Как переделать сварочный полуавтомат под евроразъем
Абсолютный новичок в сварке. Как часто бывает, пришла необходимость переварить гнилые крылья и пороги на старенькой машине. Купил бюджетный полуавтомат Eland MIG-130, который варит только порошковой проволокой. Уже потом я понял что сварка проволокой - сварке проволокой рознь. И что в среде газа варить безусловно лучше, легче и намного качественнее. Но на моем аппарате к сожалению отсутствует штуцер для подключения газа. Я смотрю некоторые с нуля собирают сварочные полуавтоматы у себя в гаражах. Наверное существует и возможность подключить к такому вот недо-полуавтомату газовый балон. Может ли кто подсказать как это можно сделать? Ну как бы пошаговую инструкцию. Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Прикрепленные изображения
Покупаете горелку, баллон, газовый редуктор. Шланг подачи газа напрямую к газовому редуктору и вырабатываете навык - закрывать газ в перерывах. Это самый простой вариант.
Овчинка выделки не стоит, не станет он с газом лучше варить.А чем вас порошковая не устраивает, она тоже разная по качеству.
Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Есть горелки с встроенным клапаном газа в ручке - нажимаешь кнопку и газ подается - ни какой электрики. Вам бы такую горелку, шланг, редуктор и баллон с газом. Соеднять всё вместе и варить.
Да, ещё полярность источника, скорее всего, надо будет менять, так как при сварке в среде защитного газа плюс должен присоединятся к горелке, а минус - к детале.
Лирическое отступление.)Как то пришел я по молодости на работу устраиваться, а меня на собеседовании и спрашивают. А вот можно в гараже при сварке полуавтоматом обойтись без углекислоты? Например подсоединить шланг к выхлопной трубе автомобиля, завести двигатель и варить? Я им ответил. Но после такого вопроса решил, что не стоит ходить на собеседования куда попало.))
Есть такая фишка на современных полуавтоматах Эсаб. Под крышкой полуавтомата спрятан тумблер переключения для сварки цельнометаллической сварочной проволокой и второе положение для сварки порошковой проволокой. И сдается мне, что то этот тумблер меняет в поведении полуавтомата. В данном случае идет речь о проволоке полностью самозащитной. Возможно придется еще и ролики подающего поменять, а возможно и нет если универсальные стоят. Посмотрите маркировку, может есть на роликах. Если S - то скорее всего Solid wire - для сплошной проволоки, Если С - Cored wire то эти скорее всего пойдут только для порошковой.
И еще можд Вы не ту проволоку покупаете, есть ведь порошковая проволока для сварки в защитном газе, а есть самозащитная для сварки без защитного газа. Может я и не прав никогда вот такими приколами не баловался, ну меня тут поправят если что.) Ну вобщем как то так.)
Если уж есть желание возиться купите евроразъем и врежьте его в корпус. Подсоедините к нему провода управления которые у вас идут на кнопку горелки. Подсоедините к нему силовой провод, так что бы была возможность менять полярность сварки. Подсоедините к нему трубку и выведите ее через магнитный клапан наружу. Клапан разумеется придется купить и подсоединить к схеме. Вероятнее всего параллельно с механизмом подачи. К штуцеру магнитного клапана подсоединяйте шланг идущий от баллона через редуктор с расходомером. Получите много опыта, геморроя и полуавтомат с газом. Только еще раз повторюсь, варить он лучше не станет. Ибо регулировки на нем ступенчатые а значит о тонкой подстройке и речи быть не может. Потратьте время на поиск хорошей флюсовой проволоки и изучение настроек. Вы себе стереотип создали, но движение в этом направлении ваших проблем не решит. Лучше уж продайте, добавьте денюшку и купите полноценный. Благо щас выбор есть.
Эт точно,там очень слабенький трансформатор,жёсткой характеристики не обеспечит. Порошковая требует гораздо меньший ток и стабильность напряжения.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Зачем у такого маленького аппарата евро разъем, горелки то не может понадобится менять.
Если все так радужно как вам кажется и там стоит шланг подачи углекислоты в горелке, то хорошо, но врядли. Лишнего производители пихать не станут. Без евроразъема можно примастырить горелку от более расширенной версии. Но гемороя с подключением шланга к баллону не избежать. В горелке шланг не такой уж толстый, переходники думать придется. Как вариант к простецкой горелке можно примастырить нажимной газовый клапан, и даже предгаз с постгазом автоматические сделать. Но это если самоделкин по натуре. На деньги потраченные на переделку, баллон и редуктор можно много флюсовой проволоки купить. Учись нехочу. У тестя был гробик ,180 тельвин бимакс, если не ошибаюсь. Также сверху маленькая катушка ставилась и подача " лежала" на боку. Но с газом работал. И ролик был под омедненную и флюсовую проволоку. И той и той он варил с диким треском " метод короткого замыкания" в виду чего шов выходил корявый. А ступенчатая регулировка убивала последние надежды на изменение ситуации. Продал он его.
Большое спасибо за ответы! Не ожидал, что так подробно все ответят и помогут новичку. С деньгами у меня очень туго, не от хорошей жизни сам решил крылья варить, а не отвезти в автосервис, и объективно сварочник я уже менять не буду. Этот не продашь, он попросту никому не нужен. Если только за пару тысяч, как говорится за символическую плату в хорошие руки. Для меня это нереально. Пока попробую поэксперементировать с проволокой. А потом всетаки заморочусь с подключением балона, думаю хуже не будет, если я добавлю универсальности. С флюсом всегда можно будет вернутся.
И так для переделки я так понимаю мне нужны, конкретно:
1) Горелка в сборе, с газовым каналом, с клапаном открытия газового канала в рукоятке.
2) Балон газовый
3) Редуктор с 2-мя манометрами Давление газа в балоне и давление подачи газа в горелку.
4) Переходник с трубки канала газа в горелке на газовую трубку из балона. А лучше врезать штуцер в заднюю крышку. Тогда штуцер и будет собственно переходником.
Для меня остался открытым вопрос: насколько я понял газ должен начать подаваться за 2-3 сек до подачи напряжения на проволоку. Как можно автоматизировать этот процесс? Где то я читал можно использовать помпу подачи омывающей жидкости на заднее стекло ВАЗ 2108. Но я могу ошибаться, интернет он такой, могут и бред написать. Вообщем может кто подскажет конкретно как решить эту задачу?
Апгрейд сварочного полуавтомата.

Привет всем, в знаменательный день(30 мая), а именно в день Сварщика, я решил сделать ТО своему сварочному аппарату(Циклон 2М, ПДГ200) и попутно поменять "кишку".
Но все не так просто, когда покупал я сварочник, решил сэкономить и купить сварочник без евро разъема, а это означает невозможность "быстрой" смены горелки, нет, конечно можно было купить "несъемную" горелку и поменять, но сильно она уж мне не нравилась(ни конструкцией, ни удобством) да и хотелось "улучшений")))
Для начало нам понадобится купить необходимые вещи, а именно:
— сварочная кишка(~2500 руб.)


Вот модель, обратите внимание что она на 150 А, а это значит мне нельзя будет варить на последней скорости с проволокой 1.2 мм, хотел другую но там уже идут классом выше, а это цена(около 4000 руб.) и дорогие/ крупные аксессуары (наконечник и т.д.).
— евро разъем(~450 руб.)
— спрей (чтобы окалина и прочая нечисть не держалась на наконечнике, смахнул рукой и все!) (~200 руб.)

Ну вот, можно приступить.
Разбираем сварочник, отсверливаем старую кишку


Я еще снимал механизм подачи, так так он немного лагал, заметил не корректно работающие щетки электромотора, притер их и смазал редуктор(кстати моторчик от дворников ВАЗ 2110(вроде))

Затем примеряем евро разъем и понимаем, что где подогнать надо…
После небольших манипуляций, ставим на место разъем и заклепываем новыми заклепками, а после собираем все в кучу и подключаем кнопку управления.

Дальше, не собирая сварочник, проводим испытания… (кто не очень уверен в своих способностях, лучше подключить заземление)))
У меня все отлично! Собираю корпус…И что вижу я? ну не смотрится здесь белый кантик да и еще некоторые мелочи…, подправляю)) Вооот так то лучше, и индивидуальнее).

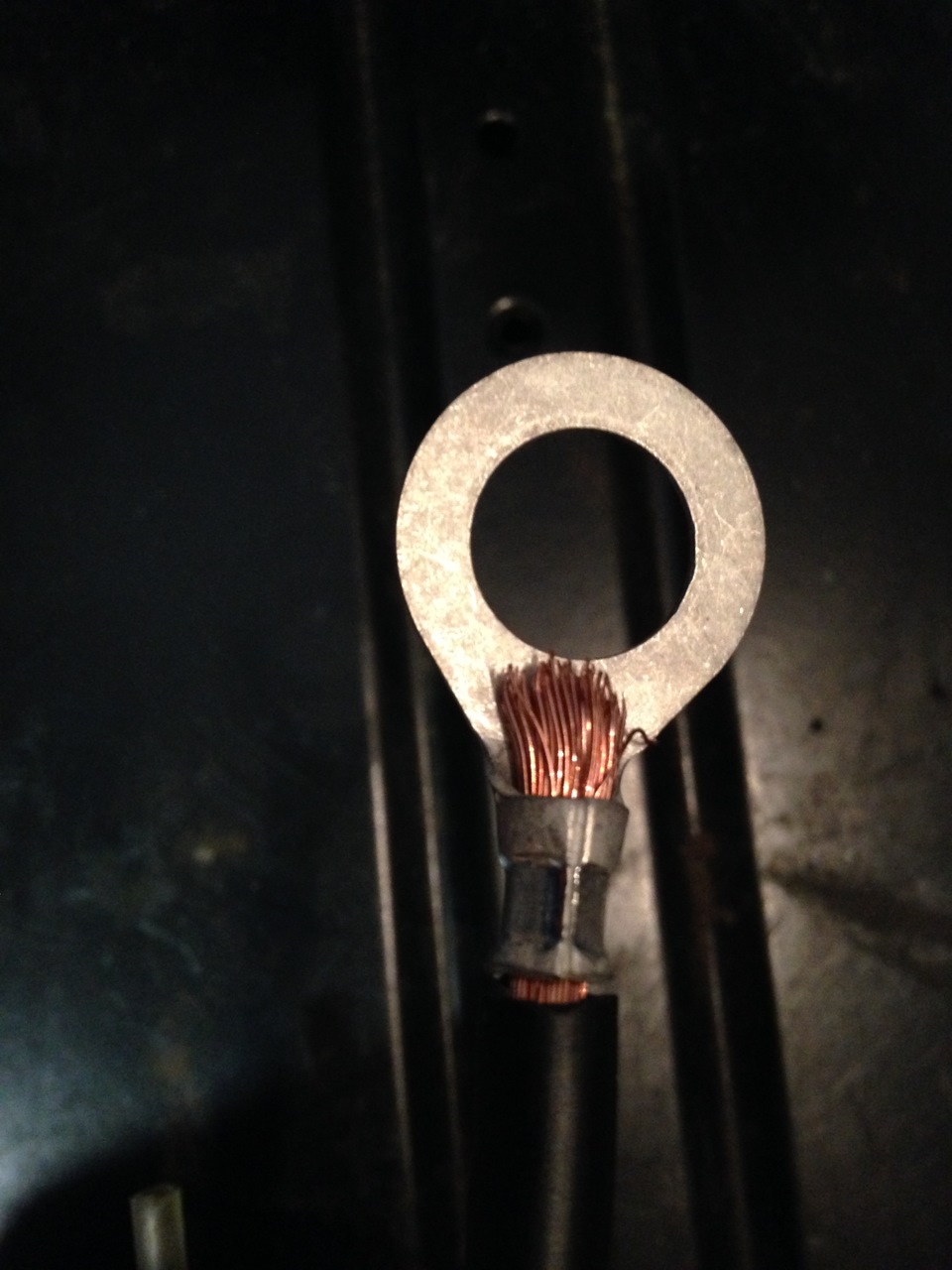
Теперь стоит поговорить о минусе… О том который на деталь "кидаешь" когда варишь))
Он у меня уже "устал", ну и я взяв кусочек провода

Сделал вот такую "красоту" (в кавычках или без, вам решать)

Длину взял равную длине кишки.
Ну вот вроде и все)))
Можно попробовать варить… ой непривычно то как)) и "отклик" другой и звук от газа другой, такс, шовчик…

Ну вроде не забыл как варить, надо правда принастроить еще(газ/подача) ну это дело наживное.
Вот так теперь стал выглядеть мой "друг"

Всем Удачи, буду вопросы — спрашивайте, критику тоже люблю))
Пока!
Комментарии 80
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Предлагают такой аппарат — Ваше мнение, стоит его брать?
Мелкие работы на автосервисе (не кузовщина), столик, стеллаж, мангал сварить.
Использование в щадящем режиме, не поток.

Здраствуйте, прочитал Вашу статью по ре
конструкции Вашего аппарата мне очень
понравился Ваше внедрение, хочется
внедрить себе такую кишку. Но у меня
160 А у Вас 200 хватит ли мне мощности
моего аппарата.

добрый день! А нет у вас проблем с протяжкой проволоки, у меня почти новый аппарат, хоть и покупал 10 лет назад, можно сказать, что не использовался, на прошлых выходных нужно было подварить — проволока стоит на месте, как будто канавка на приводном ролике глубокая стала.

Добрый! На ролике есть две проточки, под разную толщину проволоки, может быть он изначально неправильно собран был. Ролик откручивается просто по резьбе и переворачивается, попробуйте, может дело в этом…

Подскажи пожалуйста у этого аппарата как тормоз катушки выполнен? Вот этот черный катушкодержатель должен стоять на месте, а катушка сама на нем крутится, так что ли?
Трением тормозит)
Да, просто стоит на месте, а на нем вращается катушка.
В первый раз такую конструкцию вижу… Просто в инструкции написано "отрегулируйте тормозной механизм затяжкой пружины под катушкой", вот я сижу и думаю, то ли инструкцию скопировали с другого аппарата, то ли у меня котелок не варит)
Спасибо
Честно даже не видел на него инструкцию, хоть и покупал новым)

Подскажи пожалуйста где брал 12волт на клапан?
У меня был он с завода, клапан…

Здарова, подскажи куда силовой прикрутил на евро разьеме?

Если актуально.
Дружище ну скажи пожалуйста как реагирует на напругу в сети?
И кузавщину как не жгет?
Честно особо не с чем сравнить… но думаю реагирует, трансформатор ведь… с кузовщиной все хорошо на 1 "скорости" хоть 0.5мм вари, не прожгет.

Очень советую сзади вместо гаек на тиристорах навернуть советские радиаторы, да будут торчать, но сварочник не будет плеваться после 10 мин работы.
У меня два таких сварочника, один ПДГ200 второй ПДГ240 оба с такой доработкой, варить можно непрерывно час-два, радиаторы еле теплые.
Также могу сфотать переднюю панель, я убрал галетник, он у меня через полгода отгорел при включении. поставил автоматы
И еще твоя горелка будет варить и на 1.2 мм, так как ток все равно больше 100А на твоем аппарате не будет. Я на своем ПДГ200 проверял амперметром с шунтом. Тупо это максимум, что может дать трансформатор. причем напряжение падает с 26 до 14В
А есть фото советских радиаторов? Я 10 минут без перерыва и не варил ни разу)
Спасибо, буду иметь ввиду)

MVLomonosov
Доработка сварочного полуавтомата — подаем газ

Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги


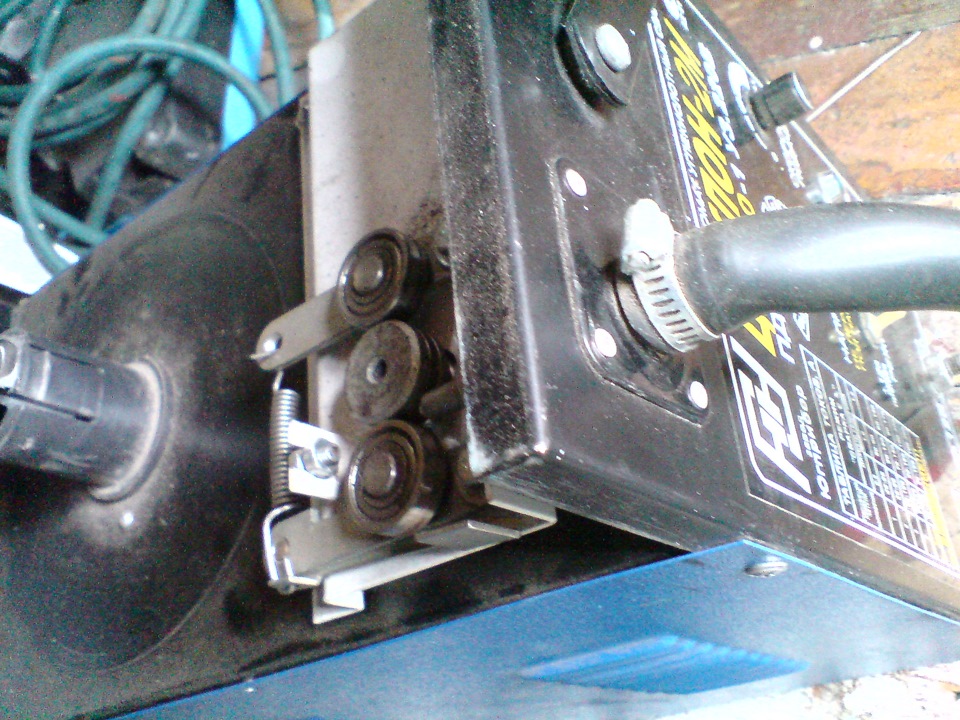
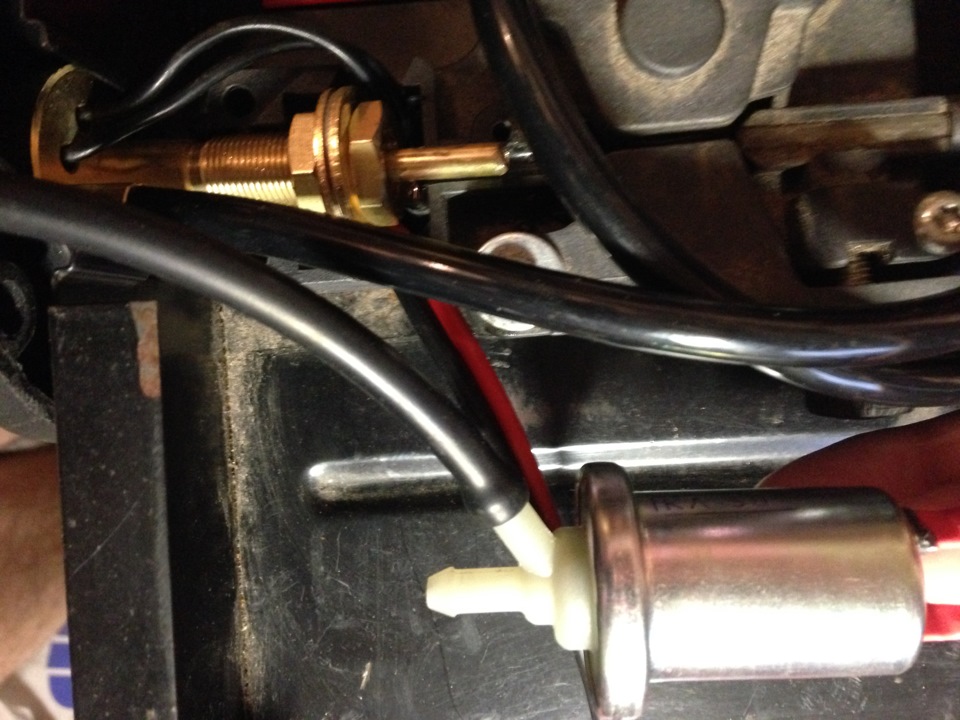
У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм



теперь трубку можно закрепить.
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.





Крепим разъем на корпусе исходя из положения в подающем механизме.

Далее про подключении клапана газа и подачи проволоки.
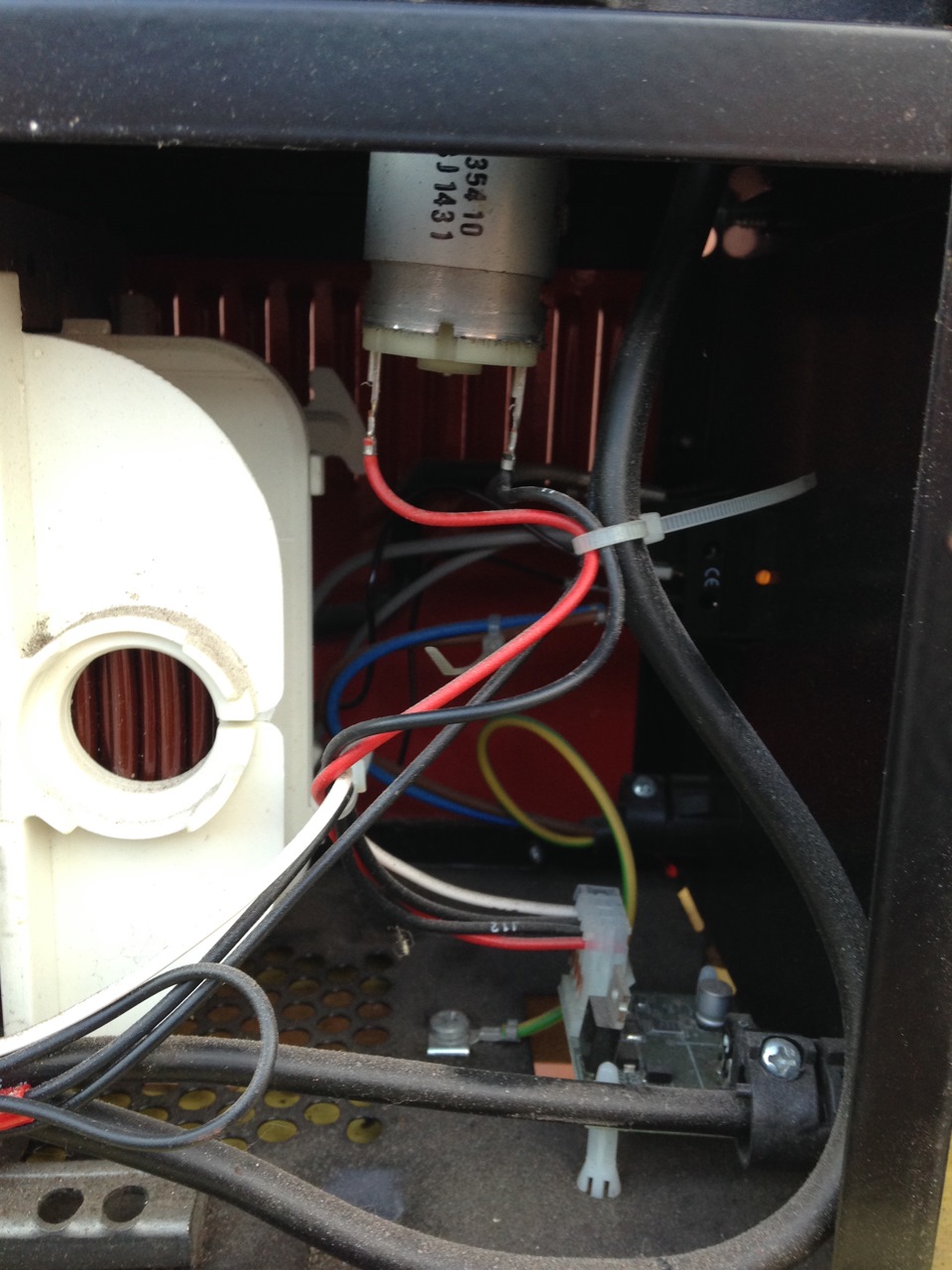
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)

Skoda Octavia 2006, engine Gasoline 1.8 liter., 180 h. p., AWD drive, Manual — electronics
Comments 43

кстати нормальный аппарат, собранный действительно в италии

Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.

Клапан газа от омывателя не заедает?

Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы

Обьясните пожалуста подробно куда что какой провод

На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
Comments 80
Как сделать полуавтомат для сварки?

Оборудование
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.

Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата

Схема электрическая и устройство полуавтомата.
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.

Схема горелки полуавтомата.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.

Устройство подачи проволоки.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.

Принципиальная схема сварочного полуавтомата.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.

Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
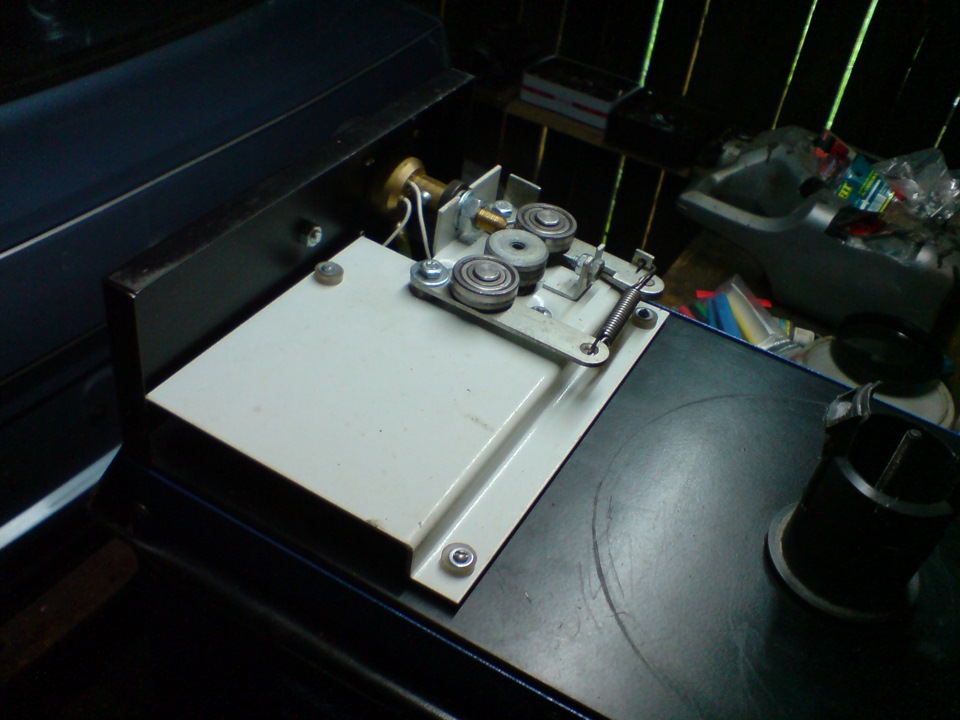
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Читайте также: