Из чего состоит сварочный кабель
Главная и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.

Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Она должна выдерживать воздействие жары, холода, пролитого масла или другого смазочного материала. Проводник и изоляция должны быть невосприимчивы к ударам, рывкам и химически агрессивным средам.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
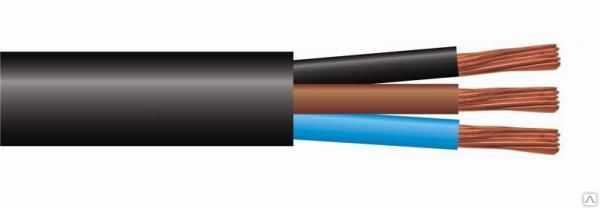
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.
Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм 2 .
При токах 240-250 А необходим проводник сечением 25 мм 2 . При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм 2 .
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм 2 и 95 мм 2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Сварочный кабель
Для работы аппарата электродуговой сварки необходимо создать электрический дуговой разряд между электродом и деталью. Чтобы подвести ток к месту дуги, нужны провода. Они должны выдерживать очень большой ток — в сотни ампер. Проводимость кабеля обуславливается его поперечным сечением и материалом, из которого изготовлены его жилы.

Виды и назначение сварочного кабеля
Сварочный кабель присоединяется к источнику постоянного или переменного тока с одной стороны, и к держателю электрода и зажиму «массы» +85 °С — с другой. Исходя из требований технологического процесса, он может применяться в самых разных условиях.
Основными параметрами его являются:
- способность противостоять различным механическим нагрузкам и повреждениям, растяжению, сжатию, изгибу;
- устойчивость к перепадам температуры;
- устойчивость к излучению в ультрафиолетовом спектре;
- стойкость к грибковым и плесневым спорам;
- коррозионная стойкость.
Широко применяется несколько основных классов кабеля. Они подразделяются в соответствии с поперечным сечением, количеству жил и климатическому классу.
По количеству жил различают:
- Одножильные. Проводник сделан из медной проволоки, обладающей отличной проводимостью и пластичностью. Это обеспечивает гибкость при многократном сматывании/разматывании. Широко применяется в малогабаритных мобильных инверторных аппаратах.
- Двужильные. Два изолированных проводника — катодный и анодный, позволяют работать переменным током высокой частоты. Делаются из специальных сплавов меди с другими металлами.
- Трехжильные. Разработаны для автоматизированных сварочных комплексах для соединения трубопроводов и сосудов давления.

Применение различных изолирующих оболочек позволяет производить сварочные кабели в разном климатическом исполнении:
- Тропическое (КГ-Т). Провод может работать до +85 °С и при высокой влажности. Антисептическая пропитка защищает его от бактерий и спор грибков и плесени. В тропических условиях обычные провода для сварочного аппарата не выдерживают и могут порваться.
- Хладостойкое (КГ-ХЛ). Для изоляции использованы специальные морозостойкие полимеры, не трескающиеся и сохраняющие эластичность при морозе до -60 °С
Конструктивные особенности
Конструкция кабеля была разработана и много лет совершенствовалась, а исходя из условий его эксплуатации. Проводящая жила имеет круглое сечение и сплетена из нескольких медных многожильных проводов. Между проводящей жилой и изоляцией проложен разделяющий слой — полимерная пленка. Если применяется специально разработанная электроизоляционная резина, предотвращающая затекание внутрь жилы, то обходятся без разделяющего слоя.
Конструктивный срок службы сварочного провода определен в четыре года. После этого производители рекомендуют заменить его на новый.

Сечение сварочного кабеля
Существует технология реновации, предусматривающая удаление изношенной изоляции и нанесение нового ее слоя. Это позволяет вернуть сварочные провода к жизни и продлить срок их эксплуатации.
На сегодняшнем рынке нет модели настолько универсальной, чтобы она могла служить в условиях любого климата и любого производства. Вместо этого производители предлагают линейки продуктов, адаптированных к тем или иным условиям, обеспечивая в них минимальное сопротивление и максимальную гибкость.
Основной характеристикой кабеля является его сечение. Оно определяет максимальную нагрузку тока, который можно пропустить по электрической цепи.
Следующая характеристика — это количество жил. В бытовых сварочных аппаратах применяется одножильный провод.
- климатический класс;
- частотность;
- жаростойкость;
- гибкость.
В сегодняшнем оборудовании для сварки применяют следующие типы проводов:
- одножильные медные, применяемые вместе с инверторными источниками тока;
- двужильные высокочастотные, используемые при импульсной сварке и разделке металлических конструкций;
- трехжильные для автоматических сварных комплексов, используемых при монтаже трубопроводов и сосудов давления.
В комплекте со сварочным аппаратом поставляются провода, рассчитанные на его максимальный сварочный ток. Он указан в паспорте устройства и на табличке на его корпусе.

Сварочный аппарат в комплекте с кабелем и маской
Так, для тока 160-190А сечение провода должно быть не менее 16 мм 2 . При увеличении тока до 250 А потребуется увеличить и сечение до 25 мм 2 , а для специализированных профессиональных моделях, развивающих ток до 500А, нужен соответственно кабель для сварки в 95 мм 2 .
Критерии выбора
Основные критерии, которыми руководствуются при подборе кабеля на сварочный аппарат, следующие:
- тип (количество жил);
- сечение (выбирают исходя из максимального тока);
- длина (определяется расстоянием от аппарата до рабочей);
- условия эксплуатации;
- совместимость со сварочным аппаратом;
- цена.
Можно ли удлинять кабель
Среди экспертов много спорят на эту тему. Спорят о нем «до хрипоты, до крика». Одни уверяют, что провод ни в коем случае удлинять нельзя, это приведет к падению производительности, безопасности и качества шва. Другие утверждают, что, поскольку в рекомендациях производителей об этом ничего не говорится, то удлинять можно.
Истина, как всегда, находится посередине. С длинными проводами намного удобнее работать, если сварщику приходится постоянно перемещаться от одной точки сварки к другой. Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Из этой неприятной ситуации есть простой выход: более длинный кабель должен иметь большее сечение.

В ходе замены првода на более длинный важно правильно присоединить к нему штекерные и клеммные разъемы. Это делается с обязательной пропайкой и последующей опрессовкой.
Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы.
Выбор сечения при удлинении кабеля
В случае необходимости удлинения кабеля важно придерживаться принципа сохранения его общего сопротивления. Согласно законам электротехники, для цилиндрического проводника сопротивление прямо пропорционально его дли и обратно пропорционально его сечению.
Грубо говоря, если провод стал в два раза длиннее, то и сечение сварочного кабеля должно быть вдвое больше.
Если увеличение длины не кратное, то сечение нового кабеля можно определить по формуле:
S2=L2/L1×S1,
где S2 и L2 — сечение и длина нового кабеля, а S1 и L1 — старого.
Особенности эксплуатации и правила подключения
Подключая провода кабеля к сварочному аппарату нужно соблюдать определенные правила.
Нужно соблюдать полярность. На многих источниках, не предусматривающих сварку обратной полярностью, размеры штекеров сделаны разными, и подключить кабели наоборот просто невозможно. Если же размеры штекеров одинаковые, нужно внимательно следить за их маркировкой.
Необходимо следить за сохранностью опрессовки разъемов и целостностью изоляции. Это входит в обязательную проверку оборудования перед началом работы. Работать кабелем с нарушенной изоляцией, разлохматившимися жилами категорически запрещено.
Требования к сварочным кабелям
Провод должен обеспечивать подведение тока к месту дуги с минимально возможными потерями. Поэтому их делают медными — мель обладает максимальной проводимостью из доступных металлов. Чтобы кабель не нагревался проходящим током, его сечение делают достаточно большим.
Кроме того, сварщику требуется держать электрод под разными углами и зачастую совершать им сложные движения. Провод не должен сковывать движения руки сварщика. Кроме того, при сборке сложных строительных и промышленных конструкций варить приходится в труднодоступных местах. Поэтому кабель должен быть гибким, а материал изоляции — эластичным и упругим.
Поскольку металлические конструкции, среди которых проводятся сварочные работы, являются проводниками электрического тока, изоляция должна быть прочной, долговечной и выдерживать высокие напряжение.
Также изоляция должна иметь высокую стойкость к разрыву, сдавлению и кручению, стойкой к экстремальным температурам, агрессивным средам.

Сварочный инвертор в работе
В ходе использования провод неоднократно сматывают в бухты и разматывают обратно. Всем вышеперечисленным требованиям соответствует медный многожильный провод больших сечений в изоляции из маслобензостойкой резины.
Маркировка сварочного кабеля
Маркировка состоит из буквенно-цифрового обозначения.
Начинается она с аббревиатуры, означающей класс проводов. Так, КС — означает «кабель сварочный», буква К означает, что токопроводящая жила сплетена из медной проволоки.
Очень близкими техническими характеристиками обладает марка КГ (гибкий), его также можно использовать для сварки в домашних условиях.
Литера «П» означает наличие полимерного защитного слоя. Литеры «ХЛ» указывают на морозостойкое исполнение. Такие модели можно применять до -60 °С. Он покрыт дополнительным слоем полимера, предотвращающим растрескивание на морозе.
Литера Т означает тропическое исполнение. Изоляция сделана из материалов, могущих работать при температурах до +85 °С и содержащих в своем составе антисептические и антибактериальные препараты. Эта изоляция также обладает способностью работать как при очень высокой, так и при очень низкой влажности окружающего воздуха, сохраняя свои высокие рабочие качества и в жарких пустынях, и в мангровых лесах.
Сочетание КОГ указывает на примененные жилы повышенной гибкости. Такие кабели позволяют протянуть их в самые замысловатые уголки собираемой конструкции или строящегося судна. Кроме того, он обеспечивает повышенный комфорт для сварщика при выполнении сложных швов замысловатого рисунка.
Литера ВЧ означает адаптацию для токов высокой частоты. Такой провод будет отлично работать со сварочным инвертором, как бытовым, так и профессиональным.
Сочетание КГ означает повышенную водонепроницаемость. Таким проводом можно проводить работы и под водой. Для этого требуется обеспечить безупречную гидроизоляцию всех разъемов.
И, наконец, ГН означает огнеупорность или негорючесть. Такие модели применяются при сварке « на горяче» в условиях промышленных предприятий, когда сварке подвергается термоообработанная (нагретая до температуры пластичности) заготовка.

Маркировка сварочного кабеля
Далее идет цифра 1, 2 или 3, обозначающая число жил. Затем через символ «х» указывается сечение токопроводящей жилы в квадратных миллиметрах.
Производители импортных сварочных кабелей используют собственные системы обозначений. В любом магазине, торгующем сварочным оборудованием, есть таблицы соответствия и заменимости отечественных и импортных моделей
Правила сварки медных проводов
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ

Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды

Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Из чего состоит сварочный кабель

Фейерверк разлетающихся слепящих искр с эпицентром, который похож на ярчайшую сверхновую звезду - многие из нас с интересом наблюдали за работой сварщика, зная, что на самом деле это очень опасно для зрения. Сварка - это не только красивый, но и технологически сложный процесс, требующий первоклассного оснащения и отличных профессиональных навыков.
К счастью, мы не будем рассматривать все 150 способов и разновидностей сварочных процессов, которые существуют сегодня, а остановимся на важной проблеме рационального выбора силового кабеля для сварочного аппарата. Речь пойдет об основных типах проводов для сварки, их конструктивных особенностях, популярных марках и критериях определения оптимального сечения.
Назначение и конструкция сварочных кабелей

Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму ("массе") для создания замкнутого контура.

Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в "горячих" местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ - постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность - проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
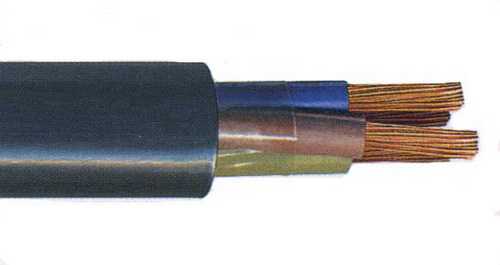
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов - маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод - его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки - используют для передачи рабочего напряжения,
- провод для держателя - подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
Сварка - достаточно динамичный технологический процесс, который обычно подразумевает необходимость постоянного перемещения специалиста или смены позиции рабочего инструмента. Поэтому профессиональные сварщики используют только гибкие разновидности проводников, например, КГ, КГН или КОГ1.
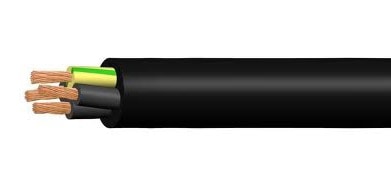
Наиболее популярной маркой сварочных кабелей считается КГ. Отличаясь приемлемой ценой и оптимальными техническими характеристиками, КГ хорошо зарекомендовал себя как надежный "передатчик" электротока на держатель или силовой провод, питающий аппарат для сварки от сети.
Марка КГН создавалась для потребностей судостроения, поэтому отлично приспособлена для функционирования в агрессивной среде, помещениях с высокой влажностью воздуха, длительным конденсированием влаги, а также зонах повышенной пожарной опасности. Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение. Марка КГН часто используется в качестве обратного сварочного провода, который обычно располагается на поверхности пола производственного помещения или на земле.
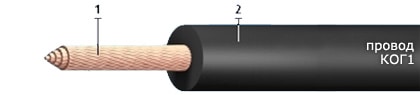
Если для равномерного прогрева свариваемых поверхностей требуется обеспечить максимальную мобильность специалиста, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1. Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины. Сварочный провод работает с переменным напряжением 200 В (50 Гц), постоянным - 700 В и присоединяется к оборудованию через пайку, сварку или опрессовку.
Какой кабель нужен для сварочного аппарата?
Провод для сварки подбирается под конкретный рабочий проект и должен отвечать ряду требований. Как правило, для выбора сварочного кабеля достаточно правильно определиться с токовыми характеристиками подключаемого инвертора или другого сварочного устройства и сечением провода, указанным производителем в техническом описании изделия.

Необходимо соблюдать "золотое" правило - чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель - это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
- 80-100 А - 6-7 мм2,
- 120 А - 10 мм2,
- 160-189 А - 16 мм2,
- 200/250 А - 25 мм2.
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А - 50 мм2. Трансформаторы, способные "выдавать" 437 А требуют 70 мм2 проводов, 522 А - 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Длина кабеля сварочного аппарата
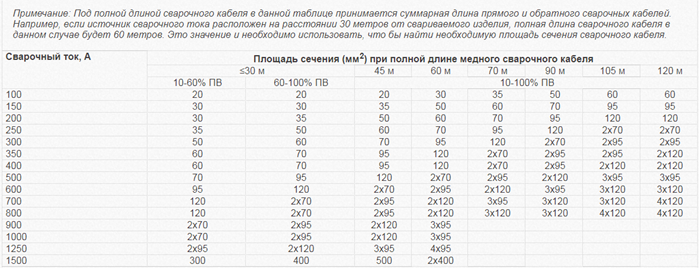
Еще одним важным критерием, который прямо влияет на производительность и качество сварочных работ, является длина проводника. Поскольку при увеличении протяженности сварочного кабеля происходит падение токовых характеристик, необходимо предельно точно просчитывать взаимосвязи данных параметров.
ПВ - продолжительность включения, одна из характеристик сварочного инвертора.
В таблице приведены примерные показатели сечения сварочных проводов для заданных значений силы тока и длины проводов. Важно учитывать рекомендации производителей агрегатов для сварки, которые могут прямо указывать предельные длины кабелей для каждой марки своих изделий, не рекомендуя или запрещая удлинение проводников.
Нужен кабель для сварочного аппарата? Подберем лучший вариант!
Отправьте заявку он-лайн или позвоните по бесплатному
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
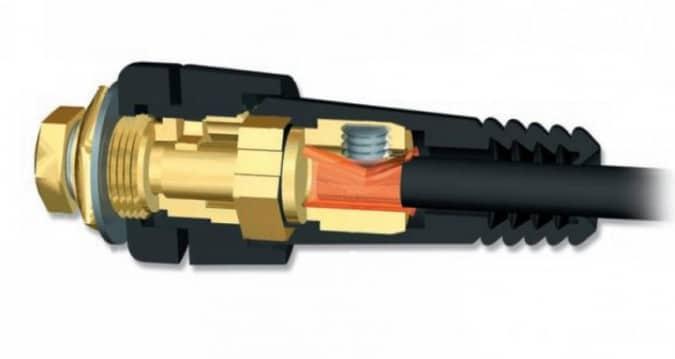
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Читайте также: