Импульсный трансформатор для точечной сварки
В домашних условиях иногда требуется надежно соединить две небольшие металлические детали. Лучше всего это сделать с помощью контактной точечной сварки (КТС).
Принцип действия
Соединение деталей с помощью КТС осуществляется за счет воздействия на материалы электрической энергии. Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла. После его затвердевания образуется сварное соединение (шов).
Для осуществления КТС необходимы:
- источник электрической энергии, обеспечивающий необходимый ток;
- устройство прижима свариваемых деталей.
Источник электроэнергии для точечной сварки имеет:
- Низкое выходное напряжение (1- 3 В).
- Большую величину сварочного тока (>200 А).
При этом длительность импульса тока не превышает 1-2 секунды, а зона расплавления металла должна быть минимальной.
Устройство прижима обычно совмещается с электродами, по которым протекает ток сварки.
Трансформатор
В качестве источника тока для КТС обычно используется трансформатор, преобразующий высокое напряжение сети в низкое напряжение сварки. При конструировании самодельного сварочного аппарата для точечной сварки часто используются мощные трансформаторы от уже отработавших электрических приборов. В частности, могут быть использованы трансформаторы от микроволновых печей или сварочных аппаратов.
Основным требованием к таким устройствам является то, что они должны иметь достаточную мощность (не менее 1 кВт). При этом для сварки более массивных деталей требуются более мощные трансформаторы. В любом случае трансформаторы требуют доработки.
Доработка состоит в удалении имеющейся вторичной обмотки и намотки поверх первичной обмотки (220 В) дополнительно одного или нескольких витков толстого медного провода.

Примерная стоимость сварочных трансформаторов на Яндекс.маркет
В некоторых случаях производят замену обеих обмоток. Для мощных аппаратов, например, первичную обмотку выполняют более толстым проводом, а вторичную обмотку выполняют в виде одного витка, выполненного из алюминиевой шины.
Возможен вариант намотки нескольких витков толстого провода непосредственно на тороидальный сердечник трансформатора старого сварочного аппарата.
Устройство прижима
В процессе сварки значение имеет не только наличие сварочного тока, но и создание усилия прижатия свариваемых деталей.
С этой целью обычно используется рычаг, при нажатии на который электроды с двух сторон сжимают свариваемые детали. Для возврата рычага в исходное положение применяют пружину. Если требуется более сильный прижим, то дополнительно используется винтовая стяжка.
Рычаги могут быть выполнены из металла или дерева. При этом металлические рычаги необходимо изолировать.
Управление
В процессе ручной сварки производится кратковременное включение аппарата. Для этого в цепь питания трансформатора вводится выключатель. В простейшем случае он представляет собой кнопочный выключатель, который подключает первичную обмотку к сети. Иногда действие выключателя совмещается с положением рычага, и при его опускании на место сварки замыкается электрическая цепь, и происходит точечная сварка.
Электроды
КТС производится с помощью электродов. Электроды представляют собой медные цилиндрические детали различной формы, с помощью которых устройство прижима сдавливают свариваемые детали. Через электроды подводится сварочный ток. Диаметр электродов выбирается в зависимости от мощности аппарата. При этом провода, по которым подводится ток к электродам, должны иметь сечение, соответствующее проходящему по нему току. В противном случае, из-за влияния сопротивления относительно тонких проводов будет уменьшаться сварочный ток. В худшем случае провода, имеющие малое сечение, будут греться и могут сгореть.

Примерная стоимость электродов на Яндекс.маркет
Электроды можно купить готовые, а можно сделать самостоятельно. Для этого используется медный пруток. Если аппарат предназначен для сварки тонких материалов, и его мощность невелика, то можно в качестве электродов использовать медные наконечники от обычных паяльников.
В некоторых случаях любители выполняют электроды из медных пластин.
Как самостоятельно изготовить аппарат для точечной сварки из инвертора? Схема, необходимые элементы
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Точечная сварка из микроволновки

Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!


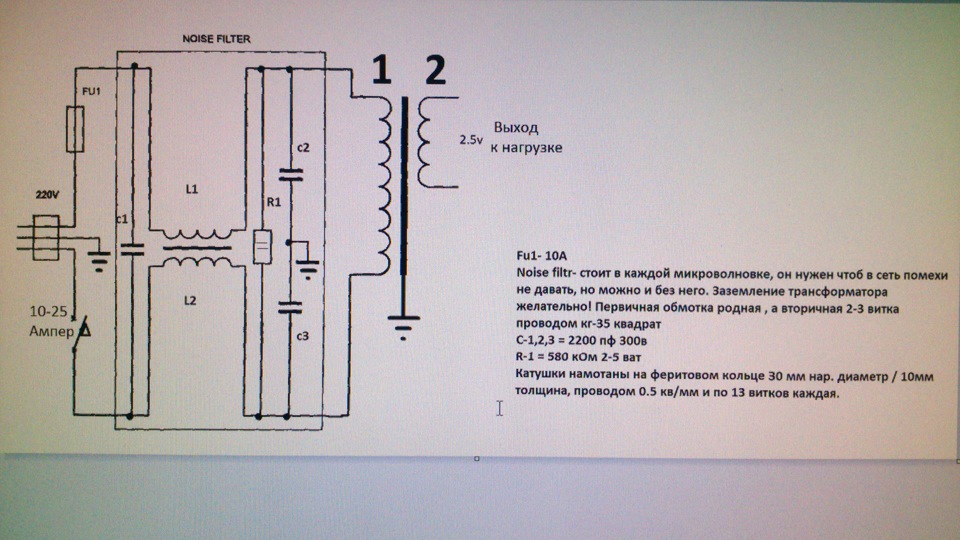
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.



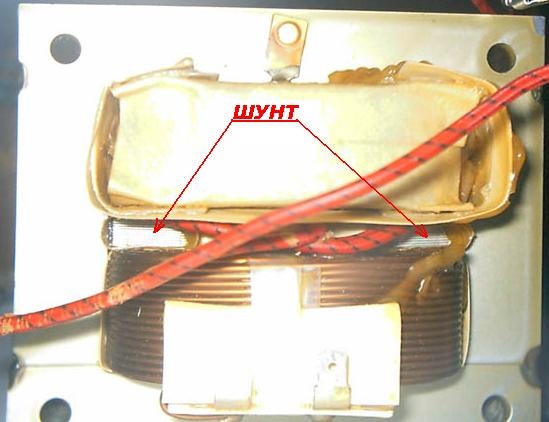
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.











Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.


Кому не сложно спасибо за репост, может кому еще пригодится тема!
Всем супер драйва и хорошего настроения!
Комментарии 139
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Померь сколько ом первичка у тебя? У меня 3,2 ом. Вначале работало, а теперь почему- то не работает и гудеть стало тихо при сварке. Наверно накрылась первичка, предполагаю.

Первичка 2 Ом ровно
Спасибо! Какой листы эта сварка толщиной соединит?
если добавить в нее кондеры то будет веселее, а так смотря сколько держать, можно и 2 по 2 легко
сейчас делаю мощнее и споттер, будет видео на моем канале в ютубе
Сними видео с этой конструкцией как варит! Потом уже то!
Почему нет не слова про схему подключения первички?

Доброго времени суток.
Решил собрать данный апарат и вот, взял два транса, срезал не разбирая намотал 50ый провод и… И все, трансы гудят, померял мультиметром на холостом ходу, а тока нет.
Прочитал тут что на холостом его и не будет, ну думаю, хорошо, взял лампу от машины присоединил, загорелась, потом электрод и на клеммы его положил, начал он как гвоздь у всех нагреваться.
Я радостный выключил и начал ваять корпус, все присоединил, включаю, а трансы гудят, а "гвоздь " не плавят, лампу присоединяю и нечего не происходит.
Самый прикол в том что, в начале как только намотал провод на один транс и замерял на "холостом ходу"мультиметром, показало 1,5вольт?!
Подмотал на второй, замерял 0вольт?!
Размотал, подумал может что то не так намотал, снова подмотал второй, показало на холостом 3 вольта?!
Радостный уехал домой, приезжаю на утро в гараж, подключаю иии…опять 0 вольт?!
После, 2часов раздумий залажу в интернет, потом сюда, пернматываю снова, иии дальше выше мною описанные операции с электродом- все работает.
Вот пишу сейчас, т.к. он снова трансы
гудят а не работают, друг о друга клеммой чиркаешь и он мааааленькую искорку выдаёт, но лампу не зажигает и гвозь не плавит.
Вот такие чудеса, не знаю что и делать.
P.s. видел я этот маленький проводок " землю"каторый приклепан был к телу транса я его оборвал при разборке.
Как я понял этот провод был со вторички каторую срезал и он же ненужен вроде? Или я не прав
Этот маленький провод что оборвали с корпуса транса присоедените назад это с первички и будет вам счастье, обязательно на корпус подайте ноль или заземление
Я так понял, взять с любой клемы первички и кинуть на корпус?
нет. используйте провод питания с заземлением и провод заземления присоедените на корпус транса, чтоб случайно фазу не подать на корпус, да и на трансе присоедените проводок что к корпусу шел
Вообщем я ненашел куда этот провод прикрутить, взял первый транс так же без проводка и как нестранно выдовал на холостых 1.5 Вольта, спомащью машинного масла и ловкости рук, без разбора транса, внедрил третий виток 50провода, подсоедин л питание и вуаля, шайбы стал приваривать.
Так и до сихпор загадка, как один транс работает без этого проводка а второй так и не мог выйти на рабочие параметры, хотя оба гудели и иногда(описал ранее) выдавали 3вольта.
Вообщем итог, цель достигнута, но сути так и не разобрав где собака зарыта. Позже в БЖ выложу у себя весь процесс.

Надо поменять провода первичной обмотки местами на ОДНОМ из трансформаторов.

Поменяй на первичке одного из транса клеммы местами

отлично!))
хочу сделать такую штуку для отворачивания закоревших болтов в авто, нагревая их таким прибором
есь пару вопросов
витков толстого провода нужно брать больше или меньше и что меняется при этом?
опасно ли такое устройство и на что обратить внимание?
чем меньше витков тем меньше напряжение и больше ампераж, и на оборот. до пяти вольт этот транс не чувствует кз, выше пяти будет очень сильно греться.2-3 вольта я думаю оптимально. если соблюдать технику безопасности то безопасно, если будете работать им продолжительное время то лучше куллер с компа поставить или от сварочного полуавтомата он как раз на 220вольт
А как влияет на нагрев первички?
Чем ниже напряжение тем больше будет греться так как ток выше? Верно я понял?

Думаю сделаю так же почти 3 витка, а то я тоже и провода хочу сваривать. А ленту к аккуму и так приварит без проблем. Ну к NiCd например для шуруповерта.
А на фото где намотано это провод 1 метр взят или 2?
Не, я именно в выборе 2 или 3 витка. С статье описано и на фото 3 витка, а если сделать на 1 меньше. Я про это
Страшного ничего не будет, сделал почти 3 витка и это в статье написано (3 витка без1/4) я это сделал по нескольким причинам
1. чтоб выводы проводника выходили на одну сторону
2. чтоб плотно провод сидел в трансформаторе
3. чтоб больше был вольтаж для сварки проводов (для лучшего образования дуги)
и то что у меня не закончен третий виток, то он сильно не повлиял не на что, а добавил 0.5вольта только
Так что у вас чтоб были полные два витка выводы будут на разных сторонах транса, чуть меньше вольтаж будет, а чем меньше вольтаж тем больше ампераж! можно даже расчитать транс с проводом
Треш проект — точечная сварка
Очередной треш проект — делаем сами своими руками аппарат для точечной сварки из трансформаторов от микроволновок.

Вообще этот проект для меня в какой то степени — отдых. На работе приходится ломать голову как сделать изделие максимально технологичным, из доступных компонентов, даже то, которое нужно только в одном экземпляре — вдруг завтра закажут 100500 штук? А тут чистый процесс творчества, ни одного чертежа, из чего бы сделать это? а вон из той железки из кучи мусора на заднем дворе. Всё по месту в одном экземпляре из хлама.
Этап первый — сбор информации и формулирование требований.
Идея сделать точечную сварку была давно, но тут так сошлись звезды что можно было убить сразу несколько зайцев сразу, к тому же скопились практически все материалы. Поиски в интернете привели в уныние. 90% информации — это популярные записи из разряда «смотри что можно» и являются скорее доказательством концепции, чем реально полезным устройством, из разряда «Гы-гы Бивис, смотри, оно гвозди докрасна калит!» и сваренные две жестянки. Про ютуб скажу отдельно в постскриптум.
Часть полезной информации оказалась размазанной тонким слоем на форуме чипмейкер, мастер сити и других, где народ собирает точечную сварку и по ходу дела обсуждает тонкости конструкции. Эта информация мне помогла больше чем десятки видео.
Постановка задачи: нужно занедорого, с минимумом покупных элементов сделать настольный аппарат для точечной сварки. Для ориентировки: китайские сварочные клещи стоят 10-15 килорублей, брендовые 35 и более килорублей. Свое время, естественно, не бесплатное и порой действительно целесообразнее купить.
Сразу стоит дополнительно пояснить:
- Аппарат собранный из «говна и палок» (DiHalt, привет) не ровня промышленному. Промышленный аппарат при похожих возможностях не просто так в разы дороже и крупнее. Большая проблема — нагрев, и промышленные установки имеют водяное охлаждение электродов, хорошее сечение проводников, электроды из правильного сплава. И домашне-гаражное поделие после 10 точек нужно оставить остывать на 10 минут, а промышленный рассчитан делать точки каждые пару секунд, 24 часа в сутки 7 дней в неделю. Поэтому ниши разные, самодельный — скорее лабораторно-экспериментальный, если нужно иногда что то сварить. Промышленный — если вы работаете им с утра и до вечера и зарабатываете этим на жизнь.
- Из обычной бытовой розетки на 220В много электричества не вытянуть, а трехфазное подключение это совсем другая история, поэтому не стоит ждать, что у вас 2 кВт мощщи будет проваривать два листа в 5 мм.
- В точечной сварке работают вместе два фактора — нагрев электрическим током и давление электродов. Поэтому механика системы «две палки и петля от двери» будут работать плохо и нестабильно.
- В сварке тонкого железа (0,5 мм и менее), тонкой проволоки без реле времени делать вообще нечего, скорости и точности реакции для стабильного результата не хватит, будет или непровар или пережог.
План вырисовывается такой. Берем два (хотелось запас по мощности, и я не ошибся) трансформатора от микроволновки. Сами по себе трансформаторы примечательны выжиманием максимума ради экономии. По расчетам в программе, железо такого трансформатора будет тянуть всего 230 Вт мощности, но из него выжимают аж 800 Вт! Это дается дорогой ценой — снижен КПД, все греется, трансформатор не способен на длительную непрерывную работу, большой ток холостого хода.
Наматывать вторичку я решил кабелем 95 мм2. Чем ниже сопротивление кабеля — тем больший ток удастся развить, по крайней мере проводка не станет «бутылочным горлышком» системы. Были жалобы форумчан, что трансформатор «не варит» — а на фото — хвосты чуть ли не метр, при сечении что-то вроде 35 мм2. Чем толще провод — тем дальше можно вынеси электроды от трансформатора. Наматывать буду без размыкания железа — не нравится мне идея заиметь дополнительный зазор в паршивом трансформаторе.
Этап второй — сборка.
Были разговоры по поводу трансформаторов, из чего обмотки. Расставляю все точки над i:

Два внешне похожих трансформатора имеют разную начинку. Слева алюминиевые обмотки, справа медные.
В целях экономии производители стали заменять медь на алюминий (при этом еще и уменьшая габарит железа). Такие трансформаторы хуже по всем параметрам, алюминий проводит тепло и ток почти в два раза хуже меди, да и надежность ниже. Определить можно слегка пошкрябав изоляцию на проводе — оголится белый алюминий. Из-за того, что я планировал использовать два трансформатора в параллель — пришлось пустить на запчасти еще одну микроволновку — донора, трансформаторы должны быть близки по размерам и одинаковы по материалам обмоток.
Процесс переделки трансформаторов прост. Ножовкой срезаем вторичную обмотку (сделана тонким проводом и имеет одну клемму, второй вывод идет на корпус) с двух сторон .

Выбиваем обмотки куском болта. Возьмите болт подлиннее, чтобы не повредить первичную обмотку.
Зажимаем в тисках и болтом выбиваем обмотку. Заодно выбиваем магнитный шунт — пачка пластинок трансформаторной стали в окошке между обмоток — он замыкает часть магнитного потока через себя ограничивая мощность.

Резиновая изоляция избыточно толстая
Для проекта был куплен кабель 95 кв.мм в резиновой изоляции, длина 3 м (1,5 м на трансформатор, цена порядка 600 р/м) и сразу были куплены наконечники для 95 кв.мм. Изоляцию придется срезать — она слишком толстая и будет мешать, благо напряжение нас ожидает всего около 2 вольт. Если изоляция резиновая — то приготовьтесь, что проводники под изоляцией почерневшие насмерть. Я засунул жилы в толстую термоусадочную трубку, такой «шланг» гнуть проще — жилы могут перемещаться друг относительно друга внутри обеспечивая мне меньшие радиусы изгиба. После сборки феном термоусадка усаживается. В теории в окнах у меня должно было остаться много место. Но в теории теория работает, на практике несколько наоборот. Хорошая идея изолировать железо от термоусадки чем-либо термостойким — стеклотекстолит, гетинакс — если перегреем трансформатор и изоляция у нас поползет, иметь замыкание витков на железо нам бы не хотелось бы. Слабая изоляция между обмоткой и железом ставит крест на идее взять десяток таких трансформаторов по 2 кВ и получить соединив последовательно 20 кВ.



Намотав трансформаторы отложим их в сторонку. и приступим к механике.
Механику варил из профильной трубы — 15*15, 20*20, 40*20. Я боялся что труба 20*20 загнется, поэтому в местах ослаблений наваривал куски металла для усиления. Конструкция получилась избыточно мощной. Компоновка простая — два выносных рычага, трансформаторы в задней части друг над другом. Отдельно ломал голову над шарниром, регулировками, механизмом сведения.

Шарнир — важная часть, он не должен иметь люфтов. Дверные петли, мебельные петли, даже длинная рояльная петля — увы имели небольшой люфт, что означает, что электроды будут перемещаться не попадая остриями. Я категорически не хотел прибегать к токарке, и решение посетило внезапно при обходе кучи мусора и металлолома на заднем дворе. От одного старого неудачного проекта была взята стойка с велосипедной втулкой, с прикрепленным на втулку креплением руля. Жесткость, простота конструкции мне понравилась. Площадка со втулкой крепится на винтах к станине, что позволяет ослабив болты выставить соосность рычагов.
Механизм сведения тоже простой — это рычаг ручного тормоза от ВАЗовской девятки. Поставленный на ребро, при опускании рычаг тягой сводит рычаги вместе. Петля из тросика, коромысло и гайка на тяге позволяет отрегулировать степень сведения рычагов, на фото это все понятно. При желании иметь ножной привод — достаточно кинуть тросик с коромысла на педаль. Храповик на рычаге позволяет сжать детали о оставить в зафиксированном положении рычаги, не знаю насколько это окажется полезным.

В качестве возвратной пружины я взял обычный газлифт для мебели (6 кг усилия и всего 100 рублей).


Трансформаторы просто ставятся друг на друга и вместе стягиваются четырьмя шпильками и пластинкой. Для подстраховки пластинка и станина имеют наваренные уголки и выступы — трансформатору не так просто выскользнуть. Примеряем и отрезаем лишние хвосты. 95 мм2 кабель гнется крайне плохо. Теперь необходимо обжать наконечники.


И тут я передаю привет видеоблоггеру AlexGyver который предлагал обжимать наконечники ударом молотка, и припаяв их в конце. Ни первого ни второго делать ни в коем случае нельзя, наконечники нужно обжать соответствующей матрицей гидравлическими пресс-клещами. Мне это сделали по знакомству. Удар молотка по наконечнику вызовет только перераспределение свободного места внутри клеммы, не обеспечив плотный равномерный обжим со всех сторон. То, что прокатывает с сигнальными проводами, не прокатит тут. При токе 1000А каждые 0,001Ом — это лишние 1 кВт нагрева. Пайка тоже плохая идея, и дело тут не в том, что олово проводит ток даже хуже стали, а в том, что в месте клемм сильный нагрев, и он легко может достигать двух сотен градусов, а в паре с жесткими проводами, силой Ампера внезапно выскочивший из клеммы провод, под веселые брызги жидкого припоя может наделать бед.


Отдельной мозголомкой были электроды. Проблемы бы не было, если бы медный пруток продавался в каждом хозмаге, купил, выточил и работай. Поэтому идея такая — наконечники стягиваются меж собой, зажимая загнутый П-образно электрод. Электрод немного расплющен кувалдой для увеличения площади контакта наконечниками, и может упираться плоской полочкой для обеспечения усилия прижима (не понадобилось). П-образная форма проще для загибания, чем кольцо, особенно если пруток толстый.


В качестве материала электродов я использую сердцевину одножильного кабеля 35 мм2 — он был, но его не трудно купить в магазинах электроизделий. По мере износа такие электроды заменяются.

Токопроводящие части изолированы от металла корпуса при помощи стеклотекстолита — это прочный термостойкий диэлектрик, он при нагреве не ползет. Если стеклотекстолита нет — подойдет и фанера — напряжение всего 2В.


Не удержался. это ток КЗ одного трансформатора

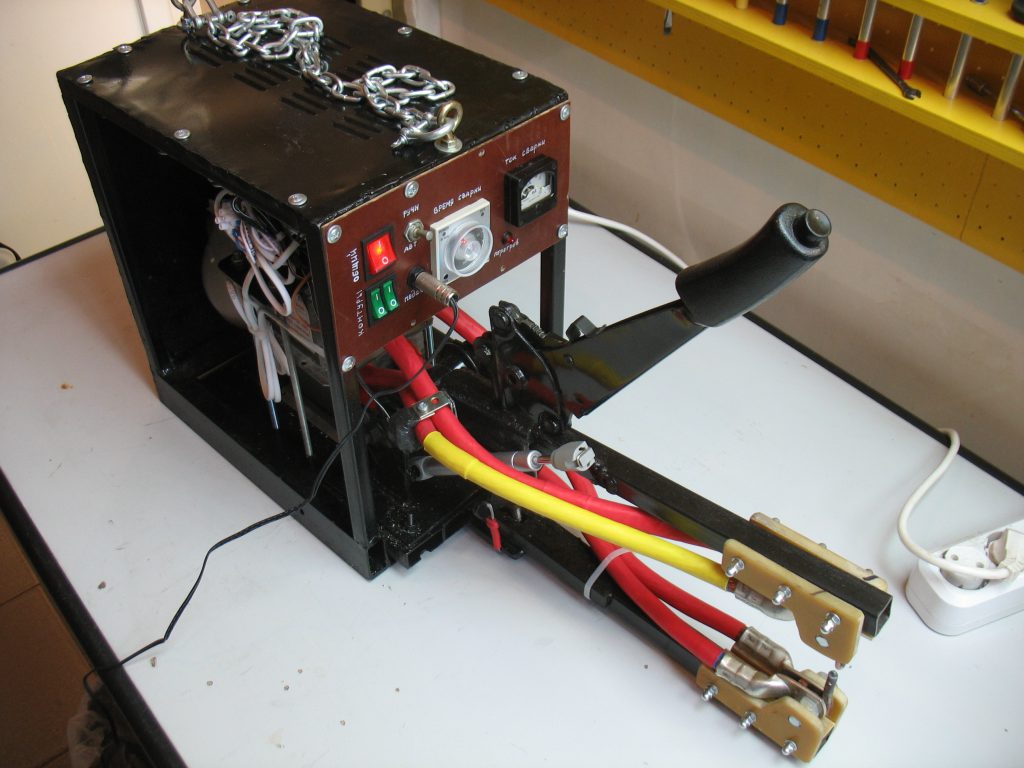
Получается пока как то так:


С этого момента сварочный аппарат может уже варить детали для себя.
Этап 3 — система управления.
Регулировать можно два параметра — сварочный ток и длительность воздействия тока. Первый путь возможен через непрямую регулировку (напрямую не порегулировать — реостат на 1000А не будет отличаться хорошей надежностью и габаритами) — переключением витков вторичной обмотки или подключением сварочника через ЛАТР. Второй путь проще — мы просто используем реле, что бы включить сварку на заданное время.
Ток мы будем включать только при сведенных контактах — в противном случае при размыкании зажигается дуга которая прожигает дыры и сильно изнашивает электроды.



Лень победила — я не стал делать отдельный блок на микроконтроллере, я использовал обычное промышленное реле времени Autonics AT8N, твердотельное реле из китая, и гору всякого хлама. Примерная схема ниже:
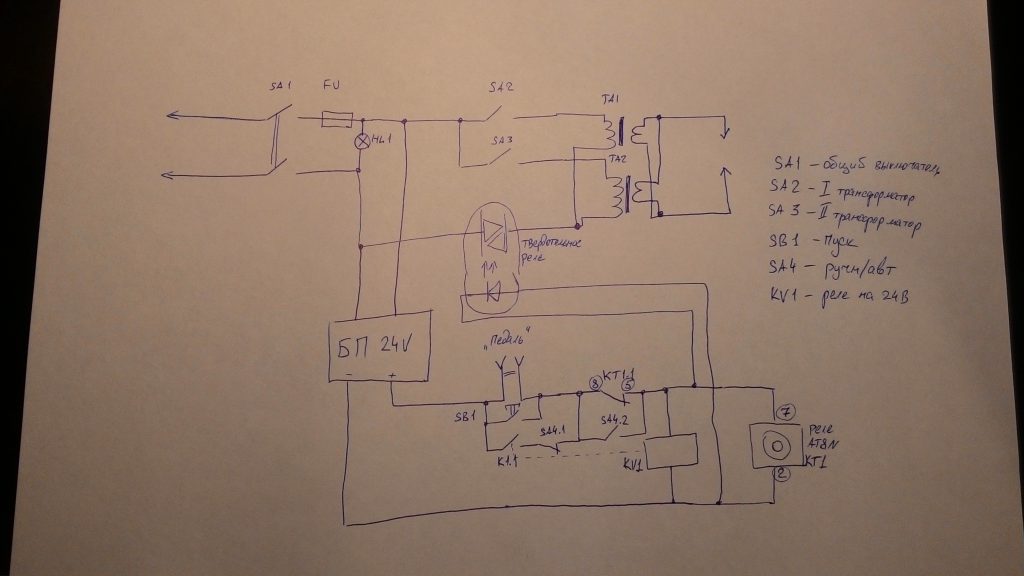
На схеме я нарисовал светодиод в твердотельном реле задом наперед, но на самом реле обычно диода не нарисовано а явно подписано + и -, так что будьте внимательны.
Педаль, по желанию подключается в разъем «педаль» и по сути параллельна кнопке «пуск».
При нажатии на кнопку через контакты SB1 включается реле KV1, которое своими контактами К1.1 шунтирует кнопку SB1 вставая на самоблокировку. Попутно при этом включается питание реле времени. Реле отработав заданное время (режим А) размыкает нормально замкнутые контакты KT1.1, через которые была запитана вся схема, что вызовет отключение реле времени и отключение реле KV1 со снятием с самоблокировки. Параллельно реле KV1 включен светодиод твердотельного реле, через которые питаются трансформаторы. Твердотельное реле позволяет избежать искрящихся контактов что повышает надежность. Трансформаторы включаются индивидуально (I, II или оба) при помощи выключателей SA2-SA3, что позволяет косвенно регулировать мощность. Переток тока во вторичной обмотке в невключенный трансформатор составляет порядка 120А, поэтому он греется не так сильно как рабочий, можно при работе с тонким железом переключать трансформаторы по очереди минимизируя нагрев. Контакты выключателя SA4.1 и SA4.2 отключают шунтирующий контакт реле и блокируют отключающий контакт реле времени, позволяя реализовать ручной режим — «варит пока жмешь кнопку». Если у вас нет твердотельного реле, и вы ставите обычный магнитный пускатель, то можно выбросить блок питания, и реле KV1 брать на 220В а не на 24В. Правда на кнопке и на педали будет высокое напряжение. По вкусу можно добавить индикацию и термопредохранители. Минус моей схемы — если педаль зажата и не отпускается — то она будет «стрелять» импульсами, так что придется отработать навык краткого нажатия на педаль, или переделать схему добавив пару реле.

Также для контроля тока сварки сделан стрелочный индикатор, включенный в самодельный трансформатор тока, ток откалиброван по токоизмерительным клещам (правда за пределами диапазона). Точность +/- пол километра. 500 витков любого обмоточного провода, магнитопровод из сваренного этим же аппаратом мебельного уголка, охватывающем сразу оба провода и скрепляющегося на винты. Измерительная головка с током отклонения 1 мА и подстроечный резистор на 47К. Магнитное поле такой силы, что на столе шурупы прыгают рядом с проводами вторички, поэтому вполне реально использовать головки с бОльшим током отклонения или делать меньшее количество витков провода.
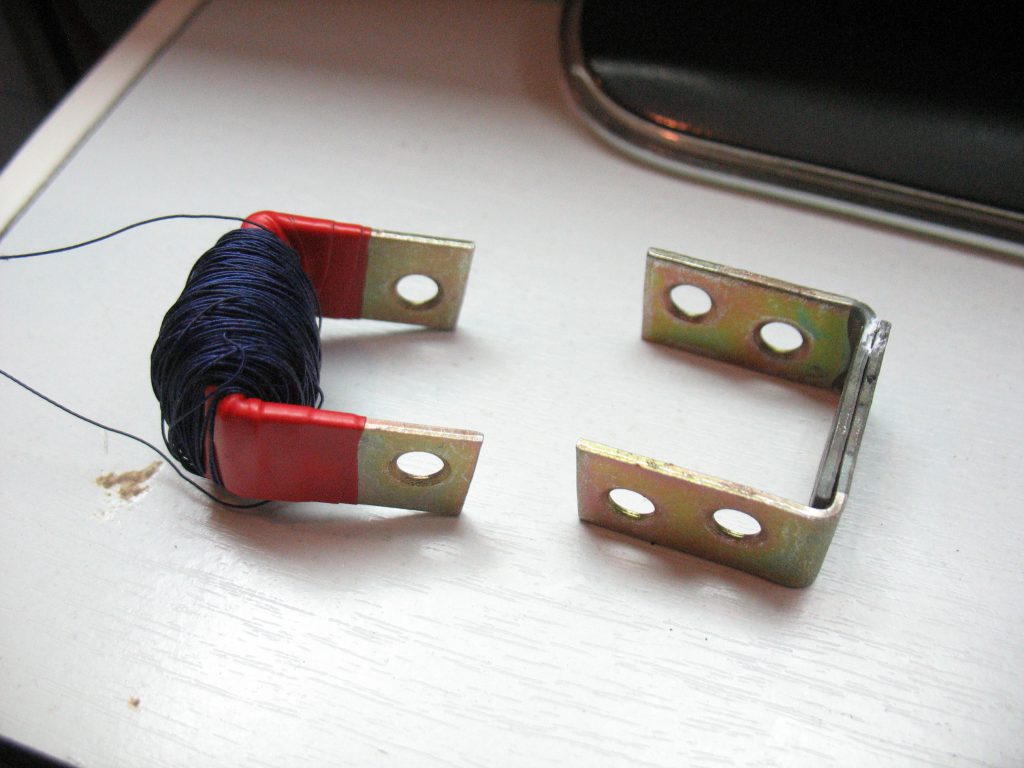
Трансформатор тока — обмотка и сердечник

Для обдува и циркуляции воздуха пригодился вентилятор от этой же самой микроволновки. В принципе в микроволновке всегда есть реле, которое включает трансформатор — его можно использовать по назначению, если контакты живые, но сколько проработает — малопредсказуемо.
Фото на тепловизор:

Что видим: самая нагруженная по тепловыделению — первичная обмотка. Вторичная разогревается равномерно, что говорит о хорошем контакте в обжатых клеммах — нет бутылочного горлышка и чрезмерного нагрева в этом месте. При работе с одним включенным трансформатором провода вторички до отключенного не греются практически.
Итог: (боковушки пока не стал ставить, будут из перфожелеза)


Ну и в итоге фото того как получилось варить:

Слева — не заточенные электроды. В середине заточенные, с подачей тока после смыкания, справа то же но смыкание и размыкание под напряжением. Видно, что дуга прожгла дырку в точке сварки и сильно изнашивает электрод. Вывод — электроды нужно точить, а ток включать только в сомкнутом состоянии.

Желтые пятна — это медь электродов сплавляется с цинком покрытия и образуя латунь. Когда будем много варить — сделаю апдейт к этой записи и добавлю еще фото и возможно видео. Тестовые сварки показали себя хорошо — не разодрать, гнутся но сварка держит. Максимальная толщина — две шайбы по 2,5 мм, но чувствуется, что это на пределе мощности.
Забавно, что ютуб — это тот же телевизор, но только с выбором того что смотреть, но с тем же самым недостатком — медленный способ восприятия, где найти время что бы смотреть видео?
Проблема ютубных каналов — в низком качестве, многие популярные «влогеры» в погоне за количеством теряют качество, Типичный канал про DIY — это когда неуч хипстер делает на коленке примитивную ерунду, не очень понимая теорию. Академическая ценность такого минимальна. Знаменитый креосан — при всем уважении к авторам, я бы описал как «техническая клоунада», когда в погоне за популярностью и вау эффектом все остальное приносится в жертву. Посмотрел видео канала Сергея Александровича, много одобрительных комментариев, мол Левша, что то руками делает, вау, супер. Увидел как этот кадр пилит штангенциркуль алмазным диском, выматерился, закрыл. Когда коту заняться нечем… Даня Крастер в тему высказался.
Но есть и жемчужины. Канал Виктора Леонтьева — монумантально, наглядно, четко и со знанием дела.
Канал Бена Краснова — тоже многие вещи очень наглядно и по делу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: