Как подключить кабеля к сварочному инвертору ресанта 220
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
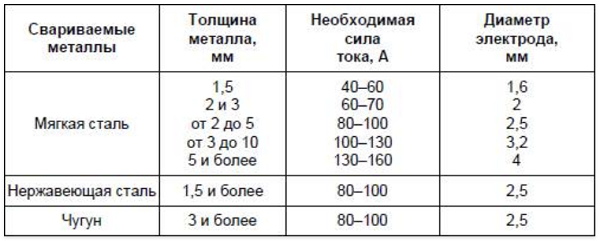
Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
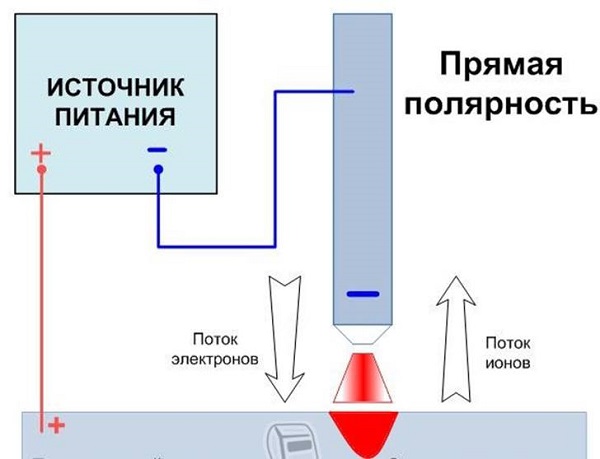
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
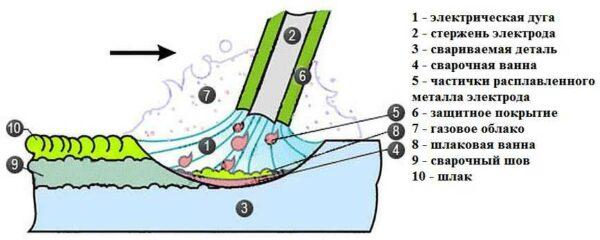
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
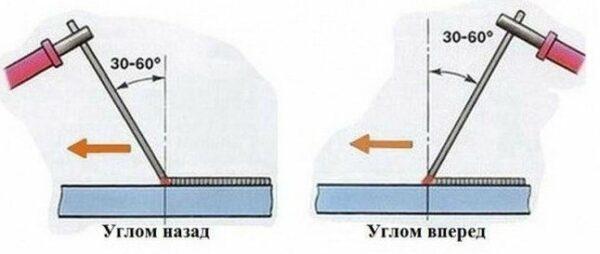
Варианты перемещения электрода при сварке
Процесс сварки с использованием инвертора
Перед тем как приступать к сварочным работам, необходимо провести подготовку деталей. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого следует убрать с кромок пятна жира или краски с помощью растворителя.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать выполнить пробную сварку. Если валик получается размытым, то силу тока надо увеличить. Когда валик становится таким большим, что двигать электродержатель становится сложно, то ток уменьшается.
Если для сварки используются старые электроды, то перед началом работ их необходимо просушить. Они должны находиться в течение пары часов при температуре около 2000 градусов. Использовать для этого можно специальные печки.
Зажечь дугу можно следующими способами:
- с помощью метода, похожего на поджиг спичек;
- несколько раз постучать концом электрода по свариваемому металлу.

Тем, кто только начинает варить, можно сначала наметить линию на металле, а потом вести шов по ней. Только сделать ее надо хорошо видимой. После этого можно зажигать дугу и подводить электрод к началу предполагаемого шва. Здесь начинает плавиться металл и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо двигать по разметке шва. Делать это необходимо под определенным углом. Выделяют два отличия ведения шва под углом: вперёд или назад. Первый способ идеально подходит для тонких металлов, так как позволяет проводить сварку с самой низкой теплотой. Для толстых металлов применяется второй способ.
Что такое дуговой промежуток
Дуговой промежуток известен так же, как длина дуги. Так называется зазор, который получается между свариваемым материалом и электродом. Опытные сварщики утверждают, что для получения качественного шва необходимо постоянно поддерживать данный промежуток на постоянном уровне. Существует три вида дуги.
- Короткая дуга. Дуговой промежуток в 1 мм, при котором металл нагревается в небольшой зоне. Благодаря этому сварной шов становится выпуклым. Из-за этого в месте соединения шва и изделия может образоваться дефект, известный как подрез. Он представляет собой неглубокую канавку, идущую вдоль самого шва. Подрез оказывает негативное влияние на качество и прочность шва.
- Длинная дуга. Является очень нестабильной и слабо защищённой от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате чего получается не слишком глубокий шов.
- Нормальная дуга. Если во время сварки обеспечивать нормальный зазор, то получается качественный, хорошо проваренный шов. Нормальным дуговым промежутком считается зазор в 2-3 мм.

Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
Какое сечение кабеля на ресанта 220а. Сварочные провода для инвертора. Допустимо ли удлинять
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Что представляет собой провод для сварочного инвертора?
Сварочные провода для инвертора представляют собой проводник тока, обладающий достаточной гибкостью и имеющий изоляцию. Обычно такой кабель производится из медных проволок, которые имеют разный диаметр (0,18 — 0,2 мм) и сплетены между собой. Сверху пучок этих проволок покрывается специальным изоляционным слоем. Такой провод используется для того, чтобы подвести ток от инвертора непосредственно к электрододержателю для подключения аппарата к электрической сети, а также для заземления.
Отметим, что выбор сварочных проводов для инвертора осуществляется исключительно на основе технических характеристик как самого кабеля, так и сварочного аппарата. От этого зависит стабильность и долговечность работы инвертора.
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.

Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Для обеспечения эффективной работы инвертора необходимо применение питающего и сварочного кабелей определенного сечения и длины. Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Кроме того, применяемые провода не должны приводить к значительному падению напряжения, допустимым считается падение не более чем на 2 вольта.

Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Ремонт электромеханических стабилизаторов напряжения
Жду конструктивной критики и обмена опытом в комментариях. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке.
А как ремонтируете такие стабилизаторы вы? Часто встречающиеся неполадки в работе САИ Преимущества использования инвертора данной модели Как и во многих моделях современных инверторных устройств, в данном сварочном аппарате предусмотрен ряд опций, обеспечивающих высокое качество выполнения сварных соединений. Схема 1 — Электрическая схема сварочного инвертора ресанта САИ Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Этот пускатель необходим для защиты отключения стабилизатора и нагрузки в случае неготовности, неисправности или перегрева. Все чаще огородники выращивают желтый арбуз, который Схемы сварочных аппаратов РЕСАНТА
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.



При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.

Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Рекомендуем также
- Выразительные средства языка Инфоурок метафора сравнение метонимия синекдоха
- Существует ли оппозиция в демократическом режиме
- Презентация по обществознанию на тему «Роль СМИ в политической жизни» (11 класс) Почему стали столь популярны передачи исторической документалистики
- Почему вопрос о смысле жизни, по словам философа, волнует и мучает человека?
- Семейные интересы почти всегда губят интересы общественные
- Что это за растение кока?
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
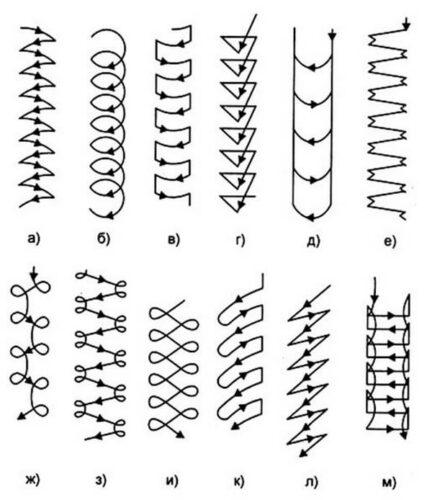
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.

Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр. Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата. Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата. Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Как правильно работать инвертором
Как подключить сварочный аппарат ресанта 220
Ресанта САИ-220 — это портативный сварочный инвертор, предназначенный для ручной дуговой сварки покрытыми электродами. Для его работы достаточно иметь розетку и бытовую электросеть 220В. При сварке можно использовать электроды диаметром до 5 миллиметров. Максимальное значение сварочного тока — 220 Ампер, чего достаточно для учеников и дачников. Напряжение холостого хода составляет 85В. Дуга поджигается без особых проблем, так что можно варить все типы металлов.
Читать также: Вилы лопата для копки земли
Комплектация в САИ-220 стандартная. Есть два кабеля с держаком и клеммой, сами кабели длиной 2 метра каждый. Также в коробке вы найдете кабель питания, его длина составляет 170 см. Мы считаем, что этого явно недостаточно для выполнения некоторых работ. Так что воспользуйтесь удлинителем.

Больше в коробке нет ничего. При необходимости можно купить модель с удобным кейсом, а также отдельно приобрести сварочную маску и другие средства индивидуальной защиты.
Аппарат оснащен дополнительными функциями «антизалипание» и «горячий старт». Сейчас эти функции есть даже в самых дешевых инверторах, поэтому ими не удивить. Но нельзя не отметить наличие такого функционала в САИ-220. Ведь функции «антизалипание» и «горячий старт» особенно понравятся тем, кто только начинает изучение азов сварки. Они упрощают и ускоряют вашу работу.
Радиосхемы. — Ресанта САИ- 220
Схемы сварочных инверторов

| Диапазон рабочего напряжения, В | 140-260 |
| Максимальный потребляемый ток, А | 30 |
| Напряжение холостого хода, В | 80 |
| Напряжение дуги, В | 28 |
| Диапазон регулирования сварочного тока, А | 10-220 |
| Продолжительность нагружения, % | 70% 220A |
| Максимальный диаметр электрода, мм | 5 |
| Класс защиты | IP21 |
| Масса, кг | 5 |
во вложении к данной странице вы найдете схемы сварочных инверторов Ресанта САИ-220, САИ- 220К, САИ-220ПН, САИПА- 220, взятые из различных источников.
В архивах содержаться схемы модулей, применяемых в данном изделии: САИ-220 ENDU180_V1, ENDU180J_V1, ENDU180J_V2, ENDU180J_V3, ENDU180J-W САИ-220К ENDU180SD, ENDU180SD-W
Достоинства и недостатки
Плюсы и минусы аппарата Ресанта САИ 220 такие же, как и у всех остальных инверторов данной ценовой категории. Но, начнем с хорошего.
Первое, что вам понравится — это работа от обычной бытовой розетки в 220В. Не нужно никакого особого типа подключения, вставляете вилку в розетку и можете работать. Главное, чтобы ваши бытовые электросети работали без сильных перепадов мощности.
Еще один плюс — это применение современных транзисторов типа IGBT в конструкции данного аппарата. Благодаря им удалось внедрить дополнительные функции и уменьшить габариты САИ-200. Вы можете повесить инвертор на плечо с помощью ремня, который есть в комплекте, и с удобством перевозить его или варить в труднодоступных местах.

Дополнительные функции — еще один жирный плюс. Аппарат защищен от перегрева и снабжен функциями «антизалипание» и «горячий старт». Они упрощают вашу работу и делают сварку более производительной.
В целом, аппарат неплохо собран. Корпус прочный, сделан из металла. А для использования данного инвертора достаточно иметь базовые теоретические знания. Не зря данную модель часто используют именно для учебы. Она проста в применении, все регулировки интуитивно понятны.
Теперь о недостатках. Прежде всего, аппараты вроде САИ-220 не рекомендуется применять для выполнения профессиональных сварочных работ. Конечно, мастер своего дела и китайским инвертором за 2000 рублей сможет сделать достойные швы, но домашний мастер или практикующий ученик вряд ли обладает теми же навыками.
Так что, если вы желаете развивать свои навыки сварки, посмотрите в сторону более мощных и технологичных сварочных аппаратов. Они дадут больше возможностей и раскроют ваш потенциал.
Модельный ряд
Модельный ряд инверторов Ресанта включает большое количество разнообразных аппаратов, различающихся по мощности и предназначению. Разберем несколько наиболее популярных сварочных инверторов фирмы.
Ресанта САИ 220
Сварочный инвертор Ресанта САИ 220 — мощный агрегат для профессиональной мастерской. Пользуется популярностью у компаний, которые занимаются литьем и обработкой металла различных марок и толщины. Максимальный сварочный ток составляет 220 А, что позволяет работать электродом с диаметром 5 мм.
Необходимо знать: эксплуатационная мощность устройства 6,6 кВт. Поэтому стационарная домашняя сеть может не выдержать такой нагрузки.
Присутствует возможность плавной регулировки тока от 10 до 220 А. Допускается непрерывная сварка, при единовременной нагрузке в 70% в течение 7 минут. Стоимость в розничных магазинах может достигать 9000 рублей.
Ресанта САИ 190
Ресанта САИ 190 — компактный сварочный инвертор для дома и производственного цеха. Предназначено для ручной дуговой сварки покрытым электродом с диаметром до 5 мм. Максимальная толщина заготовки – 8 мм. Рабочая мощность составляет 5,5 кВт. Это достаточно мощный агрегат, поэтому его очень часто используют в литейной промышленности.
Способен работать при пониженном напряжении, до 160 В. Есть возможность плавной регулировки сварочного тока от 10 до 190 А. Встроенные индикаторы позволяют контролировать процесс работы, защищают от перегрузки. Имеет встроенные функции: антизалипание электрода, горячий старт, а также туннельное охлаждение. Стоимость варьируется от 5800 до 7000 рублей.
Ресанта САИ 250
Сварочный инвертор Ресанта САИ 250 — Надежный и сверхмощный агрегат для ручной дуговой сварки типа ММА, для работы можно использовать покрытый электрод диаметром от 1 до 6 мм. Мощность устройства составляет 7,7 кВт, что позволяет осуществлять плавную регулировку сварочного тока от 10 до 250 А.
Инверторная технология гарантирует стабильную дугу и максимально качественный шов, а также сохранение функциональности при просадке сети до 160 В. Поэтому этот сварочник подходит как опытным, так и домашним мастерам. Оснащен функцией автоматического отключения при перегреве или замыкании. Стоимость агрегата составляет – 9400.
Ресанта САИ 160
Сварочный инвертор Ресанта САИ 160 относится к бытовой линейке. Предназначен для ручной сварки электродом 1,5-4 мм. Имеет встроенный регулятор сварочного тока от 10 до 160 А, при стабильном напряжении дуги 26 В. Идеально подходит под стационарную сеть 220 В, масса составляет 4,5 кг.
Оснащен вентилятором принудительного охлаждения, который предотвращает перегрев, а также сокращает перерывы между подходами до минимума. Отсутствие громоздкого трансформатора делает его легким, практически бесшумным и компактным. Рыночная стоимость агрегата составляет 5800-6000 рублей.
Комплектация инверторных устройств
Базовое оснащение агрегатов стандартное, и включает в себя:
- Кабель зажима массы;
- Электрододержатель;
- Ремень для транспортировки;
- Инструкция и коробка.
Некоторые модели могут поставляться в пластиковом кейсе и местом под сварочную маску.
Схемы
Новички могут подумать, что нам понадобится только одна схема инверторного сварочного аппарата Ресанта 220 из линейки САИ. Но это не совсем так. Ниже мы разместили сразу четыре схемы, которые помогут вам выполнить несложный ремонт или сконструировать подобный инвертор своими руками.

№1

№2

№3

№4
Мы не рекомендуем выполнять паяльные работы, если вы не имеете достаточного опыта и не обладаете хотя бы базовыми знаниями в области электротехники.
Каждая электрическая схема доступна в большом разрешении, просто откройте изображения в новых вкладках.
Область применения и технические характеристики
Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.

Оптимальный диаметр электрода для сварки — мм. Поскольку щётка — это контакт, причём довольно плохой, то она греется.

Модель Ресанта САИ предназначена для сварки с использование покрытых электродов. Нужно уметь обращаться работать с мультиметром, осциллографом, не говоря уже о вольтметрах и прочей измерительной технике.

Нужно проверить регулируемые накладки и все реле, согласно схеме. Также в той же цепи выгорают резисторы 10 Ом это следствие пробоя транзисторов. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения. Надежный, свой я случайно ронял несколько раз, ничего, работает. Предусматривает проверку работоспособности транзисторов, силовых диодов, резисторов, импульсных трансформаторов , стабилитронов и прочих элементов, из которых состоят принципиальные схемы. А он питает все основные блоки сварочного инвертора. Они упрощают и ускоряют вашу работу.
САИ 160

Относится к категории бюджетных. Букварь для новичка в сварке. Однако позволит сварить, допустим, тепличку на огороде. Если ваши запросы по части свариваемых конфигураций тоже непритязательны – это то, что надо!
Что можно сделать, имея под рукой сварочный ток в 160 Ампер Наложить заплату на емкость типа бочки или ликвидировать течь в садовом водопроводе.
Заняться сооружением забора на своем участке. Сварить простые, но с изюминкой ворота. Для стандартного «набора» дачного сварщика – достаточно.
Начать работу просто. Розетка + 220 вольт. Принцип действия одинаков для всех моделей САИ. Мощность небольшая, потому много трат за электроэнергию не предвидится. Для электрода достаточен диаметр от 2-х до 3-х мм.
Бюджетный вариант также имеет функции «антизалипание» и «горячий старт». Начинающим умельцам он существенно упростит работу. Комплект САИ160 схож с прочими инверторами.
Речь идет о сварочных кабелях, держаке и массе. Отдельной покупкой станет маска. В этом случае есть свое преимущество. В торговой сети сами подберете себе нужный размер, учтете специфику сварки, которая вам предстоит.
В комплекте может быть лишь скромная маска-щиток, век у которой может оказаться неприятно коротким. Производитель о вышеупомянутых нюансах думать не будет. Покупая САИ 160, позаботьтесь и о кабелях. От комплектных суперкачества вряд ли стоит ожидать. Ниже схема аппарата.
Недостатки инвертора Ресанта модели 220
Многие специалисты и организации, занимающиеся продажами сварочного оборудования, если судить по отзывам, сетуют на то, что среди инверторов рассматриваемой модели отмечается достаточно большой процент брака. Так, есть данные, согласно которым из 10 сварочных аппаратов Ресанта модели 202, 1–2 не дорабатывают до конца гарантийного срока и выходят из строя.

Неисправные детали, ставшие причиной срабатывания перегрузки
Если вы столкнулись с такой неисправностью, как перегрев инвертора, то устранить ее можно самостоятельно или при помощи специалистов сервисных служб. Очень часто перегрев связан с плохими контактами между элементами электронной схемы и устранить эту проблему можно, выполнив их ревизию. Намного сложнее ситуация, когда из строя выходят электронные компоненты инвертора. В отдельных случаях замена таких компонентов по своей стоимости может быть сопоставима с ценой нового аппарата.
Большим недостатком инверторов данной модели является то, что реальные значения сварочного тока, который они формируют, могут расходиться с паспортными данными на 15–20%. В большинстве случаев это не снижает эффективности использования сварочного оборудования, но тем не менее ухудшает его функциональные возможности.

Неполадки, перечисленные в инструкции к сварочному аппарату
Не слишком эффективен инвертор Ресанта модели 202 при работе с деталями, толщина которых превышает 10 мм. В таких случаях (даже с использованием электродов диаметром 5 мм) возможно только поверхностное расплавление металла, а эффективного прогрева соединяемых деталей на всю их толщину не происходит.
В целом отзывы об инверторе данной модели и мнения опытных специалистов свидетельствуют о том, что такой аппарат удобен и надежен в работе, позволяет получать качественные и аккуратные сварные соединения.
Простота управления и обслуживания аппарата позволяет легко обучиться работе на нем, для чего можно использовать даже специальные видео. Конечно, просмотр видео лучше подкрепить теоретическими знаниями, которые помогут досконально изучить характеристики и возможности оборудования.
Схема инверторного сварочного аппарата ресанта 220
Схема инвертора РЕСАНТА САИ-220
Приведена полная схема на сварочный аппарат Ресанта САИ-220. Основу составляют микросхема UC3842BN и мощне биполярные транзисторы с изолированным затвором FQP4N90C. Прибор инверторного типа, предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа — углекислого, аргона или их смеси. Сварочный аппарат инверторный предназначен для ручной электродуговой сварки постоянным током покрытым электродом. Принцип работы основан на преобразовании переменного напряжения сети частотой 50Гц в постоянное, а затем преобразовании постоянного напряжения в переменное высокой частоты. Ресанта САИ-220ПН выполнен в металлическом корпусе с открывающейся стенкой. Для регулирования сварочного тока используется широтно-импульсная модуляция. Данный инверторный аппарат имеет защиту от перегрева и оснащен принудительной системой вентиляции.
Характеристики инвертора РЕСАНТА САИ-220
Диапазон рабочего напряжения, В 220 (+10%;-30%) Максимальный потребляемый ток, А 30 Напряжение холостого хода, В 80 Напряжение дуги, В 28 Диапазон регулирования сварочного тока, А 10-220 Продолжительность нагружения, % 70% 220A
Читайте также: