слоя;
- при использовании энергоемкой дуги для сварки необходимо дополнительное охлаждение;
- необходимость постоянной заправки баллонов газом.
Несмотря на все трудности, многие специалисты, освоившие сварку в защитной газовой среде, не хотят возвращаться к прежним способам сварки из-за преимуществ и возможностей такого метода.
Читайте также: