Из каких основных областей состоит нормальное восстановительное пламя при газовой сварке
Низко углеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130 дм 3/ч при правой сварке.
Газовая сварка легированных сталей
Легированные стали хуже проводят тепло чем низко углеродистая сталь, и поэтому больше коробятся при сварке.
Низколегированные стали (например 10XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2
Хромо никелевые нержавеющие стали сваривают нормальным пламенем мощностью 75дм3 ацетилена на 1 мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25%хрома. Для сварки коррозионно стойкой стали содержащей молибден 3%, 11% никеля,17% хрома.
Газовая сварка чугуна
Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна.
Газовая сварка меди
Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали.
Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди.Для раскисления меди и удаления шлака применяют флюсы.
Газовая сварка латуни
Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900 С. Если латунь перегреть,то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1
Газовая сварка бронзы
Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр.
Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4%кремния.
Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды сварочного пламени
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы-заменители ацетилена - пропан-бутан, метан, природный и городской газы.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена - 1,1-1,2, природного газа - 1,5-1,6, пропана - 3,5.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны:
Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду.
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетилен воспламеняется при температуре 450-500°С, а газы-заменители - 550-650°С. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.
а - окислительное, б - нормальное, в - науглероживающее; 1 - ядро, 2 - восстановительная зона, 3 - факел
Рисунок 1 - Виды сварочного пламени
Процесс сгорания ацетилена в кислороде можно условно разделить на две стадии. Сначала под влиянием нагрева происходит распад ацетилена на элементы: С2Н2=2С+Н2. Затем происходит первая стадия сгорания ацетилена за счет кислорода смеси по реакции 2С+Н2+O2=2СО+Н2. Вторая стадия горения протекает за счет кислорода воздуха: 2СО+Н2+1,5O2=2СO2+Н2O. Процесс горения горючего газа в кислороде экзотермичен, т.е. идет с выделением теплоты.
Ядро имеет резко очерченную форму (близкую к форме цилиндра), плавно закругляющуюся в конце, с ярко светящейся оболочкой. Оболочка состоит из раскаленных частиц углерода, которые сгорают в наружном слое оболочки. Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения. Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси - его длину.
Площадь поперечного сечения канала мундштука горелки прямо пропорциональна толщине свариваемого металла. Сварочное пламя не должно быть слишком "мягким" или "жестким". Мягкое пламя склонно к обратным ударам и хлопкам, жесткое - способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается и ядро сварочного пламени удлиняется, при уменьшении скорости истечения ядро укорачивается. С увеличением номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000°С.
Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от номера мундштука и достигает 20 мм. Зона состоит из продуктов неполного сгорания ацетилена - оксид углерода и водорода. Она называется восстановительной, так как оксид углерода и водорода раскисляют расплавленный металл, отнимая кислород от его оксидов. Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, то сварочный шов получается без пор газовых и шлаковых включений. Этой зоной пламени выполняю сварку и поэтому ее называют рабочей. Восстановительная зона имеет наиболее высокую температуру (3140°С) в точке, отстоящей на 3-6 мм от конца ядра.
Зона полного сгорания (факел) располагается за восстановительной зоной. Она состоит из углекислого газа, паров воды и газа, которые образуются в пламени при сгорании оксида углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура этой зоны значительно ниже, чем температура восстановительной, и колеблется от 1200 до 2520°С.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее. Нормальное пламя теоретически получают тогда, когда в горелку на один объем кислорода подают несколько больше от 1,1 до 1,3 объема ацетилена.
Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны.
Окислительное пламя получается при избытке кислорода, при подаче в горелку на один объем ацетилена более 1,3 объема кислорода. При этом ядро приобретает конусообразную форму, значительно сокращается по длине, становится с менее резкими очертаниями и приобретает более бледную окраску. Сокращаются по длине также восстановительная зона и факел. Все пламя приобретает синевато-фиолетовую окраску. Пламя горит с шумом, уровень которого зависит от давления кислорода. Температура окислительного пламени выше нормального, однако сваривать стали таким пламенем нельзя из-за наличия в пламени избытка кислорода. Избыток кислорода приводит к окислению металла шва, шов получается пористым и хрупким. Окислительное пламя можно применять при газовой сварке латуни и пайке твердыми припоями.
Науглероживающее пламя получается при избытке ацетилена, когда в горелку на один объем ацетилена подается 0,95 и менее объема кислорода. Ядро такого пламени теряет резкость своего очертания, на конце его появляется зеленый венчик, по которому судят об избытке ацетилена. Восстановительная зона значительно светлее и почти сливается с ядром, а факел приобретает желтоватую окраску. При большом избытке ацетилена пламя начинает коптить, так как в нем ощущается недостаток кислорода, необходимого для полного сгорания ацетилена. Находящийся в пламени избыточный углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем нормального и окислительного. Уменьшая подачу ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра, ацетиленовое пламя превращается в нормальное. Слегка науглероживающее пламя применяют для сварки чугуна и при наплавке твердыми сплавами.
Характер сварочного пламени сварщик определяет на глаз по форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода.
Вытекающая из мундштука горючая смесь оказывает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла.
а - вертикальном, б - наклонном, в - схема перемещения жидкого металла в ванне
Рисунок 2 - Схема механического воздействия пламени на жидкий металл сварочный ванны при различных положениях мундштука
Давление газов оказывает влияние на жидкий металл, перемещая его к задней стенке сварочной ванны, образуя чешуйки шва. При большом давлении кислорода горючая смесь вытекает из мундштука с большой скоростью, пламя становится "жестким" и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку.
Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время газовой сварки сварщик должен следить за его характером, регулировать его состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойства. Для газовой сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов - науглероживающее, для сварки латуни - окислительное пламя.
Сварочное пламя
Газовым или сварочным пламенем называется основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом.
Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя.
Нормальное или восстановительное пламя должно получаться при объемном отношении количества кислорода к ацетилену 1:1. Практически вследствие загрязненности кислорода нормальное пламя получается при несколько большем количестве кислорода, т. е. при 1,1:1,3. Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Поэтому большинство металлов и сплавов сваривают нормальным пламенем. Нормальное ацетиленокислородное пламя состоит из трех зон: ядра, восстановительной зоны и факела (рис. 75).
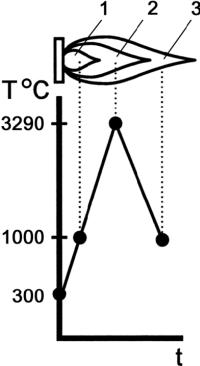
Рис. 75.
Схема нормального ацетиленокислородного пламени и распределения температур:
1 – ядро; 2 – восстановительная зона; 3 – факел
Форма ядра – конус с закругленной вершиной, имеющей светящуюся оболочку. Ядро состоит из продуктов распада ацетилена с выделившимися раскаленными частицами углерода, которые сгорают в наружном слое оболочки. Длина ядра зависит от скорости истечения горючей смеси из мундштука горелки. Чем больше давление газовой смеси, тем больше скорость истечения, тем длиннее ядро пламени.
Восстановительная зона по своему темному цвету заметно отличается от ядра. Она состоит в основном из оксида углерода и водорода, получающихся в результате частичного сгорания ацетилена. В этой зоне создается наивысшая температура пламени – 3000 °C на расстоянии 3–5 мм от конца ядра. Этой частью пламени производят нагревание и расплавление свариваемого металла. Находящиеся в этой зоне частицы оксида углерода и водорода могут восстанавливать образующиеся оксиды металлов.
Факел располагается за восстановительной зоной и состоит из углекислого газа и паров воды, которые получаются в результате сгорания оксида углерода и водорода, поступающих из восстановительной зоны. Сгорание происходит за счет кислорода, содержащегося в окружающем воздухе. Зона факела содержит также азот, попадающий из воздуха.
Окислительное пламя получается при избытке кислорода. Ядро такого пламени значительно короче по длине, с недостаточно резким очертанием и более бледной окраской. Восстановительная зона и факел пламени также сокращаются по длине. Пламя имеет синевато-фиолетовую окраску. Температура пламени несколько выше нормальной. Однако таким пламенем сваривать стали нельзя, так как наличие в пламени избыточного кислорода приводит к окислению расплавленного металла шва и он получается хрупким и пористым.
Науглероживающее пламя получается при избытке ацетилена. Ядро такого пламени теряет резкость своего очертания, и на его вершине появляется зеленоватый ореол, свидетельствующий о наличии избыточного ацетилена. Восстановительная зона значительно светлеет, а факел получает желтоватую окраску. Очертания зон теряют свою резкость. Избыточный ацетилен разлагается на углерод и водород. Углерод легко поглощается расплавленным металлом шва. Поэтому таким пламенем пользуются для науглероживания металла шва или восполнения выгорания углерода. Регулирование сварочного пламени производится по его форме и окраске. Важное значение имеет правильный выбор давления кислорода, его соответствие паспорту горелки и номеру наконечника. При высоком давлении кислорода смесь вытекает с большой скоростью, пламя отрывается от мундштука, происходит выдувание расплавленного металла из сварочной ванны.
При недостаточном давлении кислорода скорость истечения горючей смеси падает, пламя укорачивается и возникает опасность обратных ударов. Нормальное пламя можно получить из окислительного, постепенно увеличивая поступление ацетилена до образования яркого и четкого ядра пламени. Можно отрегулировать нормальное пламя и из науглероживающего, убавляя подачу ацетилена до исчезновения зеленоватого ореола у вершины ядра пламени. Характер пламени выбирают в зависимости от свариваемого металла. Например, при сварке чугуна и наплавке твердых сплавов применяют науглероживающее пламя, а при сварке латуни – окислительное.
Важным показателем сварочного пламени является тепловая мощность. Мощность пламени принято определять расходом ацетилена (л/ч), а удельной мощностью пламени называют часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого металла. Мощность пламени зависит от толщины свариваемого металла и его теплопроводности. Например, при сварке углеродистых и низколегированных сталей, чугуна, сплавов меди и алюминия удельная мощность пламени составляет 80–150 л/(ч?мм), а при сварке меди, обладающей высокой теплопроводностью, удельную мощность выбирают в пределах 150–220 л/(ч?мм).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
ПЛАМЯ ЛЮБВИ
ПЛАМЯ ЛЮБВИ Во время своей последней болезни, которая началась в январе 1510 года и вплоть до смерти в том же году, святая Екатерина из Генуи подвергалась жестоким атакам неизвестного происхождения, которые исходили изнутри ее тела. Однажды, например, «она была пронзена
30-мм автоматический гранатомет «Пламя»
30-мм автоматический гранатомет «Пламя» В конце 60-х годов в ОКБ-16 начались работы над 30-мм автоматическим пехотным гранатометом АГС-17 «Пламя» (индекс ОКБ-16 – 216-П). При его проектировании были использованы конструктивные решения 40-мм автоматического гранатомета Таубина,
Пламя над волнами
Как можно погасить пламя?
Как можно погасить пламя? Давайте начнем с того, как возникает огонь. Для этого нужно три вещи. Во-первых, нужно топливо, такое, как дерево, бумага, спирт или газ. Во-вторых, нужен кислород. Топливо быстро взаимодействует с кислородом. Когда горит дерево в костре или газ в
Помести сильвин в пламя!
Помести сильвин в пламя! Калийные соли обладают животворной силой. Если их внести в виде удобрений на поля-огороды, то можно повысить урожай овощей в несколько раз.Калийные удобрения получают в основном из минерала сильвина — хлористого калия. Он назван по имени химика
Fiamma che non si spegne Негасимое пламя
Fiamma che non si spegne Негасимое пламя 1949 — Италия (104 мин)· Произв. Orsa Film? Реж. ВИТТОРИО КОТТАФАВИ· Сцен. Сиро Ангели, Джорджо Капитани, Оресте Бьянколи, Фульвио Пальмьери· Опер. Габор Погань· Муз. Брутто Чиконьини· В ролях Джино Черви (дон Луиджи Манфреди), Леонардо Кортезе
Пламя из ранца
Пламя из ранца В Средневековье, когда люди обратили внимание на горючую жидкость – нефть, ее тоже стали использовать в качестве зажигательного средства. Поначалу в нефть просто обмакивали факелы, чтобы они дольше и лучше горели, а потом стали придумывать и более
Из искры возгорится пламя
Из искры возгорится пламя Из стихотворения «Струн вещих пламенные звуки» (1828, опубл. 1857) ссыльного поэта-декабриста Александра Ивановича Одоевского (1802— 1839). Эти стихи, которые иногда еще называют «Ответом декабристов», были написаны в ответ на пушкинское стихотворение
2. 6. СИНЕЕ ПЛАМЯ УГАРНОГО ГАЗА
2. 6. СИНЕЕ ПЛАМЯ УГАРНОГО ГАЗА Угарный газ – это оксид углерода (СО), образуется при неполном сгорании веществ, содержащих углерод, бесцветный газ без запаха, горит синим пламенем.Отравление угарным газом является причиной 50% случаев гибели при пожарах. Порой мы читаем в
ПЛАМЯ
ПЛАМЯ Двухнедельный иллюстрированный литературно-художественный и сатирический журнал. Выходил в Тбилиси в 1923–1924 гг. в издательстве газеты «Заря Востока». Печатался на 32 стр., имел множество рисунков и карикатур, репродукций с картин и скульптур крупнейших современных
Любовь как свет и пламя
Любовь как свет и пламя Любовь – это освещенное окно посреди ночи.? Джузеппе Унгаретти, итальянский поэт*Любовь должна быть скорее светом, чем пламенем.? Генри Дэвид Торо, американский писатель*Любовь как костер: издалека виден лишь дым, а пламя – только тем, кто рядом.?
Другие способы получить пламя
Другие способы получить пламя Если у вас нет ни зажигалки, ни спичек, ни кремня с кресалом, то существуют и другие способы получить драгоценную искру. Вы можете сфокусировать солнечные лучи на своем труте с помощью увеличительного стекла или очков или соединить вместе
При сгорании смеси горючего газа (это могут быть и пары горючей жидкости) с кислородом образуется так называемое сварочное пламя, свойства которого определяются двумя факторами:
? что используется в качестве горю чего;
? в каком соотношении находятся горючая смесь и кислород.
При варьировании количества кислорода, поступающего в горелку, получают пламя разного характера:
Количественное соотношение между кислородом и ацетиленом выражается следующими формулами:
? для нормального пламени —
В каждом из них отчетливо различаются (рис. 16):
? зона ядра пламени. Его длина зависит от скорости истечения газовой смеси, она же определяет и устойчивость горения пламени (при недостаточной скорости оно сопровождается хлопками, а при чрезмерной – выталкивает металл из сварочной ванны);
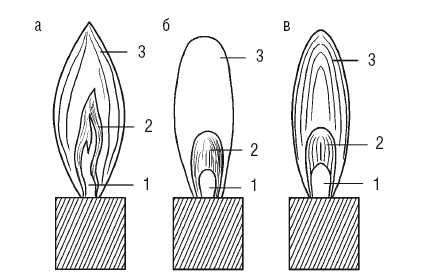
Рис. 16. Разновидности ацетиленокислородного сварочного пламени: а – окислительное; б – нормальное; в – науглероживающее; 1 – зона ядра; 2 – восстановительная зона; 3 – окислительная зона
? восстановительная зона, которая, в отличие от других зон, окрашена в более темный цвет. Она простирается примерно на 20 мм от конца ядра. За счет этой зоны происходит нагревание и расплавление металла при сварке. Максимальная температура в ней сосредоточена в 2–6 мм от конца ядра;
? окислительная зона (факел), состоящая из углекислого газа, азота и водяных паров. Температура этой зоны более низкая, чем предыдущая.
В восстановительной зоне нормального пламени нет свободного углерода и кислорода; все зоны отчетливо выражены; ядро резко очерчено, на конце закругляется и имеет ярко светящуюся оболочку. Размер ядра может быть различным, что определяется рядом факторов: составом горючей смеси, ее расходом и скоростью истечения.
Для окислительного пламени характерен избыток кислорода, т. е. оно возникает, когда объем этого газа, поступающего в горелку, более чем в 1,3 раза превышает объем ацетилена.
Ядро окислительного пламени бывает более бледным, коротким и отличается конусовидной формой. Все пламя окрашено в синевато-фиолетовый цвет и сопровождается характерным звуком. Несмотря на то что его температура выше, чем у нормального пламени, для сварки сталей оно не подходит, поскольку вследствие окисления делает шов пористым и хрупким. Сфера его применения – сварка латуни и пайка твердыми припоями.
Если количество ацетилена превосходит количество кислорода, возникает науглероживающее пламя. Четкость очертаний для его ядра не свойственна, кончик ядра окрашен в зеленый цвет. Восстановительная зона настолько светлая, что практически сливается с ядром и имеет желтоватую окраску. Науглероживающее пламя коптит – сказывается избыток углерода. Это негативно сказывается на качестве металла шва.
Различные материалы свариваются конкретным видом пламени (окислительным, восстановительным или науглероживающим), который сварщик должен устанавливать на глаз.
Для выполнения газовой сварки требуется, чтобы пламя обладало необходимой тепловой мощностью, выбор которой определяется толщиной свариваемого металла и его физическими характеристиками. Мощность теплового пламени зависит от количества ацетилена, которое проходит через горелку. Для его регулировки используются наконечники.
7.1. Сварочное пламя
При газовой сварке происходят разнообразные процессы: физические, связанные с нагревом и расплавлением металла, формированием шва, а также химические, обусловленные горением, взаимодействием флюса и присадочного материала с расплавленным металлом.
Основным инструментом газосварщика является сварочное пламя. Оно образуется при сгорании горючего газа в кислороде. От соотношения объемов кислорода и горючего газа в их смеси зависят внешний вид, температура и характер влияния сварочного пламени на расплавленный металл.
Рассмотрим строение пламени (рис. 7.1). Сварочное пламя имеет три четко различимые области: ядро 7, восстановительную зону 2 и факел 3.

Рис. 7.1. Строение ацетиленового сварочного пламени и распределение температуры по длине факела: 1 — ядро; 2 — восстановительная зона; 3 — факел
Ядро пламени представляет собой ярко светящуюся зону, в наружном слое которой сгорают раскаленные частицы углерода, образующиеся при разложении ацетилена.
Восстановительная зона, более темная, состоит из оксида углерода и водорода, которые раскисляют расплавленный металл, отбирая кислород от его оксидов.
Факел — периферийная часть пламени — представляет собой зону полного сгорания углеводородов в кислороде окружающей среды.
В зависимости от соотношения объемов кислорода и ацетилена получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее (рис. 7.2).

Рис. 7.2. Виды сварочного пламени: а — нормальное; б — окислительное; в — науглероживающее; 1 — ядро; 2 — восстановительная зона; 3 — факел
Нормальное сварочное пламя образуется тогда, когда в горелке на один объем кислорода приходится один объем ацетилена. В нормальном пламени ярко выражены все три зоны.
Ядро имеет резко очерченную форму, близкую к цилиндру с ярко светящейся оболочкой. Температура ядра достигает 1000 °С.
В восстановительной зоне, содержащей продукты неполного сгорания ацетилена, проводят сварку. Температура этой зоны в точке, отстоящей на 3. 6 мм от ядра, составляет 3150°С. Факел имеет температуру 1200. 2500 °С.
Нормальным сварочным пламенем осуществляют сварку сталей всех марок, меди, бронзы и алюминия.
Окислительное сварочное пламя получают при избытке кислорода, когда в горелку подают на один объем ацетилена более 1,3 объема кислорода. Ядро такого пламени имеет укороченную, конусообразную форму. Оно приобретает менее резкие очертания и более бледную окраску, чем у нормального пламени. Протяженность восстановительной зоны уменьшается по сравнению с нормальным пламенем. Факел имеет синевато-фиолетовую окраску. Горение сопровождается шумом, уровень которого зависит от давления кислорода. Температура окислительного пламени выше, чем у нормального, однако при сварке таким пламенем из-за избытка кислорода образуются пористые и хрупкие швы.
Окислительное пламя применяют при сварке латуни и пайке твердыми припоями.
Науглероживающее сварочное пламя получают при избытке ацетилена, когда в горелке на один объем ацетилена приходится не более 0,95 объема кислорода. Ядро такого пламени теряет резкость очертаний, на его конце появляется зеленый венчик, по наличию которого судят об избытке ацетилена. Восстановительная зона существенно светлее, чем у нормального пламени, и почти сливается с ядром. Факел приобретает желтую окраску. При значительном избытке ацетилена пламя коптит. Температура науглероживающего пламени ниже, чем у нормального и окислительного.
Слегка науглероживающим пламенем сваривают чугун и осуществляют наплавку твердых сплавов.
Газосварщик регулирует и устанавливает вид сварочного пламени «на глаз».
При выполнении сварочных работ необходимо, чтобы сварочное пламя обладало тепловой мощностью, достаточной для расплавления свариваемого металла.
Мощность пламени при газовой сварке зависит от расхода ацетилена — объема газа, проходящего за один час через горелку. Мощность регулируют подбором наконечника горелки и изменением положения ацетиленового вентиля. Мощность пламени выбирают в соответствии с толщиной свариваемого металла и его теплофизическими свойствами.
Расход ацетилена, дм 3 /ч, необходимый для расплавления слоя свариваемого металла толщиной 1 мм, устанавливают на практике. Так, слой низкоуглеродистой стали толщиной 1 мм расплавляется при расходе ацетилена 100. 130 дм 3 /ч. Чтобы определить расход ацетилена при сварке конкретной детали, нужно умножить расход, соответствующий единичной толщине, на действительную толщину свариваемого металла, мм.
Пример. При сварке низкоуглеродистой стали толщиной 3 мм минимальный расход ацетилена, дм 3 /ч, составит 100х3 = 300, а максимальный — 130х3 = 390.
Читайте также: