Как простой сваркой заварить алюминий
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Правда ли так надежна пайка алюминия проволокой? Давайте проверим
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
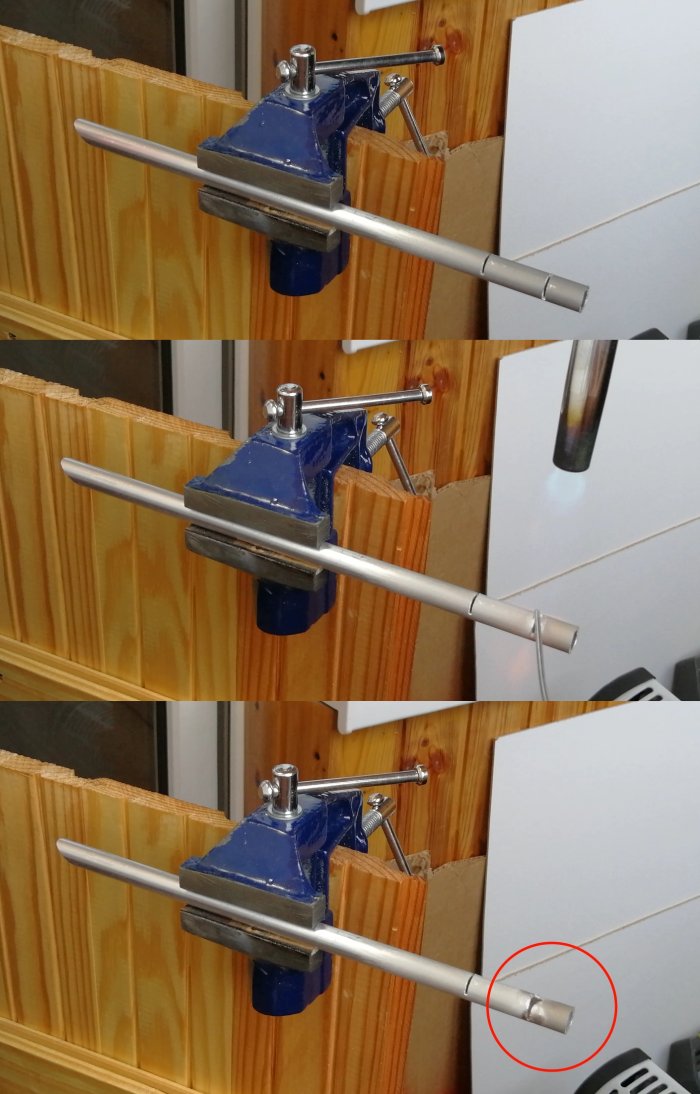
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

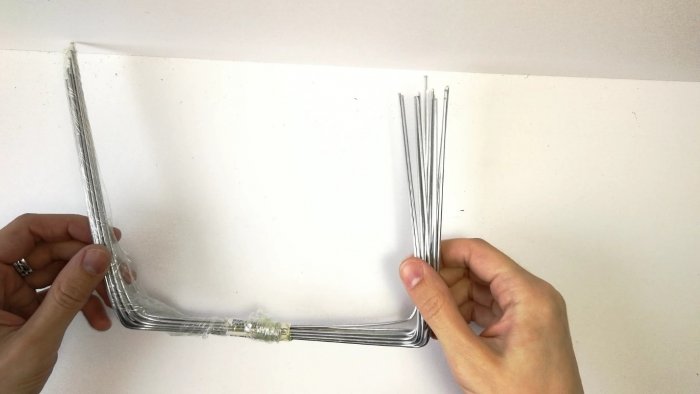
Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

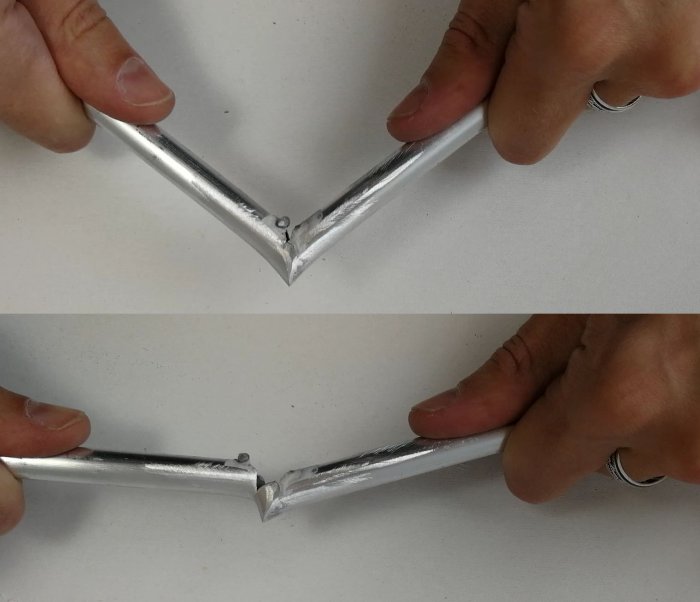
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Как варить алюминий самостоятельно

Сварка алюминия
Формирование сварных соединений требуется в условиях не только производства, но и дома. Конструкции создаются из разных металлов, в т. ч. обладающих характеристиками, усложняющими работу. Сварка алюминия сопряжена с некоторыми трудностями. Их необходимо изучить до начала процесса.

Сложности сварки алюминия в домашних условиях
Во время создания шва возникают следующие трудности, связанные со свойствами рассматриваемого металла:
- Под влиянием высоких температур большинство материалов меняет цвет. Это помогает контролировать процесс, выбирать правильную степень нагрева. Цвет алюминия сохраняется прежним, поэтому специалист не может оценивать результат работы визуально.
- Из-за повышенной теплопроводности время воздействия должно быть ограниченным. Увеличение продолжительности поддержания дуги приводит к возникновению дефектов сварного соединения.
- Поверхности алюминиевых заготовок покрыты оксидным налетом. Температура плавления такой пленки – 2000°С. Этот показатель для основного металла в 3 раза ниже.
- Капли расплава, появляющиеся в сварочной зоне, быстро окисляются. Это препятствует образованию равномерного шва. Применение инертного газа – аргона – предотвращает контакт расплава с воздухом, препятствуя окислению.
- Высокая текучесть материала способствует деформации сварочной ванны. Поэтому под стык подкладывают стальной лист, отводящий тепло.
- Рассматриваемый металл содержит химические элементы (например, водород, Н), при повышении температуры вещество выделяется в окружающую атмосферу. В сварном соединении появляются трещины и пустоты.
- Нагреваясь, алюминий расширяется, поэтому при затвердевании отмечается сильная усадка.
- Величина тока должна быть большой, что объясняется высокой теплопроводностью алюминия.
Подготовка металла
Перед соединением алюминиевых элементов в домашних условиях нужны следующие действия:
- Очищают металлические детали от оксидного налета. Обезжиривают поверхности растворителем.
- Для получения прочного равномерного шва края толстых деталей срезают под углом 45-60°.
- Покрытие электродов быстро впитывает влагу. Перед началом работы их прокаливают при температуре 200°С.
- Свариваемые детали прогревают до 250°С. Это ускоряет процесс разрушения оксидного налета.

Технология сварки
После подготовки элементов можно переходить к основному этапу. Технология сварки алюминия инвертором состоит из следующих этапов:
- нагрев заготовок до 150°С;
- установка необходимого режима работы аппарата;
- создание электрической дуги (в зависимости от способа сварки выполняется контактным или бесконтактным методом);
- формирование сварочной ванны (время ее образования в секундах соответствует толщине металла в миллиметрах, в области воздействия обнаруживается пятно с зеркальной поверхностью);
- подача присадочного материала, создание шва.
Во время сварки алюминиевых сплавов поддерживают дугу 2-6 мм, применяют ток обратной полярности.
Техника безопасности
Электросварка алюминия в домашних условиях повышает вероятность получения травм и порчи имущества. Поэтому в таком случае особенно тщательно соблюдают следующие предписания техники безопасности:
- Работать необходимо, используя средства индивидуальной защиты. Для сварщиков предназначены специальные маски, прорезиненные сапоги, рукавицы. Рабочее место защищают металлическим экраном.
- Все электрические элементы должны быть заизолированы.
- Нельзя варить в помещениях с легковоспламеняющимися жидкостями и материалами.
- Комната должна хорошо проветриваться. Это предотвращает отравление газами.

Популярные способы
Сварка в условиях дома выполняется не только простым способом ММА, но и некоторыми другими.
Использование вольфрамового электрода
Такой расходный материал применяют при работе в защитной газовой среде. Вольфрам выдерживает нагрев до 4000°С, поэтому электроды относят к категории тугоплавких. Их используют в сочетании с присадочной проволокой, что повышает свариваемость алюминия. Для защиты рабочей области используют гелий или аргон, поэтому сварочный аппарат соединяют с баллоном. В бытовых условиях применяют небольшие резервуары. Дуга поддерживается за счет источника переменного тока. Аргонодуговая сварка – сложный способ. Он редко применяется для рутинных операций.
Сварка плавящимся электродом
Это самый несложный вариант соединения профилей из рассматриваемого материала. Для проведения процедуры приобретают электроды марок УАНА, ОЗА и т.п. Стержни, обработанные специальным составом, и инверторный аппарат позволяют сваривать детали любой толщины. Оборудование настраивают на режим постоянного тока обратной полярности. Сила устанавливается с учетом толщины металла. 1 мм соответствует 25 А. Для защиты сварочной ванны используют инертный газ.
Для прогрева металла применяют горелку. Сварка плавящимися электродами применяется при отсутствии особых требований к качеству шва.
С помощью полуавтомата
Несмотря на высокое качество сварных соединений, данный метод применяют редко. Это связано с высокой стоимостью аппаратуры. Полуавтоматическое устройство выдает короткий импульс высокого напряжения, разрушающий оксидный налет.
Частицы расплавленного электрода проникают в сварочную ванну. Чтобы понять, как заварить стык между алюминиевыми деталями, необходимо ознакомиться с особенностями работы с оборудованием:
- всегда устанавливают обратную полярность;
- чтобы проволока не застревала в механизме подачи, его снабжают специальным наконечником увеличенного диаметра;
- алюминиевый пруток образует петли, чтобы исключить этот недостаток, устанавливают подающее устройство с 4 валиками, тефлоновым вкладышем и узким рукавом;
- проволоку выводят в рабочую область ускоренными темпами, поэтому менять наконечник часто не придется.
Некоторые сварщики переделывают обычные полуавтоматы под приборы, работающие с алюминием.
Сварка алюминия газовой горелкой
В этом случае энергия газа используется для повышения температуры в обрабатываемой области. Это наиболее доступный для применения в домашних условиях метод. Газ защищает рабочую зону от контакта с кислородом. Расходные материалы и оборудование имеют среднюю цену, процесс прост в исполнении.
Технология сварки дюралюминия

.jpg)
Что такое дюралюминий
Дюралюминий состоит из следующих элементов: алюминия – 93,5%, меди – 4,5 %, магния – 1,5%, марганца – 0,5 %. Такой состав обуславливает эксплуатационные характеристики сплава. Основной компонент влияет на химическую активность дюралюминия, поэтому он быстро окисляется на открытом воздухе, в результате чего на поверхности образуется прочная оксидная пленка.
Приведенный состав сплава не является постоянным, он может меняться. Значение имеет не только соотношение металлов, но и технология термообработки дюралюминия.
Свойства и свариваемость дюралюминия
Сложности процесса сварки дюралюминия во многом объясняются его тугоплавкостью. По сравнению с основным компонентом, такой состав получился более плотным, поэтому он менее мягкий и гибкий. Во время сварочных работ быстро расходуются электроды, а текучесть сплава повышается. К этому надо подготовиться до начала сварки. Устранить указанную проблему помогает предварительная закалка дюралюминиевых деталей, ее выполняют при температуре +500°C.
- плотность – 2,5-2,8 тонн/м³;
- температура плавления – +650°C;
- мах текучесть – 250 МПа.
Такой материал обладает высокой прочностью и сравнительно небольшим весом, что позволяет изготавливать из него детали, механизмы и конструкции, применяемые в разных отраслях промышленности, народного хозяйства и в быту.
В связи с высокой склонностью к окислению, варят дюралюминий при температуре в пределах +300°С, при этом используют защитную атмосферу инертных газов или флюс.

Преимущества и недостатки
Среди преимуществ указанного сплава отмечают следующие:
- небольшой вес, но при этом дюралевые детали способны выдерживать высокие нагрузки;
- сварочные работы выполняют, используя разные технологии, их выбор зависит от условий проведения работ и других факторов;
- подготовка изделий не требует больших трудозатрат и времени;
- необходимые электроды всегда можно приобрести в специализированных магазинах.
Есть у данного процесса и ряд недостатков:
- сварочный шов имеет низкую устойчивость против коррозии;
- после создания такого соединения характеристики сплава ухудшаются;
- для проведения работ надо иметь высокую квалификацию, быть внимательным и все выполнять с высокой точностью;
- чтобы подобрать электроды, надо точно знать марку сплава;
- высокая текучесть дюралюминия создает сложности при формировании сварочного валика;
- для качественного выполнения работ приходится использовать флюс или защитный газ;
- стоимость расходных материалов высокая;
- при выполнении скоростной сварки сложно организовать контроль качества шва.
Требования, выдвигаемые к сварке
Сваривая детали из дюралюминия, надо придерживаться таких требований:
- на место соединения предварительно наносят и равномерно распределяют флюс, это позволяет улучшить процесс сваривания;
- нагрев соединяемых деталей проводят равномерно, иначе под действием температуры они могут деформироваться;
- после завершения работ некоторое время выполняют подогрев созданного шва, делают это, пока металл не остынет;
- после сварки и остывания шва его очищают от шлака и проверяют на наличие трещин, раковин, повреждений.
Подготовка перед сварочным процессом
Для получения качественного соединения перед началом работ поверхность деталей надо правильно подготовить. Это поможет убрать оксидную пленку, которая имеет высокую плотность и температуру плавления, что не позволяет стабильно образовываться дуге, в результате чего надежность соединения снижается.
Подготовительный процесс состоит из таких этапов:
- Зачистка поверхности от коррозии, масла и других загрязнений.
- Удаление тугоплавкого слоя, для этого используют щетку по металлу и мелкозернистую наждачную бумагу. На производстве оксидную пленку чаще всего удаляют методом катодного распыления, в таком случае она обрабатывается ионами, что позволяет быстро и качественно очистить поверхность.
- Обезжиривание поверхности. При этом не только удаляются остатки масла, но и оставшиеся частички, которые в процессе сварки мешают качественно выполнить работу.
- Обработка кромок. Если толщина свариваемых участков больше 4 мм, их углы скашивают под углом 35°.
Перед использованием электродов их прогревают при температуре +150°С, что помогает удалить лишнюю влагу. После проведения подготовительных работ рекомендуется начинать сварку, на протяжении 3 часов делать это можно не позже чем через сутки, т.к. снова образуется прочная оксидная пленка.

Необходимое сварочное оборудование
Для проведения сварочных работ с дюралюминиевыми деталями используют стандартный электродуговой сварочный аппарат и плавящиеся электроды, а также это делают с помощью газовой горелки. На производстве для таких целей используют:
- полуавтоматы, в которых проволока подается в среде защитных газов, их обозначают DC MIG;
- сварочное оборудование, работающее с неплавящимися электродами, помещенными в среду аргона, их обозначают AC TIG.
Для сварки дюралюминия применяют оборудование, поддерживающее работу с постоянным и переменным током. Оно должно быть инверторным, компактным, чтобы его можно было перевозить. Хорошо, когда аппарат оснащен осциллятором для сварки, а длина шланга для подключения горелки до 3 м.
Хотя в домашних условиях и на производстве для сварки дюралевых деталей используют разное оборудование, технология проведения работ одинаковая. Обязательно учитывают высокую текучесть этого материала, поэтому чаще всего работу выполняют в нижнем положении.
Чтобы избежать образования большой ванны расплава, шов делают с большой скоростью, а для этого понадобится высокая квалификация. В домашних условиях при использовании электродуговой сварки получить соединение высокого качества не получится. Он будет пористым, в нем остаются остаточные напряжения и появляются трещины.
Аргонодуговая
Данная технология подразумевает использование неплавящегося вольфрамового электрода, который работает в среде защитного газа. Сварку выполняют переменным током, в современных аппаратах есть все необходимые настройки, что помогает упростить процесс. Использование данного метода помогает получать прочный и качественный шов, при этом вероятность его коррозии будет минимальной.
Полуавтоматическая
Применение полуавтомата при сварке дюраля похоже на то, как этим способом соединяют стальные элементы. Различие заключается в том, что надо более тщательно контролировать мощность дуги и продвижение проволоки, а также увеличить ее подачу.
Сварка дюралюминия в домашних условиях
Часто возникает необходимость выполнять сварку дюралюминия в быту. При наличии достаточных навыков можно получить сравнительно прочный и надежный шов. Работают с помощью электродугового аппарата и специальных плавящихся электродов, которые продаются в специализированных магазинах.
Электроды
В зависимости от вида дюраля используют следующие типы стержней, легированные разными металлами:
- ОЗА-1 – титаном, медью;
- ОЗА-2 – алюминием с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – кремнием, железом;
- ОК96.10, ОК96.20 – марганцем, кремнием, железом.
Устройства
В бытовой электросети недостаточная частота тока, поэтому, чтобы соединить дюралюминиевые детали, надо использовать аппараты для повышения этого параметра.
Можно выполнить сварочные работы с применением ацетилено-кислородной горелки. При ее горении создается температура, превышающая температуру плавления дюрали. Применение такого варианта приводит к окислению алюминия и образованию оксидной пленки, для устранения этого недостатка работу выполняют в среде аргона.
Удобнее сварку проводить с применением водородно-кислородных горелок, которые еще называют плазменными. Они позволяют создать качественный и прочный шов, который меньше подвергается деформации и коррозии.
Даже имея необходимое оборудование, опыт и знания, дома сложно получить надежное сварочное соединение дюралюминиевых деталей. Если к качеству шва предъявляются высокие требования, то в таких случаях лучше обращаться в специализированные организации.
.jpg)
Как и при выполнении сварки других материалов, во время работы с дюралюминием надо придерживаться правил техники безопасности:
- перед началом работ проверяют работоспособность оборудования, надежность и исправность контактов, соединений;
- сварщик должен работать в средствах индивидуальной защиты: костюме, рукавицах и маске.
Возможные сложности
Если свариваемые детали поддаются статическим нагрузкам, то работу можно выполнять плавящимися электродами. Когда в месте шва создаются скручивающие нагрузки, сварку выполняют полуавтоматом или аргонодуговым методом, т.к. они обеспечивают более надежное соединение.
Дюралюминий быстро плавится, поэтому работу надо проводить с высокой скоростью. При выгорании легирующих компонентов на месте шва часто образуется коррозия.
Проблемы возникают при неправильной настройке оборудования. Повышенная продувка сварочной зоны не позволяет шву нормально образоваться, кроме этого, увеличиваются затраты на данный процесс. Если же подача газа недостаточная, то металла в зоне проведения работ вспенивается, а вольфрамовый электрод начинает гореть.
Помощь специалистов
Для получения качественного шва при работе с дюралюминием специалисты советуют придерживаться следующих правил:
- перед выбором электродов определяют марку сплава, т.к. при его легировании используют разные элементы;
- чтобы металл не деформировался, его прогревание выполняют постепенно и медленно;
- нельзя резко прекращать работу, после наложения шва его еще некоторое время прогревают, чтобы он остывал постепенно.
Дополнительная информация
Для создания стыковых швов при работе с изделиями толщиной более 3 мм чаще используют вольфрамовый электрод. Во время сварки в рабочую зону подают инертный газ.
Применение угольного электрода и газосварки ацетиленом не позволяет создавать прочное соединение. Более качественный результат будет с использованием водородно-кислородных горелок.
Работая полуавтоматом, важно не только правильно выставить подачу проволоки, но и силу дуги, чтобы соединяемые детали не перегревались. Правильная настройка на переменный ток при выполнении аргонной сварки вольфрамовым электродом позволяет получать соединения высокого качества.
Чтобы методом сварки надежно соединить изделия из дюралюминия, надо четко придерживаться разработанных технологий, использовать исправное оборудование, иметь необходимые навыки и соблюдать правила техники безопасности.
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.

Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.

Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;

- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;

Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;

Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
«Важно!
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Читайте также: