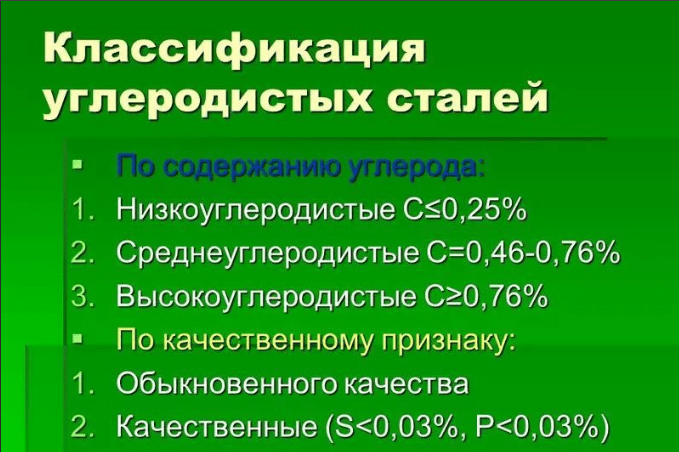
Газовая сварка углеродистых сталей
Углеродистые (более 0,30% С) и легированные (легирующих элементов до 3—5%) конструкционные стали (45, ЗОХГСА, 40ХФА и др.) применяют в состоянии закалки и отпуска как материал повышенной прочности для изготовления деталей машин и конструкций. В нормализованном состоянии (закалка с охлаждением на воздухе) они имеют перлитную или мартенситную структуру и по этому признаку являются сталями перлитного или мартен-ситного класса.
Стали, одновременно легированные хромом, молибденом и ванадием, относятся к теплоустойчивым сталями (15ХМ, 15Х1М1Ф и др.). По структуре в нормализованном состоянии теплоустойчивые стали могут быть перлитного и мартенситного классов.
Электродуговую сварку углеродистых и легированных сталей выполняют электродными материалами, обеспечивающими необходимые механические свойства или теплоустойчивость наплавленного металла. Основная трудность при сварке углеродистых и легированных сталей заключается в закалке околошовной зоны и возможности образования холодных трещин. Для предупреждения холодных трещин рекомендуется:
· подогревать изделия до 100—300° С для замедления охлаждения и исключения закалки сварного соединения;
· заменять однослойную сварку многослойной; при этом сваривают валиками небольшого сечения по неостывшим (ниже 100—
300° С) нижним слоям металла;
· применять для сварки основные электроды и флюсы; перед сваркой прокаливать электроды и флюсы при 400—450° С в течение нескольких часов для удаления из них влаги; сваривать на постоянном токе обратной полярности;
· производить отпуск изделий непосредственно после сварки до 300° С и выше для повышения пластичности закаленной структуры.
Контактную точечную сварку конструкционных сталей выполняют на мягких режимах (продолжительный нагрев током и быстрое удаление заготовок из машины во избежание отвода теплоты электродами). Контактную стыковую сварку этих сталей производят методом прерывистого оплавления, что обеспечивает подогрев деталей перед сваркой.
Сварка высокохромистых сталей
Высокохромистые стали, содержащие 12—28% Сr, обладают антикоррозионными и жаропрочными свойствами. В зависимости от структуры в нормализованном состоянии их подразделяют на ферритные (12X17, 15Х25Т, 15X28), ферритно-мартенситные (12X13) и мартеиситные (20X13, 30X13, 40X13).
Трудности при сварке ферритных сталей связаны с охрупчи-ванием металла шва и зоны термического влияния. При нагреве до высоких температур происходит интенсивное укрупнение зерен. При замедлении охлаждения в области температур 550—400° С по границам зерен выпадают хрупкие фазы.
Для предупреждения указанных явлений при сварке этих сталей необходимо:
1) сваривать при малых погонных энергиях, т. е. применять пониженные значения тока и валики малого сечения для ускорения охлаждения при сварке;
2) отжигать после сварки при 800—900° С для растворения хрупких фаз с последующим быстрым охлаждением. При сварке ферритно-мартенситных и мартенситных сталей возможны закалка шва и околошовной зоны и образование холодных трещин. Для предупреждения трещин эти стали сваривают с подогревом до 200—300° С.
Сварка аустенитных хромоникелевых сталей
· сваривать при малых погонных энергиях с теплоотводя-
щими медными подкладками и водяным охлаждением для ускорения охлаждения и сокращения времени пребывания в зоне опасных температур;
· вводить в сталь и шов сильные карбидообразующие элементы (титан, ниобий) и снижать содержание углерода с целью исключения выпадения карбидов хрома;
· закаливать после сварки с 1050°С; при этом нагрев до высокой температуры приводит к растворению карбидов хрома и получению чисто аустенитной структуры; закалка фиксирует эту структуру в сварном соединении.
Повышение содержания хрома до 25% и никеля до 20% обеспечивает стойкость стали против коррозии в высокотемпературной газовой среде и концентрированных кислотах. При сварке аустенитных сталей этого типа металл шва склонен к образованию крупнокристаллической первичной структуры и возникновению горячих трещин. Для уменьшения склонности к горячим трещинам необходимо :
· применять специальную аустенитную сварочную проволоку и электроды, легированные марганцем (Св-30Х25Н16Г7 и др.);
· сваривать на небольших токах и пониженном напряжении для получения широких и выпуклых, а не вогнутых сварных швов.
Аустенитные хромоникелевые стали хорошо свариваются контактной сваркой. Точечную и шовную сварку проводят на пониженных плотностях тока, так как эти стали обладают высоким удельным сопротивлением и при повышенном давлении, вследствие их значительной прочности при высоких температурах.
Сварка чугуна
Чугун относится к категории плохо свариваемых сплавов. Его сваривают для исправления дефектов в отливках и при ремонте деталей, получивших трещины при эксплуатации. Дуговая сварка холодного металла чугунными электродами с покрытиями пе обеспечивает хорошего качества сварных соединений. Металл шва и переходной зоны получает отбеленную структуру, а околошовная зона закаливается. Закалку и отбеленную структуру устраняют высокотемпературным продолжительным отжигом.
Горячую сварку чугуна выполняют с предварительным подогревом свариваемых деталей до 400—700° С. Детали подогревают в нагревательных печах и горнах с применением древесного угля и воздушного дутья. Перед сваркой в деталях вырубают дефектные места и разделывают кромки, которые затем заформовывают с помощью графитных пластин и кварцевого песка, замешанного на жидком стекле.
Сваривают чугунными электродами (диаметром 8—25 мм) со стабилизирующей или специальной обмазкой. Ток выбирают, принимая 50—90 А на 1 мм диаметра электрода. Сваренные детали охлаждают вместе с печыо. При горячей сварке чугуна получают сварное соединение без твердых отбеленных и закаленных участков. Однако горячая сварка — дорогой и трудоемкий процесс; ее применяют для ремонта уникальных деталей. Горячую сварку также выполняют науглероживающим газовым пламенем с флюсом на основе буры.
При холодной сварке чугуна сваривают стальными, медно-железными, медно-никелевыми электродами и электродами из аустенитного чугуна. В случае применения стальных электродов валики наплавляют низкоуглеродистыми электродами со стабилизирующей или качественной обмазкой. Заготовку сваривают при малых погонных энергиях электродами небольшого диаметра. Наплавку выполняют многослойной. Применяют также стальные электроды с покрытием, содержащим большое количество карбидо-образующих элементов. Наплавленный металл имеет мягкую основу с вкрапленными карбидами. Эти способы не исключают образования отбеленных и закалочных структур в околошовной зоне, но они просты и обеспечивают мягкую хорошо обрабатываемую наплавку.
Для усиления связи между основным металлом и наплавкой иногда устанавливают шпильки, укрепляемые с помощью резьбы на поверхности свариваемых кромок. Процесс начинают с кольцевой обварки шпилек, затем их соединяют общей наплавкой по всей поверхности кромок.
Медно-железные электроды состоят из медного прутка с оплеткой из жести или пучка из медных и стальных стержней. Электроды имеют специальное или стабилизирующее покрытие. Медно-никелевые электроды состоят из стержней монель-металла (70% Ni, 28% Си и остальное Fe) или мельхиора (80% Си, 20% Ni) со стабилизирующей обмазкой. Применение медно-железных и медно-никелевых электродов позволяет получить наплавку, у которой отбеливание в переходной зоне наблюдается только на отдельных участках. Наибольшее применение имеют медно-железные электроды, как более дешевые и обеспечивающие достаточную прочность металла шва.
Сварка меди и ее сплавов
На свариваемость меди большое влияние оказывают содержащиеся в ней вредные примеси (кислорода, водорода, висмута, свинца). Кислород, находящийся в меди в виде закиси Сu2О, является причиной образования горячих трещин. Закись меди образует с медью легкоплавкую эвтектику (Сu2О — Сu) с температурой плавления 1064° С (для меди 1080° С), которая располагается по границам кристаллов сварного шва. В результате действия сварочных деформаций и напряжений шов может разрушаться по жидким прослойкам с образованием горячих трещин. Наличие сетки эвтектики по границам зерен делает шов хрупким и при комнатных температурах. Для расплавленной меди характерна высокая растворимость водорода, который при затвердевании сварочной ванны, интенсивно выделяясь, может вызвать пористость в случае относительно быстрого охлаждения и задержании процесса его выделения в атмосферу.
При единичном производстве изделий и ремонтных работ применяют газовую сварку меди ацетилено-кислородным пламенем повышенной мощности; для листов толщиной свыше 5 мм предварительный подогрев. Присадочным материалом служит медные прутки с небольшими добавками олова, цинка, иногда серебра для улучшения жидкотекучости, а также кремния и фосфора как раскислителей. Сваривают с флюсами, в состав которых входят бура (Na2B4O7), борная кислота (Н3ВО3) и борный ангидрид (В3О2). После сварки рекомендуется быстрое охлаждению деталей в воде и проковка или прокатка швов в холодном состоянии. Проковкой устраняют хрупкость, связанную с крупнозернистой структурой и сеткой закиси меди по границам кристаллов.
Получили развитие ручная и автоматическая дуговая сварки меди угольным и металлическим электродами. При ручной сварке угольным электродом применяют присадочные прутки из оловянистой или кремнистой бронзы и флюсы, основной частью которых является бура. Сваривают длинной дугой на постоянном токе прямой полярности. Металлические электроды состоят и;) медного стержня, покрытого специальной обмазкой. Металлическими электродами сваривают короткой дугой на постоянном тока обратной полярности. Сварочный ток выбирают, принимая 50— 60 А на 1 мм диаметра электрода; при большой толщине свариваемые листы подогревают.
Автоматическую сварку угольным электродом ведут под слоем плавленого флюса, применяемого для низко углеродистых и легированных сталей. Присадочный материал в виде полосы из латуни укладывают на свариваемый стык. Цинк, входящий в состав латуни, является раскислителем медного сварного шва. Автоматическую сварку металлическим электродом ведут медной проволокой под слоем плавленого флюса.
Рассмотренные виды дуговой сварки меди не обеспечивают механических и особенно специальных физических свойств сварного шва, близких к свойствам основного металла (электропроводность и др.). Сварка металлическим электродом дает более высокое качество сварных соединений по сравнению со сваркой угольным электродом. Применение специальных керамических флюсов для автоматической сварки меди обеспечивает наряду с хорошим формированием сварного шва механические и физические свойства, близкие к требуемым.
Успешно применяют сварку меди в атмосфере защитных газов (аргоне, азоте или в их смесях). Сваривают вольфрамовым электродом на постоянном токе прямой полярности. В качестве присадочного материала применяют прутки из меди, содержащие кремний, олово, марганец. Рекомендуется подогрев от 200 до 800° С.
Латуни являются сплавами меди, содержащими до 50% Zn. Основной трудностью при их сварке является испарение цинка. И результате испарения цинка латунный шов теряет свои свойства и в нем возможно возникновение пор. Пары цинка ядовиты, сварщики должны работать в специальных масках (респираторах).
Для сварки латуни применяют те же методы, что и для сварки миди, но используют приемы, уменьшающие испарение цинка. При газовой сварке латуни применяют газовый флюс. При этом способе в пламя горелки вместе с ацетиленом вводят пары боросодержащих жидкостей. Образующийся на поверхности сварочной ванны борный ангидрид связывает окислы цинка и образует сплошной слой шлака. Шлак препятствует выходу паров цинка из сварочной ванны. Возможна также газовая сварка латуни окислительным пламенем, что приводит к появлению тугоплавкой пленки описи цинка на поверхности сварочной ванны, препятствующей иго испарению. Сваривают таким образом, чтобы эта пленка не разрушалась. Во всех случаях ядро пламени удаляют от сварочной ванны и направляют на присадочный пруток. Сваривают с большой скоростью.
При сварке угольной дугой присадочными материалами служат кремнистые и марганцовистые бронзы или латунь с повышенным содержанием цинка. Дугу зажигают и поддерживают не на основном металле, а на конце присадочного прутка. Металлическими электродами со специальными покрытиями сваривают очень короткой дугой без колебаний конца электрода. Почти все методы сварки латуни не обеспечивают необходимого качества сварных швов. Исключение составляет газоэлектрическая и автоматическая сварка под керамическим флюсом.
Латунь можно успешно сваривать контактной сваркой, так как электропроводность и теплопроводность латуни приблизительно такие же, как и у низкоуглеродистой стали.
Большинство бронз является литейными материалами и сварку их применяют только для заварки дефектов или ремонта. Наиболее широко применяют дуговую сварку металлическим электродом. Электроды для Сварки бронз представляют собой стержень, состав которого близок к составу основного металла с нанесенным на него специальным покрытием. Оловянные бронзы рекомендуется сваривать быстро, чтобы не перегреть основной металл, в противном случае возможно выплавление легкоплавкой составляющей.
Газовая сварка углеродистых сталей
Низкоуглеродистые стали (до 0,25% С) свариваются газовой сваркой без особых затруднений. Сварку ведут нормальным пламенем и, как правило, без флюса. Наконечник горелки при левом способе сварки выбирают из расчета расхода ацетилена 100-130 дм 3 /ч на 1 мм толщины свариваемого металла, а при правом способе - 120 -150 дм 3 /ч на 1 мм толщины металла. Кромки под сварку подготавливают в зависимости от толщины свариваемого изделия. Диаметр присадочной проволоки также подбирается в зависимости от толщины свариваемого металла по следующей формуле:
- при левом способе сварки dn =S/2+1 мм;
- при правом способе сварки dn =S/2 мм, где dn - диаметр присадочной проволоки, мм; S - толщина свариваемого металла, мм.
Высококвалифицированные сварщики применяют пламя большой мощности, наконечник выбирают из расчета расхода ацетилена 150-200 дм 3 /ч на 1 мм толщины свариваемого металла, используя при этом присадочную проволоку большего диаметра; пламя горелки должно быть нормальным. Производительность газовой сварки при этом повышается. Для неответственных конструкций в качестве присадки применяют сварочную проволоку Св-08 и Св-08А. При газовой сварке этими проволоками часть компонентов, таких, как С, Si и Мп, выгорают, а металл шва приобретает крупнозернистую структуру. Предел прочности такого соединения ниже предела прочности основного металла.
Для получения равнопрочного с основным металлом соединения при газовой сварке ответственных конструкций необходимо применять кремнемарганцовистую сварочную проволоку Св-08Г, Св-08ГА, Св-10ГА или Св-14ГС. Во время газовой сварки необходимо следить за тем, чтобы кромки свариваемого металла и конец присадочной проволоки расплавлялись одновременно. Конец присадочной проволоки должен быть погружен в ванночку расплавленного металла. Нельзя допускать, чтобы капли расплавленного металла попадали на нерасплавленные кромки основного металла, так как это приводит к непровару, что снижает механические характеристики соединения. Для того чтобы расплавленный металл не стекал при левом способе сварки, изделие наклоняют на 10-15° против движения горелки. Если конец присадочной проволоки прилипает к свариваемым кромкам основного металла, это значит, что они еще недостаточно нагреты. В процессе сварки необходимо избегать отклонения сварочного пламени от ванны расплавленного металла шва, так как это может привести к окислению металла шва кислородом воздуха. Сварные швы должны иметь равномерно чешуйчатую поверхность, равномерную по всей протяженности шва ширину и высоту наплавленного валика. Переход от основного металла к наплавленному должен быть плавным, без подрезов. В процессе сварки горелкой производят равномерные и непрерывные колебательные и поступательные движения. Колебательные движения выбираются в зависимости от толщины свариваемого металла.
Мощность пламени выбирается из расчета расхода ацетилена 75-90 дм 3 /ч на 1 мм толщины свариваемого металла. Газовую сварку рекомендуется выполнять нормальным или слегка науглероживающим пламенем. В целях уменьшения перегрева и времени пребывания сварочной ванны в расплавленном состоянии применяется левый способ сварки. Для газовой сварки высокоуглеродистых сталей используются флюсы того же состава, что и для среднеуглеродистых сталей.
Технология сварки углеродистых и низколегированных сталей
ТРУДНОСТИ ПPИ СВАРКИ. Основная - трудно избежать образования пор из-за недостаточного раскисления основного металла. Средством борьбы с порообразованием служит снижение доли основного металла в наплавленном металле шва
Подготовка к сварке. Для разделки сталей, а также подготовки кромок используют газовую, плазменную или воздушно-дуговую резку. После нее участки нагрева металла зачищают резцовым или абразивным инструментом до удаления следов термообработки. Непосредственно перед сборкой стыка кромки зачищают на ширину 20 мм до металлического блеска и обезжиривают.

Стыки собирают в сборочных кондукторах либо с помощью прихваток, которые выполняют с полным проваром и их переплавкой при наложении основного шва. Прихватки с недопустимыми дефектами следует удалять механическим способом. На потолочные участки шва прихватки накладывать не рекомендуется, поскольку там они труднее поддаются переплавке при выполнении основного шва. На сталях 10 и 20 прихватки выполняют только с помощью присадочной проволоки. Ее поверхность должна быть чистой, без окалины, ржавчины и грязи. Очищать проволоку можно как механическим способом, гак и химическим травлением в 5%-ном растворе соляной кислоты.
Высота прихваток, мм
Толщина кромок свариваемых изделий, мм

1-5 - очередность установки прихваток А, Б - выводные планки для начала и окончания сварки
Выбор параметров режима. Сварку ведут на постоянном токе прямой полярности. Сварочный ток назначают: при однопроходной сварке - в зависимости от толщины конструкции, а при многопроходной - исходя из высоты шва. Высота шва (валика) при ручной аргонодуговой сварке должна составлять 2-2,5 мм. Ориентировочно сварочный ток выбирают из расчета 30-35 А на 1 мм диаметра вольфрамового электрода.
Напряжение на дуге должно быть минимально возможным, что соответствует сварке короткой дугой.
Скорость сварки выбирают с учетом гарантированного проплавления кромок и формирования требуемой выпуклости сварного шва.
Техника сварки. При выполнении первого (корневого) шва возможна сварка без присадочной проволоки, но при этом все прихватки должны быть проплавлены. Нельзя сваривать без присадочной проволоки конструкционные углеродистые стали марок 10 и 20, так как в металле шва могут появиться поры. Сварку ведут углом вперед. Присадочную проволоку подают навстречу движению горелки, причем угол между ними должен составлять 90°. Следует избегать резких движений проволокой - они приведут к разбрызгиванию присадочного металла или окислению конца проволоки.
Присадок должен всегда находиться в зоне защиты аргоном.
Корневой шов сваривают без поперечных колебаний. При наложении последующих слоев горелкой совершают колебательные движения, амплитуда которых зависит от формы разделки кромок.
Кратер шва при отсутствии системы плавного снижения сварочного тока заваривают путем введения в кратер капли присадочного металла, одновременно плавно увеличивая дугу до ее естественного обрыва. Газовую защиту убирают, отводя горелку через 10-15 с после обрыва дуги.
РЕЖИМЫ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид сварного соединения (1-6 - очередность проходов)
Газовая сварка. Справочник
При газовой сварке расплавление основного и присадочного металла осуществляется в результате использования тепла, которое выделяется при сгорании в атмосфере кислорода горючих газов, паров бензина или керосина в специальных горелках. Регулируя соотношение горючих веществ и кислорода, можно получить различные виды пламени: нормальное (восстановительное), окислительное и науглероживающее, и за счет этого выполнять сварку без дополнительных покрытий или флюсов. Газовую сварку применяют, главным образом, при небольших объемах работ, изготовлении тонкостенных изделий, трубопроводных и сантехнических работах и т.д.
1. Газы для газопламенной обработки, их свойства и условия хранения
Для сварки используют горючие вещества, свойства которых приведены в табл. 1, а возможности их использования при сварке различных материалов — в табл. 2.
Наибольшая температура достигается при сгорании газов в атмосфере кислорода — газообразного 1, 2, 3 сорта согласно ГОСТ 5583-78 и жидкого 1 и 2 сорта по ГОСТ 6331-78.
Таблица 1. Свойства горючих газов, их заменителей, кислорода и условия их хранения
*1 При подогревании смеси.
Таблица 2. Возможность использования различных горючих веществ для газовой сварки материалов
- «+», «–», «±» — использование данного горючего газа целесообразно, нецелесообразно и ограничено соответственно.
- Для сварки используется осветительный керосин. При работе на тракторном керосине сварочная аппаратура забивается смолистыми веществами.
2. Оборудование и аппаратура для сварки
Основным инструментом газосварщика является сварочная горелка — устройство для смешивания горючего газа или паров горючей жидкости с кислородом и создания сварочного пламени (табл. 3). Технические характеристики безынжекторных и инжекторных горелок согласно ГОСТ 1077-79 приведены в табл. 4 и 5, сварочных горелок, работающих на газах (заменителях ацетилена), — в табл. 6.
Кроме того, практикуется использование специальных комплектов для сварочных и резательных работ (табл. 7).
Таблица 3. Технические характеристики универсальных ацетилено-кислородных горелок
*1 Горелка типа Г1 — безынжекторные, остальных типов — инжекторные.
*2 Горелка ГС-4 предназначена для подогрева. Конструкция горелки Г2-04 подобна конструкции ранее выпускающимся горелкам Г2-02, «Звездочка», «Малютка».
Таблица 4. Техническая характеристика безынжекторных горелок типа Г1
Таблица 5. Технические характеристики инжекторных горелок
Таблица 6. Технические характеристики горелок сварочных на газах — заменителях ацетилена
*Горелка ГЗУ-3 универсальная; ГЗУ-4 — для сварки чугуна и цветных металлов (кроме меди), а также наплавки, пайки, нагрева; ГД-Д1 — газовоздушная горелка с максимальной температурой нагрева до 700 о С, массой 0,35 кг.
Таблица 7. Газосварочные комплекты
Примечание. В состав комплекта КГС-1-72 входят горелка Г2-04 и резак вставной РГМ-70, комплекта КГС-2А — горелка Г3-03 и резак вставной РГС-70. В оба комплекта входят сменные наконечники, мундштуки и футляр.
Для питания горелок ацетиленом используют как баллонный, так и газ передвижных генераторов (табл. 8). В зависимости от размеров кусков карбида кальция выход ацетилена составляет 210…375 л/ч при времени разложения 5…13 мин.
Таблица 8. Технические характеристики передвижных генераторов ацетилена
В стационарных условиях пользуются специальными газоразборными постами (табл. 9).
Таблица 9. Технические характеристики газоразборных постов
Сварка с использованием флюса выполняется с помощью специального поста УФП-1, который осуществляет подачу в пламя горелки паров флюса БМ-1, при сгорании которых образуется флюсовое вещество — оксид бора.
Пост УФП-1 включает газораздаточные посты ПГУ-5 и ПГК-10, флюсопитатель ФГФ-3, осушитель ацетилена ОАФ-3, экономизатор и рукава. Наибольший расход кислорода и ацетилена — 3,2 м 3 /ч, флюса — 30…100 г на 1 м 3 горючего газа, емкость резервуара флюсопитателя — 5,2 л, масса силикагеля в осушителе — 5,3 кг.
Для мелких работ используют переносные установки, например ПГУ-3 (табл. 10).
Таблица 10. Технические характеристики переносной установки ПГУ-3 для сварки, пайки и резки металлов
К баллону присоединяется редуктор для снижения давления газа до рабочего значения; его тип выбирается в зависимости от заданного расхода газа (табл. 11, 12).
Таблица 11. Характеристики редукторов для малых расходов газа (для сварки горелкой ГС-1 с наконечником 000,00,0)
Таблица 12. Характеристики редукторов для газопламенной обработки
Примечание. Цифра в обозначении типоразмера — наибольшая пропускная способность (м 3 /ч) при наибольшем рабочем давлении. Первая буква — назначение редуктора: Б — баллонный, С — сетевой, Р — рамповый, Ц — центральный (магистральный), У — универсальный высокого давления. Вторая буква — редуцируемый газ: К — кислород, А — ацетилен. П — пропан, В — воздух, М — метан. Третья буква — код числа ступеней редуцирования и способа задачи рабочего давления: О — одноступенчатый с пружинным заданием, З — одноступенчатый со специальным задатчиком, Н — одноступенчатый с заданием рабочего давления от специальных пневмокамер, Д — двухступенчатый.
Газы из баллона подаются к резаку по специальным рукавам(табл. 13.), на их пути после редуктора устанавливают предохранительные устройства для зашиты сварочных постов — постовые затворы (наиболее компактным и надежным из них является ЗСУ-1) и обратные клапаны (табл. 14). Последние используют при работе на газах — заменителях ацетилена АЗС-1, АЗС-3 и для горючих жидкостей ЛКО-1.
Обратные клапаны типа ЛЗС и жидкостные предохранительные затворы — защитные устройства гравитационного действия, они должны устанавливаться строго вертикально, а обратный клапан ЛКО присоединяться к рукоятке керосинореза.
Таблица 13. Рукава для газовой сварки и резки (ГОСТ 9356-75)
Пламегасители (табл. 14) устанавливаются на входных штуцерах рычагов, горелок, напыляющих устройств стационарных машин и установок для газопламенной обработки и служат препятствием для попадания обратного удара пламени в рукав, соединяющий огневую аппаратуру с предохранительным устройством (основным затвором или газовым коллектором газопотребляющего агрегата).
Таблица 14. Технические характеристики предохранительных устройств
3. Материалы и технология сварки сталей
Ниже перечислены основные параметры режима газовой сварки.
- Тепловая мощность сварочного пламени определяется расходом ацетилена, который проходит через горелку за один час и регулируется сменными наконечниками горелки; мощность можно подсчитать по формуле: QА= А s, где QА — расход ацетилена, л/ч; s — толщина металла, мм; А — эмпирический коэффициент: для углеродистых сталей А = 100…130, для меди А = 150…200, для алюминия А = 100…150. Мощность горелки при правом способе сварки выбирают из расчета 120…150 л/час ацетилена, а при левом —100…130 л/ч на 1 мм толщины свариваемого металла.
- Способ сварки — правый и левый. При правом способе сварку ведут слева направо, пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Этот способ обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха, большую глубину провара, замедленное охлаждение металла шва; производительность выше на 20…25 %, а расход газа на 15…20 % меньше. При левом способе сварку ведут справа налево, пламя направляют на еще незаваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При этом сварщик лучше видит свариваемый металл: предварительный подогрев кромок способствует хорошему перемешиванию сварочной ванны. Применяется для сварки тонколистовых и легкоплавких металлов.
- Вид пламени зависит от соотношения β = vO2 : vC2 H2. Для нормального пламени β = 1…1,3; для окислительного пламени β > 1,3; для науглероживающего пламени β < 1,1. Газосварщик устанавливает и регулирует вид пламени на глаз. Нормальным пламенем сваривают большинство сталей, окислительным пользуются при сварке латуни, науглероживающим сваривают чугун.
- Марка и диаметр присадочной проволоки. Марка проволоки должна соответствовать составу свариваемого металла; диаметр ее выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе d = s/2, но не более 6 мм, при левом способе d = s/2 + 1, где s — толщина металла.
- Скорость нагрева регулируется сменой угла наклона мундштука к поверхности металла Чем толще металл и больше его теплопроводность, тем больше угол наклона.
- Манипулирование концом мундштука горелки — поперечное и продольное; основным является продольное, поперечное движение служит для прогрева кромок основного металла и получения шва необходимой ширины.
- Флюс применяется для защиты расплавленного металла от окисления и удаления из него оксидов и вводится различными способами: подсыпают совком, приготавливают пасты и наносят на кромки деталей и присадочную проволоку, вводят непосредственно в сварочное пламя через горелку в порошкообразном или газообразном виде. В качестве флюсов используют борную кислоту, оксиды и соли бария, калия, лития и др.
Газовой сваркой можно выполнять все виды сварных швов во всех пространственных положениях. Параметры подготовки кромок стыковых швов приведены в табл. 15. Технологические рекомендации относительно сварки сталей приведены в табл. 16.
Таблица 15. Подготовка кромок при сварке стыковых швов
Таблица 16. Технологические параметры сварки сталей
Аустенитные хромоникелевые стали сваривают быстро, без подогрева, околошовную зону защищают мокрым асбестом. Сразу после сварки необходимо охлаждение водой или сжатым воздухом.
Качество соединений удовлетворительное при толщине стали до 2 мм. Стали типа Х13 сваривают с местным подогревом до 200… 250 °С (тонкий лист — левым способом, более толстый — только правым).
Примечания. 1. Высокоуглеродистые стали сваривают нормальным или слабонауглероживающим пламенем, остальные стали — нормальным пламенем. 2. Диаметр проволоки при сварке сталей толщиной до 15 мм равен половине толщины стали для правого способа и половине толщины плюс 1 мм — для левого. Сталь толщиной более 15 мм сваривают проволокой диаметром 6…8 мм.
4. Технология сварки чугуна и цветных металлов и сплавов
Несмотря на высокую трудоемкость, низкую производительность и тяжелые условия труда, это весьма эффективный способ сварки чугуна вследствие «мягкого» введения тепловой мощности в основной металл. Области применения этого способа зависят от характера дефектов и требований к качеству наплавленного металла (табл. 17). Присадочным металлом служат чугунные прутки (см. табл. 15, 18) в сочетании с флюсами разных марок (табл. 19). Сварка выполняется нормальным пламенем с предварительным подогревом детали до температуры 650 о С на режиме, приведенном в табл. 20.
Таблица 17. Области применения различных способов сварки чугуна
Примечание. При пайко-сварке основной металл не доводится до расплавления.
Таблица 18. Марка и назначение чугунных прутков
Примечание. Размеры прутков всех марок, мм: диаметр 6…(8…16); длина 350…450.
Таблица 19. Составы флюсов для сварки и пайко-сварки чугуна, %
Примечание. Назначение флюсов: ФСЧ-1 — газовая сварка, ФСЧ-2 — пайко-сварка чугуном, ФПСН-1 — пайко-сварка бескремнистыми латунями, ФПСН-2 — пайко-сварка кремнистыми латунями и сплавом ЛОМНА, МАФ-1 — пайко-сварка чугуном и сплавами на медной основе, БМ-1 — газообразный флюс для газовой сварки.
Таблица 20. Технологические параметры горячей газовой сварки чугуна
| Наконечник ацетиленовой горелки: | |||
| площадь дефекта, см 2 | До 5 | 5…25 | Свыше 25 |
| номер наконечника | 5 | 6 | 7 и 8 |
| Присадочный пруток: | |||
| площадь дефекта, см 2 | До 20 | 20…60 | Свыше 60 |
| диаметр прутка, мм | 6…8 | 10…12 | 14…16 |
| Пламя | Нормальное | ||
| Температура предварительного подогрева, общего или частичного | 650 о С | ||
Сначала подогревают основной металл вокруг дефекта до светло-красного цвета, затем оплавляют поверхность разделки и ванным способом заполняют ее присадочным металлом, погружая его во флюс.
Охлаждение замедленное: отвести горелку на 50…100 мм, задержать 1…2 мин, потом закрыть деталь асбестом и горячим песком или загрузить ее в печь, нагретую до 650…750 °С и вместе с ней охладить.
При пайке-сварке процесс ведут нормальным пламенем на 4-м и 5-м номере наконечника горелки, не расплавляя основного металла. Присадочным материалом служат стандартные латунные прутки (см. табл. 6), а в качестве флюса применяют марки ФПСН-1, ФПСН-2, МАФ-1. При этом максимальная температура нагрева основного металла должна быть не более 850…950 °С, индикатором ее достижения является расплавление флюса. Кромки засыпают флюсом и облуживают участками, натирая прутком латуни. Затем в горячей зоне пламени расплавляют присадочный металл и заполняют разделку, а горячий металл проковывают.
Медь и ее сплавы сваривают, в основном, ацетилено-кислородным пламенем, газы-заменители используют только для сварки металлов малой толщины. Мощность пламени сварки увеличивают почти вдвое по сравнению с пламенем сварки стали, металлы большой толщины сваривают двумя или тремя горелками одновременно (две из них служат для подогрева) одним слоем с максимальной скоростью во избежание роста зерна и образования пор. Медь и бронзу сваривают нормальным пламенем, а латунь — окислительным для снижения растворения водорода в жидком металле и уменьшения интенсивности испарения цинка.
В качестве присадки используют медную проволоку с 0,2 % фосфора, иногда с 0,15…0,3 % кремния, выступающими в роли раскислителей. При сварке медных сплавов, в состав которых входят активные раскислители (А1, Si, Мn), можно использовать присадку того же состава. В качестве флюса применяют составы на основе буры и борной кислоты. Диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1,5 | 1,5…2,5 | 2,5…4 | 4…8 | 8…15 | 15 |
| Диаметр присадки, мм | 1,5 | 2 | 3 | 4…5 | 6 | 8 |
Медь толщиной до 3 мм сваривают без разделки кромок с зазором до 1 мм. Если металлы большой толщины, то выполняют V-образную разделку с углом 60…70 о , притуплением 1,5 мм и зазором не более 1,5 мм. Пламя горелки направляют под прямым углом к свариваемым деталям, расстояние от ядра до поверхности не более 5…6 мм. Сварку ведут левым способом без остановок. После окончания для получения мелкозернистой пластичной структуры рекомендуется проковка. Изделие из латуни и бронзы рекомендуют после сварки подвергнуть отжигу при температурах 600…700 о С и 500…600 о С соответственно.
Никель и его сплавы сваривают, используя нормальное или слегка восстановительное пламя при расходе ацетилена 120…130 л/мин на 1 мм толщины.
В качестве присадки применяют никелевую проволоку, легированную 3 % марганца. Флюсом служит как чистая бура, так и многокомпонентный флюс (30 % буры, 50 % борной кислоты, 10 % NaCl, 10 % KCl). Сварку нихрома выполняют быстро, без перерывов, мощность пламени 50…70 л/ч на 1 мм толщины в сочетании с многокомпонентным флюсом, приведенным выше. После сварки для увеличения пластичности и вязкости сварного соединения рекомендуется проводить нормализацию при температуре 825…900 о С.
Свинец сваривают нормальным пламенем при расходе ацетилена 50… 100 л/ч. В качестве присадки используют круглые свинцовые прутки или «лапшу», нарезанную из листов длиной не более 400 мм. Диаметр присадки зависит от толщины свариваемого металла:
| Толщина, мм | 3 | 6 | 8 | 10…12 |
| Диаметр присадки, мм | 0,8…1,2 | 1,5…2 | 2,5…3 | 4…8 |
Металл толщиной до 4 мм сваривают без разделки и зазора, металл большей толщины разделывают под углом 60…90 о без зазора. В качестве флюса используют смесь стеарина с канифолью, им натирают кромки листов и поверхность присадочных прутков. При толщине листов более 2 мм сварку ведут несколькими слоями левым способом. В многопроходных швах первый шов выполняют без присадки.
Сварка алюминия и его сплавов выполняется после сложной предварительной подготовки (см. в § 4). Сварку ведут нормальным пламенем с расходом ацетилена 100 л/ч на 1 мм толщины металла. Номер наконечника и диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1…1,5 | 2…4 | 4…6 | 7…9 | 10…12 | 14…16 |
| Номер наконечника | 1 | 2 | 3 | 4 | 5 | 6 |
| Диаметр присадки, мм | 1,5…2 | 2…3 | 3…4 | 4…4,5 | 4,5…5,5 | 5…5,5 |
Сварку чистого алюминия ведут проволокой марки Св-АВ00, сплавов AMг, АМц — проволокой АМГ3, АМГ5, литейных сплавов — проволокой марок СвАК3, СвАК5. В качестве флюса применяют марку АФ-4 а состоящего из хлористых и фтористых солей калия, натрия и лития. Сварку ведут левым способом, металл толщиной до 4 мм сваривают за один проход, более толстый — несколькими проходами с общим или местным предварительным подогревом до 250…300 о С. После сварки остатки флюса удаляют, промывая швы и околошовную зону теплой или слегка подкисленной водой (2 %-ным раствором хромовой кислоты). При заварке дефектов силуминового литья нужен предварительный подогрев до 300 о С и последующий отжиг изделия.
Как правильно варить углеродистые стали
Сварка углеродистых сталей осуществляется вручную и на автоматизированном оборудовании. Технологию и режим выбирают в зависимости от состава и структуры сплава.

Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
- Кремний – 0,1%.
- Марганец – 1%.
- Сера – 0,05%.
- Фосфор – 0,06%.
В составе могут присутствовать водород, азот и кислород.
Вместе с серой и фосфором они ухудшают свойства сплава.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Начиная со стали 45, материалы приобретают способность к закалке.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.

На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Как подготовиться к сварке
Перед выполнением работ необходимо:
- Подготовить средства индивидуальной защиты: щиток с темным стеклом, спецодежду, ботинки, рукавицы. Поражающим фактором служат брызги расплавленного металла и жесткое ультрафиолетовое излучение, вызывающее ожоги сетчатки глаз и кожи.
- Зачистить кромки соединяемых деталей (удалить грязь и ржавчину). Смазку нейтрализуют обезжиривателем.
- Закрепить заготовки на столе струбцинами или другими зажимами.
- Прокалить расходники в печи. Температура и длительность указаны в инструкции.
Последняя операция нужна для удаления влаги из обмазки. Без этого шов не получает защиты от окисления и насыщается водородом.
Выбор оборудования и электродов
Существуют следующие виды сварочных аппаратов:
- Трансформаторы переменного тока.
- Выпрямители.
- Инверторы.
Трансформаторы обладают следующими достоинствами:
- Низкая стоимость.
- Простое устройство.
- Надежность.
- Долговечность.
Их используют в случаях, когда к качеству соединения не предъявляют высоких требований, поскольку на переменном токе дуга горит хуже и шов получается неровным.
Выпрямители отличаются от трансформаторов наличием диодного моста, дающего на выходе постоянное напряжение.
Они тяжелы, дороже стоят и больше теряют в мощности, но обеспечивают высокое качество соединения. Снижаются потери металла, поскольку на постоянном токе он меньше разбрызгивается.
Инверторы наиболее практичны.
- малые размеры и вес (примерно 3 кг);
- высокое напряжение холостого хода – 90 В против 50 В у трансформатора;
- дополнительные функции, облегчающие розжиг и поддержание дуги.
По способу сварки аппараты делятся на виды:
- Ручные. Используют плавящиеся расходники с покрытием.
- Полуавтоматы и автоматы. Применяют тугоплавкий электрод из вольфрама или графита. Защиту шва от окисления обеспечивают подачей газа (аргона, углекислоты и пр.) или с помощью флюса.
Оборудование выбирают с учетом максимально допустимой для него силы тока. Чем толще заготовки, тем более мощный потребуется аппарат.
Методы сваривания низкоуглеродистых сталей
Сплавы этой группы характеризуются хорошей свариваемостью.
К подготовке предъявляются минимальные требования:
- В большинстве случаев необходимо только снять окисленный слой и обезжирить. Некоторые электроды, например МР-3, хорошо варят даже по ржавчине.
- При толщине более 4 мм выполняют разделку кромок.
- Крупногабаритные заготовки предварительно прогревают до +150…+200°С.
Ручная дуговая сварка
Используют плавящиеся расходники с рутиловым (в большинстве случаев) или основным покрытием.
Марки для малоответственных конструкций:
- АНО-3, АНО-4, АНО-5.
- ОЗС-3.
- ОММ-5.
- ЦМ-7.
Расходники для ответственных конструкций:
- АНО-1, АНО-7.
- ВСП-1.
- ВСЦ-2.
- ДСК-50.
- МР-1, МР-3.
- УОНИ-13/45.
Техника выполнения работ:
- Расходник держат с наклоном в сторону движения под углом 40-50° к линии шва.
- Длина дуги не должна превышать 2 мм.
- Скорость перемещения подбирают опытным путем с таким расчетом, чтобы металл плавился на нужную глубину, но сварочная ванна не была чрезмерно большой.
В среде защитных газов
Используют тугоплавкий электрод. Для защиты шва от контакта с атмосферным воздухом в зону сварки подают углекислый газ (наиболее распространенный вариант), аргон или гелий (для ответственных конструкций).
Присадочным материалом служит проволока Св-08Г2С.
Диаметр зависит от пространственного положения:
Проволока выполняет ту же функцию, что и стержень плавящегося расходника – служит источником дополнительного материала для заполнения шва.
Сварку начинают в следующей последовательности:
- Открывают подачу газа.
- Через 5-15 секунд разжигают дугу и одновременно подводят к стыку присадочный материал.
- Проволоку удерживают под углом 30-40° к линии стыка, электрод – перпендикулярно.
Сваривание под флюсом
В работе с малоуглеродистой сталью используют флюсы:
Марка присадочной проволоки зависит от вида стали. Например, для кипящих используют Св-08А, для Ст3пс – Св-08Га, Св-10Г2, Св-08ГС.
Диаметр проволоки зависит от вида оборудования:
Если на оборудовании первого типа варить сложносоставные и угловые стыки, возникает большая вероятность появления хрупких закалочных структур вблизи шва. Во избежание этого детали подвергают предварительному нагреву.
Устанавливают наименьшую силу тока из рекомендуемого диапазона, что обеспечит интенсивный переход марганца и кремния из флюса в шов.
Способы сварки сталей со средним содержанием углерода
С ростом концентрации карбона свариваемость материала ухудшается. Для получения качественного соединения требуется принимать дополнительные меры.
В защитной среде
В основном режим сварки и последовательность операций – те же, что и в случае с малоуглеродистыми сплавами.
- Производят разделку кромок с целью сократить объем плавления основного металла.
- Заготовки подвергают предварительному нагреву до температуры +200°С.
В ручной электродуговой сварке задействуют расходники с низкой концентрацией карбона и добавкой легирующих элементов – кремния, кальция, фтора и марганца. Предпочтительна обмазка основного типа. Она не содержит органики, вызывающей наводороживание шва с последующим образованием в нем пор.
- УОНИ-13/45, УОНИ-13/55, УОНИ-13/65.
- УП-1/45, УП-2/45.
- К-5А.
- ОЗС-2.
Сила тока зависит от диаметра расходника (мм):
- 3 – 80-100 А.
- 4 – 130-200 (А).
- 5 – 170-280 А.
- 6 – 210-380 (А).
Сварочным полуавтоматом
Для получения качественного соединения соблюдают условия:
- Заготовки нагревают до температуры +200°С.
- Края тщательно зачищают до металлического блеска и обезжиривают.
- Кромки подрезают под углом 35-45°.
- Шов накладывают в несколько приемов.
- Поддерживают минимальную длину дуги.
- Исключают поперечное перемещение электрода.
По завершении операции конструкцию укутывают или помещают в печь с целью обеспечить постепенное остывание.
Газовая сварка
Процесс соединения среднеуглеродистых сталей с помощью ацетилена имеет следующие особенности:
- Применяют левый метод.
- Расход газа устанавливают на уровне 100-130 л/ч на мм толщины заготовок.
- Детали со стенкой свыше 3 мм подвергают предварительному нагреву.
- Стали с концентрацией карбона близкой к 0,6% (обладают способностью закаливаться) варят с применением специального флюса.
- Во избежание окисления ванны горелку настраивают так, чтобы получить пламя с переизбытком ацетилена.
- Готовую конструкцию подвергают отпуску или отжигу. При этом общая температура не должна превышать +250…+300°С, зоны соединения – +600…+650°С. Данную операцию можно заменить проковкой шва.
Газосварку по левой технологии осуществляют следующим образом:
- Инструмент перемещают справа налево.
- Пламя направляют на еще не приваренные кромки.
- Присадочный материал перемещают перед горелкой.
Правую технику с характерным для нее большим тепловложением применяют только для толстостенных заготовок (от 5 мм).
- Инструмент перемещают слева направо, попутно совершая небольшие поперечные колебания.
- Пламя направляют на заваренный участок.
- Присадочный материал ведут вслед за горелкой.
- Расход ацетилена устанавливают на уровне 120-150 л/ч на мм толщины заготовок.
Как варить высокоуглеродистые стали
Из-за большой склонности к закалке и низкой пластичности материал плохо поддается данному виду обработки. Ручной электродуговой метод не способен обеспечить хорошее качество, поэтому в большинстве случаев применяют газовую сварку.
- Применяют «левую» технологию.
- Расход газа устанавливают на отметке 90 л/ч на мм толщины заготовки. Пламя должно быть восстановительным либо с избытком ацетилена.
- Детали предварительно нагревают до +200…+300°С. В некоторых случаях им сообщают дополнительное тепло и в процессе сваривания.
Используют присадочную проволоку следующих марок:
Сварка высокоуглеродистых сталей не предполагает упрочнения шва ковкой. При необходимости выполняют отпуск или отжиг готовой конструкции с полным нагревом до +350…+400°С.
Нетрадиционные способы сварки сталей с высоким содержанием карбона:
- электролучевая (потоком заряженных частиц);
- лазерная (фотонами).
Характеризуются высокими скоростью и качеством, но отличаются повышенной энергозатратностью и требуют сложного, дорогостоящего оборудования.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Основная сложность сваривания состоит в межкристаллитной коррозии в околошовной зоне, обусловленной выходом карбидов хрома.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Применяют узкопрофильные электроды, соответствующие данной марке стали. Для большинства подходят УОНИ-13/НЖ/20Ж13.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
Читайте также: