Как разобрать старый сварочный аппарат
Когда сварочный аппарат выходит из строя, или зачастую просто лежит, без надобности, порой возникает желание просто сдать его на металлолом. Важно понимать, что привлекательность такого оборудования в плане приемки на лом заключается как раз в наличии внушительного количества цветного металла, в частности меди и алюминия. Но, чтобы принять решение о том, стоит сдавать агрегат на лом или нет, предлагается узнать, сколько меди в каждом сварочном аппарате, который может быть как выгодным для владельца, так и нет.

Сколько меди в советском сварочном аппарате?
Почему актуальными являются именно старые трансформаторы производства СССР? Суть в том, что в каждом сварочном аппарате советского производства, катушки изготавливались из меди. Особенностью подобного оборудования является то, что на дорогостоящие материалы в то время просто не скупились. Правда, бытует мнение, что процентное содержание меди рассчитывается из соотношения 60-70% от общей массы, в зависимости от модели, но, это неверное заключение. Но не стоит заниматься весом аппарата, нужно обратить внимание непосредственно по паспортные показатели, а также конструктивные особенности оборудования. Стоит учесть, что в зависимости от временного периода, в котором производился аппарат, соотношение меди и алюминия может варьироваться. Рассмотрим некоторые основные параметры, которые имеет трансформатор, что и позволит без проблем определить вес данного металла, включенного в состав оборудования.
Модель ТДМ-317
Достаточно старая модель, которая к 2000 году уже давно как устарела морально. От него зачастую избавляются по причине того, что он потребляет энергии в 10 раз больше, чем современный инвертор. Плюс его общая масса составляет порядка 124 кг. Обмотки выполняются из дорогого материала, состав которой при разборе составляет порядка 20 кг. Данная цифра не может быть точной, если учитывать, что обмотка отмечается временами как поврежденная, сильно загрязнена, деформирована.
Модель ВД-306М УЗ
Агрегат тяжелый — 130 килограмм. Используется для питания одного элемента. В настоящее время морально устарел, к тому же, достаточно тяжелый. Количество меди составляет в пределах 14 кг.
Модель ТД500
Несмотря на свой внушительный вес, агрегат состоит в основной массе из черного металла, среди цветмета принято включать алюминий. Итак, алюминия в составе конструкции находится порядка 18 кг, а нужного нам всего 3 килограмма. Сравнительно невысокое значение, если учитывать, что общая масса черного металла сварочной конструкции составляет 150 кг.
Особенностью агрегатов внушительных габаритов и массы является то, что для них использовалось сравнительно небольшое количество дорогих материалов, основной акцент делается на алюминий. В частности, меди до 7 кг, в то же время, как более дешевого аналога порядка до 30 кг.
Особенностью советского сварочного оборудования является то, что на дорогостоящие материалы в то время просто не скупились.
Чего ждать от современных аппаратов?
Современные агрегаты выполняются с катушками в больше степени изготовленными из алюминия. К тому же, они сравнительно небольшие по весу и габаритам, масса составляет в пределах до 10 килограмм. В данном ключе, учитывая, что основной акцент так же делается непосредственно на алюминий как цветной материал для сварочного узла, общий вес цветмета зачастую не превышает 1 килограмма, а в среднем – по 0,5 килограмма, что так же определяется паспортными данными конкретного оборудования.
Как отремонтировать сварочный инвертор своими руками

Устройство сварочного инвертора
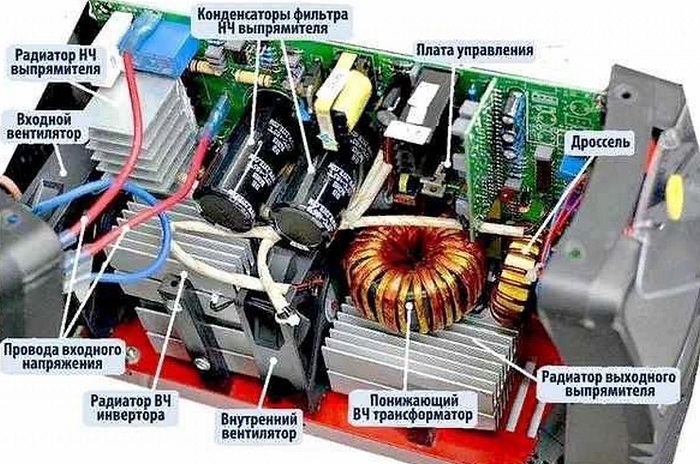
Перед тем, как говорить о ремонте сварочного инвертора, нужно изучить обычный состав этого аппарата, чтобы знать, какие детали наиболее подвержены поломкам. Так, внутри сварочного инвертора обязательно будут:
- Первичный выпрямительный блок. Это диодный мост в начале всей цепи. На него напряжение попадает в первую очередь, поэтому к нему подключен радиатор, чтобы выпрямитель не нагревался. Радиатор охлаждается вентилятором, также предусмотрен термодатчик, не позволяющий блоку нагреваться до 90°C.
- Конденсаторный фильтр. Состоит из пары конденсаторов, которые подключаются к выпрямительному блоку, чтобы снижать влияние пульсаций переменного тока.
- Подавляющий помехи фильтр. Расположен перед выпрямителем сварочного инвертора, чтобы устранять электромагнитные помехи.
- Инвертор. Он преобразует переменный ток в постоянный. Устройства с такими инверторами могут быть двухтактными полумостовыми или просто мостовыми. Отличаются они количеством транзисторов, их может быть 2 или 4. Чем больше транзисторов, тем мощнее сварочный аппарат, но тем он и дороже. Транзисторы ставят на радиаторы для дополнительной защиты от перегрева, а перед ними самими еще размещается RC-фильтр.
- Высокочастотный трансформатор. Ставится после инвертора, чтобы снизить высокочастотное напряжение. Это позволило не просто снизить потери мощности, но и сделать сам сварочный инвертор компактнее.
- Вторичный выходной выпрямитель. Это мост с диодами, реагирующий на высокочастотный ток. У него тоже есть радиаторы, защищающие от перегрева, а также RC-фильтры, не дающие скачкам напряжения влиять на оборудование. На выходе здесь есть две клеммы из меди, чтобы подключить кабель массы и силовой кабель.
- Плата управления. Чтобы управлять всеми операциями сварочного инвертора нужна система с микропроцессором, которая будет контролировать работу всего устройства с помощью разнообразных датчиков. Микропроцессор способен подобрать параметры тока под разные металлы, экономить электроэнергию и дозировать нагрузку.
- Реле плавного пуска. С ним во время запуска инвертора не сгорают диоды.
Сварочные инверторы могут работать как от обычной электросети, так и от трехфазной. Это зависит от модели устройства.
Инверторные сварочные устройства сложнее трансформаторных, поэтому для ремонта пригодятся знания электротехники.
Частые неисправности и способы устранения
Разобравшись с функциями основных компонентов, будет проще понять, какие неисправности сварочных инверторов распространены и как проводить их ремонт. О самых частых поломках подробнее далее.
Не включается
Если сварочный инверторный аппарат вообще не включается, то ремонт скорее всего требуется сетевому кабелю. Чтобы узнать наверняка, нужно снять кожух с устройства и прозвонить все провода кабеля, обычно этого достаточно, чтобы найти разрыв.
Но если кабель будет в порядке, проблема может быть в дежурном источнике питания, здесь поможет только профессиональный ремонт.
Нестабильная сварочная дуга
Если вдруг инвертор варит рывками и стреляет, возможно, у него неправильно настроена сила тока и она не подходит под диаметр электрода. Иногда на упаковке с электродами не указывают подходящие значения силы тока, но их можно рассчитать по простой формуле: каждый миллиметр требует не менее 20 А тока, но не более 40 А.
Здесь проверяют и скорость инверторной сварки. Чем меньше скорость варки, тем меньше устанавливают силу тока. Определить подходящую силу тока можно по таблицам, а механический ремонт не потребуется.
Не регулируется сварочный ток
Сложности с регулировкой сварочного тока обычно вызываются:
- Поломкой регулятора.
- Дефектами контактов проводов регулятора.
Чтобы проверить это, изучают все соединения проводников — визуально и мультиметром.
Также бывает, что не регулируется ток из-за замыкания в дросселе или поломки вторичного трансформатора. Их тоже проверяют мультиметром.
В качестве ремонта здесь чаще всего требуется замена детали.
Электрод прилипает к металлу
Иногда электрод может прилипать к свариваемому материалу, и происходит это из-за падения напряжения в сети. Чтобы избежать такого прикипания, в качестве ремонта потребуется правильно настроить режим сварки.
А падать напряжение может из-за излишней длины сетевого удлинителя или если у удлинителя сечение менее 2,5 мм2. Ремонт здесь заключается в замене удлинителя или подключении инвертора к генератору.
Перегрев
Перегрев — распространенная проблема сварочных инверторов. Из-за него и происходит большинство всех самопроизвольных отключений. В этот момент загорается индикатор, термозащита срабатывает, и оборудование отключается, остывая.
Чтобы этого не происходило ремонт не требуется, нужно просто придерживаться режима продолжительности включения. Если указано, что ПВ — 60%, это значит, что аппаратура должна работать 6 минут (60%), а отдыхать потом — 4 (40%).
Повышенное энергопотребление
Излишнее потребление энергии, даже если сварочный инвертор не используется, может возникать из-за межвиткового замыкания в любом из трансформаторов. В этом случае нужно переделать обмотку на трансформаторе, и сделать такой ремонт может только человек с опытом.
Диагностика и порядок ремонта сварочного инвертора
Тому, у кого есть навыки работы с радиоэлектроникой, точно не будет сложно провести диагностику и ремонт сварочных инверторов своими руками. Но сначала проверяют устройство на повреждения, а после изучить всю изоляцию кабелей, соединения в гнездах. Иногда для ремонта достаточно просто зачистить контакты, подтянуть болты.
После визуальной проверки, нужно снять кожух и открыть внутреннюю часть оборудования, где будут:
- плата с транзисторами;
- плата управления;
- выпрямительные диоды;
- выпрямитель сетевого напряжения;
- система охлаждения;
- ручки, переключатели.
Нередко причины неполадок видны уже здесь: конденсаторы могут быть вздутыми, пайки деталей повреждены, контакты оборваны. Но если все в порядке, начинается проверка всех элементов:
- Силовые диоды прозванивают тестером, у мультиметра есть подходящий режим диодов. Щупы подсоединяют к выходным клеммам, и если в одну сторону прозвон идет, а в обратную — нет, значит ремонт не нужен.
- Силовые транзисторы наиболее уязвимы. Так как они идут блоками, если один блок разрушается, то и все после него перестают работать. Поэтому каждый транзистор проверяется отдельно.
- К ножкам каждого из них подключают щупы, черный слева и красный справа. В таком положении щупов должен проходить сигнал, но если их поменять местами, сигнала быть не должно. Важно, чтобы показатели с каждого транзистора, если они вообще есть, были примерно равны. Чтобы проверить внутренние диоды, черный щуп должен быть на средней ножке, а красный на левой. Для проверки затвора красный щуп просто перемещается на правую ножку, а черный не меняет положение. Далее проверяется кнопка. Если ее контакты прозваниваются в положении «Включить», значит ремонт не нужен.
- Проверка нужна и сетевым мостам, хотя они редко выходят из строя. Перед тем, как работать с ними, лучше снять плату, отпаяв провода. Черный щуп размещают на вывод с «+», красным по очереди касаются каждого свободного вывода моста. Потом эту же процедуру повторяют, переставив красный щуп на «-». Если всегда тестер показывает какие-то числа, значит, диодный мост ремонта не требует.
- Полевой транзистор проверяется так же, как и силовой.
- Силовым узлам потребуется уже не мультиметр, а осциллограф. Его устанавливают в режим проверки напряжения. Устройство нужно подключить к сети через лампочку, и если напряжение на выходе есть, то лампочка загорится. То есть ремонт не требуется.
- Если в предыдущем тесте лампочка не загорелась, возможно, сломался зарядный резистор. Чтобы узнать наверняка, проверяется ПТЦ и НТЦ цепочки.
- Оттого, в порядке ли плата управления ключами, зависит работа всего инвертора, поэтому этот элемент можно считать самым сложным для ремонта. Подробнее о нем будет рассказываться в следующей части статьи.
- Обратная связь. На тестере выставляют напряжение в 20 В, черный щуп установить на клемму, а красный подсоединить ко второму выводу. Обычные показатели напряжения — 14–50 мВ, если их больше, около 500, значит, есть обрывы обратной связи.
- Остается проверить только блок питания. Его переводят в режим «включено» и проверить на напряжение 300 В, передающееся с конденсатора на плату инвертора. Цепочки и транзистор тоже проверяются, по очереди. Обычно на поломку транзистора указывает то, что устройство не включается или включается, но ненадолго. Перед проверкой блока питания инвертор обязательно отсоединяется от электросети.
Так, чтобы проверить части сварочного аппарата, нужно использовать осциллограф и мультиметр. А вот для ремонта пригодятся ортофосфорная кислота, технический фен или паяльник. Этого будет достаточно, чтобы починить и дежурку, и диоды, и транзисторы.
Особенности ремонта платы управления
Плата управления — один из самых сложных и важных элементов всего устройства, ведь от платы управления зависит работа всех остальных частей. Сначала будет использоваться осциллограф, а после можно применить и мультиметр.
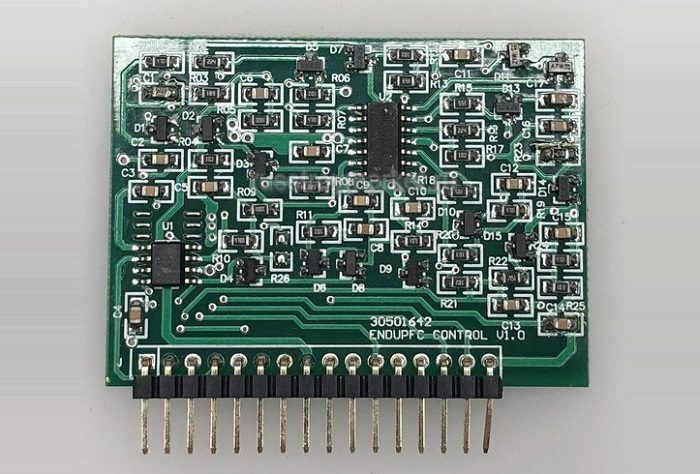
Так выглядит плата управления сварочного инвертора Ресанта САИ-220ПН, если нет понимания, лучше отдать на ремонт специалистам
Включенный сварочный инвертор проверяется в режиме напряжения до 20 В. Регулятор выводят на минимум, черный щуп должен оказаться на клемме, а красный — на шестом выводе. Когда регулятор будет выводиться к максимуму, напряжение тоже должно меняться. Например, если предполагается 160–200 А, то изменение будет в диапазоне 2,4-3,2 В.
Если будут найдены неполадки, то ремонт сделать можно только умея работать с радиоэлектроникой.
Полезные советы
Уметь проводить диагностику ремонт инверторных сварочных аппаратов своими руками — очень полезный навык, но также стоит знать, какие меры стоит предпринимать, чтобы избежать самого появления многих неполадок.
Так, скорый ремонт потребуется, если не учесть:
- Скопление пыли. Разбирать сварочный инвертор и чистить его нужно хотя бы раз в полгода, а лучше чаще. Для чистки выбираются мягкие кисточки или сжатый воздух.
- Воду, которая может попасть внутрь устройства или конденсировать там.
- Падение напряжения до 190 В или его резкие скачки.
- Механические повреждения, так как падения и столкновения могут навредить внутренностям инвертора.
- Важность естественного охлаждения (учитывайте ПВ — продолжительность включения).
- Плотность подключения контактов.
- Целостность кабелей.
- Систему отведения тепла.
- Качество замен для вышедших из строя элементов.
Проверять сварочный инвертор на визуальную целостность лучше перед каждым использованием.
Инверторный сварочный аппарат — отличная техника, обладающая множеством преимуществ. Но чтобы пользоваться этими возможностями, стоит соблюдать правила использования сварочного инвертора. А о том, как проводить правильную диагностику системы и как отремонтировать сварочный инвертор, подробно рассказывает этот материал.
Как отремонтировать сварочный аппарат своими руками

Устранение мелких неисправностей
Большинство проблем здесь не приводят к выключению устройства и его полному отказу работать. Сварка продолжается, но с посторонними звуками, низким качеством шва, трудностями с управлением самим аппаратом. Это указывает на то, что неполадка не такая серьезная, а исправляется легко. Например:
- Сварочный металл разлетается при горении дуги. Чаще всего это происходит из-за несоответствия вида провода силе тока, идущего по нему. На упаковке с расходниками указывается подходящий диапазон силы тока. Под него проводится настройка.
- Иногда сварочный аппарат включается, но дуга не может поджечься. В качестве ремонта проверяют контакты, чтобы исключить их обрыв, а также определяют, крепко ли стоит масса.
- Гудение и другие странные звуки могут говорить, что болты разболтались. Проверяются крепления не только корпуса, но и других соединений. Их просто подтягивают.
- Электрод даже при правильной силе тока может прилипнуть к сварочному шву. Такое возникает из-за слабого напряжения в самой сети, что легко выявляется вольтметром. Исправляется это установкой промежуточного оборудования, которое выравнивает напряжение или заменой сетевого шнура сварочного аппарата.
- Если есть неполадки с клеммным узлом, то в качестве ремонта потребуется зачистка проводки и всех зон контакта. Часто такая поломка возникает из-за использования сварочного аппарата в условиях, не подходящих ему по инструкции.
- Индикатор перегрева может срабатывать до достижения критического значения. Обычно это не нужно исправлять, просто прекращать работу оборудования каждый раз, когда индикатор сигнализирует. А лучше всего ставить сварочный аппарат в прохладное место.
- Если дуга загорается, но плохо или не каждый раз, то в гнездах аппарата может быть слабый контакт кабелей. Если покрутить фиксаторы по часовой стрелке, этого будет достаточно для ремонта.
- Слабое горение дуги иногда связывается со слишком длинной переноской, что своим сопротивлением мешает напряжению сохраняться. Чтобы это устранить, покупают удлинитель с сечением побольше.
Методика ремонта
Основной алгоритм, которого придерживаются при ремонте сварочников, выглядит так:
- Просмотреть, есть ли видимые повреждения — трещины, нагары, потемнения корпуса и вздутия. Это позволит сразу предположить, в какой части искать поврежденную деталь.
- Проверить напряжение в сети, нормально ли работает питание. Иногда нужно просто подождать, когда напряжение само наладится.
- Узнать принцип работы устройства и его состав, чтобы знать, на какие детали при ремонте обратить особое внимание.
- Изучить параметры сварочного аппарата, ведь с ними можно понять, где есть несоответствие и превышение, а где все в рамках нормы.
Потом начинается проверка. Лучше изучить весь сварочный аппарат, так как можно найти повреждения, которые потом станут причинами проблем. Сначала проверяют всю электронику, после — газовое оборудование, так как оно ломается и повреждается реже, чем остальные части.
А дальнейший план ремонта будет зависеть от детали и степени ее деформации. Отремонтировав сварочный аппарат своими руками, можно не только продлить его жизнь, но также узнать больше об устройстве и методах ремонта основных частей.
Инверторных устройств
Основная сложность починки инверторов заключается в том, что они электронные. Поэтому здесь придется вооружиться чем-то большим, чем базовым набором инструментов, а также нужно уметь работать с электротехникой. Здесь множество проблем выявляется мультиметром или осциллографом, а управляться с ними нужно уметь.
Выявление неисправностей — последовательный процесс, шаги которого уже известны. Так, чтобы найти неполадку, потребуется:
- Провести осмотр диодных мостов радиатора. После отсоединения проводки, входные и выходные выпрямители убирают с платы, а потом выявляют среди них испорченные элементы прозвоном мультиметра. Замена делается паяльником, но не простым, а тем, у которого есть возможность отсоса.
- Детали драйвера проверяют омметром. Поврежденную часть нужно выпаять, а потом заменить.
- Проверка транзистора. Обычно эти детали ломаются чаще всего, неполадки с ними сразу заметны — могут быть трещины на корпусе, сгоревшие выводы. Но если дефекты не видимы, их всегда можно обнаружить с помощью мультиметра, которым прозванивают все транзисторы по очереди.
Обычно метод проверки подходит для всех инверторных сварочных аппаратов, так как у большинства конструкция одинакова, различаясь в небольших деталях.
Сварочные инверторы более сложны в устройстве, так как состоят из большого количества электронных компонентов. Поэтому они требуют определенных знаний в электронике.
Трансформаторных аппаратов
Это устройство имеет простой состав по сравнению с инверторами, поэтому починить его могут даже те сварщики, которые не занимаются сваркой постоянно и не знают устройство трансформатора. Метод починки здесь будет зависеть от вида неполадки:
Это простые и самые распространенные деформации. Но также часто встречается замыкание в обмотке катушки, что приводит к выгоранию изоляции. Здесь ремонт электросварки будет не самым простым, так как потребует большой внимательности и аккуратности при перемотке катушки заново.
Устройство трансформаторных аппаратов проще, отремонтировать их своими руками не составит особого труда.
Выпрямителей и полуавтоматов
Выпрямители — среднее между инвертором и трансформатором, поэтому здесь для ремонта сварочного аппарата могут применяться методы, подходящие к обоим видам устройств. В большинстве случаев здесь требуется перемотка катушек, восстановление изоляции, замена деталей (чаще всего конденсатора и регулятора).
Блок управления и диодный выпрямитель тоже могут оказаться повреждены, но отремонтировать их самостоятельно можно только в том случае, если есть знания о работе с электроникой.
Сварочные аппараты полуавтоматы находятся между инверторами и выпрямителями, поэтому здесь большинство способов ремонта будет близко инверторному сварочному оборудованию. Но иногда здесь появляются механические повреждения из-за излишнего трения деталей. В качестве ремонта поможет только замена.
Для качественного использования и ремонта электросварочных аппаратов стоит учесть и такие моменты, как:
- Детали, поврежденные механически, обычно меняют, а не ремонтируют.
- При работе с электросхемами очень важно придерживаться последовательности обработки каждой части. Потому, если трудности возникли с электроникой, а навыков и знаний для починки не хватает, лучше не браться за это, доверив ремонт другому человеку.
- Газовое оборудование обычно не ломается, но и здесь возникают проблемы. Проверяйте его тоже, чтобы не пропустить поломку мембраны манометра, которая сделает давление в шлангах хуже. Газовый электроклапан вообще нуждается в регулярной проверке, как и газовые шланги — тем нельзя позволять перекручиваться.
- Сварочному аппарату, который сильно нагрелся, стоит дать отдохнуть не менее получаса.
- Хранить сварочный аппарат лучше в сухих местах вдали от нагревательных приборов, желательно не позволять ему покрываться пылью.
- Если погодные условия неблагоприятные, лучше вовсе не использовать оборудование.
- Стоит знать принцип работы устройства, чтобы сразу делать предположения, что могло сломаться.
Все рекомендации по уходу, хранению и использованию сварочных аппаратов говорятся в инструкции к ним. Так что ее хотя бы раз стоит изучить, чтобы избежать ремонта.
Самостоятельно отремонтировать сварочный аппарат нетрудно. Главное — определить, что требует ремонта, а способы чаще всего просты. Они не требуют ни больших усилий, ни сложного оборудования, ни много времени. Вы можете отремонтировать электросварку быстро и просто, получив при этом ценные навыки восстановления сварочного оборудования.
О, как -> Сварочный на металлолом!

Пред история:
Ранее, выкладывал на Авито свой старый сварочный аппарат, 220/380в, за 3т.р. провисел он у меня пол года и нифига, а место занимал, почесал репу и думаю ай да разберу на металлолом.
Разобрал) по итогу сдал меди на 4.3т.р.
Хм, продуктивно!
Ну дык вот, подписался я значит на Авито, Юле, Фарпосте на свар.апараты.
Приходит инфа о продаже, захожу смотрю, звоню, приезжаю и забираю.
Максимум на все манипуляции потратил пару часов, выхлоп: 5148₽, чистыми 3648₽


Комментарии 31
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

👋 привет сварочными ещё занимаешься? Чёт вокруг посмотрел товарищи/друзья все то менеджеры то белоручки. Хотим дверь вставить железную на лестничную площадку соседями, заказывать в размер дорого, сварщики по обьявам загибают от 10-15 за рабочий день. Дверь есть железная, не в размер (больше) вот думаю как ее вкорячить в деревянную коробку уже существующую. Короче если вдруг подхалтурить есть желание, черкни примерно сумму за укоротить и подварить её…

Приветствую, свар.работами занимаемся, но у себя в цеху. Подобные работы не особо интересны.
Как вставить, легко, рамку из уголка в размере деревянной коробки и к ней дверь.
Таак. А если замерю, и привезу подогнать ее в размер — в цеху? Дверь соответственно подрезать под эту коробку — это скока примерно может стоить, диапазон от и до ?

Привет, если не сложно переподпишись на х-трейл

по-моему, это чистый воды троллинг.
никто не будет даже дохлые сварочники дешевле металла отдавать.
а уж как сгенерировать направленный луч поноса от читателей при виде якобы уничтожаемого справного девайса — так вааще милое дело. Как это, чёрный пеар, или вирусный, вроде, да?

Варварство. Уничтожение рабочих инструментов и оборудования в лом. Привет Сомали и Танзания! А инверторы…массовые модели рассчитаны под бытовую розетку, а это максимум 6квт, что означает в лучшем случае 200А в дуге и электрод 4 и не каждый, и варить инвертором надо научиться. Чуть легче варят инверторы, содержащие кроме трансформатора дроссель по выходу. Типа старой, серенькой Ресанты. Постепенно они исчезают из продажи — себестомость заметно выше. Профессиональное оборудование варит очень хорошо, но и питается не от розетки!
Сварочный САК выпрямитель генератор СССР сколько в нем меди алюминия.

На Российских просторах работает огромное количество сварочных передвижных мобильных САК (Агрегат сварочный колесный (САК, САГ, сварочный аппарат передвижной/колесный и пр.) — это гибрид из сварочного аппарата и портативной электростанции-генератора, вырабатывающей электрический ток для выполнения сварки и резки.)
И каждый из них имеет свои технические характеристики, свой вес и модификации разные. Соответственно и меди с алюминием а так же и черного металла в них находится по разному.
Технические характеристики
Генератор синхронный сварочный САК тип ДГФ 82-4 Б 3х фазный 50 герц, 37.5 KVA cos 0.8 , 1500 об/минуту КПД 88,5 % статор звезда 400V 54A, самовозбуждение ротор 37V 400 Kg 1977 г. Гост 183-74 кл. изол В режим S1

Разбираем и сдаем в металлолом сварочный генератор САК типа ДГФ 82-4 Б .
Вес сварочного генератора САК типа ДГФ 82-4 Б 400 килограмм не считая его колесных пар, дизельного двигателя, аккумулятора и другого инструмента.
Генератор 400 килограмм из них:
-медь электротехническая первого сорта блеск 39 кг
-медь и шины второго сорта микс 7 кг.
-алюминий и клеммы второго сорта 1.5 кг
-алюминий первого сорта 900 гр.
-черный металл 351,3 кг
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 39 кг х 630 руб. = 24 570 рублей
медь шины микс 2-го сорта 7 кг х 550 руб. = 3 850 рублей
-алюминий и клеммы второго сорта 1.5 кг х 90 руб =135 рублей
-алюминий первого сорта 900 гр. х 170 руб.= 153 рублей
-черный металл 351,3 кг х 22 руб. =7 728,6 рублей
латунь 300 гр. х 300 = 90 рублей
Всего: мы получим с разобранного сварочного генератора САК типа ДГФ 82-4 Б на части 36 348 Тридцать шесть тысяч триста сорок восемь рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 67000 рублей
67 000 рублей + 36 348 руб = 103 348 рублей.
Сам работающий и действующий аппарат САК типа ДГФ 82-4 Б стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
РКП 34 4181 1012 Генератор сварочный Тип ГД-303 у2 ,315 А 32 V ,ПН 60%, 2000 об/минуту вес 242 кг. пред.рег тока 15А-350А ГОСТ 304-77 класс изоляции индукционный якорь-В/* IP22А

Разбираем и сдаем в металлолом сварочный генератор САК типа ГД-303 у2 .
Вес сварочного Генератор сварочный Тип ГД-303 у2 вес 242 килограмма не считая его колесных пар, и Волговского двигателя , аккумулятора и другого инструмента.
Генератор 242 килограмм из них:
-медь электротехническая первого сорта блеск 25 кг
-медь и шины второго сорта микс 5 кг.
-черный металл 214,5
медь первого сорта блеск 25 кг х 630 руб. = 15 750 рублей
медь шины микс 2-го сорта 5 кг х 550 руб. = 2 750 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип ГД-303 у2 на части 27 500 Двадцать семь тысяч пятьсот рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
27 500 рублей + 93 000 руб = 120 500 рублей. Хотя вес меди в генераторе меньше чем в предыдущем САК, но все вместе стоит гараздо больше по деньгам.
Сам работающий и действующий аппарат Тип ГД-303 у2 стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Агрегат сварочный тип АДБ-3122у1, номинальный сварочный ток 315 А номинальное рабочее напряжение 32,6 V, номинальная частота вращения 2000 об/мин, пределы регулирования сварочного тока генератора 15-350А, класс изоляции сварочного генератора В, Пн 60%, масс 630 кг., ТУ 16-739.345-83
Вес сварочного Генератор сварочный Тип АДБ-3122у1 вес 630 килограмма не считая его колесных пар, и Двигателя от ГАЗ , аккумулятора и другого инструмента.
Генератор 630 килограмм из них:
-медь электротехническая первого сорта блеск 99 кг
-медь и шины второго сорта микс 15 кг.
-алюминий и клеммы первого сорта 6 кг
-алюминий первого сорта 3 гр.
-черный металл 486 кг.
медь первого сорта блеск 99 кг х 630 руб. = 62 370 рублей
медь шины микс 2-го сорта 15 кг х 550 руб. = 8 250 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб =1 350 рублей
-алюминий первого сорта 6 кг. х 170 руб.= 1 020 рублей
-черный металл 486 кг х 22 руб. =10 692 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип АДБ-3122у1 на части 83 772 Восемьдесят три тысячи семьсот семь десят два рубля 00 копеек
Но а если его сдать вместе с колесными парами и двигателя от ГАЗ с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
83 772 рублей + 125 000 руб = 208 772 рублей. Самый Большой выход в деньгах за САК аппарат АДБ-3122у1
Сам работающий и действующий аппарат АДБ-3122у1 стоит от нескольких сот тысяч до миллиона рублей и более и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Генератор переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, вес 1185 кг.

В этом генераторе переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, веса всего металла 1185 килограмм. Видны и пластины и спайки латунные и медные внутри, впрессованные в тело ротора. И как видим его там очень даже прилично. Если разобрать такой на части денег и от черного металла и цветных (меди и алюминия) будет много, соответственно и денег тоже.

Так сколько же меди и алюминия в сварочном САКе генератора?
САК сварочный аппарат-обычно колесный – по своей сути гибридная конструкция, которая содержит в себе сварку и передвижную электростанцию.
Работают как правило на бензиновых и дизельных двигателях/моторах для работ в отдаленных местах сельскохозяйственных угодий, на фермах и полевых станах и ремонтных мастерских.

Используемые в России классификации САКов сварочных в настоящее время и часть из них использовалась в СССР.

Технические характеристики сварочных выпрямителей.
АДД-4004ПР
АДД 2х250
DGW310-2S
Huter DY6500LXW
ENYO DAW-180SS
Берем например сварочный выпрямитель ОКП 34 4184. 1085 выпущенный в СССР со знаком качества на бирке, называемый»сварочный выпрямитель ВД-306УЗ.
Статор и ротор такого генератора насыщен хорошей электротехнической медью блеск, самой высокой по своей стоимости цветных металлов. Медь и в валу и в щетках и в статоре генератора. Все соединительные части и шины из меди и медных пластин и проволоки.

Четырехколесный прицеп на дизельном ходу, масса 1750 кг. общего веса. Вес самого выпрямителя сварочного 174 кг. Извлекаем весь металл имеющийся в нем:


Одна из бирок с техническими характеристиками сварочного генератора тока САК.

—медные шины и проволока 32.5 кг.
—алюминиевые составляющие до 8 кг.
—кабель сварочный медный 12 кг.
—диоды 12 шт
-кожух статора и вал 120 кг.
-весь черный металл примерно 128 кг.
Читайте также: