Как перемотать сварочную проволоку с 5 кг на 1 кг
Приветствую! Ребят, подскажите по такой проблеме, имеется два сварочных трансформаторных полуавтомата, дело в том что на первом когда прекращаешь варить и выключаешь кнопку на пистолете, сварочная проволока тут же встает, удобно. На втором же, когда так же прекращаешь варить - выключаешь кнопку на пистолете, то проволока еще сантиметр-два, в зависимости от настроенной скорости подачи и максимальном или минимальном токе, вылезает из наконечника и при сварке допустим точками - неудобно, приходится эти пару сантиметров проволоки постоянно откусывать. Пистолеты на сварках полностью идентичны - с механическим включением подачи газа. Причем на второй сварке такая проблема с момента покупки, в чем может быть причина? Что сделать что бы проволока после выключения не лезла еще из сопла?
user157 написал:
Что сделать что бы проволока после выключения не лезла еще из сопла?
Катушку "придушить", чтобы туже вращалась
Это не поможет, в этом втором китайском полуавтомате, для подачи проволоки к соплу внутри шланга была пластиковая трубка, которая со временем забивалась и проволоку даже руками было тяжело протаскивать, при сварке это выражалось в прерывистом режиме выхода проволоки из наконечника, но после выключения кнопки проволока все равно еще лезла или подгорала до самого наконечника, пока эту трубку не заменил на металлическую. Тут думаю двигатель подачи проволоки после выключения кнопки еще какое-то время вращается по инерции, вот проволока и лезет, а вот как сделать чтобы он резко останавливался?
user157 , Где-то так:
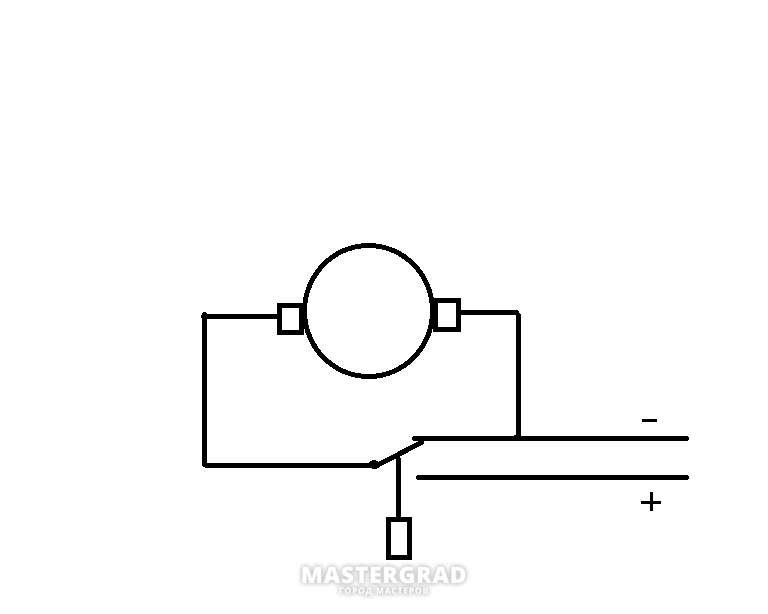
Но это- в самых дешманских, с реле, если на плате управления транзистор/тиристор- то смотреть по схеме.
Полуавтомат этот Sturmkraft MIG 210 (в инструкции называется Sturmkcraft) при покупке с инструкцией схемы небыло, а поиском по интернету тоже не удалось найти схемы. В электронике я не разбираюсь, поэтому что там на плате управления сказать не могу, с инструкции известно только что двигатель постоянного тока, на его табличке название KD241 1Nm 24V 0,4A. Приложу фото, по ним можете сказать с какого китайского полуавтомата схема будет аналогичной?

alekseyka77 написал:
Но это- в самых дешманских, с реле, если на плате управления транзистор/тиристор- то смотреть по схеме.
Этот и до дешманских не дотягивает - реле то нет получается и тормоза двигателя не предусмотрено?
user157 , wj172- это и есть реле.
Смотрите схему.
user157 написал:
двигатель подачи проволоки после выключения кнопки еще какое-то время вращается по инерции
У меня по инерции вращалась именно катушка
Викторыч написал:
У меня по инерции вращалась именно катушка
У меня катушка поджата, если ее не поджать то соскочит проволока с катушки. Обычно на барабан 5кг. катушки уже сам с 20кг. перематываю и проволока не такими ровными рядами как на заводской намотке и если катушку не поджать, размотается сама.
alekseyka77 написал:
user157 , wj172- это и есть реле.
Смотрите схему.
alekseyka77 , Схему реле смотреть или самого полуавтомата? На схему реле смотреть смысла нет, если Вы имеете ввиду что в нем реализован принцип замыкания + и - между собой для торможения двигателя при отключении питания как в схеме выше предложенной, если так то полуавтомат с новья проволоку сразу не останавливал, значит эта функция там отсутствует. А схему полуавтомата я бы и рад посмотреть, да нет где. Провел сегодня эксперимент, взял электродвигатель с печки или вентилятора тракторный, в общем какой-то МЭ и при отключении питания сразу перемыкал его выводы, то есть + с -. В общем он что с перемыканием, что без по инерции вращается до полной остановки одинаково. Правда двигатель попался не реверсивный, попробую найти реверсивный и проверить еще раз. Я как-то не могу понять, в чем смысл схемы предложенной выше по замыканию + и - между собой при отключенном питании?
вопрос по толщине проволоки
Здравствуйте, совсем недавно освоил сварку! варю в бытовых условиях в гараже или подвале.
начал с обычного инвертора, теперь пробую полуавтоматом с углекислотой Co2. Надо сварить короб из листовой стали толщиной 3мм.
в моем полуавтомате ролик с двухсторон имеет две канавки под 0.8 и 1.0 мм проволоку. но говорят можно поставить другой ролик и смогу варить более толстой проволокой.
вопрос получится ли 1мм проволокой сварить металл 3мм? или надо купить ролик под более толстую проволоку?? какой по толщине металл можно варить 1мм проволокой?
Диаметр проволки выбирается прежде всего от возможности аппарата. Для ф 1.2 минимум 250А. А ф 1 мм можно тройку заварить. и 0.8 можно.
Бармалея старший брат
0,8 проволока варит толщины от 0,8 до 6
1,0 - от 1,5 до 15
1,2 - от 4 до 25 мм
И это при нормальных стабильных режимах, а так же зависит от возможности настроек самого аппарата.
На практике разбег куда больше. Так что варите спокойно и 0,8 и 1,0 Просто перед сваркой на обрезках подберите нужный режим, чтоб было хорошее проплавление и не прожигало, и в "добрый путь"
Я 1,0 проволокой спокойно сваривал и 24мм пластины.
Диаметр проволки выбирается прежде всего от возможности аппарата. Для ф 1.2 минимум 250А.
И какому утверждению верить?
У Пикомига 180 пульс максимум 160 ампер и в джобе проволока 0.6-1.2 мм.
Своих не бросаем. Пленных не берем.
Что бы заморачиваться на ролики и 1.2 проволку нужно хотя бы 5-8 мм постоянно варить . Ну швеллер там 14, уголок 75 прочае тяжелые железяки. Току для них нада многа. Как то так. Ампер 250 так и то маловато будет, 400 сам раз Можно, не вопрос, только зачем? Заточен под 1 мм -и нечего мешать железу работать.
Вторая цитата вообще к сварке железок не относилась, ибо про чугунину там терли
Плюс ко всему, обзавевшись 1.2 проволкой всякие ржавые железяки в гараже-подвале варить будет тяжко, потребуется смена проволки и вообще случится процесс перенастройки аппарата. Вопрос: Зачем?
Вот сочинитель На 400 амперах 1.2 мм проволокой листовой металл в 10 мм прожигается насквозь через три секунды, проверено лично.
0.8 проволока, аппарат ПДГ-160.Он и брался то в основном для работы с машинами по кузовщине.
До тройки мощности хватает за глаза.Все что толще-электродом-мне так проще.Есть ли смысл варить толстую сталь п\а то?
А ПВ?
правильно, я думаю, синегерика на фроне выставляет. я пока привык, что вылет больше держать надо- не мог ваще вьехать, клял неметчину и их режимы почитал книжку- а вон оно чё оказывается.
Я вообще от меньше 1.2 избавился и в запасе не держу принципиально, что бы со всякими глушителями и коробами мозг не выносили. Ну конечно , при наличии желания, и соответсвующей мотивации можно 2 мм заварить, прекрасно варит, но у мну принципиально-тоньше 4.5 мм аппарат большой, не берет.Проволка толстая, прожигает. Ибо на толстом и деньги потолще
Для п/а вполне хватит 250 Амп. при 100%, для ТИГ 350 Амп. при 100%, для ММА 200 Амп при 100%(если не применять в качестве резака), но это под мои условия работ и они могут принципиально отличаться от ваших(в смысле не только твоих).
О перемотке сварочной проволоки для полуавтоматов на 5 кГ. катушки
Возникла необходимость постоянной перемотки проволоки СВ 0,8Г2К с 15 кГ бухт на 5 кГ катушки.Для собственного применения(примерно 15 кГ бухта пару раз в месяц),поэтому вариант с намоточным станком отпадает. Господа сварщики, как Вы решаете подобную проблему?
дрель и штырь Вам в помощь
Если аппарат используется как стационар то можно не перематывать, проще сделать так
Точно. Катушку на ручную дрель и в тиски. Спасибо за мысль.
Kiria написал :
Точно. Катушку на ручную дрель и в тиски. Спасибо за мысль.
Можно и вручную.
Пробовали. Изрезали все руки. Нецензурно ругались и плевались на пол.
Опять-же, при ручной намотке на проволоке появляются заломы(потом двигается рывками) и на катушку мало влезает. Ну не наш метод.
Kiria написал :
Катушку на ручную дрель и в тиски
Можно и на родной катушкодержатель, ролики только ослабить
Выполним перемотку катушек сварочных аппаратов.
Сытый конному не пеший!
Tomkol ,
Наверное очень хороший вариант )) Но вот только доступа к этому блогу нет даже с регистрацией на драйве ))
P.S. Парни вы уж вообще всё выкладывайте под паролем и там куда гарантированно никто зайти не сможет , для гарантии чтобы никто не увидел ))
bellkin , виноват, не знал. Думал, там всё в свободном доступе. Просто там намного проще фотки вставлять. Но постараюсь реабилитироваться
Итак, дабы не создавать нечто громоздкое (бо в гараже и так барахла подобного хватает), решил максимально минимизировать эти приспособы.
Общий вид готового изделия

Ну а суть конструкции и процесса перемотки видно из остальных фоток




Большая катушка стоит на полу

а кронштейн с малой зажат в тисках на столе



Вид сверху. Большая катуха, стоящая на полу, из-за перспективных искажений на фото наоборот кажется маленькой

Ну и готовый результат. Не идеально рядная намотка, но зато быстро

Держалку для малой катушки сделал с подшипниками, чтоб её легче вращать дрелькой было.
А вот держалку для большой катухи сделал без подшипников потому, что предположил, что она трошки подтормаживаться будет и проволока с неё самопроизвольно не размотается. Но в процессе работы, а вернее - когда прекращал этот процесс, то всё-равно приходилось ногой гасить инерцию вращения большой катухи. Благо, что она на полу стоит.
Все размеры приспособ прикидывал на глаз по ходу их изготовления. Ну и исходя из того, какой металлолом в гараже был под руками. Запас разнокалиберных шпилек, гаек и шайб всегда есть. Единственное, что пришлось искать по соседним гаражам - убитые подшипники подходящего диаметра.
Держалку с большой 15 кг катухой можно использовать и с полуавтоматом, если он используется стационарно. Но мне приходится периодически на халтурки его брать. Поэтому удобнее всё ж, чтоб 5-килограммовая катушка была внутри аппарата.
Процесс перемотки сварочной проволоки.


Процесс перемотки сварочной проволоки на кассеты должен быть разделен на 3 этапа: I этап. Перемотка проволоки из бухт весом 50-300 кг на технологическую кассету весом до 300 (700) кг. Применение кассет весом до 300 кг технологически более оправдано, чем применение более тяжелых кассет, т.к. легкую кассету легче изготовить, легче транспортировать, ставить (снимать) на станок; меньше момент инерции, т.е. ее легче разогнать или остановить. Здесь в качестве оборудования предлагаем намоточный станок СН-10К(СП)-750 и смоточные устройства ИСУ-700 и БСУ-2.0. Назначение первого этапа: Перемотка проволоки из нескольких бухт на одну большую технологическую кассету с промежуточной сваркой концов проволоки встык, чтобы на следующем этапе (очистка и меднение) не было лишних остановок процесса. II этап. Перемотка проволоки с технологической кассеты на технологическую кассету через ванну электролитической очистки. В качестве оборудования предлагаем намоточный станок СН-10К(СП)-750, вытяжное устройство ВУ-5 и инерционное смоточное устройство ИСУ-750. III этап. Перемотка проволоки с технологической кассеты на еврокассеты. Здесь для намотки еврокассет диаметром 300…500 мм проволокой до 2-х мм предлагаем намоточный станок СН-10СП-300, для намотки кассет диаметром до 750 мм проволокой от 2-х до 6 мм станок СН-10К(СП)-750, в качестве смоточного устройства - ИСУ-750. Краткое описание станков: 1. Станок намоточный СН-10К(СП)-750 для перемотки сварочной проволоки с бухт на технологический барабан диаметром 75 см, весом до 1000 кг, или кассеты через линию электролитической очистки. В состав станка входит пневматический подъемник грузоподъемностью 1 т, который легко позволяет снять (установить) барабан с проволокой. Конструкция станка позволяет также устанавливать (снимать) барабан с помощью тельфера. Зона намотки для безопасности оператора закрывается защитным экраном.* Пока экран не закроет зону намотки, приводной двигатель не включится.* В качестве привода вращения намоточного устройства используется моторедуктор с двигателем мощностью 11 кВт. Радиальная нагрузка на выходной вал редуктора до 1200 кг, крутящий момент до 430 н.м, что обеспечивает повышенный срок службы станка. Применение преобразователя частоты позволяет регулировать скорость намотки от 0 до 600 об/мин. Механизм раскладки и формовки проволоки имеет в своем составе активное роликоправильное устройство* (может быть пассивным). Оно состоит из 2-х активных роликов (каждый имеет свой привод от асинхронного двигателя), которые одновременно выполняют функцию вытяжного механизма, и 7-ми пассивных роликов, которые обеспечивают надежную и долговременную работу устройства. В каждом ролике имеется ряд канавок, в которых формуется и рихтуется проволока. Ролик выполняется из легированной стали с закалкой до 45-50 HRC, имеет наружный диаметр 82 мм. Отличительной особенностью является наличие нескольких канавок, что позволяет увеличить срок службы ролика, т.к. при износе одного ряда канавок проволока заправляется через другой ряд канавок. Устройство легко переналаживается под разный диаметр проволоки. Один пассивный ролик может быть соединен с датчиком и выполнять функцию длиномера и датчика линейной скорости.* Применение вытяжного механизма позволяет снять излишнее натяжение провода на намоточной катушке, что улучшает качество намотки. Привод механизма раскладки состоит из шагового двигателя и цепи с механизмом натяжения, к которой крепится каретка с активным роликоправильным вытяжным устройством. Шаг раскладки может изменяться от 0,005 до 50 мм. Длина раскладки – до 600 мм (1200).* Каретка механизма раскладки и формовки на капролоновых роликах, обеспечивающих бесшумную и долговечную работу, передвигается по направляющим. Каретка с направляющими закрыта пылезащитным кожухом. Активное роликоправильное вытяжное устройство крепится под кареткой, поэтому грязь, окалина, стружка не попадают на направляющие трубы. В состав механизма раскладки входит система «интеллектуальной» раскладки, которая автоматически поддерживает шаг раскладки, обеспечивая плотную намотку «виток к витку».* (при качественной оправке или барабане). Электрошкаф (блок управления) имеет энергонезависимую память, светодиодный дисплей, на котором можно просмотреть различные параметры процесса намотки, такие как число витков, скорость намотки, шаг раскладки и др. Оперативная память блока хранит 100 секций, 10 программ, 10 суперпрограмм, а блок внешней памяти увеличивает эти числа еще в 15 раз. Блок управления может подключаться к компьютеру и программироваться с него. Имеется функция блокировки внешней памяти, при включении которой невозможно менять параметры записанных секций и программ. Возможно применение многофункционального блока управления МФБУ, в состав которого входит полноценный компьютер с большим дисплеем, с возможностью программирования и хранения неограниченного количества программ. Для удобства работы оператора станок комплектуется пультом управления, на котором находятся основные тумблеры и кнопки управления станком. При намотке сварочной проволоки на еврокассеты станок может комплектоваться оправками под каждый вид кассеты. В конструкцию станка могут быть внесены изменения: в частности, можно убрать заднюю бабку, пневмоподъемник; переднюю бабку можно дополнить откидной щекой с затвором для зажима еврокассеты. 2. Вытяжное устройство ВУ-5. Для качественной намотки сварочной проволоки ее натяжение должно быть минимальным. Это также предотвратит деформацию технологического барабана или оправки под кассету. При натяжении проволоки после электролитической ванны порядка 140 кг необходимо применение вытяжного устройства. Для этой цели предлагаем вытяжное устройство ВУ-5. Устройство включает в себя 2-а моторедуктора и блок управления. На выходных валах моторедукторов установлены многоручьевые шкивы . 3. Безынерционное смоточное устройство БСУ-2.0. Предназначено для смотки бухт проволоки весом до 100 кг и диаметром до 3-х мм. Конструкция БСУ-2.0 позволяет отключать намоточный станок в случае запутывания проволоки, не допуская ее обрыва. 4. Инерционное смоточное устройство ИСУ-700. Для смотки бухт проволоки диаметром более 3-х мм предлагаем инерционное смоточное устройство с ленточным тормозом ИСУ-700. Его цена зависит от веса и размеров бухт. 5. Станок для намотки сварочной проволоки СН-10СП-300(200,400). Этот станок выпускается более 10 лет, прекрасно зарекомендовал себя, на нем намотано 80% всех сварочных кассет с прецизионной намоткой, выпущенных в России .В станке отсутствуют пневмо- и гидроприводы, что повышает его надежность. Конструкция оправок и затвора откидной щеки обеспечивают легкий и быстрый съем намотанных кассет без применения погрузочных устройств. Вес кассет до 30 кг. 6. Инерционное смоточное устройство ИСУ-750. Для смотки технологических кассет (барабанов) предлагаем инерционное смоточное устройство ИСУ-750. В его конструкции используются элементы станка СН-10К(СП)-750: рама, задняя бабка, пневмоподъемник, но отсутствует привод, механизм раскладки и формовки, блок ЧПУ. Устройство снабжено ленточным тормозом, который обеспечивает остановку кассеты при отсутствии натяжения провода или его обрыве.
Читайте также: