Как работает сварочный инвертор ресанта
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Сварочные инверторы Ресанта: САИ, САИ ПН, САИ К, отзывы, цены, эксплуатация
- Полуавтоматы Ресанта САИПА.
- Сварочные инверторы Ресанта САИ.
- Инверторы, работающие на пониженном напряжении САИ ПН.
- Агрегаты с функцией аргонно-дуговой сварки САИ АД.
- Профессиональная линейка с регулируемой дугой САИ ПРОФ.
- Линейка «Компакт» — САИ-К.
- Инверторный плазменный резак — ИПР.
- Инверторная сварка, работающая от 380 В — САИ 315.
Продукция, по отзывам, в общем неплохая, со своими плюсами и минусами. Если вам нужен сварочный аппарат для домашнего применения — «Ресанта» вполне достойный выбор. Как говорят профи: дуга у него не такая тяжелая как у других марок из той же ценовой категории. Вот только с качество нестабильное: у кого-то при постоянной нагрузке (в цехах и на производстве) работает годами, а кто-то каждые две-три недели (тоже на производстве) возит в ремонт. Только производства и сварщики бывают разные. А от тех, кто эксплуатирует сварочные инверторы «Ресанта» в бытовых целях — в частном доме, в сельской местности, в гараже, от тех отзываются о работе агрегатов положительно.
Рабочий режим сварочных аппаратов любой линейки 70% на 30%. Что значит, что при работе на 140 А из 10 минут варить/резать вы можете 7, а 3 придется отдыхать — ждать, пока аппарат остынет. Соотношение не самое плохое и режим в общем, удобный.
Как выбрать сварочный аппарат «Ресанта»
Для бытового использования имеет смысл выбрать агрегат из двух линеек — САИ и САИ ПН.
Ресанта САИ — стандартная модификация, которая работает при 220 V в сети с небольшими отклонениями. Заявлен такой диапазон: +10% (до 242 В) и -30% (от 154 В). Вроде и должно хватать таких характеристик, но реально работает нормально при 190 В. Если падает еще ниже, начинаются проблемы и приходится ставить электроды меньшего диаметра.

Это сварочный аппарат Ресанта САИ 220 — небольшие размеры и вес
В сельской местности напряжение часто бывает и ниже 190 В. При таких параметрах сети нормально работать могут далеко не все сварочные аппараты. Если у вас такая ситуация — вам выбирать нужно инвертор из линейки САИ ПН. Он нормально сваривает даже при 140-160 В.
Есть еще одна линейка — «Компакт». Она отличается еще меньшими размерами и на килограмм-полтора меньше весит. При обозначении моделей этой линейки к цифре, обозначающей максимальный сварочный ток, приписывается буква «К». Если вес и размер для вас критичны — выбирайте сварочный инвертор из этой линейки.
Все остальные больше подходят для профессионального или полупрофессионального использования. Для бытового использования их «навороты» и повышенные мощности ни к чему. Если и можно их покупать, то уже не новичкам в сварке.
Выбор модели
После того как с линейкой определились, нужно выбрать максимальный сварной ток. Он проставляется в наименовании каждой модели после аббревиатуры САИ. Например, САИ-160 — максимальный сварочный ток 160 А, САИ 220 — может выдавать 220 А.
Как выбирать мощность? Исходя из работ, для которых приобретается или под тот размер электрода, которым вы предпочитаете работать. Например, для работы 3 мм электродами подходят аппараты на 140 и 160 ампер. Но 140 будет работать на пределе, а 160 — в нормальном режиме. Также можно рассмотреть вопрос приобретения 190, но он уже может работать и 4 мм электродами. А запас мощности — это всегда хорошо. Правда, за него приходится доплачивать.
Более мощные модели САИ 220 и 250 могут работать с электродами 5 мм и 6 мм соответственно. Если вам такие мощности не нужны, то и платить за них незачем. Но выбирать, как всегда, вам. Может вы предпочитаете работать 3 мм электродом но с повышенным током сварки — 190 и выше… Редко, но встречаются и такие сварщики.
Чтобы выбирать было проще, в таблице собрали наиболее важные характеристики сварочных инверторов Ресанта линейки САИ и САИ ПН, и САИ К.
Технические характеристики сварочных инверторов Ресанта САИ и САИ ПН, САИ К
| Модель сварочного инвертора | Максимальный потребляемый ток, А | Напряжение холостого хода, В | Напряжение дуги, В | Максимальный диаметр электрода, мм | Масса, кг | Цена |
|---|---|---|---|---|---|---|
| САИ-140 | 20 | 75 | 25 | 3,2 | 4,3 | 110 $ |
| САИ-160 | 22 | 80 | 26 | 4 | 4,5 | 120 $ |
| САИ-190 | 25 | 80 | 27 | 5 | 4,7 | 155$ |
| САИ-220 | 30 | 80 | 28 | 5 | 5 | 180$ |
| САИ-250 | 35 | 80 | 29 | 6 | 5,2 | 220$ |
| САИ-60ПН | 22 | 80 | 26 | 4 | 5,7 | 170$ |
| САИ-220ПН | 25 | 80 | 27 | 5 | 6,4 | 200$ |
| САИ-250ПН | 35 | 80 | 29 | 6 | 7,7 | 250$ |
| САИ-160К | 28,5 | 85 | 4 | 3,4 | 130$ | |
| САИ-190К | 32,5 | 80 | 5 | 4,3 | 155$ | |
| САИ-220К | 36,5 | 80 | 5 | 4,5 | 180$ | |
| САИ-250К | 42,5 | 80 | 6 | 4,6 | 210$ |
Электропитание инверторов Ресанта
Главный плюс этих сварочных аппаратов в том, что они работают от бытовой электросети 220 В, не предъявляя особых требований. Главное — чтобы розетка была заземлена. Класс защиты у всех агрегатов IP 21, что означает, что заземляется аппарат через шнур электропитания. Потому для защиты о поражения электричеством необходимо запитывать инвертор от заземленной розетки.
Работают нормально САИ-160 на автоматах 10-16 А, но на десятиамперных максимальный ток сварки не поставишь. Если планируете работать САИ 190, нужен будет, как минимум, автомат на 16 А.
Отзывы
Все отзывы об инверторных сварочных аппаратах Ресанта можно условно разделить: до 2012 года и после. До 12 года все отзывы очень хорошие, причем не от новичков, а тех, кто использует сварку в профессиональной деятельности. Дальше — хуже. В 2012 цена на эти аппараты значительно упала — почти вдвое. Вроде хорошо, но, как оказалось, качество тоже значительно снизилось. После этой даты отзывы есть разные, хотя положительные все-таки преобладают.
В нашем цеху Ресанта 250 (САИ), год отработала каждый день, пока ей кто-то ноги не приделал. К работе нареканий не было, только кабели коротковаты. Потому купили новую такую же. Эта через 3 месяца просто в один момент варить перестала. В сервисе вопросов не задавали, просто отремонтировали и все. Сейчас все нормально, работаем по-взрослому. Кроме кабелей никаких нареканий.
Виталий, Кинешма, 2013г
Я технолог и на мне закупка инструмента. Нужен был инвертор для сварщиков — работали трансформатором, так ч решил не покупать пока дорогой — вдруг не пойдет у них, вот и купил Ресанта САИ 250. За два года плотной работы ни одной проблемы. Трансформатор теперь стоит, а этот всегда занят. Варят на нем и спецы, и те, что только видели, как нормально работать нужно. Ничего, пашет. Говорят, с Ресантой — лотерея. Мы, похоже, вытянули хороший билет. Только заменили сварные кабели — поставили 10 метровые сечением 25мм2: прежние пятиметровые были неудобны.
Отремонтировал уже четвертый раз…Ресанта 220 у меня. Всех предыдущих ремонтов хватало на две недели работы. В последний раз ремонтировал по блату (докатился) в другом сервисе. Поставили, как сказали, нормальную плату. Отработал месяц, пока нормально. Раньше грешил на качество аппарата, теперь в растерянности, может сервис такой? Ставили фиговые детали, чтобы я им платил? Зла не хватает.
У меня Ресанта 190. Работаю ею периодически уже три года. Все нормально, нужно только при включении и выключении, как прописано в инструкции, выставлять минимальный сварочный ток. Мне несложно, и я это делаю. Еще периодически чищу от пыли. Для таких аппаратов это критично.
Виталий Сергеевич, Сергиев Посад
У меня уже три года работает Ресанта 220. Именно работает. За все время менял только кулера. Но чищу регулярно, стараюсь ей не резать, в чужие руки не даю. Рядом со сваркой не работаю болгаркой или шлифовалкой — пыли от них много, а для инверторов она очень вреда. Если нужно работать болгаркой, выношу Ресанту. Если вам все это в тягость, ищите другой аппарат. Есть европейцы, они не так требовательны к условиям работы, но стоят в несколько раз дороже, а еще при нашей пляшущей напруге работать не хотят. Так что если нужен европеец, работающий в наших условиях, покупаете еще и стабилизатор. Как-то так.
Ресанта — это не сварочный аппарат, а куча г…а. Мне надоело таскать его на ремонт. Он постоянно ломается. Просто перестает варить и все. Буду брать другой.
Купил Ресанту САИ 190 в мае 2014. В ноябре она навернулась. В гарантийной мастерской сказали, что много металлической пыли, потому и сгорела. Хотели свести к негарантийному ремонту (за мой счет), но после спора отремонтировали по гарантии. Теперь я ее берегу. Но как работать будет дальше — не знаю.
Как видите, положительные отзывы о Ресата САИ преобладают, хоть есть и негатив. Из опыта эксплуатации можно сделать некоторые выводы, касающиеся того, как сделать так, чтобы сварка работала без проблем.
Эксплуатация сварочных инверторов Ресанта
В инструкции по эксплуатации к этим сварочным аппаратам требования и рекомендации такие:
- Не использовать рядом с агрегатом болгарку, электропилы, шлифовальные и другие инструменты, при работе которыми возникает большое количество пыли.
- Не накрывать корпус во время работы: охлаждение принудительное — кулерами (вентиляторами). Если закрыть приток воздуха, аппарат перегреется и может перегореть.
- Не работать во влажных помещениях или под дождем.
- Если занесли инвертор в теплое помещение с мороза, необходимо выждать не менее двух часов, пока просохнет конденсат.
Порядок включения
Перед включением аппарата проверьте, чтобы переключатель стоял в выключенном положении. Подсоединяете силовой кабель и рабочие, включаете в розетку. Выставьте на регуляторе минимальный сварочный ток, потом нажмите на кнопку «вкл». Выключение проводится так: сначала выкручиваете на минимум, потом выключаете тумблером, а потом из сети. Если работа закончена, отсоединяете провода и укладываете их на место.
Разворачивая кабели, или пользуясь удлинителем, следите, чтобы все провода были развернуты полностью и не пересекались. Не оставляйте кабели смотанными в бухты: создается катушка индуктивности, которая негативно влияет на оборудование.
Практические рекомендации
В инверторах Ресанта САИ стоит защита от перегрева. Она автоматически отключает аппарат, когда температура приближается к критической. Но до отключения лучше не доводить. Работайте в прерывистом режиме: минут 7 варите, минуты 3-5 даете агрегату остыть. На эти промежутки выключать его не нужно.
Не нужно отключать питание и при выключении по перегреву. Просто переждите 5-7минут. Не отключайте и в том случае, если у вас в работе намечается короткий перерыв: чем реже включать оборудование, тем дольше служить оно будет. Пусковые токи, хоть и ест функция «плавного пуска», плохо влияют на такого рода оборудование. Потому отключайте инвертор, только если перерыв будет более часа.
Если хотите, чтобы Ресанта САИ работала нормально, периодически очищайте внутренности от пыли. Особенно если работали недалеко от источника пыли или после долгого простоя.
Варить нержавейку Ресантой нужно на обратной полярности.
Если соберетесь удлинять рабочие кабели, увеличивайте их диаметр, меньше будет просаживаться напряжение. Если ставите на 10 метров — сечение желательно 25мм 2 .
Практические советы по ремонту сварок Ресанта
Если вы имеете навык таких работ, то вам помогут схемы, выложенные ниже. Есть также несколько рекомендаций, основанных на опыте «самоделкиных».
Через полтора года работы Ресанта 220 стала отключаться по перегреву если работать на токах больше 140 А. Гарантия закончилась, полез смотреть сам. Всего-то и было, что входной кабель плохо был притянут. Он, кстати износился — работал каждый день полтора года. Кабель заменил, клеммы затянул не по-женски, и еще пропылесосил его.
Тимофей, Приморский край
Купил себе Ресанту 250 Проф. Шов держит отлично, варит мягко. Мне нравится. Вот только через месяц работы (1 кг тройки в день, но не всегда, бывало и меньше), после хлопка внутри он скончался. Отдал в ремон, прождал 45 дней. После ремонта через месяц случился пробой. Бывает, если в держаке электропровод не зажат. Ждать еще 45 дней не хотел, раскрутил сам. Там провода почти не прикручены к плате были. Только наживлены. И как сервисники смотрели? Или это они спецом? Платы кусок выгорело. Я провод к клемме припаял, прикрутил. Работает. Правда при минусовых температурах теперь индикатор показывает что-то немыслимое, но работает.
Виталий, Краснодар
Моя Ресанта САИ 220 после месяца работы тройкой перестала подавать признаки жизни. Открыл, проверил, сгорели два транзистора FGH40N60SFD. Я их нашел, купил, поменял все четыре, хоть сгорело два. Заодно заменил 12 Вт резистор на 51 Ом. Заработал, но ненадолго. Транзисторы горели через несколько включений. Видимо, попалась партия бракованная. Купил другие, поставил, работает нормально. Да. К моей 220 больше подошла схема от 250 — с мелкими несовпадениями. Что могу сказать, плата сделана нормально, дорожки не отслаиваются. Хоть это радует. Хотя детали могли бы и тестировать до того как в производство их пускать.
Анатолий, Нижний
Маски для сварки Ресанта
Работать со сваркой без маски сварщика невозможно — сразу получите ожог сетчатки, который называют «зайчиком». От повреждения инфракрасным и ультрафиолетовым излучением глаза защищают светофильтры. От летящих брызг и окалины — корпус маски. И то и другое должно быть надежным и обеспечивать максимальную защиту.

Сварочный маски Ресанта: МС-1, МС-2, МС-3 и МС-4
Ресанта выпускает несколько видов сварочных масок:
- МС-1 — с автоматическим светофильтром на жидких кристаллах ТСК-3201. Есть два режима: сварка и шлифовка, регулятор затемнения, которые позволяют использовать маску как для сварки, так и в качестве защитного щитка при работе болгаркой или другими подобными инструментами. Цена 1500-1800 рублей.
- МС-2 — со светофильтром TCK-4000. Регулировок три: степени затемнения, чувствительности, времени задержки (как быстро срабатывает при изменении яркости света). Ступенчатое изменение затемнения. Цена 1900-2100 рублей.
- МС-3 — светофильтр TCK-3202, регулировки такие же как в МС-2, но изменение прозрачности светофильтра плавное. Также разный диапазон регулировки у Ресанта МС-3 — 9-13DIN, у Ресанта МС-2 он 10-12DIN. Цена 2600-2800 рублей.
- МС-4 — самая дешевая (цена 1200-1400 рублей) и самая простая маска. Светофильтр ТСК-2101. Работает только при положительных температурах, даже при незначительном понижении начинает «тормозить».
Все основные технические характеристики масок сварщика Ресанта МС приведены в таблице.

Технические характеристики масок
И видео-отзыв о маске для сварки Ресанта МС-1.
Несколько схем сварочных инверторов:
Схема сварочного инверторного аппарата Ресанта САИ 220ПН Схема сварочного инверторного аппарата Ресанта САИ 160 Схема сварочного инверторного аппарата Ресанта САИ 220
Как работает сварочный инвертор ресанта
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй - с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
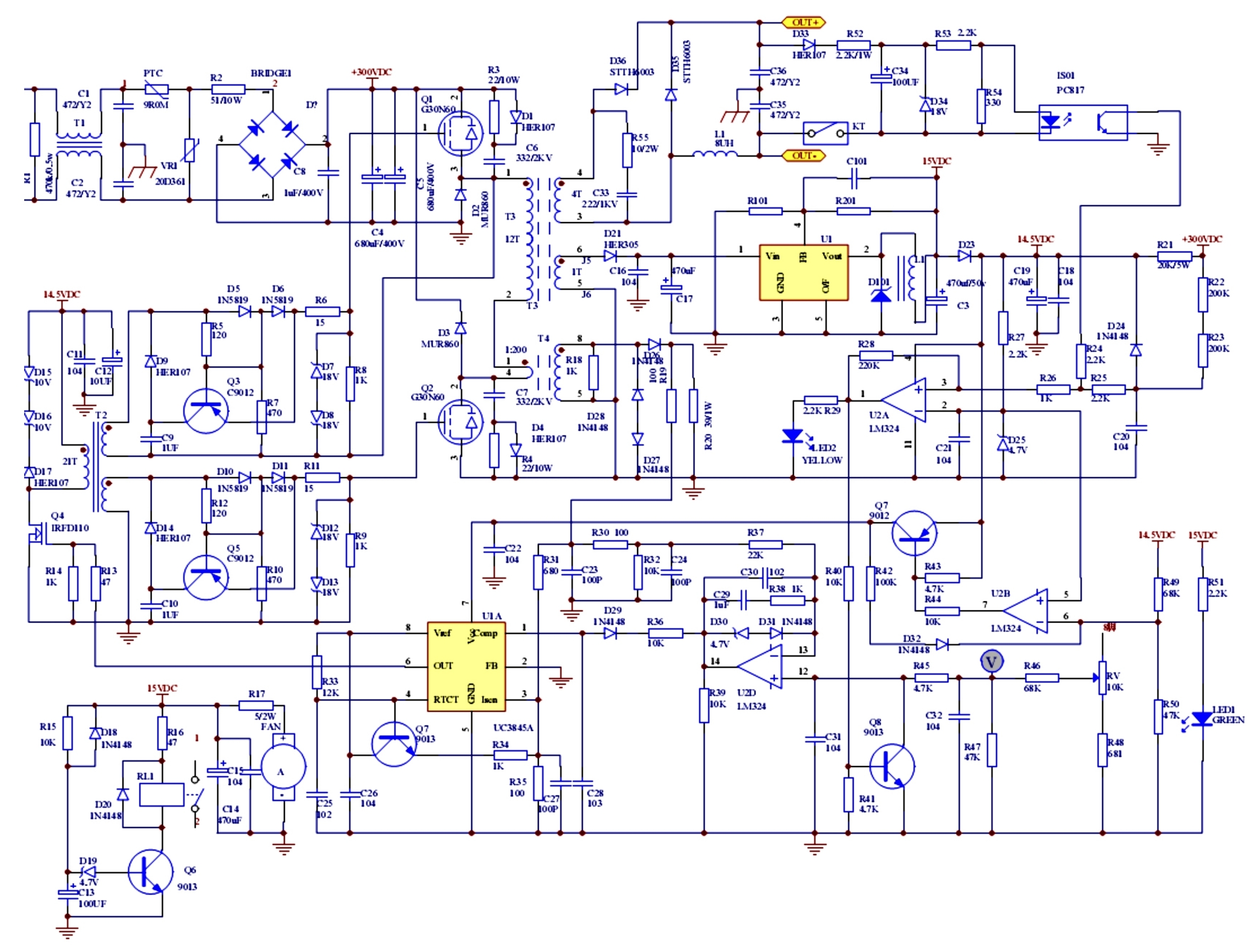
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
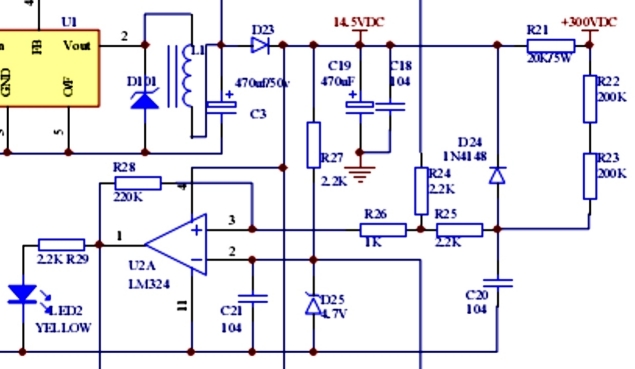
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
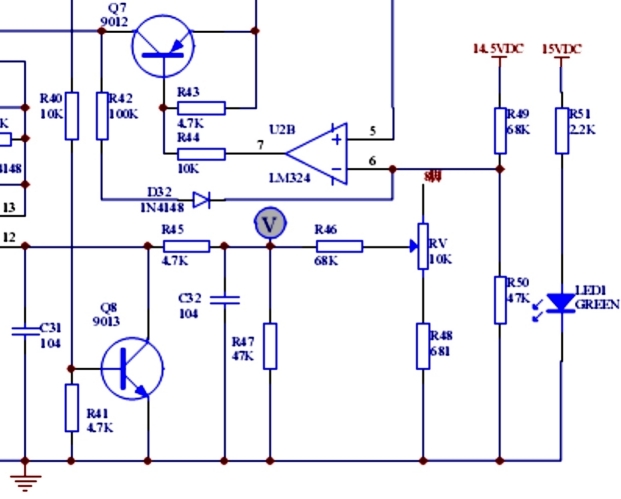
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
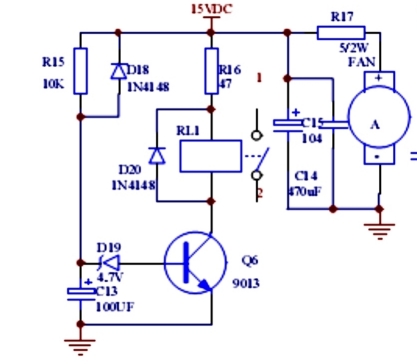
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
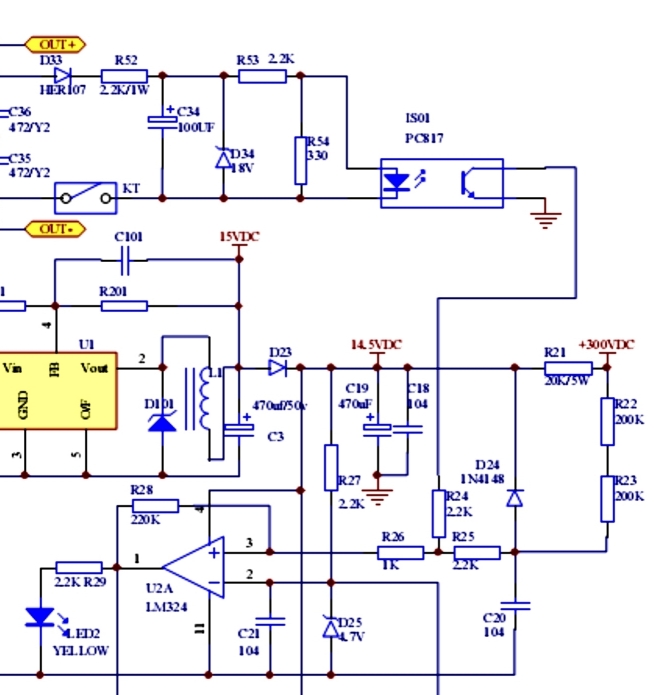
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
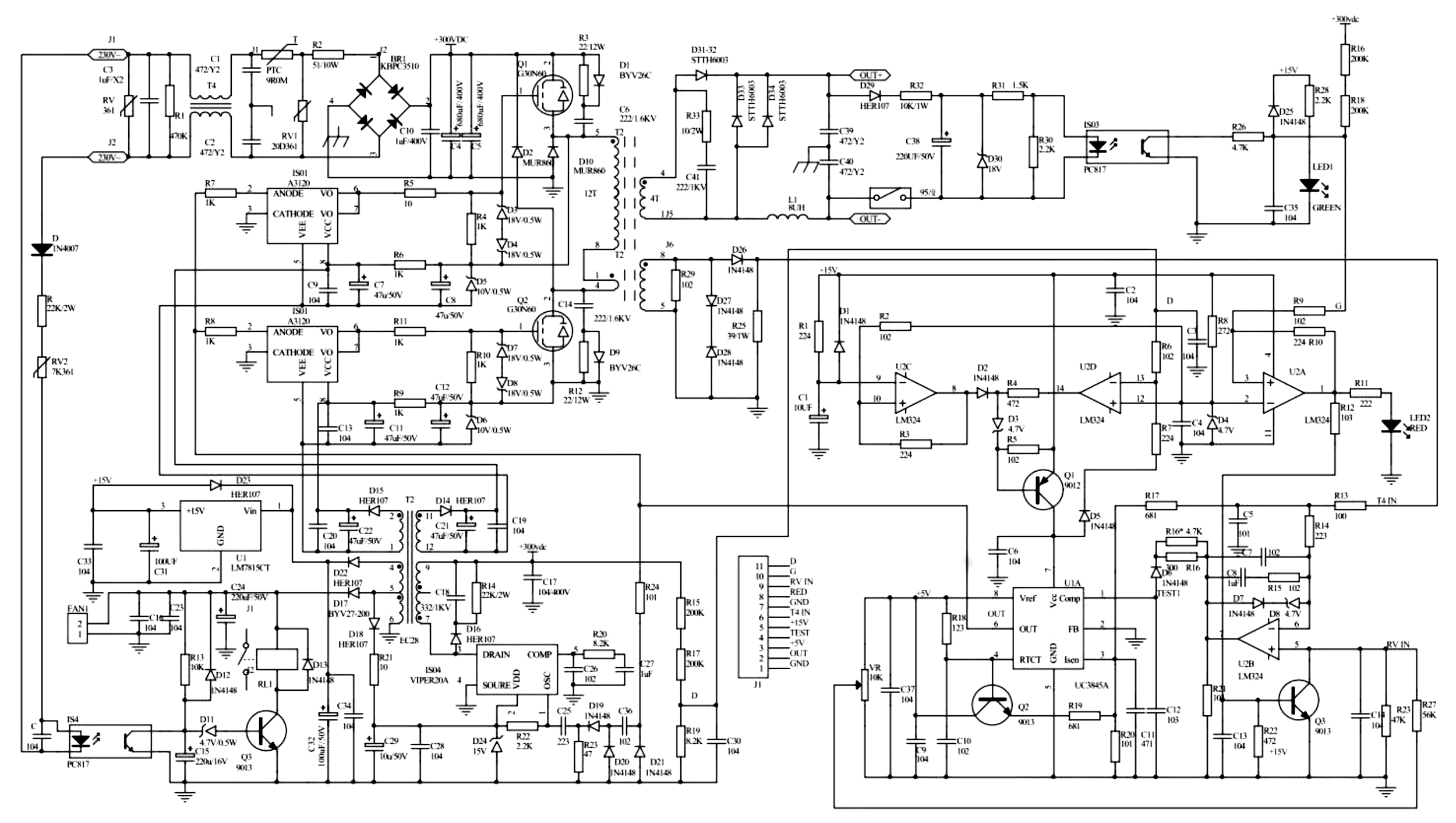
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
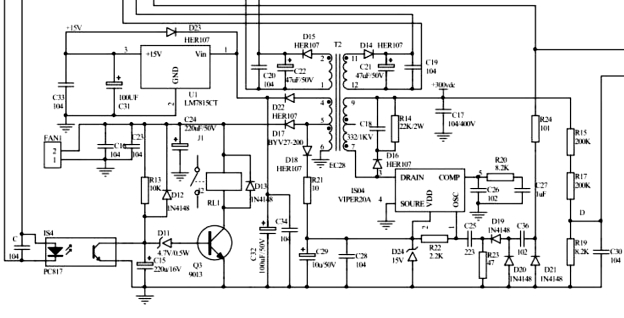
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
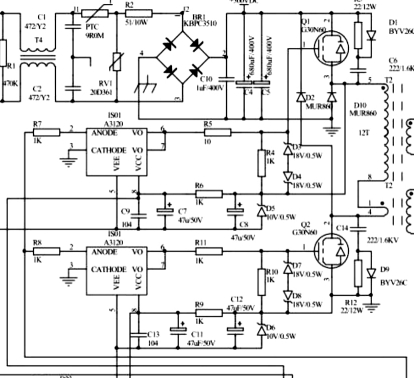
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
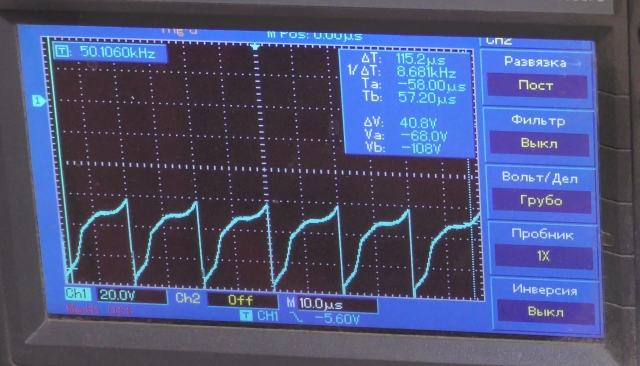
Осциллограмма выходного напряжения без нагрузки.
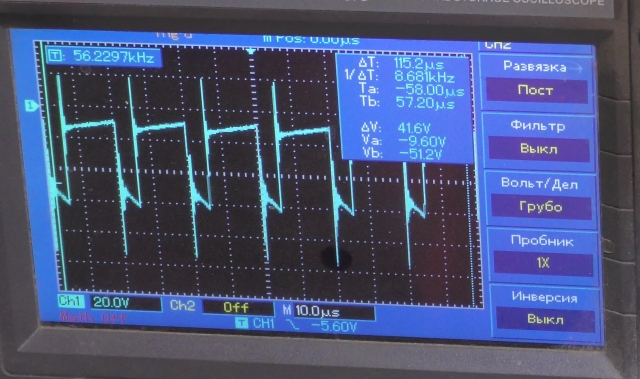
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
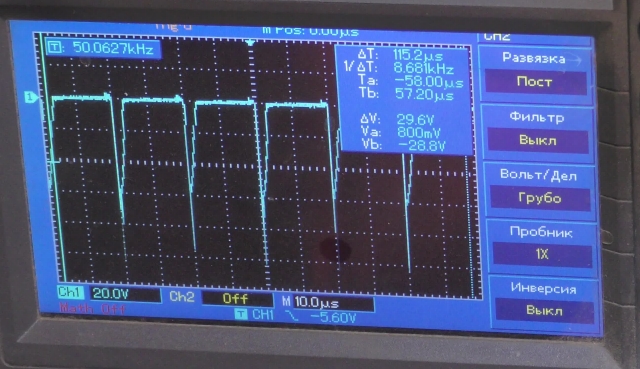
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
Сварочный инвертор Ресанта САИ-190: отзывы, характеристики, модификации
Ресанта САИ-190 – пользующийся популярностью сварочный инвертор, разработанный специалистами из Латвии, но производимый на заводе компании в Китае. Основным назначением оборудования данной модели является электродуговая сварка, выполняемая в ручном режиме. Осуществляется такая сварка при помощи стандартных штучных электродов, на которые нанесено специальное покрытие.

Базовая модель семейства САИ-190 с индексом «А»
Сварочный инвертор Ресанта САИ-190 работает от однофазной электрической сети с напряжением 220 В и частотой тока 50 Гц. Благодаря такой характеристике это устройство можно одинаково успешно использовать как для оснащения производственного цеха, так и для выполнения сварочных работ в домашней мастерской и на приусадебном участке. Способствует высокой популярности данного оборудования и тот факт, что оно отличается простотой настройки рабочих режимов, обслуживания и эксплуатации.
При работе с инвертором «Ресанта» рассматриваемой модели следует принимать во внимание такой параметр, как продолжительность непрерывной работы, который составляет 70%. Такая характеристика указывает на то, что за промежуток времени, равный 10 минутам, выполнять сварку можно в течение 7 минут, а 3 оставшиеся давать на остывание элементов электрической схемы устройства.
Как работает инвертор данной модели
Сварочный аппарат Ресанта САИ-190, как и инверторы других моделей, работает по следующему алгоритму.
- Переменный ток, поступающий на вход устройства из электросети, преобразуется в постоянный.
- Сформированный постоянный ток подается на инверторный блок, где снова преобразуется в переменный, но обладающий высокой частотой.
- При помощи принципа широтно-импульсной модуляции напряжение высокочастотного тока понижается, соответственно, увеличивается его сила. За реализацию такого принципа в электрической схеме инвертора отвечает компактный трансформатор.
- После того как высокочастотный переменный ток будет отрегулирован по заданным параметрам напряжения и силы, его вновь выпрямляют. Сформированный постоянный ток подается к сварочному держателю (именно с его помощью создается и горит электрическая дуга).
Функциональные возможности аппарата
Разработчики и производители наделили инвертор Ресанта САИ-190 техническими характеристиками и дополнительными опциями, которые делают работу с ним легкой, безопасной и комфортной, позволяют создавать качественные, надежные и аккуратные соединения даже сварщикам, не имеющим высокой квалификации и достаточного опыта.
Так, при достижении температуры внутри устройства критического значения термодатчик, имеющийся в электрической схеме, обеспечивает включение на передней панели сигнальной лампочки. В этой ситуации необходимо проверить, не замкнуты ли между собой силовые кабели, а затем дать инвертору остыть, не отключая его.
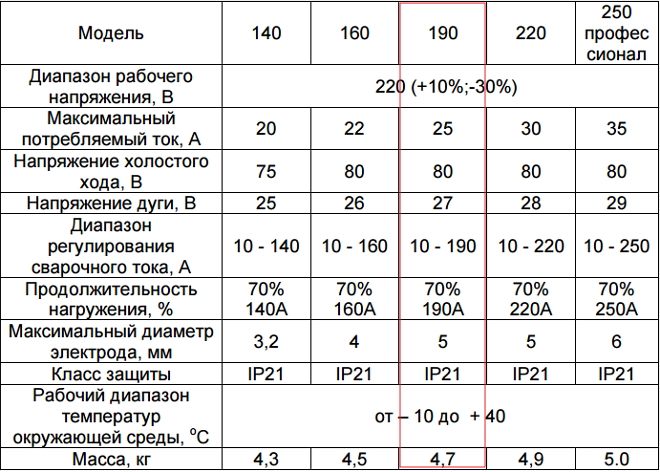
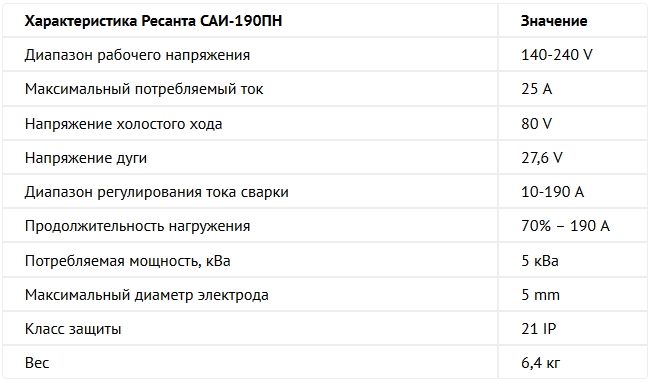
Технические параметры САИ-190 в сравнении с другими сварочными аппаратами Ресанта
К дополнительным опциям, которыми наделен инвертор «Ресанта» данной модели, относятся:
- «Горячий старт» – функция, обеспечивающая быстрое зажигание дуги и ее стабильное горение;
- «Антизалипание» – опция, предполагающая автоматическое прекращение подачи электротока на электрод в тот момент, когда последний приваривается к поверхности детали (после того как электрод будет отделен от обрабатываемой поверхности, ток снова начнет поступать к нему).
Данные характеристики, кроме улучшения качества сварки и облегчения технологического процесса ее выполнения, повышают КПД инвертора и тем самым позволяют экономить электроэнергию.
К особенностям инвертора Ресанта САИ-190 следует отнести:
- плавную и точную регулировку сварочного тока, сила которого может варьироваться в интервале 10–190 А;
- наличие удобного наплечного ремня (это позволяет переносить устройство по рабочей площадке и использовать его для сварки в труднодоступных местах);
- размещение электрических схем и других элементов внутренней конструкции аппарата в прочном металлическом корпусе, который надежно защищает их от механических повреждений и активного запыления.
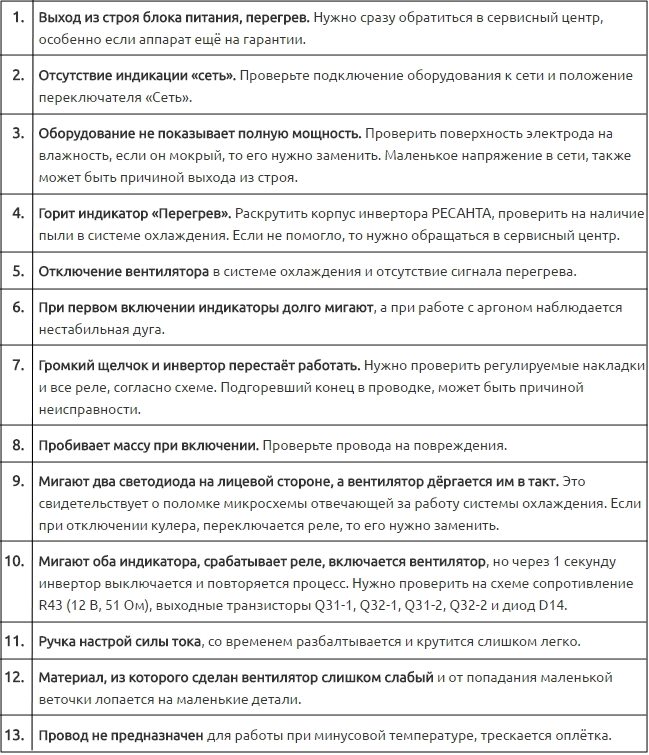
Часто встречающиеся неполадки в работе САИ-190
Преимуществами инвертора Ресанта САИ-190, о чем свидетельствуют и отзывы тех, кто уже работал с ним, являются:
- надежные IGBT-транзисторы, составляющие основу электросхемы;
- компактные размеры и легкий вес (это придает устройству исключительно высокую мобильность, позволяет использовать его для выполнения работ даже в труднодоступных местах);
- наличие опции «Защита от перегрева»;
- наличие системы вентиляции туннельного типа;
- точная и плавная регулировка сварочного тока, сохранение рабочих параметров даже при резких скачках в электросети;
- высокая производительность, обеспечиваемая техническими характеристиками инвертора;
- класс защиты – IP 21;
- простота эксплуатации и технического обслуживания;
- экономное потребление электроэнергии;
- наличие дополнительных опций «Антизалипание» и «Горячий старт».
Если анализировать отзывы пользователей об инверторе Ресанта САИ-190, можно узнать и о его недостатках.
- Провода и кабели, поставляемые в комплекте с инвертором, имеют небольшую длину, что не слишком удобно.
- Вентиляторы устройства, установленные во внутренней части корпуса, не приспособлены для работы при достаточно низких температурах (от –25 градусов Цельсия): замерзают и перестают вращаться.
И представители компаний, занимающихся продажей и техническим обслуживанием инверторов Ресанта САИ-190, и потребители отмечают нестабильность их качества и технических характеристик. Этот серьезный недостаток характерен для бюджетного сварочного оборудования.
Модификация Ресанта САИ-190 ПН для сварки на пониженном напряжении
Модификацией рассматриваемого инвертора является модель Ресанта САИ-190 ПН, которая чаще всего применяется для выполнения работ в домашней мастерской, на даче или на приусадебном участке. Технические возможности такого аппарата позволяют эффективно выполнять сварку даже в тех ситуациях, когда напряжение в питающей электрической сети сильно понижено (до 140 В).

Инвертор сварочный «Ресанта» модели САИ-190ПН
Характеристики Ресанта САИ-190 ПН
Особенно незаменимым такой инвертор является в тех случаях, когда сварочные работы необходимо выполнять в условиях сельской местности, где напряжение в электросетях не отличается стабильностью. Остальные характеристики данного аппарата полностью идентичны техническим параметрам базовой модели.
Инвертор Ресанта САИ-190 ПРОФ для профессионального использования
Отдельного внимания заслуживает модификация инвертора Ресанта САИ модели 190, специально разработанная для профессионального использования, – Ресанта САИ-190 ПРОФ. Технические возможности этого инвертора позволяют использовать для сварки электроды диаметром до 5 мм.

«Ресанта» модели САИ-190 ПРОФ
Кроме дополнительных опций, которыми наделена базовая версия инвертора 190-й модели, аппарат профессиональной серии обладает еще одной – «Форсирование дуги». Данная функция обеспечивает автоматическое увеличение силы тока в тот момент, когда длина дуги резко сокращается. Благодаря данной опции практически полностью исключен риск прилипания электрода к поверхности соединяемых деталей.
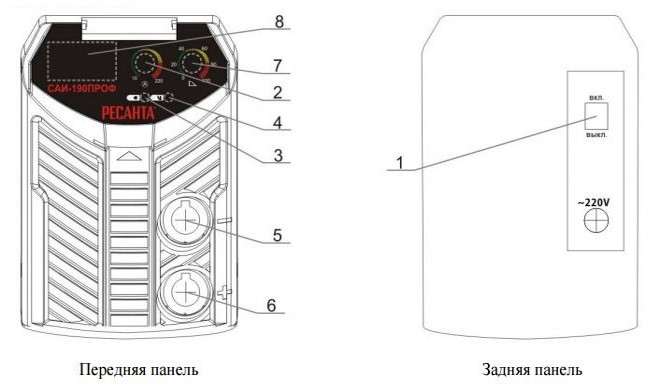
Внешний вид модели САИ-190ПРОФ: 1 – выключатель; 2 – регулятор тока сварки; 3 – сигнализатор «Сеть»; 4 – сигнализатор «Перегрев»; 5– клемма «–»; 6 – клемма «+»; 7 – регулятор форсажа дуги; 8 – дисплей

Характеристики Ресанта САИ-190 ПРОФ
Размер увеличения силы тока в момент уменьшения длины дуги (в процентах от величины базового сварочного тока) можно отрегулировать перед началом выполнения сварки. Выбирается данный параметр в зависимости от нескольких факторов: материала изготовления соединяемых деталей и их толщины.
Наличие такой опции в перечне характеристик инвертора позволяет обеспечить стабильность горения дуги, а также добиться высокой текучести металла, из которого изготовлены соединяемые детали и электродный стержень.
Преимущества инвертора профессиональной серии
Характеристики инверторов профессиональной серии и отзывы на такое оборудование хорошо показывают, почему оно отнесено к данной категории.

Передняя панель сварочного инвертора Ресанта профессиональной серии
Корпус данного аппарата выполнен в обновленном, улучшенном дизайне, панель управления устройством, защищенная крышкой из прозрачного пластика, расположена на его лицевой части. Чтобы сварщику было удобнее следить за параметрами работы аппарата, на панели управлении имеется цифровой дисплей.
Для улучшения охлаждения электронной схемы устройства вентиляционные отверстия на его корпусе имеют увеличенную площадь. В том числе и благодаря такому конструкторскому решению продолжительность непрерывной работы инвертора на максимальном сварочном токе составляет 70%.
Инвертор Ресанта САИ-190 ПРОФ отличается расширенным диапазоном величины напряжения, от которого он может эффективно работать. Благодаря использованию в электронной схеме специального корректора коэффициента мощности интервал рабочего напряжения данного аппарата составляет 100–260 В. Наличие такого корректора, кроме того, позволяет успешно использовать инверторы профессиональной серии в связке с автономными источниками электротока – бензиновыми и дизельными генераторами.

Дополнительные вентиляционные прорези по бокам аппарата
По сравнению с аналогами инверторов из других серий, профессиональный аппарат может работать с генераторами меньшей мощности. Так, если для нормальной работы инверторов серий 190 и 190 ПН необходим генератор, мощность которого не может быть меньше 5,5 кВт, то профессиональный инвертор (ПРОФ) может эффективно работать и с генераторами мощностью 4,6 кВт.
При работе инвертора профессиональной серии (что часто отмечается в отзывах) в питающей сети не происходит таких значительных падений напряжения, как при эксплуатации аналогичного сварочного оборудования из других серий. Большим плюсом таких устройств является и то, что они более экономно потребляют электроэнергию – до 30%.
При таких примечательных технических характеристиках и высокой мощности инвертор профессиональной серии компактен и имеет небольшой вес – чуть меньше 5 кг. Для оперативного перемещения по рабочей площадке корпус аппарата оснащен удобной и надежной ручкой.
Ресанта САИ-190: отзывы пользователей
Как правило, всю суть пользовательских отзывов можно уместить в несколько типичных рецензий, в которых фигурируют недостатки и достоинства рассматриваемого сварочного аппарата. Именно такие отзывы и представлены ниже.
Соловьев А.
Сначала варил на таком аппарате на своей прежней работе, где иногда сжигал на нем по пачке четверки. Даже при таком интенсивном использовании сварочник не нагревался и работал нормально. Именно поэтому и приобрел такой аппарат для дома, когда случайно нарвался на него по распродаже в магазине. Что для меня важно, так как живу в сельской местности, что инвертор нормально работает даже при пониженном напряжении, и дуга горит, и швы получаются качественные. Из минусов данного аппарата могу отметить его провода: во-первых, они короткие, во-вторых, кабель ввода на сильных минусовых морозах становится дубовым и даже лопается.
Олег Зуйко
Данный аппарат приобрел для работы, я занимаюсь установкой заборов, в том числе и кованых. За два года, сколько пользуюсь САИ-190, он ни разу меня не подводил. По роду своей деятельности, приходится варить и тонкие листы, и толстый металл, с чем данный инвертор справляется одинаково успешно. Удобно и то, что аппарат очень легкий, мне с ним приходится бегать по приусадебным участкам, что нисколько не напрягает. Это мой первый сварочный аппарат, поэтому меня с моей невысокой квалификацией очень выручает функция «антизалипание». Провода, как и говорят многие пользователи, коротковаты, но это, как на мой взгляд, является очень незначительным недостатком.
Владимир С.
Я сварщик с приличным стажем и так вышло, что долгое время я пользовался еще советскими сварочными трансформаторами. Но однажды по распродаже я приобрел этот сварочный инвертор. Что могу сказать: я жил в другом мире, где приходилось буквально ловить сварочную дугу и постоянно удерживать ее в стабильном состоянии. САИ-190 буквально изменил мои представления о сварке, которую, оказывается, можно выполнять очень легко и с удовольствием. Отличный аппарат, дуга зажигается моментально, горит стабильно, сам сварочник маленький и легкий, никогда не думал, что аппарат для сварки может быть таким и при этом хорошо работать. Я думаю, что с таким аппаратом и начинающим сварщикам будет очень легко научиться выполнять соединения при помощи электродов и электрической дуги.
Читайте также: