Из чего состоит сварочный трансформатор
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
Трансформаторы — назначение, виды и характеристики
Трансформатор — это статическое устройство, имеющее две или более обмотки, предназначенное для преобразования посредством электромагнитной индукции одной или нескольких систем переменного напряжения и тока в одну или несколько других систем переменного напряжения и тока, имеющих обычно другие значения при той же частоте, с целью передачи мощности. (Источник: ГОСТ 30830-2002)

Рис.1 Общий вид трансформатора
Значение трансформаторов как в электроэнергетике в целом, так и в повседневной жизни каждого человека трудно переоценить, они применяются повсеместно: на подстанциях, в городах и поселках, стоят силовые трансформаторы, понижающие высокое напряжение в тысячи и даже десятки тысяч Вольт до привычных нам 380/220 Вольт, на предприятиях стоят сварочные трансформаторы которые совершенно незаменимы на производстве, трансформаторы так же применяются и у нас дома в бытовой технике: в СВЧ-печах, блоках питания компьютеров и даже зарядных устройствах для телефонов.
В этой статье мы разберемся в том как устроены и как работают трансформаторы, какие бывают виды трансформаторов, а так же приведем их общие характеристики.
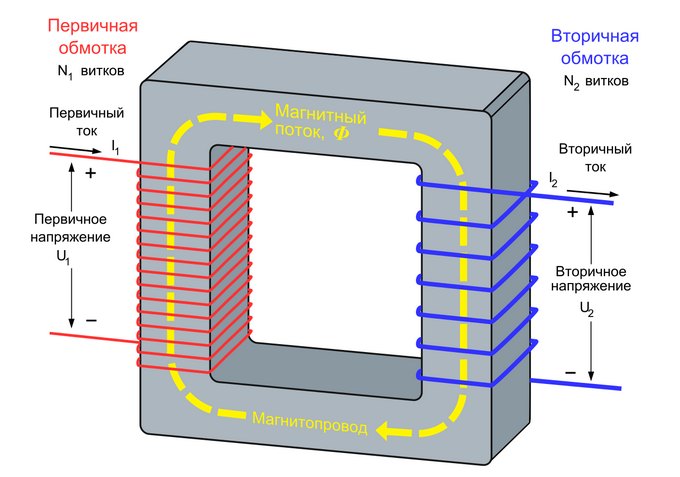
Общее устройство и принцип работы трансформаторов
В общем виде трансформатор представляет собой две обмотки расположенных на общем магнитопроводе. Обмотки выполняются из медного или алюминиевого провода в эмалевой изоляции, а магнитопровод изготовлен из тонких изолированных лаком пластин электротехнической стали, для уменьшения потерь электроэнергии на вихревые токи (так называемые токи Фуко).
Та обмотка, которая подключается к источнику питания, называется первичной обмоткой, а обмотка к которой подключается нагрузка — соответственно вторичной. Если со вторичной обмотки (W2) трансформатора снимается напряжение (U2) ниже, чем напряжение (U1) которое подаётся на первичную обмотку (W1), то такой трансформатор считается понижающим, а если выше — повышающим.

Рис.2 Схема общего устройства трансформатора
Металлическая часть на которой располагается электрическая обмотка (катушка), т.е. которая находится в ее центре, называется сердечником, в трансформаторах этот сердечник имеет замкнутое исполнение и является общим для всех обмоток трансформатора, такой сердечник называется магнитопроводом.
Как уже было сказано выше принцип работы трансформаторов основан на законе электромагнитной индукции, для понимания того как это работает представим самый простой трансформатор, аналогичный тому который представлен на рисунке 2, т.е. у нас есть магнитопровод на котором располагаются 2 обмотки, представим, что первая обмотка состоит всего из одного витка, а вторая — из двух.
Теперь подадим напряжение 1 Вольт на первую обмотку, ее единственный виток условно создаст магнитный поток величиной в 1 Вб (Справочно: Вебер (Вб) — единица измерения магнитного потока) в магнитопроводе, так как магнитопровод имеет замкнутое исполнение магнитный поток будет протекать в нем по кругу при этом пересекая 2 витка второй обмотки, при этом в каждом из этих витков за счет электромагнитной индукции наводит (индуктирует) электродвижущую силу (ЭДС) в 1 Вольт, ЭДС этих двух витков складывается и на выходе со второй обмотки мы получаем 2 Вольта.
Таким образом, подав на первичную обмотку 1 Вольт на вторичной обмотке мы получили 2 Вольта, т.е. в данном случае трансформатор будет называться повышающим, т.к. он повышает поданное на него напряжение.
Но этот трансформатор может работать и в обратную сторону, т.е. если на вторую обмотку (с двумя витками) подать 2 Вольта, то с первой обмотки по тому же принципу мы получим 1 Вольт, в этом случае трансформатор будет называться понижающим.
Общие характеристики трансформаторов
К основным техническим характеристиками трансформаторов можно отнести:
- номинальную мощность;
- номинальное напряжение обмоток;
- номинальный ток обмоток;
- коэффициент трансформации;
- коэффициент полезного действия;
- число обмоток;
- рабочую частоту;
- количество фаз.
Мощность является одним из главных параметров трансформаторов. В паспортных (заводских) данных трансформатора указывается его полная мощность (обозначается буквой S), она зависит от типа используемого магнитопровода, количества и диаметра витков в обмотках, то есть от массогабаритных показателей электромагнитного аппарата.
Измеряется мощность в единицах В∙А (Вольт-Ампер). На практике для трансформаторов больших мощностей, как правило используются кратные Вольт-Амперам величины Киловольт-ампер — кВА (10 3 В∙А) и Мегавольт-ампер — МВА (10 6 В∙А).
Фактически каждый трансформатор имеет 2 значения мощности: входную (S1) — мощность, которую трансформатор потребляет из питающей его сети и выходную (S2) — мощность, которую трансформатор отдает подключенной к нему нагрузке, при этом выходная мощность всегда меньше входной за счет электрических потерь в самом трансформаторе (потери на нагрев обмоток, потери на вихревые токи и т.д.) величина этих потерь определяется другим основным параметром — коэффициентом полезного действия, сокращенно — КПД (обозначается буквой η), данный параметр указывается в процентах.
Например если КПД указано 92% — это значит, что выходная мощность трансформатора будет меньше входной на 8%, т.е. 8% -это потери в трансформаторе.
Формулы расчета мощности:
- I1,I2 — соответственно, токи в первичной и вторичной обмотках трансформатора в Амперах;
- U1,U2 — соответственно, напряжения первичной и вторичной обмоток трансформатора в Вольтах.
Следует помнить, что полная мощность состоит из активной (P) и реактивной (Q) мощностей:
- Активная мощность определяется по формуле: P=U х I х cosφ ,Ватт (Вт)
- Реактивная мощность определяется по формуле: Q=U х I х sinφ ,вольт-ампер реактивный (Вар)
- Коэффициент мощности: cosφ=P/S;
- Коэффициент реактивной мощности:sinφ=Q/S
Формулы расчета КПД (η) трансформатора:
Как уже было указано выше КПД определяет величину потерь в трансформаторе или иными словами эффективность работы трансформатора и определяется оно отношением выходной мощности (P2) к входной (P1):
В результате данного расчета значение КПД определяется в относительных единицах (в виде десятичной дроби), например — 0,92, чтобы получить значение КПД в процентах рассчитанную величину необходимо умножить на 100% (0,92*100%=92%).
Чем ближе КПД к 100% тем лучше, т.е. идеальный трансформатор — это трансформатор в котором P2=P1, однако в реальности из-за потерь в трансформаторе выходная мощность всегда ниже входной.
Это хорошо видно из так называемой энергетической диаграммы трансформатора (рис.3):

- P1 — активная мощность, потребляемая трансформатором от источника;
- P2 — активная (полезная) мощность, отдаваемая трансформатором приемнику;
- ∆Pэл — электрические потери в обмотках трансформатора;
- ∆Рм — магнитные потери в магнитопроводе трансформатора;
- ∆Рдоп — дополнительные потери в остальных элементах конструкции.
В режиме холостого хода (работы без подключенной к трансформатору нагрузки) КПД трансформатора η = 0. Мощность холостого хода P0, потребляемая трансформатором в этом режиме, расходуется на компенсацию магнитных потерь. С увеличением нагрузки в достаточно небольшом диапазоне (приблизительно β = 0,2) КПД достигает больших значений. В остальной части рабочего диапазона КПД трансформатора держится на высоком уровне. В режимах, близких к номинальному, КПД трансформатора η ном = 0,9 — 0,98.
Зависимость КПД от нагрузки представлена на следующем графике (рис.4):

Первичное номинальное напряжение U1н — это напряжение, которое требуется подать на первичную катушку трансформатора, чтобы в режиме холостого хода получить номинальное вторичное напряжение U2н.
Вторичное номинальное напряжение U2н — это значение, которое устанавливается на выводах вторичной обмотки при подаче на первичную обмотку номинального первичного напряжения U1н, в режиме холостого хода.
Номинальный первичный ток I1н — это максимальный ток, протекающий в первичной обмотке, т.е. потребляемый трансформатором из сети, на который рассчитан данный трансформатор и при котором возможна его длительная работа.
Номинальный вторичный ток I2н — это максимальный ток нагрузки, протекающий во вторичной обмотке, на который рассчитан данный трансформатор и при котором возможна его длительная работа.
Коэффициент трансформации (kт) — это отношение числа витков в первичной обмотке к числу витков во вторичной обмотке k=W1/W2.
Так же kт определяется как отношение напряжений на зажимах обмоток: kт=U1н/U2н.
Для понижающего трансформатора коэффициент трансформации больше 1, а для повышающего — меньше 1.
Примечание: для трансформаторов тока kт определяется как отношение номинальных значений первичного и вторичного токов kт=I1н/I2н
Число обмоток у однофазных трансформаторов чаще две, но может быть и больше. На первичную обмотку подают одно значение напряжения, а с вторичной обмотки снимают другое значение.
Когда требуются различные напряжения для питания нескольких приборов, то в этом случае вторичных обмоток может быть несколько. Также есть трансформаторы с общей точкой на вторичной обмотке для двуполярного питания.
Рабочая частота трансформаторов может быть различной. Но при одинаковых напряжениях первичной обмотки, трансформатор, разработанный для частоты 50 Гц, может использоваться при частоте сети 60 Гц, но не наоборот. При частоте меньше номинальной увеличивается индукция в магнитопроводе, что может повлечь его насыщение и как следствие резкое увеличение тока холостого хода и изменение его формы. При частоте больше номинальной повышается величина паразитных токов в магнитопроводе, повышается нагрев магнитопровода и обмоток, приводящий к ускоренному старению и разрушению изоляции.
Габариты трансформатора напрямую зависят от частоты тока в цепи, в которой он будет установлен. Конечно, трансформатор должен быть рассчитан на эту частоту. Зависимость эта обратная, т.е. с увеличением частоты габариты трансформатора значительно уменьшаются. Именно поэтому, импульсные блоки питания (с импульсными высокочастотными трансформаторами) намного компактнее.
В зависимости от назначения трансформаторы изготавливают однофазными и трехфазными.
Однофазный трансформатор представляет собой устройство для трансформирования электрической энергии в однофазной цепи. В основном имеет две обмотки, первичную и вторичную, но вторичных обмоток может быть и несколько.
Трехфазный трансформатор представляет собой устройство для трансформирования электрической энергии в трёхфазной цепи. Конструктивно состоит из трёх стержней магнитопровода, соединённых верхним и нижним ярмом. На каждый стержень надеты обмотки W1 и W2 высшего (U1) и низшего (U2) напряжений каждой фазы (рис.5).

Виды трансформаторов
Все трансформаторы можно разделить на следующие виды:
- силовые;
- автотрансформаторы;
- измерительные;
- разделительные;
- согласующие;
- импульсные;
- пик-трансформаторы;
- сварочные.
Силовые трансформаторы являются наиболее распространенным типом промышленных трансформаторов. Они применяются для повышения или понижения напряжения. Являются неотъемлемой частью сети электроснабжения предприятий, населенных пунктов и т.д.

Автотрансформатором называется такой трансформатор, у которого имеется только одна обмотка с числом витков W1. Часть этой обмотки с числом витков W2 принадлежит одновременно первичной и вторичной цепям:

Данный тип трансформаторов применяется в приборах автоматического регулирования напряжения. Эти устройства используются, например, в образовательных учреждениях для проведения лабораторных работ, их можно встретить в электролабораториях различных предприятий для проведения тестовых работ.
Внешний вид автотрансформаторов:

Измерительные трансформаторы подразделяются на трансформаторы напряжения и трансформаторы тока. Они обеспечивают гальваническую развязку между цепями высокого и низкого напряжений. Как видно из названия, основное применение — снижение первичного напряжения или тока до величины, используемой в измерительных цепях, например для подключение амперметров, вольтметров, счетчиков электрической энергии. Также они могут применяться в различных цепях защиты, управления и сигнализации. От других типов трансформаторов отличаются повышенной точностью и стабильностью коэффициента трансформации.
Пример измерительных трансформаторов:

Разделительные трансформаторы, данные устройства мало чем отличается от обычных понижающих или повышающих трансформаторов. Единственное различие заключено в том, что на общем магнитопроводе размещаются абсолютно идентичные обмотки. То есть у них полностью совпадают такие параметры как сечение провода, количество витков, изоляция. Поэтому коэффициент трансформации у них равен единице.
Задачей этих устройств является обеспечение гальванической развязки, т.е. исключение непосредственной электрической связи между электрической сетью и подключаемому к ней, через данный трансформатор, оборудованию.
Применяются в тех областях где предъявляются повышенные требования к электробезопасности, например подключение медицинского оборудования.

Согласующие трансформаторы применяются для согласования сопротивления различных частей каскадов электронных схем, а также для подключения нагрузки, не соответствующей по сопротивлению допустимым значениям источника сигнала, что позволяют передать максимум мощности в такую нагрузку. При этом само непосредственное изменение показателей силы тока и напряжения не имеет значения.
Они применяются в усилителях низкой частоты в качестве входных, межкаскадных и выходных трансформаторов.
В качестве входных, согласующие трансформаоры применяются в звуковоспроизводящей аппаратуре для подключения микрофонов и звукоснимателей различных типов.
Трансформаторы этого типа используются для согласования сигнала при подключении антенн к приёмным и передающим устройствам.

Импульсные трансформаторы — это устройства с ферромагнитным сердечником, которые используются для изменения импульсов тока или напряжения. Преобразуют получаемый сигнал в прямоугольный импульс. Применяются для предотвращения высокочастотных помех. Импульсные трансформаторы наиболее часто используются в электронно-вычислительных устройствах, системах радиолокации, импульсной радиосвязи, в качестве измерительных устройств в счетчиках электроэнергии

Пик-трансформаторы — преобразуют напряжение синусоидальной формы в импульсные пики с сохранением их полярности и частоты колебаний.
Незаменимы там, где для запуска исполнительного устройства требуется единичный импульс с установленной амплитудой напряжения. Это, например, управляющие электронные схемы, собранные на тиристорах. Так же применяются в качестве генераторов импульсов, главным образом в высоковольтных исследовательских установках, в технике связи и радиолокации. Наибольшее применение пиковые трансформаторы получили в автоматизации технологических процессов.

Сварочные трансформаторы — являются основными источникам питания для ручной дуговой сварки на переменном токе. Они служат для понижения напряжения сети с 220В или 380В до безопасного и вместе с тем повышения величины тока для увеличения температуры электрической дуги.

Была ли Вам полезна данная статья? Или может быть у Вас остались вопросы? Пишите в комментариях!
Не нашли на сайте статьи на интересующую Вас тему касающуюся электрики? Напишите нам здесь. Мы обязательно Вам ответим.
Принцип работы сварочного трансформатора и чем он отличается от инвертора

Электросвариванием соединяют между собой металлические элементы уже около 150 лет. Способ не теряет актуальности и по сегодняшний день. А сварочный трансформатор выступает классическим оборудованием для этого метода. И хотя его неуклонно вытесняют более функциональные и недорогие инверторы, несколько устаревший агрегат остается в чести у сварщиков старой закалки. Рассмотрим устройство трансформатора и определим, чем он отличается от инвертора.
Что такое сварочный трансформатор
В первый раз куски металла между собой с помощью электричества соединил русский инженер Николай Бенардос в 1882 году. И запатентовал этот способ по всему миру под названием «электрогефест». Впоследствии метод неоднократно дорабатывался, оборудование усовершенствовалось, а термин упростился до «электросварки».
Сварочный трансформатор – это прибор, который преобразует переменный ток, обеспечивая оптимальный уровень для сварки металлов. Для этого он понижает напряжение в сети, как от 220 В, так и 380 до необходимых 60-75 В. Назначение аппарата – ручная дуговая сварка при помощи электродов. Рассмотрим, для чего служит сварочный трансформатор и какие у него достоинства.
Агрегат очень широко применяется повсеместно. Эта сфера охватывает, как использование для бытовых нужд, так и промышленное эксплуатирование. Для работы на производстве требуется овладеть специальностью. Потому что технологии и способы сварки сильно отличаются из-за сложности обрабатываемых механизмов и узлов.
Поэтому сварщику приходится знать все о характеристиках металлов. Уметь делать различные швы и знать в каком случае использовать каждый из них. В бытовых целях трансформатором может легко пользоваться и новичок, без специализированных знаний. Для получения достаточно качественного шва потребуется лишь немного практики.
Достоинства сварочного трансформатора:
- Большая мощность.
- Способность сварить металлы большой толщины.
- Очень долгий срок эксплуатации.
- Простота в использовании.
- Неприхотливость в хранении.
- Легкий ремонт.
- Низкая цена, как на сам агрегат, так и его запчасти.
Из недостатков можно выделить большой вес и габариты. Правда это касается только промышленных экземпляров. Аппараты для домашнего использования очень компактны и весят не слишком много. У обоих вариантов бывают трудности в зажигании, а также нестабильное горение дуги.
Новички отмечают неудобство регулировки силы тока. У трансформатора отсутствуют переключатели и кнопки для этой цели. Необходимо самостоятельно изменять либо величину индуктивного сопротивления, либо вторичное напряжение холостого хода. А для этого нужен опыт.
Устройство трансформатора
Рассмотрим, из чего состоит сварочный трансформатор. Востребованным агрегат делает его простота. Это отражается в его обслуживании и необременительном ремонте. Ведь аппарат состоит всего из двух несложных узлов.
Первый нужен для понижения напряжения, идущего от сети. Причем можно включать прибор в источник питания, как в 220 В, так и 380. Из-за последней особенности трансформаторный узел может быть в первом случае однофазным. А если необходимо преобразовать напряжение в 380 В, то двухфазным или трехфазным.
Одна фаза состоит из сердечника и двух обмоток. Трехфазный трансформатор содержит внутри три однофазных. Двухфазный – только два обычных, но такие приборы большая редкость. А для управления служит регулировочный узел.
Его роль часто играет простейший дроссель насыщения. Чтобы поднять силу тока и тем самым снизить напряжение нужно изменить зазор магнитопровода у этой детали. И для удобства в работе для этой операции на корпус выводят специальную ручку. Такую простейшую конструкцию умельцы часто собирают самостоятельно.

В заводском исполнении к первой обмотке добавляют полупроводниковый регулятор, на основе тиристоров. Вторую обмотку подключают к выпрямительному мосту. Тем самым обеспечивая два уровня напряжения. Охлаждение для обоих вариантов устанавливается принудительное.
Стандартная комплектация сварочного аппарата:
- Магнитопровод.
- Сердечник.
- Первичная обмотка.
- Вторичная обмотка.
- Тиристорный регулятор.
- Импульсный стабилизатор.
- Конденсаторы.
- Регулировочный винт с рукояткой для вращения.
- Защитная система подвесов.
- Клеммы для проводов.
- Корпус.
Для большей эффективности и удобства при пользовании в прибор добавляется вентилятор. Принудительное охлаждение увеличивает время беспрерывной работы аппарата. Для защиты от перегрузки устанавливают автоматический выключатель. А для лучшей функциональности монтируют несколько вторичных обмоток.
Простейшая схема исполнения является залогом надежной работы. Агрегаты очень редко выходят из строя. А если это происходит, то ремонт их несложен. Заменить недорогие детали может любой человек. В том числе и без специальных знаний.
Как работает прибор
Большинство сварочных аппаратов преобразует постоянный ток в переменный. Это нужно для зажигания дуги. Трансформатор же позволяет работать с постоянным током. Поэтому остается только адаптировать электрический ток под нужные условия.
Принцип действия сварочного трансформатора основан на обычных физических процессах. Сначала подается ток на первую катушку. И она создает магнитное поле. В результате, благодаря электродвижущей силе (ЭДС), электроны получают направленное движение.
Ток, двигаясь по спирали первой катушки, через сердечник доходит до вторичной обмотки. А поскольку витков на ней меньше, то выходное напряжение понижается. Этой работой занимается трансформаторный узел.
Для того, чтобы отрегулировать силу тока, необходимо изменить расстояние между обмотками. Приближение вторичной спирали из проволоки к первой катушке повышает силу тока. Бывают трансформаторы с иной конфигурацией. Вторичная обмотка закреплена наглухо, а подвижным делают сердечник.

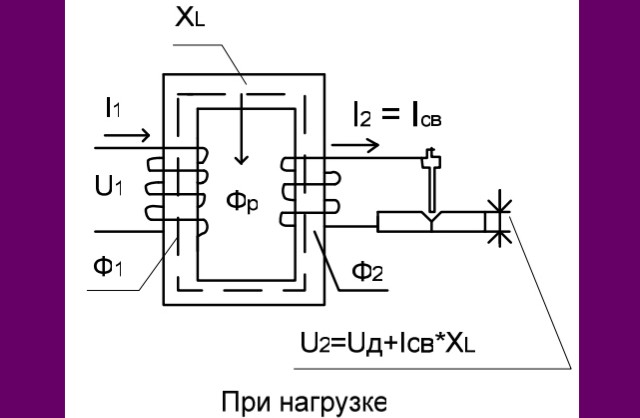
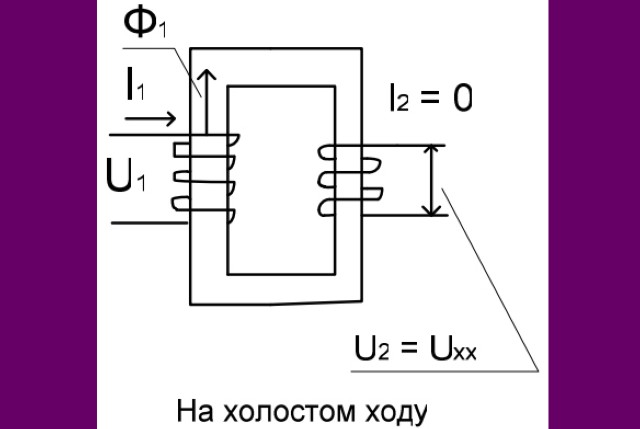
Пока электрод сваривает металл, агрегат находится под нагрузкой. После окончания работы над швом, аппарат сразу переходит в холостой режим. Причем на вторичной обмотке сохраняется напряжение. Ведь ЭДС наводится магнитным потоком.
Величина напряжения холостого хода сварочного трансформатора от 48 до 70 В считается безопасной. Все, что не входит в эти рамки, уже несет угрозу для жизни. Поэтому в простейшую электрическую цепь необходимо встроить ограничитель. Он автоматически будет снижать напряжение сразу же после затухания дуги. Также требуется обеспечить надежное заземление корпуса прибора при работе.
Видео описание
Видео объяснит, как работает сварочный трансформатор:
Классификация по признакам
Обычно агрегаты делят на 3 вида. По принципу работы сварочного трансформатора. Вернее, его управляющего узла. Выделяют приборы амплитудного регулирования с нормальным или увеличенным рассеиванием. Первый вариант содержит дроссель. Второй более сложен, поскольку имеет, кроме реактивной обмотки, стабилизатор напряжения и конденсаторы.
В третьем виде силу тока регулируют тиристоры. Иногда в такие приборы встраивают еще один трансформатор для подпитки. Она нужна для устойчивости горения дуги. Или эту роль берет на себя импульсный стабилизатор.
В остальном все виды сварочных трансформаторов можно классифицировать по таким признакам:
- Количество рабочих постов. Этот показатель определяет, сколько сварочных кабелей можно подключить к аппарату. Существуют многопостовые агрегаты, позволяющие работать одновременно шести сварщикам.
- Способ регулировки. Он зависит от состава управляющего узла.
Ввиду сказанного можно сформулировать рекомендации по выбору сварочного трансформатора для бытовых нужд. Для дома подойдет однофазный прибор с регулирующим дросселем насыщения. Однопостовой агрегат лучше подобрать с выходной силой тока не меньше 300 А. Это пригодится, если придется работать с толстым металлом.

Чем отличается трансформатор от инвертора
Современный сварочный аппарат подключается к сети переменного тока. Затем он преобразует его в постоянный. А после этого инвертирует обратно в переменный. Такая сложность нужна, чтобы получить на выходе частоту 50-80 кГц вместо обычных 50 Гц.
Но это еще не все. В процессе преобразования напряжение падает до 90 вольт. Некоторые приборы могут понизить его и до 30 В. Благодаря этому сила тока может достигнуть отметки в 500 ампер. А на выходе прибор снова выпрямляет напряжение, и работа ведется на постоянном токе в режиме многотысячной пульсации.
Такая операция возможна благодаря сложности устройства. Кроме понижающего трансформатора, прибор укомплектован различными фильтрами и модуляторами. В него установлены кулеры охлаждения, а также всевозможные регуляторы и датчики.
Но при всей сложности схемы, она позволяет уменьшить размеры трансформатора и значительно сократить, как габариты прибора, так и его вес. К тому же электрическая дуга не теряет стабильности, а металл хорошо плавится и образует ровный шов.
Дополнительные преимущества инвертора перед трансформатором:
- Потребление электроэнергии значительно сокращено.
- Хорошая производительность при меньшей мощности.
- Регулировка силы тока, позволяющая сваривать не только тонкие, но и толстые металлы.
- Возможность работы с легированными сталями, медью и алюминием.
- КПД остается неизменным длительное время при непрерывной работе.
А главным минусом выступает высокая цена на инверторы. К тому же прибор очень капризен. Сразу же реагирует на понижение температуры окружающей среды. А из-за сложности комплектации затрудняется ремонт, который также превращается в дорогостоящее удовольствие.
Видео разъяснит, что такое сварочные трансформаторы, каково устройство и принцип работы у прибора. И в чем их отличие от инверторов:

Коротко о главном
Сварочный трансформатор понижает напряжение бытовой или промышленной сети до семидесяти вольт. При такой нагрузке становится возможным соединение металлических элементов между собой ручной дуговой сваркой. При работе необходимо использовать специальные электроды.
Трансформатор имеет неоспоримые преимущества перед современным сварочным инвертором. Это заключается в простоте устройства, стабильности в работе и низкой цене, как на сам прибор, так и на его комплектующие. Промышленные трехфазные модели качественно сваривают между собой даже самый толстый металл.
При выборе прибора для бытовых нужд, нужно обратить внимание на его фазность и способ управления, а также на максимальную генерацию тока. Приобретать для дома лучше однофазное устройство с регуляцией либо на дросселе, либо на тиристорах. Сила тока должна быть не меньше 300 А.
Трансформатор для контактной сварки
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.

Точечная контактная сварка
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
![Строение трансформатора]()
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
![Электрод для контактной сварки]()
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
![Технология конденсаторной сварки]()
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
![Электрод для конденсаторной сварки]()
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Сварочный трансформатор: устройство и принцип действия
![]()
Сварочный трансформатор является, пожалуй, самым распространенным видом промышленного оборудования. Его основу составляют несколько ключевых узлов, которые, взаимодействуя, генерируют сварочную дугу. Ее мощности достаточно для того, чтобы соединить две металлические заготовки или разрезать цельный кусок металла. В зависимости от конструктива, функционала и силы генерируемого напряжения оборудование делится на несколько видов. Каков принцип действия сварочного трансформатора, какие происходят при этом процессы, отличительные особенности моделей – это неполный список вопросов, которые рассмотрены ниже.
Устройство сварочного трансформатора
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток. Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Принцип работы сварочного трансформатора
Итак, настало время рассмотреть детальнее, что такое сварочный трансформатор и как он функционирует. Алгоритм работы оборудования включает несколько основных этапов:
- Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства;
- Далее напряжение поступает на вторичную обмотку.
- Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
- По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной.
Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине.
Холостой ход
Любые представленные на потребительском рынке сварки оснащены двумя режимами работы: под нагрузкой и холостой. Во время сварочного процесса между изделием и электродом замыкается вторичная обмотка. Образуется ток большой мощности, которой хватает для того, чтобы плавить металл. По окончании работ вторичная цепь размыкается. Дается старт работе оборудования в режиме холостого хода.
В первично катушке генерируемые электрическим током силы имеют двойное происхождение. Первые из них образуются магнитным потоком, а другие – рассеиванием. Электродвижущие силы создаются в магнитопроводе, и между витками обмоток замыкаются по воздуху (между пластинами есть изоляция). Они формируют величину холостого хода.
Важно, чтобы сила тока холостого тока не представляла угрозы здоровью и жизни сварщика. Она ограничена величиной 48V. И только некоторые модели имеют этот показатель 60-70В. В случаях, когда электродвижущие силы, которые образуются от потока рассеивания, имеют большее значение, то дополнительно устанавливается автоматический ограничитель. Его нормативное срабатывание составляет меньше 1 секунды после окончания сварочного процесса. Корпус варочного аппарата всегда необходимо заземлять. В случае нарушения изоляции первичной обмотки напряжение пойдет путем наименьшего сопротивления и уйдет в землю, миную человеческий организм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Расчет трансформатора для сварки
Для разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков.
Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%.
Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
Читайте также:



