Как самому сделать сварочный аппарат постоянного тока
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
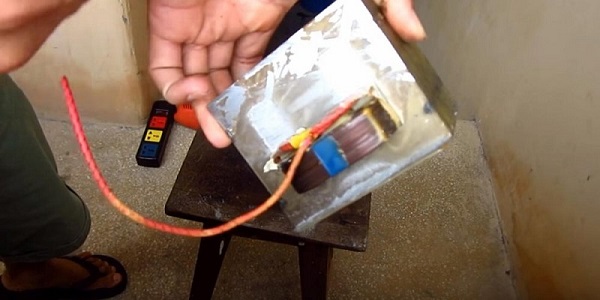
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
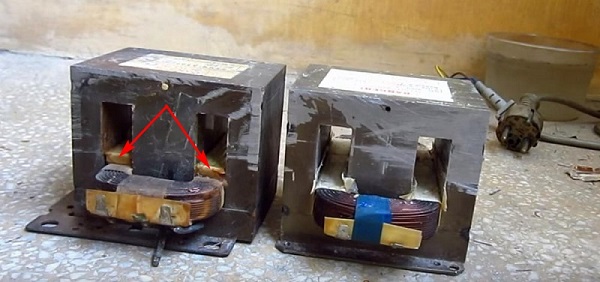
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
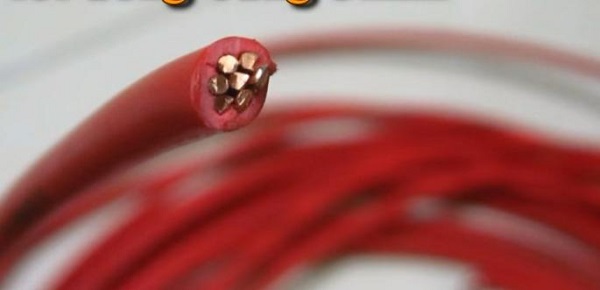
- Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.

Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:

Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.

Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.

- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.

Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Как собрать сварочный аппарат своими руками?
Самодельный сварочный аппарат в домашних условиях
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
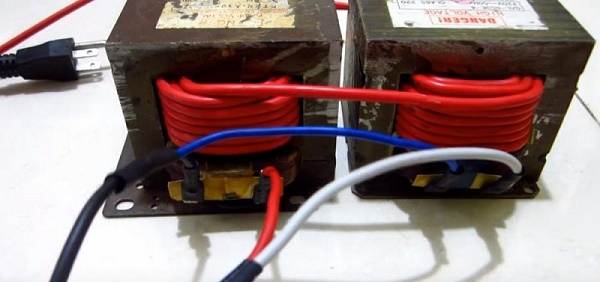
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).


Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.

Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.

Далее, с помощью сверла или зубила выбейте остатки намотки.

Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).


Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.

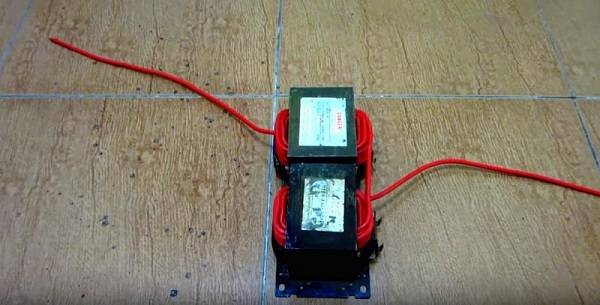
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
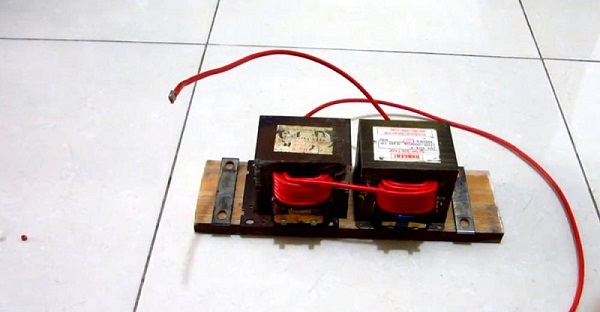
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
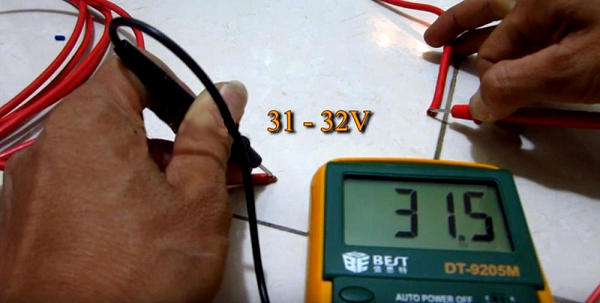
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
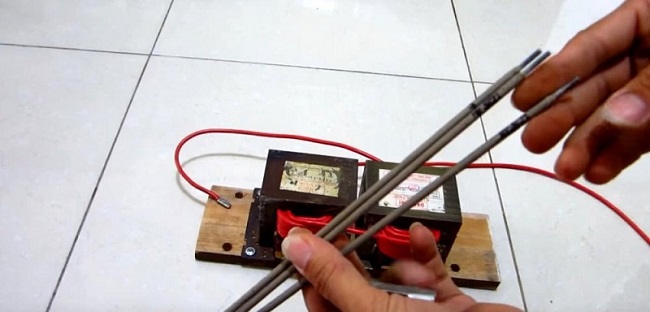


Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
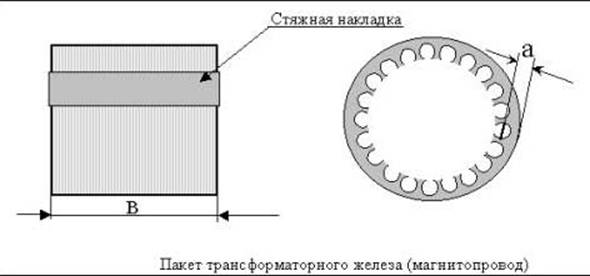
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
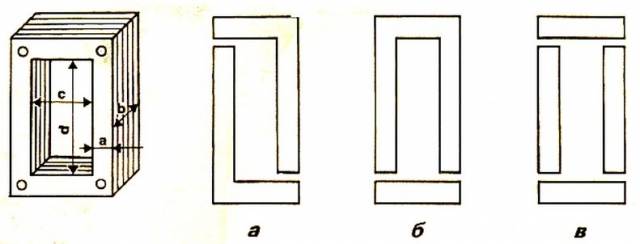
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
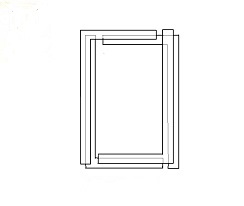
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
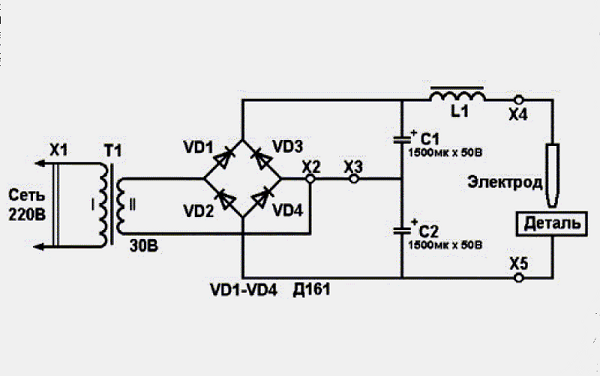
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
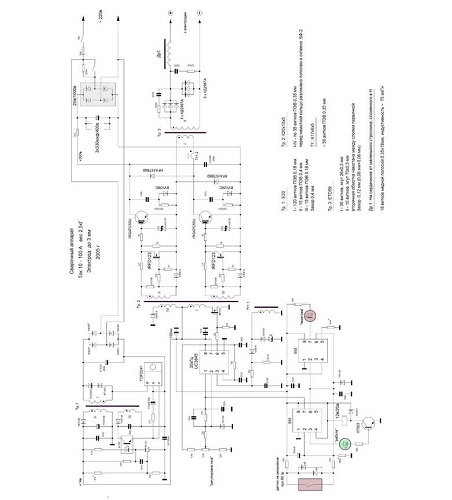
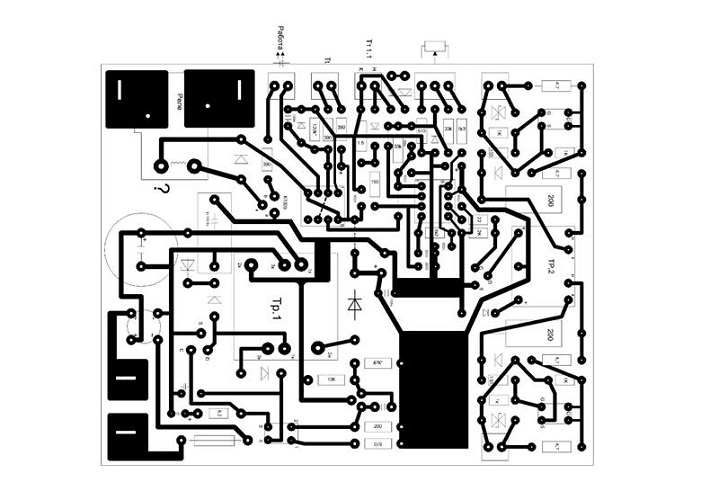
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
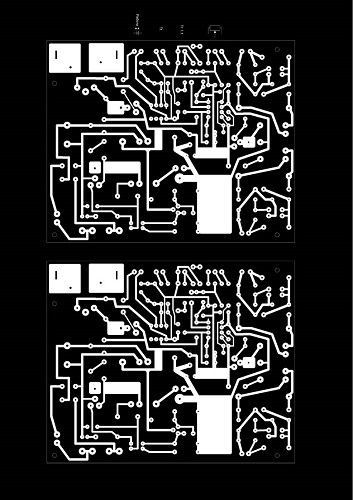
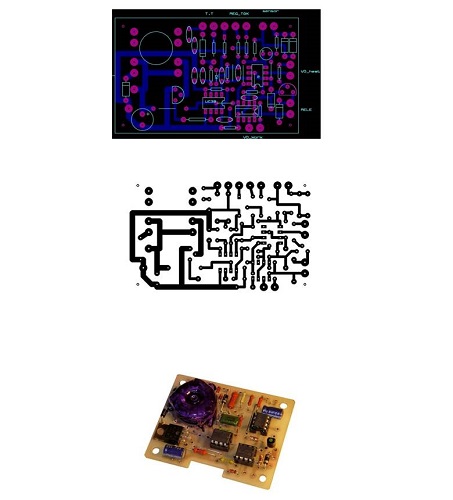
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
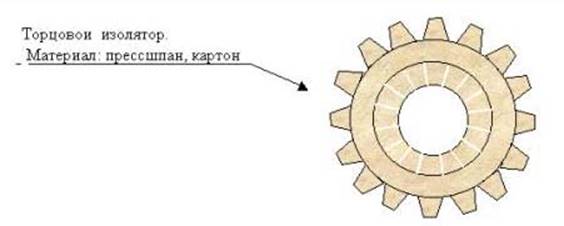
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сборка самодельных сварочных аппаратов постоянного тока
Чтобы сделать самодельные сварочные аппараты постоянного тока, вам понадобится источник питания повышенной мощности, преобразующий номинальное напряжение обычной однофазной сети и обеспечивающий постоянную величину (в амперах) соответствующего тока для непосредственного возникновения и удержания нормальной электродуги.

Схемы самодельного аппарата для сварки на постоянном токе.
Источником питания повышенной мощности выступает схема из таких составляющих:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы тока и напряжения, улучшающие качественные характеристики электродуги (тиристоров, симисторов);
- устройства вспомогательные.
На самом деле, исходя из схем самоделок, источником электродуги был и остается трансформатор, даже если не использовать вспомогательные узлы и схемы различных блоков регулирования.
Самодельный аппарат: блок-схема

Принципиальная электрическая схема блока питания сварочного аппарата.
Блок питания вставляется в соответствующую коробку из пластмассы или металла. Он снабжается необходимыми элементами: соединительными разъемами, различными выключателями, клеммами и регуляторами. Сварочный аппарат можно оборудовать ручками для переноски и колесиками.
Такую конструкцию довольно хорошего качества сварки можно выполнить самостоятельно. Главный секрет такого аппарата — это минимальное понимание сварочного процесса, выбор материала, а также мастерство и терпение при изготовлении этого устройства,.
Но для сборки аппарата самостоятельно вы должны хотя бы немного понять и изучить основные навыки, момент возникновения и горения электродуги и теорию плавления электрода. Знать характеристики сварочных трансформаторов и их магнитопроводов.
Самодельный аппарат: трансформатор
Основой любой схемы сварочного устройства является понижающий нормальное напряжение (с 220 В до 45-80 В) трансформатор. Он работает в специальном дуговом режиме с максимальной мощностью. Такие трансформаторы просто обязаны выдерживать очень большие токи номиналом около 200 А. Их характеристики должны согласовываться, ВАХ трансформатора непременно должна всецело соответствовать специальным требованиям, иначе ее нельзя применить для режима дуговой сварки.
Сварочные аппараты (их конструкции) сильно разнятся. Разнообразие сварочных самодельных трансформаторов огромно, ведь в конструкциях очень много поистине уникальных решений. Помимо этого, самодельные трансформаторы очень просты: в них отсутствуют дополнительные устройства, предназначенные для непосредственной регулировки тока конструкции, которая протекает:
Трансформатор в основном состоит из таких элементов:
- Магнитопровод металлический. Выполняется путем набора пластин из трансформаторной стали.
- Обмотки: первичная (сетевая) и вторичная (рабочая). Они бывают с выводами для регулировки (путем переключения) или для схемы устройства.
При расчете трансформатора на необходимый ток, варку производят, как правило, сразу с рабочей обмотки, не навешивая схем и разнообразных элементов ограничения и регулировки. Первичную обмотку необходимо выполнять с клеммами, отводами. Они служат для увеличения-уменьшения тока (например, поднастроить трансформатор при малом напряжении сети).
Главная часть любого трансформатора — его магнитопровод. При изготовлении самодельных разработок применяют магнитопроводы со списанных статоров электродвигателей, старых телевизионных и силовых трансформаторов. Поэтому и существует огромное разнообразие разработанных народными умельцами различных магнитопроводов для таких устройств.
Характеристики дополнительные просто невозможно оценить или измерить дома, даже с помощью приборов. Но как раз они и определяют годность трансформатора аппарата для формирования качественного шва при питании в режиме сварки руками.
Это напрямую зависит от того, как трансформатор «держит ток» и называется внешняя ВАХ (ВВАХ) питания.
ВВАХ — зависимость потенциалов (U) на разъемах и тока сварки, который меняется от нагрузочных свойств трансформатора и от электрической дуги.
Для сварки руками применяют лишь крутопадающую характеристику, а в автоматах используют пологоспадающую и жесткую.
Сварочный аппарат: дуговая характеристика
Дуга — электроразряд, протекающий несколько минут между электродом (плюсовым или фазным выводом) и массой (вывод минусовой). Помещенный в эту зону металл разогревается и плавится. При возникновении дуги возникает пробой газа межэлектронной области, а при стабилизации дугового процесса появится проводимость ионов. Стабилизатором нормальной дуги считается верхний слой электрода, так называемая обмазка, улетучивающаяся при сварке.
В процессе соединения металлов электродом, под воздействием высоких температур, осуществляется непосредственное расплавление металла с последующим формированием капли, а затем ее перенос с электрода на конструкцию. Возникновение, формирование и диаметр капель, а также скорость их появления, в основном зависят от длины электродуги, параметров электрода и силы тока.
Если система работает нормально, металл наваривается ровно, а дуга стабильна, то все выполнено прекрасно. Если нет, то ВАХ системы жесткая. Это исправляется включением балластного резистора номиналом меньше 1 Ом (часть проволоки нихромовой). Такой резистор ограничит I max трансформатора (ток максимальный) и выправит его ВА характеристику.
Так возможно получить хорошие результаты протекания нормальной дуги при ручной сварке. Улучшения крутизны ВА характеристики можно добиться, увеличив холостой ход (выходное напряжение) за счет снижения КПД системы.
Динамическая характеристика
Еще один полезный технический параметр, характеризующий работу устройства — динамическая характеристика (ДХ) вашего блока питания, который должен обладать быстрой реакцией на изменения электропараметров дуги (тока, напряжения). Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги.
Это время и есть ДХ блока питания. Оно не должно быть более 25 Вольт/0,05 секунд. Эта ДХ сказывается при замыкании раскаленного металла на деталь, в момент перехода трансформатора в короткозамкнутый режим. При этом сила тока КЗ в обмотке вторичной может достигать двойной величины, а сварочные аппараты для сварки руками, из-за такого соотношения, могут иметь отрицательный фактор.
Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги. Она продолжает гореть при увеличении ее длины. Эластичность дуги величина количественная, ее критерием является ее максимальная длина, при которой дуга способна существовать.
Дуга возгорается только при достижении нужного напряжения в начальном полупериоде. Дуга тока переменного гаснет и зажигается 100 раз/сек отдельными вспышками. Это возможно изменить потенциалом холостого хода и сдвигом фаз между потенциалом холостого хода и дуговым током. Уменьшить паузы длительности горения электродуги можно, увеличив потенциал холостого хода.
Но не рекомендуется (из-за электробезопасности) увеличивать его больше 80 В. Это решается применением схемотехники, например, включив дросселя, создающие сдвиг фаз напряжения и тока. Электродуга, после доработки поддерживаемая самоиндукцией, может и не прерываться.
Возможные детали и расчеты
При постоянном потенциале электродуга отличается высокой стабильностью и качеством швов. Постоянный ток в самодельных аппаратах возникает при применении выпрямителей большой мощности. Например, выполненных с помощью диодов с током на 200 А — В-200.
Их большие размеры и обязательное применение радиаторов для эффективной теплоотдачи обуславливают параметры конструкции. Возможно, а даже в некоторых случаях и лучше, если вы примените специальный диодный мост. Тем более что их можно запараллелить, увеличив тем самым выходной ток.
Кривая формы напряжения сглаживается «электролитом» 10000 мкф или более, подключаемым через резистор. Он необходим для предотвращения возникновения КЗ в момент возгорания дуги, при касании электродом свариваемых деталей.
Особенностью расчетов является то, что, собирая самодельный аппарат своими руками, приходится все параметры подстраивать под имеющиеся в наличии детали, которые очень часто не самого лучшего качества. Например, применяют магнитопровод от слабого трансформатора или используют статор старого проржавевшего двигателя.
Все это сказывается на качестве сварки. Но, несмотря на это, многие умельцы создают поистине уникальные самодельные аппараты, которые имеют мягкое зажигание электродуги, сваривают детали с тонкими стенками и почти не разбрызгивают кусочки металла.
Принципиальная схема

Пакет трансформаторного железа (магнитопровод).
Исходя из вышесказанного, были испробованы разные конструкции, с транзисторным и тиристорным управлением, которые привели к настоящей схеме.
Оказалось, что более надежны тиристоры. Они легко выдерживают любое замыкание на выходе и быстро выходят из этого состояния. Им не нужен мощный радиатор, так как тепловыделение намного меньше. Транзисторы быстро выходят из строя при перегрузке и очень капризны к подбору параметров.
Схема не оригинальна, как может показаться. Но она отличается простотой и надежностью, легкодоступностью деталей и быстротой наладки. Это конвертор, собранный из элементов «совкового» телевизора. Его данные таковы:
- регулировка — плавная;
- ток — постоянный.
При сваривании 3-миллиметровой стали электродом калибра 3 мм, ток потребления составляет порядка 10 А, а напряжение сварки получают путем нажатия кнопки на вилке удерживающей электрод. Это помогает:
- Повысить безопасность, ведь при отжатии кнопки напряжение на нем отсутствует.
- Работать с повышенным напряжением возникновения дуги, обеспечивающим ее горение.
- При включении напряжения обратной полярности появляется возможность сварки очень тонких деталей.
Работа схемы сварки:
- Мост сетевой VD1-VD4 выпрямляет переменный потенциал сети.
- Ток начинает течь по контактам лампы HL1, стоящей в качестве индикатора всего процесса, заряжая «электролит» С5. HL1 также ограничивает ток заряда устройства. Как только она погаснет, можно сваривать детали.
- При начале зарядки С5, происходит зарядка батареи конденсаторов С6-С17 через контур дросселя L1. Светодиод HL2 светится и показывает, что на аппарат поступает напряжение сети. Но сварки не происходит — тиристор VS1 закрыт. На его управляющем выводе нет потенциала.
- При включении кнопки SB1 напряжение идет на генератор импульсов с частотой 25 кГц, который выполнен по схеме телевизоров 3УСТЦ на транзисторе VT1 (однопереходном).
- Импульсы этого генератора поступают на тиристор VS2, запуская его, а он открывает запараллеленные тиристоры VS3-VS7 .
- «Электролиты» С6-С17 начинают разряжаться через обмотку «I» трансформатора Т1 и контур дросселя L2. Вся эта цепь — Т1, С6-С17 и дроссель L2 является колебательным контуром с изменяющимся током. Когда контур находится в противофазе ток идет по диодам VD8, VD9. Запараллеленные (VS3-VS7) тиристоры запираются и ожидают нового импульса узла на VT1. После этого все повторяется.
- На трансформаторе (на обмотке «III») возникают импульсы, отпирающие VS1. А через него выпрямитель VD1-VD4 соединяется с преобразователем на тиристорах.
Для индикации запуска генератора установлен светодиод HL3. Для выпрямления напряжения сварки установлены VD11-VD34. А для сглаживания формы кривой и облегчения возникновения электродуги служат «электролиты» С19-С24.
Конструкция трансформатора и дросселей

Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм 2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Конструкция аппарата
Выпрямитель VD11-VD34 представляет этажерку из алюминия, стянутую шпильками. Каждые два диода зажаты между 1 мм пластинами габаритами 44×42 мм.
Детали и материалы сварочного устройства:
Инструменты для сборки
- паяльник;
- плоскогубцы, отвертка;
- нож, ножовка, ножницы;
- молоток;
- дрель.
Такие устройства можно использовать для сварки деталей в гараже или сарае. Их даже можно арендовать соседям.
Собираем своими руками сварочный аппарат постоянного тока

Инструменты
Любой магазин инструментов в настоящее время может предложить довольно большой ассортимент разнообразных сварочных аппаратов различной ценовой категории. Большую часть сварочных агрегатов, до 70%, занимают сварочные инверторы, а прочие «сварочники» приходятся на аппараты трансформаторного типа. Не все люди могут приобрести промышленное изделие для производства электросварочных работ, а некоторые сами хотят сделать сварочный аппарат своими руками.

Домашний сварочный аппарат не сможет выполнять сложные задачи, однако для мелких работ мощности будет достаточно.
Что такое электросварка
Соединение металлических изделий между собой при помощи разогрева металла электрической дугой и дальнейшим его сплавлением в неразъемный шов называется электросваркой. Основным оборудованием в таком сварочном процессе является аппарат для сварки, а главным инструментом для соединения металлических вещей служит электрод. Агрегат для сварки служит источником переменного или постоянного тока, который посредством электрода поджигает дугу, расплавляющую металл. Качество сварного соединения при сварке постоянными токами значительно выше, чем такое же соединение, выполненное «переменкой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют проводить качественную сварку металлов чуть ли не с первого раза. Именно поэтому для большинства разнообразных сварных работ используют сварочные аппараты, использующие в своей работе постоянный род тока.
Простейший сварочный аппарат: инструкция

Схема самодельного сварочного аппарата постоянного тока.
Для небольших домашних работ по сварке можно собрать самодельный компактный аппарат, обладающий небольшой мощностью. Это, конечно, не инвертор, но нужная вещь. При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
Простейший прибор для сварки представляет собой сварочный трансформатор с двумя обмотками: сетевой и рабочей. Сетевая рассчитывается на напряжение сети, обычно 220-240 вольт, а рабочая рассчитывается на пониженное напряжение от 70 до 45 вольт, причем изменение тока обычно происходит изменением числа витков рабочей обмотки, ее отводами. В качестве железа для трансформаторов можно использовать старые асинхронные двигатели или промышленные понижающие трехфазные трансформаторы типа ТОЗ и т.п.
Первичная обмотка должна быть рассчитана на 25-ти амперный ток, вторичная или рабочая — на 160 А. Это находит свое отражение в сечении применяемых проводов. Для приблизительной оценки токовой нагрузки на 1 кв. мм допускаем 10 А, для алюминиевых — 4 А. Определяем площадь сечения окна трансформаторного железа в кв. см, затем находим количество витков обмоток, если нужное количество для одного вольта определяется как 48, поделенное на площадь сечения окна железа трансформатора. Рассчитать аппарат — это полдела, главное — собрать.
Созданное по расчетам изделие является простейшим сварочным устройством переменного тока, конструкция аппарата зависит от использованных материалов.
Сделаем сварочный аппарат постоянного тока своими руками
Чтобы сварочные аппараты переменного тока превратились в «сварочники» постоянного рода тока, необходимо ограничить скорость изменения тока дросселем и выпрямить переменный диодами или выпрямительным мостом.

Устройство самодельного сварочного полуавтомата.
Диоды должны соответствовать выходному току в 200 А и иметь достаточно хорошее охлаждение, чтобы первая же сварка не вывела их из строя. Это в полной мере относится к дросселю. Использование этих приспособлений совместно со сварочным агрегатом переменного тока превращают его в аппарат постоянного тока. Становится возможным сварка электродами постоянного тока, и расширяется ассортимент свариваемых металлов. Становится доступна сварке нержавеющая сталь и чугун. Аппарат для сварки может варить подобно инвертору, хотя тут сварщику требуется довольно большой опыт работы.
Меры предосторожности при работе со сварочным электрооборудованием
Сварка — это довольно опасный и травматический вид деятельности, а электросварка добавляет к ней наличие возможности поражения сварщика электрическим током. Самое главное, что должен четко представлять электросварщик, что электрический ток невидим и опасен для жизни, но все оборудование должно быть надежно заземлено, и это заземление должно быть прочным и видимым. Это простейшая заповедь спасла многих, кто ее соблюдал. Наличие опасного для человека напряжения на незаземленном оборудовании приведет к электротравме, притом те же повреждения на заземленном агрегате просто его отключат автоматическим выключателем.
Другая опасность для человека — это ультрафиолетовый спектр электрической дуги, который поражает органы зрения (быстро) и кожные покровы, вызывая ожоги. Поэтому наличие защитной специальной сварочной одежды и маски для сварщика обязательно. Следует оградить от сварочной дуги окружающих, которые при смотрении на нее могут получить ожоги глаз.
Соблюдение изложенных правил позволит сделать сварные работы безопасными.
Читайте также: