Как называется сварка для авто
Кузовной ремонт автомобиля - самый распространенный вид работы, при котором нужно использовать сварочное оборудование. Хороший автомобильный сварочный аппарат имеет регулировку мощности, может корректировать ширину сварочной дуги и обладает возможностью работать в неидеальных электрических сетях дачных и гаражных кооперативов, где напряжение падает при работе мощной техники.
Сегодня мы обратим ваше внимание на полуавтоматический сварочный аппарат, который варит проволокой в газовой среде, ведь именно такой использует основная масса мастеров у себя в гараже для ремонта автомобилей. Именно таким сварочным аппаратом лучше варить кузов авто.
Содержание:
ТОП 10 сварочных аппаратов для автомобиля
Сегодня наши специалисты составили топ лучших сварочных аппаратов для гаража, сравнив популярные модели по надежности и качеству.
СПЕЦ MAG-170 INVERTOR (MIG/MAG)
Открывает наш обзор авто сварка СПЕЦ MAG-135 INVERTOR - простое в использовании устройство для прочного соединения изделий из металла методом MIG-MAG с газом или без газа, а также методом ММА. Аппарат бытового уровня. Встроенный вентилятор эффективно охлаждает внутренние узлы, тем самым, значительно продлевая срок службы устройства. На панели управления находится регулятор сварочного тока в диапазоне от 30 А до 135 А в режиме ММА и от 30 А до 140 А в режиме MIG-MAG. Установка изготавливается по современной инверторной технологии, что обеспечивает ей высокую эффективность в работе при компактных размерах и весе.
СПЕЦ MAG-170 INVERTOR (MIG/MAG)
Достоинства:
- удобство в работе
- качество сварки
- удобство настройки
- качество сборки
- комплектация
- цена
РУСЭЛКОМ MIG 200 (MIG/MAG, MMA)
Инверторный сварочный полуавтомат MIG-200 обладает основной функцией, которая заключается в полуавтоматической сварке углеродистой стали, нержавеющей стали плавящимся электродом, сплошной стальной проволокой в среде защитного газа. Также эта автомобильная сварка обладает функцией смены выходной полярности для сварки порошковой самозащитной проволокой без газа. Кроме того может использоваться для дуговой сварки штучным покрытым электродом углеродистой стали, нержавеющей стали с использованием постоянного тока. Аппарат изготовлен на основе IGBT-компонентов, что обеспечивает меньший нагрев силового блока и, как следствие, снижение размеров и веса за счет уменьшения размеров радиаторов.
РУСЭЛКОМ MIG 200 (MIG/MAG, MMA)
- удобство в работе
- качество сварки
- удобство настройки
- качество сборки
- комплектация
РУСЭЛКОМ MIG 160 (MIG/MAG, MMA)
РУСЭЛКОМ MIG-160 - универсальный сварочный аппарат, имеющий функцию смены выходной полярности для сварки порошковой самозащитной проволокой без газа. Сварка кузова авто при помощи аппарата может производиться дуговой сваркой штучным покрытым электродом с использованием постоянного тока. MIG-160 изготовлен на основе IGBT-компонентов, обеспечивающих меньший нагрев силового блока и, как следствие, снижение размеров и веса благодаря уменьшению размеров радиаторов. Инверторный сварочный полуавтомат имеет привлекательный внешний вид, небольшие габариты и вес, откидную прозрачную защитную крышечку на панели управления. Если вы еще не знаете, каким сварочным аппаратом лучше варить кузов авто, тогда присмотритесь к РУСЭЛКОМ MIG-160.
РУСЭЛКОМ MIG 160 (MIG/MAG, MMA)
Wester MIG-100 (MIG/MAG)
Сварочный аппарат для кузовных работ WESTER MIG-100 подойдет и для бытовой, и для профессиональной эксплуатации. Это мощное устройство, при помощи которого пользователь выполнит все сварочные работы на максимально высоком уровне. Прибор отлично подходит для того, чтобы проводить соединение металлических частей между собой посредством сварки. К тому же, WESTER MIG-100 достаточно доступен по стоимости. А значит, позволить себе высокое качество за сравнительно небольшую цену теперь сможет абсолютно каждый желающий. Кроме того, пользователи обязательно оценят по достоинству высокий уровень комфорта работы с устройством.
Wester MIG-100 (MIG/MAG)
ELITECH ИС 250ПН (MIG/MAG, MMA)
Инверторный полуавтомат для сварки авто ELITECH ИС 250ПН предназначен для получения аккуратного и прочного сварного соединения тремя способами: полуавтоматическая сварка в среде защитного газа обычной проволокой, сварка порошковой проволокой без газа и ручная дуговая сварка. Данный аппарат используется с электродами диаметром до 5 мм и проволокой до 1 мм. Полуавтомат поставляется со съемной горелкой, которая подключается к евроразъему на передней панели. Механизм подачи проволоки встроен в корпус инвертора, доступ к нему обеспечивается боковой крышкой на защелках. Экран из прозрачного пластика защищает органы управления от повреждения, пыли и влаги. Возможность работы при сетевом напряжении 160-240 В существенно расширяет сферу применения полуавтомата.
ELITECH ИС 250ПН (MIG/MAG, MMA)
- удобство в работе
- качество сварки
- удобство настройки
- качество сборки
СТАРТ MIG183 (MIG/MAG, MMA)
Рейтинг лучших сварочных аппаратов продолжает полуавтомат для сварки автомобиля START MIG 183 - универсальный сварочный аппарат, который предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG) и ручной дуговой сварки MMA. За счет точной настройки всех параметров - аппарат идеален для кузовного ремонта. Устройство очень просто настраивается, поэтому добиться качественного, красивого шва и минимального количества брызг под силу даже начинающим сварщикам.
Сварочный аппарат инверторного типа START MIG 183, MMA, MIG/MAG
РЕСАНТА САИПА-190МФ (TIG, MIG/MAG, MMA)
Если еще не решили, каким сварочным аппаратом варить машину, обратите внимание на надежный и мощный инвертор РЕСАНТА САИПА-190МФ. Прибор обладает массой положительных сторон и прост в работе. Даже если владелец не имеет большого опыта в работе с подобными устройствами, у него не возникнет особых проблем во взаимодействии с агрегатом. Кроме этого, предлагаемый сварочный аппарат будет служить пользователю на протяжении долгого периода времени. Данный инструмент создан на основе новейших технологий и с использованием современных материалов, а значит, он априори является показателем высокого качества. С ним можно работать на открытом пространстве, так как обладает защитой от различного рода твердых частиц и отвесных капель дождя. Он не боится перепадов напряжения сети и перегрева.
Сварочный аппарат инверторного типа РЕСАНТА САИПА-190МФ, TIG, MMA, MIG/MAG
- удобство в работе
- качество сварки
- качество сборки
- комплектация
РЕСАНТА САИПА-200С (MIG/MAG)
Этот сварочный аппарат отлично справляется с аргоно-дуговой сваркой в полуавтоматическом режиме подачи проволоки в рабочую зону. Имея необходимость, можно использовать электроды с диаметром до 5 мм. Стабильность тока на выходе поддерживается при падении питающего напряжения до 140V. Устройство хорошо приспособлено к выполнению своих функций в самых сложных условиях, поэтому у пользователя даже не возникнет вопроса, какой проволокой варить кузов авто. Встроенная защита обеспечивает оперативное отключение при перегрузках. Рабочие параметры РЕСАНТА САИПА-200С подходят для создания надежных соединений толстых и тонких заготовок. Не знаете, каким сварочным аппаратом лучше варить автомобиль? Выбирайте РЕСАНТА САИПА-200С!
РЕСАНТА САИПА-200С (MIG/MAG)
- удобство в работе
- качество сварки
- качество сборки
- удобство настройки
- комплектация
- быстрый старт
Quattro Elementi MultiPro 2100 (TIG, MIG/MAG, MMA)
Этот сварочный аппарат можно использовать для ручной и полуавтоматической сварки. Внутреннее размещение обеспечивает защиту катушки от повреждений. Постоянный ток стабилен при напряжении источника питания от 185 до 240 V. Сварка для автомобиля Quattro Elementi MultiPro 2100 – один из лучших сварочных инверторов рейтинга по надежности. Отдельно следует отметить хорошую фиксацию электрода штатным держателем. Для комфорта пользователя элементы управления и контроля инвертора сгруппированы в одной зоне. Специальное углубление панели предотвращает случайное механическое повреждение. Электрические разъемы защищены от влаги. Производительные вентиляторы поддерживают оптимальный температурный режим блока электроники, тем самым предотвращая перегрев при выполнения длительных рабочих циклов.
Сварочный аппарат инверторного типа Quattro Elementi MultiPro 2100, TIG, MMA, MIG/MAG
- удобство в работе
- качество сварки
- качество сборки
- удобство настройки
- комплектация
- два дисплея
Fubag IRMIG 180 SYN (TIG, MIG/MAG, MMA)
Обзор завершает сварка для авто Fubag IRMIG 180 SYN. Преимущество данной модели инвертора - микропроцессорное управление. Современное электронно-программное оснащение без вмешательства пользователя оптимальным образом настраивает рабочие функции с учетом применяемого инструмента. Напряжение в цикле холостого хода уменьшается автоматически до самого безопасного уровня. При необходимости можно применять обычную или флюсовую проволоку. Допустимо применение 2- или 4-тактного режима горелки. Защитная схема контролирует нагрузку, активизирует быстрое отключение при выходе параметров за границы нормального диапазона.
Сварочный аппарат инверторного типа Fubag IRMIG 180 SYN 31446.1, TIG, MMA, MIG/MAG
- удобство в работе
- качество сварки
- качество сборки
- удобство настройки
- комплектация
- микропроцессорное управление
К подбору инструмента для сварки нужно подходить тщательно, поскольку некачественное изделие не только может сломаться, но и при его эксплуатации вы рискуете получить серьезную травму. Отзывы покупателей, тесты и наш обзор помогут понять, какой сварочный полуавтомат выбрать для ремонта автомобиля. На этом мы заканчиваем, удачных покупок!
Рассуждения на тему видов сварки и отличие ручной сварки от конвейерной


Предлагаю сразу определится с видами сварки, которые будем тут обсуждать, а именно: автогенная сварка и контактная. Теперь давайте более подробнее про каждый из вышеперечисленных способов:
1. Автогенная сварка.
«αὐτογενής» (автогенно) в переводе с греческого означает «самопроизвольно». Подобный способ сварки – создания неразъемного соединения элементов – подразумевает расплавление их участков и взаимное растворение образовавшихся жидких фаз. Соединение в виде сварного шва формируется после остывания конструкции.

Очевидно, что для реализации такого способа свариваемые металлы необходимо нагреть до температуры плавления. С помощью электрической дуги это несложно. Проблемы возникают позже. Ведь при плавлении и последующем охлаждении металла, особенно сложнолегированного стального, а тем более алюминиевого сплава, его первоначальный состав и структура меняются коренным образом. Расплавленный металл активно реагирует с окружающей средой и за очень короткое время способен «нахватать» таких элементов, как кислород, водород, азот. В сварном шве образуются стойкие интерметаллидные соединения с ними, снижающими прочность и повышающими его хрупкость.
Заготовки, из которых штампуют элементы кузова, – это тонкие листы, полученные многократной прокаткой, в процессе которой структура сплава качественно изменяется в лучшую сторону. Сплав приобретает мелкозернистое строение, что повышает его прочность характеристики. Во время сварки, при повторном плавлении, структура металла в этой зоне огрубляется, а прочностные свойства снижаются. Кроме того, нагрев прилегающих участков, называемых зоной термического влияния, также неполезен, поскольку ослабляет металл в этой зоне.
Из сказанного следует следующий вывод: прибегая при ремонте кузова к автогенной сварке, необходимо использовать такой способ, при котором вводится минимально достаточное для расплавления и соединения деталей количество тепла, а сам расплавленный металл необходимо надежно изолировать от неблагоприятных воздействий окружающей среды.
Необходимо отметить, что при конвейерном производстве кузовов автогенные способы сварки практически не используют. Основной способ соединения кузовных элементов на заводах – точечная контактная сварка в специальных кондукторах, обеспечивающих исключительную стабильность режимов сварки. Применяется и лазерная сварка с локальным термическим воздействием.
Тем не менее все автопроизводители допускают использование в ремонтном процессе автогенной сварки для замены кузовных элементов. Дело в том, что компании – изготовители сварочного оборудования сумели создать оборудование, позволяющее получать сварные соединения сложнолегированных сплавов, по прочностным и коррозионным свойствам не уступающим заводским.
2. Контактная сварка.
Более точно этот способ называется точечной электрической контактно-стыковой сваркой сопротивлением. Такой способ нашел самое широкое распространение в конвейерном производстве кузовов автомобилей, а также в авторемонтной индустрии. Причина в исключительно высоком качестве получаемого сварного соединения и минимальном тепловом воздействии на свариваемые элементы. Достоинства точечной контактной сварки в том, что она позволяет соединять листовые детали внахлест, создавая из штампованных элементов сложную пространственную конструкцию кузова автомобиля.
Другими способами сварки создавать нахлестовые соединения весьма затруднительно, обычно конструкторы сварных изделий стремятся разработать их так, чтобы сварка разнородных элементов осуществлялась на их стыках.
При контактной сварке сварная точка образуется внутри металла, на границе двух деталей, и на поверхности проявляется в виде небольшого углубления после сжатия электродов. Сам механизм нагрева основан на том, что при прохождении тока через участок контакта деталей он разогревается до состояния текучести.
Приложенное внешнее давление вызывает при этом местную пластическую деформацию, достаточную для образования межатомного сцепления соединяемых деталей. Особо следует подчеркнуть, что плавления металла деталей не происходит, что и обуславливает предельно малое термическое воздействие на сварную точку. Если учесть, что при таком способе свариваемый участок надежно защищен от окружающей атмосферы, становится понятно, почему достигаются исключительно высокие прочностные характеристики соединения.
Качество сварной точки зависит от многих параметров: усилия сжатия электродов, их диаметра в месте контакта со свариваемым материалом, величины и длительности импульса сварочного тока. Стремление получить высококачественное сварное соединение высоколегированных автомобильных материалов заставило уменьшить время действия сварочного импульса до величины, ниже 0,1 с, одновременно увеличивая ток до огромных значений выше 10 000 А. В таких условиях главным критерием сварочного агрегата становится его особенность обеспечить строго стабильный сварочный ток как на протяжении одного импульса, так и от импульса к импульсу. Обеспечить такой показатель способен только высокочастотный инверторный блок питания, которым и оснащены современные аппараты точечной контактной сварки для авторемонта. Управление длиной импульса и величиной сварочного тока в подобных агрегатах осуществляется микропроцессорами. Мастер задает характеристики свариваемых металлов, а процессор выбирает оптимальные токовые значения и усилие сжатия сварочных электродов.
При выборе режимов аппараты используют встроенную базу данных, сформированную на основе рекомендаций автопроизводителей.
В наиболее продвинутых аппаратах микропроцессор в режиме реального времени учитывает степень загрязненности свариваемых деталей путем замера электрического сопротивления и даже отклонения электродов от перпендикулярного по отношению к рабочей поверхности. Иными словами, режим сварки каждой точки автоматически адаптируется к условиям процесса.
А теперь, уважаемы господа, давайте ответим на вопрос, что лучше, конвейерная сварка или грамотная качественная сварка "Handmade" с использованием современного профессионального оборудования?
Моё мнение, то, что собрано руками — всегда лучше, а то, что собрано грамотно ещё и надёжнее, т.к. любой конвейер — это механизм, который может (да и не редко) дать сбой, с учётом повальной экономии на электричестве, электродах и прочего, на автомобильных заводах сварка производится по принципу "приемлемой надёжности", т.е. можно и лучше, но по ТЗ и регламентам и так достаточно.
Производя контактную сварку своими руками, используя те же технологии, можно добиться наилучшего результата, т.к. делаешь для себя, сварочные узлы будут способны выдержать большие нагрузки, нежеле стандартные. Если все работы производит профессионал и он не ограничен по времени (ни каких пятилеток за три дня), то вероятность перегрева металла, малого пятна контакта и тому подобного — сведена к минимуму.
Миф о том, что после полной переварки кузова теряется прочность и при любом незначительном повреждении образуются более обширные деформации, основан на элементарном незнании физики и распространяется простыми обывателями по "сарафанному радио". Более обширной деформации подвержен ранее деформированный, рихтованный металл, обусловлено это молекулярной структурой самого метелла и эффектом "памяти металла", т.е. даже при незначительном воздействии, металл стремится принять форму, до которой он был ранее деформирован. Если деталь новая, не рихтованная и правильно приваренная, она будет служить дольше и (не дай Бог), если чего, то гораздо прочнее ;)
Касательно аргонной сварки, ну куда же без пары заплаток? Не менять же 20 элементов кузова к ряду, из-за дыры в 2 см в диаметре, а при правильном подходе к сварке и грамотной обработке поверхностей после, служить будет очень долго, без гнили, ржи и прочего… Да и сам процесс достаточно интересен и увлекателен, особенно, если он будет выглядеть примерно так:

Всем всех благ, варите, конструируйте и наслаждайтесь!
P.S. Часть материалов заимствованно с ресурса компании СварКомплект, за что им отдельное спасибо!
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Наиболее эффективные технологии сварки автомобилей

Виды сварки
Сварка может понадобиться не только подержанному автомобилю, кузов которого неизбежно разрушается вследствие длительной эксплуатации, но и новенькой машине, пострадавшей в ДТП.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Отметим! Технология выполнения сварных работ при сборке транспортных средств отличается от той, что применяется на производствах разного рода металлоконструкций.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла; для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.

Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор имеет специфический принцип подачи напряжения на электрод, что обеспечивает минимальное разбрызгивание, возможность получить качественный сварной шов.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.

Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Инверторная сварка
В последние годы все чаще при необходимости выполнить сварочные работы для кузова применяется инвертор.
Это усовершенствованный технологически, компактный и легкий сварочный аппарат, работающий на современных компонентах и с особенным методом преобразования тока. Он отличается низкой чувствительностью к пониженному напряжению питания и обеспечивает легкое разжигание дуги.

Электрическая схема аппарата контактной сварки.
Для неопытного сварщика сварочный аппарат инверторного типа – настоящая находка. Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
А примененные в работе электроды ничем не отличаются от расходных материалов при стандартной сварке. Но справедливости ради добавим: при всей простате инверторной сварки ее результаты редко отличаются высочайшим качеством.
Зачастую швы получаются толстыми и недостаточно ровными, из-за неравномерного нагрева металла появляются деформации, даже если держать и управлять прибором мастерски.
По этой причине инвертором варят незаметные глазу места на кузове авто: поверхности в багажнике авто, под крыльями и т.п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
Сварка углекислотным полуавтоматом
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
На заметку! Углекислотный полуавтомат или сварка инвертором отлично подойдут для ремонтных работ с недорогими авто или машинами низкой долговечности.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.

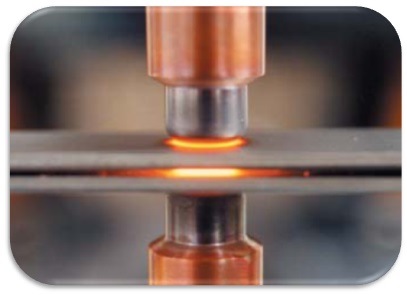
Схема точечной сварки элементов кузова авто.
К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Заключение
Многие автовладельцы задаются вопросом, какой сваркой лучше варить кузов. Специалисты при выполнении реставрационных работ для кузова рекомендуют следующее. Ремонт кузова на видных местах осуществляйте полуавтоматом с электродом.
Если повреждения находятся в скрытых от глаз частях машины, воспользуйтесь инвертором. А реставрацию глушителя своими руками лучше выполнять холодной сваркой.
Чем отличаются на практике сварка автомат и полуавтомат?

Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие

Сварочный аппарат состоит из следующих компонентов:
- ;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.

Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ

Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
Читайте также: