Головка сварочная адф 1000
Спасибо, что обратились к нам! Менеджер обязательно свяжется с Вами в ближайшее время.
Описание товара
Сварочная головка для дуговой сварки плавящимся электродом сварочного автомата АДФ-1000, с естественным охлаждением токопроводящей части сварочной головки и сопла, с плавным регулированием скорости подачи электродной проволоки, предназначена для комплектации сварочного оборудования (колонн, порталов), используемого для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в “тавр” и стыковых швов с разделкой и без разделки кромок. Код: 302204.
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 15 000 руб. в течение 3-х рабочих дней
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Оплата через терминал корпоративной банковской картой в магазинах на ул. Лукиных, 4 и ул. Косарева, 93.
Ограничений на сумму заказа нет.
Технические характеристики
| Характеристика | Значение |
|---|---|
| Пределы регулирования сварочного тока, А | определяются используемым источником питания |
| Напряжение питания блока управления, В | 42, переменный |
| Напряжение питания электропривода, В | 42, переменный |
| Номинальный сварочный ток при ПВ=100%, А | определяется источником |
| Скорость подачи проволоки, м/ч | 24~360 или 18~216 |
| Тормозной момент, Нм | 1.5 |
| Вращение сварочной головки поперек продольной оси, ° | ±45 |
| Вращение сварочной головки вдоль продольной оси, ° | ±45 |
| Диаметр стальной сплошной проволоки, мм | 2~4 или 4~5 |
| Максимальная масса катушки с проволокой, кг | определяется размотчиком |
| Масса, кг | 22 |
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Подробное описание товара
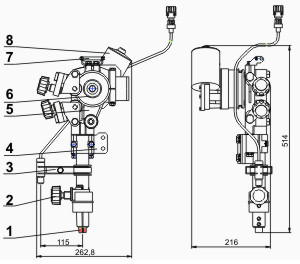
Схема сварочной головки АДФ-1000
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Сварочный автомат АДФ-1000
Автомат для дуговой сварки плавящимся электродом АДФ-1000 исполнение 02, с блоком управления БУ-20, с естественным охлаждением токопроводящей части сварочной головки и сопла, с плавным регулированием скорости подачи электродной проволоки, с плавным регулированием скорости сварки, предназначен для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в «тавр» и стыковых швов с разделкой и без разделки кромок. Сварка осуществляется стальной электродной проволокой.
Сварочный автомат работает в комплекте с выпрямителями ВДУ-1000, ВДУ-1250.
Сварочный автомат АДФ-1000 представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе.
По функциональным возможностям АДФ-1000 является аналогом сварочного трактора типа А2 (ESAB, Швеция).
Автомат АДФ-1000 производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, швов в «тавр», а так же нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. В процессе работы автомат передвигается по изделию или по уложенной на изделие направляющей линейке.
Преимущества сварочного автомата АДФ-1000
- Микропроцессорный блок управления
- Плавная регулировка скорости подачи электродной проволоки (сварочного тока)
- Плавная регулировка скорости перемещения тележки (скорости сварки)
- Стабилизация скорости сварки и скорости подачи проволоки
- Цифровая индикация величины сварочного тока и напряжения, скорости сварки, времени заварки кратера и времени растяжки дуги
- Возможность установки и запоминания времени заварки кратера и времени растяжки дуги
- Предварительная установка сварочного режима
- Дистанционное включение и плавное регулирование сварочного напряжения источника
- Регулировки положения сварочной головки в различных пространственных положениях (см. таблицу технических характеристик)
- Сменные ведущие ролики и вкладыши в токопроводе
- Возможность сцепления и расцепления колес с приводом с помощью муфты
- Наличие регулируемого копира для сварки тавровых швов и швов с разделкой кромок
- Наличие режимов "Аварийная остановка" и "Быстрая остановка сварки"
- Наличие пульта дистанционного управления
- Наличие лазерного указателя для контроля движения по шву
- По требованию заказчика возможна дополнительная укомплектовка трактора автомат. устройством сбора флюса и фонарем освещения рабочего места
Блок управления БУ-20
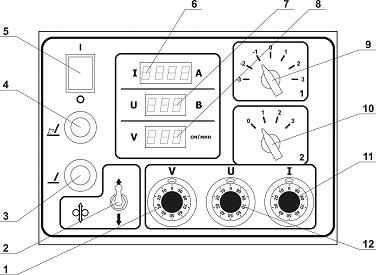
Блок управления предназначен для задания регулируемых режимов цикла сварки, индикации режимов сварки и управления работой автомата в процессе сварки. Расположение органов управления и органов индикации на лицевой панели блока управления приведены на рисунке:
Головка сварочная адф 1000
Сварочная головка на базе автомата АДФ-1000 предназначена для использования в качестве подвесной головки на колоннах, сварочных порталах, в том числе для сварки и наплавки кольцевых и поворотных швов внутри обечаек.
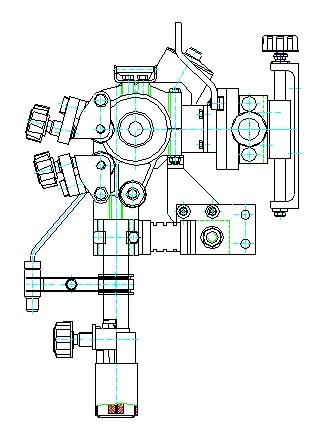
Варианты сварочных головок на базе АДФ-1000
Сварочная головка АДФ-1000, для использования в качестве подвесной головки на колоннах, сварочных порталах, в том числе для сварки и наплавки кольцевых и поворотных швов внутри обечаек.
В комплект входят суппорта для ручного позиционирования сварочной головки, устройство поворота сварочной головки, механизм подачи сварочной проволоки, лазерная указка, измерительный шунт, токоподвод.
Работает от блока управления БУ-20 с источником ВДУ-1250.
Крепить головку необходимо через отверстия в суппорте, на четыре точки, с использованием изоляторов.
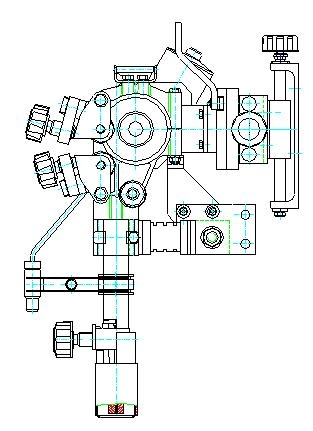
Сварочная головка АДФ-1000 для установки на механизированные кресты, сварочные порталы, колонны.
В комплект головки входит мотор - редуктор, правильно подающее устройство и токоподвод.
Крепится 4 болтами через отверстия в кронштейне.
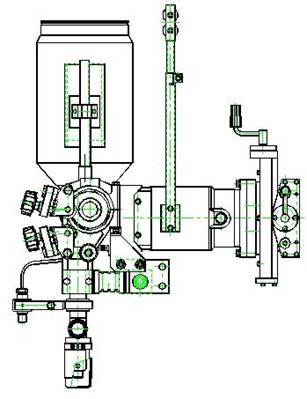
Сварочная головка АДФ-1000 для использования на стационарных опорах, при работе со сварочными манипуляторами, может быть установлена на колонны. Применяется для сварки и наплавки поворотных деталей.
В комплект входят механизм подачи проволоки, ручные суппорта вертикального и горизонтального перемещения, вертикальная колонна, кронштейн крепления кассеты для сварочной проволоки, измерительный шунт, флюсбункер, блок управления БУ-20, направляющие ролики для проволоки.
Устанавливается на площадку, к площадке крепится 4 болтами, через отверстия в основании вертикальной колонны. Головка может поворачиваться относительно оси вертикальной колонны ± 180°.
Блок управления БУ-20 предназначен для задания регулируемых режимов цикла сварки, индикации режимов сварки и управления работой автомата в процессе сварки. Расположение органов управления и органов индикации на лицевой панели блока управления приведены на рисунке:
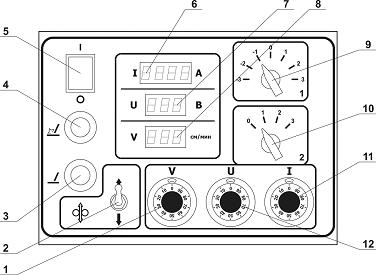
1 – Резистор регулировки скорости движения тележки (скорости сварки).
2 – Тумблер перемещения сварочной проволоки вверх/вниз в режиме «Наладка».
3 – Кнопка «Стоп». При нажатии обеспечивает прекращение сварки. Кнопка «Стоп» активна только в режиме «Работа».
4 – Кнопка «Пуск». При нажатии обеспечивает инициализацию цикла сварки. Кнопка «Пуск» активна только в режиме «Работа».
5 – Выключатель напряжения питания автомата.
6 – Индикатор сварочного тока.
7 – Индикатор сварочного напряжения.
8 – Индикатор скорости сварки (единица измерения – см/мин.).
9 – Переключатель режимов сварки («-2» - сварка вправо, поджиг в движении; «-1» - сварка вправо, поджиг с места; «0» - сварка на месте»; «1» - сварка влево, поджиг с места; «2» - сварка вправо, поджиг в движении) и настроечных перемещений тележки («-3» - перемещение вправо и «3» - перемещение влево).
10 – Переключатель режимов сварки («1» - стабилизация по напряжению; «2» - стабилизация по току) и режимов «Наладка/предустановка» («0» - режим «Наладка» для настроечных перемещений тележки и сварочной проволоки; «3» - режим «Предварительная установка» для предустановок сварочного режима – тока, напряжения и скорости сварки).
11 – Резистор регулировки скорости подачи проволоки (ток сварки).
12 – Резистор регулировки сварочного напряжения выпрямителя.
Блок управления БУ-20 обеспечивает:
- плавную регулировку скорости подачи электродной проволоки - сварочного тока;
- плавную регулировку скорости перемещения каретки (тележки) - скорости сварки;
- стабилизацию скорости сварки и скорости подачи проволоки;
- цифровая индикация величины сварочного тока и напряжения, скорости сварки;
- предварительную установку сварочного режима (сварочного напряжения, скорости сварки, скорости подачи проволоки);
- возможность сварки по направлениям "вперед" и "назад";
- работа автомата в режиме «Наладка» и «Сварка»;
- наличие нескольких стартовых режимов в начале сварки: сварка вправо (сварка влево), поджиг в движении; сварка вправо (сварка влево), поджиг с места; сварка на месте;
- обеспечивает стабилизацию режима сварки по напряжению, стабилизацию режима сварки по току.
Токоподводы
- «цельный» токоподвод диаметром 20 мм (для проволоки диаметром от 2 до 4 мм) длиной 180 мм без наконечника;
- «составной» токоподвод диаметром 20 мм, токоподвод (L=180мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм) без наконечника;
- «цельный» токоподвод диаметром 35 мм;
(для проволоки диаметром от 2 до 5 мм) длиной 220 мм без наконечника;
- «цельный» токоподвод диаметром 35 мм;
(для проволоки диаметром от 2 до 5 мм) длиной 270 мм без наконечника;
- «составной» токоподвод диаметром 35мм, токоподвод(L=220мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм);
- «составной» токоподвод диаметром 35мм, токоподвод (L=270мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм).
Сварочная головка на базе АДФ-1000
Сварочная головка на базе автомата АДФ-1000 предназначена для использования в качестве подвесной головки на колоннах, сварочных порталах, в том числе для сварки и наплавки кольцевых и поворотных швов внутри обечаек.
- Резистор регулировки скорости движения тележки (скорости сварки).
- Тумблер перемещения сварочной проволоки вверх/вниз в режиме "Наладка".
- Кнопка "Стоп". При нажатии обеспечивает прекращение сварки. Кнопка "Стоп" активна только в режиме "Работа".
- Кнопка "Пуск". При нажатии обеспечивает инициализацию цикла сварки. Кнопка "Пуск" активна только в режиме "Работа".
- Выключатель напряжения питания автомата.
- Индикатор сварочного тока.
- Индикатор сварочного напряжения.
- Индикатор скорости сварки (единица измерения - см/мин.).
- Переключатель режимов сварки ("-2" - сварка вправо, поджиг в движении; "-1" - сварка вправо, поджиг с места; "0" - сварка на месте"; "1" - сварка влево, поджиг с места; "2" - сварка вправо, поджиг в движении) и настроечных перемещений тележки ("-3" - перемещение вправо и "3" - перемещение влево).
- Переключатель режимов сварки ("1" - стабилизация по напряжению; "2" - стабилизация по току) и режимов "Наладка/предустановка" ("0" - режим "Наладка" для настроечных перемещений тележки и сварочной проволоки; "3" - режим "Предварительная установка" для предустановок сварочного режима - тока, напряжения и скорости сварки).
- Резистор регулировки скорости подачи проволоки (ток сварки).
- Резистор регулировки сварочного напряжения выпрямителя.
Блок управления обеспечивает:
- плавную регулировку скорости подачи электродной проволоки - сварочного тока;
- плавную регулировку скорости перемещения каретки (тележки) - скорости сварки;>
- стабилизацию скорости сварки и скорости подачи проволоки;
- цифровая индикация величины сварочного тока и напряжения, скорости сварки;
- предварительную установку сварочного режима (сварочного напряжения, скорости сварки, скорости подачи проволоки);
- возможность сварки по направлениям "вперед" и "назад";
- работа автомата в режиме "Наладка" и "Сварка";
- наличие нескольких стартовых режимов в начале сварки: сварка вправо (сварка влево), поджиг в движении; сварка вправо (сварка влево), поджиг с места; сварка на месте;
- обеспечивает стабилизацию режима сварки по напряжению, стабилизацию режима сварки по току;
Токоподводы
- "цельный" токоподвод диаметром 20 мм (для проволоки диаметром от 2 до 4 мм) длиной 180 мм без наконечника;
- "составной" токоподвод диаметром 20 мм, токоподвод (L=180мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм) без наконечника;
- "цельный" токоподвод диаметром 35 мм;
- (для проволоки диаметром от 2 до 5 мм) длиной 220 мм без наконечника;
- "цельный" токоподвод диаметром 35 мм;
- (для проволоки диаметром от 2 до 5 мм) длиной 270 мм без наконечника;
- "составной" токоподвод диаметром 35мм, токоподвод(L=220мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм);
- "составной" токоподвод диаметром 35мм, токоподвод (L=270мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм);>
© 2008–2022 ООО «ИТС-Инжиниринг».
Вся информация на сайте носит справочный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Читайте также: