Газовая и контактная сварка
, полуавтоматическую, аргонодуговую и контактную. Расскажем, на какие особенности каждой из них нужно ориентироваться, выбирая сферу применения.
Особенности электродуговой сварки
Ручная электродуговая сварка (РДС) по-другому обозначается ММА. Это один из самых простых способов соединения металлов, поэтому он часто используется в бытовых целях. Ручная сварка выполняется на постоянном или переменном токе. С использованием прямой полярности – к положительному полюсу подключают деталь, а к отрицательному – держатель электрода – или обратной полярности, когда деталь подключают к отрицательному полюсу, а электрод – к положительному. Для ее реализации важен правильный выбор источника питания и плавящихся электродов.
Источники питания для электродуговой сварки
Источник питания необходим для изменения параметров сетевого напряжения и силы тока. По этой характеристике сварочные аппараты делятся на два вида:
- Трансформаторные – преобразуют стандартные параметры электрического тока (понижают напряжение и повышают силу тока) с помощью трансформатора. В таких аппаратах сила сварочного тока регулируется механически. Она зависит от количества витков во вторичной обмотке трансформатора. Эти аппараты надежные, но большие, тяжелые и потребляют много электроэнергии. С их помощью сложно обеспечить хорошее качество швов.
- Инверторные сварочные аппараты – электронные устройства, в которых используются управляющие блоки на основе микропроцессоров. Они компактные, легкие. Позволяют использовать любой тип электродов, обеспечивают низкое разбрызгивание металла и отличаются широким диапазоном регулирования сварочного тока. Но инверторные аппараты чувствительны к влаге и строительной пыли.
Электроды для электродуговой сварки
При электродуговой сварке используют плавящиеся электроды, состоящие из металлического сердечника и специального покрытия (обмазки). Сердечник необходим для легирования металла шва и его формирования. Покрытие нужно, чтобы поддерживать горение дуги, создавая защитное газовое облако. В зависимости от состава покрытие может быть рутиловым, целлюлозным, основным, кислым или смешанным.
Более подробная информация об электродах представлена на видео ниже:
Преимущества и недостатки электродуговой сварки
- можно использовать в труднодоступных местах ;
- мобильное оборудование;
- простота технологического процесса.
- невысокая производительность;
- прямая зависимость качества швов от квалификации сварщика.
Применение электродуговой сварки
Ручная дуговая сварка подходит для работы с углеродистыми, легированными, высоколегированными, нержавеющими и жаростойкими сталями, а также чугуном. Для каждого из этих материалов нужно использовать разные типы электродов, отличающиеся химическим составом сердечника.
Как выполняется электродуговая сварка, можно увидеть на видео ниже:
Особенности полуавтоматической сварки
Полуавтоматическая сварка обозначается MIG/MAG. MIG – аббревиатура, образованная от Metal Inert Gas – сварка, которая выполняется в среде инертного газа: гелия, аргона или его смеси с углекислым газом. MAG – сокращенная аббревиатура Metal Active Gas, с применением активного газа, чаще всего – углекислого. Основное отличие полуавтоматической сварки – механизация процесса подачи плавящегося электрода.
Источники питания для полуавтоматической сварки
Используют трансформаторные и инверторные источники питания. У них такие же плюсы и минусы, как у аппаратов для электродуговой сварки.
Электроды для полуавтоматической сварки
Для полуавтоматической сварки используют плавящиеся электроды в виде проволоки, уложенной в катушки или кассеты. Она может быть с медным покрытием или без него. Покрытие обеспечивает равномерную подачу проволоки и снижает ее контактное сопротивление, а это приводит к стабильному горению дуги и малому разбрызгиванию электродного металла.
Еще одно преимущество таких электродов – минимальное количество вредных для сварочного шва примесей. Дело в том, что неомедненная проволока покрывается технической смазкой, содержащей жирные кислоты, щелочь и воду. Они становятся поставщиками водорода в металл шва и вызывают его пористость.

Комплект оборудования для полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки
- малая зона термического влияния, позволяющая без прожогов варить металл толщиной до 0,5 мм;
- высокая производительность;
- возможность варить элементы разной толщины;
- высокое качество швов;
- возможность проведения работ в любом пространственном положении;
- отсутствие шлаковой корки и необходимости механической доработки швов.
- сварочные работы проводятся только в закрытых помещениях, поскольку на отрытом воздухе газовая защита сдувается;
- обязательное наличие качественной вентиляции для удаления углекислого газа.
Применение полуавтоматической сварки
Сфера применения полуавтоматической сварки такая же, как и электродуговой.
Особенности аргонодуговой сварки
Аргонодуговая сварка обозначается аббревиатурой TIG. Это сокращение от Tungstren Inert Gas. Она выполняется в среде защитного газа – аргона. Он на 35 % тяжелее воздуха и легко вытесняет его из зоны сварки. При этом аргон не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. В результате количество дефектов в швах минимально. Аргон можно заменить гелием или смесью аргона с кислородом.
При аргонодуговой сварке электрод не касается поверхности металла. Для зажигания дуги используется осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют воздух в небольшом промежутке между электродом и поверхностью металла, и дуга зажигается при подаче тока на электрод.
Источники питания для аргонодуговой сварки
Для аргонодуговой сварки используют и трансформаторные, и инверторные источники питания. По типу питающей сети они делятся на однои трехфазные. По поддерживаемым режимам работы аппараты TIG бывают двух видов:
- DC – работают только на постоянном токе;
- AC/DC – на постоянном и переменном.
Электроды для аргонодуговой сварки
Аргонодуговую сварку выполняют неплавящимися вольфрамовыми электродами. Швы образуются за счет расплавления кромок соединяемых элементов. Для сварки толстостенных деталей дополнительно используют присадочную проволоку. Для работы на постоянном и переменном токе используют разные вольфрамовые электроды. Они выпускаются в чистом виде или легированные специальными добавками для разных условий работы.

На фото – схема выполнения аргонодуговой сварки
Преимущества и недостатки аргонодуговой сварки
- отсутствие шлаковой корки и необходимости ручной доработки швов;
- минимальное количество дефектов в сварных швах;
- отсутствие разбрызгивания металла;
- возможность соединения разнородных металлов.
- невысокая производительность;
- сложная настройка оборудования и высокая квалификации сварщиков.
Применение аргонодуговой сварки
Оптимальна для тонкостенных изделий и трудносвариваемых металлов. Она подходит для работы с любыми сталями, включая оцинкованные и нержавеющие. С ее помощью можно варить медь, чугун, титан и другие цветные металлы. Для соединения алюминиевых элементов аргонодуговая сварка самый подходящий вариант.
Особенности контактной сварки
Контактная сварка отличается ото всех остальных видов соединения металлов. При ее использовании соединяемые поверхности нагреваются в результате прохождения через место контакта электрического тока, а затем прижимаются друг к другу. Основные особенности контактной сварки – высокие значения сжимающего усилия (до сотен кг) и сварочного тока (до 1 000 А), а также малое время всего процесса – не более нескольких секунд.
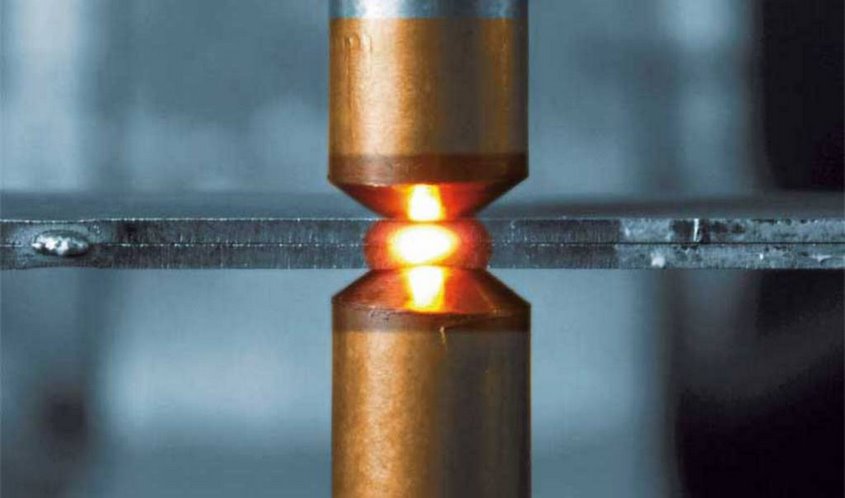
Так формируется сварочный шов при контактной сварке
Типы машин контактной сварки
По форме импульса и роду сварочного тока машины контактной сварки делятся на четыре типа:
- Аппараты переменного тока. Их основные узлы – трансформатор и тиристорный модуль. Трансформатор необходим для изменения стандартных параметров электрического тока, а тиристорный модуль – для подключения первичной обмотки трансформатора к питающему напряжению на время, достаточное для формирования сварочного импульса.
- Аппараты постоянного тока. Выпрямителями тока здесь являются силовые полупроводниковые вентили. Такие машины оптимальны для работы с алюминием и его сплавами.
- Аппараты конденсаторного типа. Их особенность в медленном накоплении электроэнергии в конденсаторе и последующем образовании мощного токового импульса. Сварка выполняется за очень короткое время. Оптимальна для работы с металлами с высокой теплои электропроводностью: серебром, медью или алюминиевыми сплавами.
- Низкочастотные аппараты. В них трехфазный ток промышленной частоты преобразуется в импульсы тока низкой частоты с помощью силовых выпрямителей. Используются для сварки легких сплавов на основе алюминия, магния и титана.
Электроды для контактной сварки
При контактной сварке электроды подводят ток, передают сжимающее усилие и отводят тепло. Они могут быть прямыми или фигурными, с плоской или сферической поверхностью. Последние отличаются большей стойкостью и меньшей чувствительностью к перекосам при установке, поэтому используются чаще. Электроды изготавливаются из медных сплавов, обладающих высокой тепло-, электрои жаропрочностью.
Преимущества и недостатки контактной сварки
- высокая степень автоматизации и производительность;
- стабильное качество сварных швов;
- не нужно использовать защитный газ или присадочную проволоку;
- низкий уровень химической неоднородности швов.
- узкая специализация;
- жесткие допуски на толщину стенок стыкуемых деталей.
Применение контактной сварки
По форме сварных соединений контактная сварка делится на следующие виды:
- Точечную. Используется для соединения тонких деталей толщиной от 0,02 мкм до 20 мм. Применяется при изготовлении электронных приборов, в судо-, самолетои автомобилестроении.
- Шовную. Используются электроды в форме роликов. Такой способ применяется для сварки листов толщиной от 0,2 до 3 мм. Он востребован при изготовлении различных емкостей.
- Стыковую. Детали соединяются сразу по всей плоскости соприкосновения. Такой способ удобен для изготовления трубопроводов, сверл или арматуры.
Контактная сварка подходит для работы с любыми металлами, включая разнотолщинные и разноименные.
Пример выполнения контактной сварки можно увидеть на видео ниже:
Заключение
Выбирая вид сварки, обязательно учитывают:
- толщину металла свариваемых деталей;
- серийность продукции;
- химический состав основного металла.
При этом электродуговая сварка удобна при работе в труднодоступных местах и наложении коротких швов, расположенных на большом расстоянии друг от друга. Она оптимальна для установки прихваток.
Полуавтоматическая сварка больше подходит для швов сложной конфигурации и средней длины, расположенных в различных пространственных положениях. Она обеспечивает высокое качество швов, поэтому применяется для сборки ответственных конструкций.
Аргонодуговая сварка подходит для работы с любыми металлами. Ее используют для соединения тонкостенных изделий и разнородных металлов, но особенно подходит она для сварки алюминия и его сплавов.
Контактная сварка считается самой производительной для работы с тонкостенными деталями. Часто является единственным вариантом соединения валов, стержней или прутов.
Виды сварки металлов
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Плазменная сварка Электрошлаковая сварка
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Дуговая сварка
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Газовая сварка
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
Установка для лучевой сварки Схема электролучевой сварки
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Термомеханический класс сварки
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
Способы кузнечной сварки Кузнечная сварка
Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Контактная сварка
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Газовая сварка и резка металлов
Газовая сварка широко применяется при соединении изделий из чугунных сплавов, ремонте материалов, состоящих из тонкой углеродистой стали, заварке дефектов литья в цветных или черных металлах. Процесс происходит путем розжига материала высокотемпературным пламенем, которое образуется при сжигании кислорода в чистом виде и горючей смеси. Присадочная проволока используется для выставления зазора кромок расплавленным металлом.

Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Для улучшенных показателей прочности выполняется нагрев до максимальных температур, своего рода ковка металла.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.

Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Принцип действия газосварки
Кислород и горючий газ подаются в устройство через патрубки, происходит воспламенение через сопло, вентилями производится регулировка мощности пламени. Пламя состоит из нескольких основных частей, факела, процесса восстановления и ядра. Наиболее высокие температурные параметры наблюдаются в ядре, процесс происходит частью пламени между ядром и восстановлением.
Воздействие высоких температур на поверхности материалов влекут за собой защиту области сварки от излишнего воздуха, в котором имеются примеси тяжелых газов. Высокие показатели при резке металлов позволяют выполнять работы с высокой точностью, производить необходимые изделия. Существуют различные типы газовой сварки.

Оборудование для сварки
Газ для сварки играет большую роль в плотности, качестве соединения, популярным газом при использовании обозначен ацетилен.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.

Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Плюсы и минусы газовой сварки
В каждом виде производимых работ подразумевает наличие определенных достоинств и недостатков. Соединение сварочным способом возможно с применением различного оборудования, инструментов и зависит от свойств материала. Преимущества и недостатки газовой сварки определяются несколькими моментами.
- Одним из важнейших достоинств газовой сварки является оснащение оборудованием, отсутствие в потребности к энергоносителям. Сварочные работы возможно выполнять с наличием двух баллонов и резака. Отличное решение для удаленных мест от электроэнергии.
- Соединение тонколистовых металлов производится очень аккуратно, качественно за счет возможной регулировки расстояния пламени, температурных режимов.
- Транспортировка не требует больших затрат, для перемещения и хранения нет необходимости приобретать специальные приспособления.
- Надежный шов, качественные работы позволяют не беспокоиться о долговечности сварочных соединений.

Недостатки газовой сварки:
- Сварка изделий с высокой точностью подразумевает от оператора высокой квалификации, изделия производятся медленно.
- Большой окружной диапазон, высокая температура.
- Требуются повышенный расход компонентов, сварочного газа и проволок.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Как выполняется газовая сварка в полуавтоматическом режиме
Полуавтоматическая газовая сварка подразумевает гибридный метод соединения металлов. Применяется с использованием защитного газа и электрической дуги, процесс происходит следующим образом:
- Пуск механизмов, подготовку инструментов к работе.
- В специальное отверстие продевается проволока, в непосредственной близости к горелке.
- Редуктором контролируется, выставляется уровень горючей смеси.
- Скорость подачи проволоки контролируется специальным механизмом на барабане.
- Устанавливается напряжение, другие параметры на полуавтомате.
- Перед началом процесса необходимо выставить под правильным углом горелку.
Для качественного соединения, равномерного получения шва, при использовании такого вида сварки, разработаны параметры в соответствии с ГОСТом.
Давление редуктора должно быть при определенных величинах, тип и параметры шлангов. Баллоны для содержания газа должны быть опрессованы и проверены, горелки и проволока отличаются по параметрам, должны соответствовать установленным порядкам. Проверку необходимо производить перед тем, как сваривать металлы.
Меры предосторожности и правила использования газовой горелки
Процесс сварки может навредить как работнику, так и окружающим при не соблюдении элементарных правил техники безопасности. Запрещается производить газосварочные работы в замкнутом помещении, или оно должно быть оборудовано хорошей вентиляцией. Защитные очки препятствуют влиянию лучей на сетчатку глаз, а также брызг металла.
Сварочный пост должен содержаться в чистом состоянии, баллоны хорошо закреплены на своих местах, проверены опрессовкой. Газовые баллоны перевозятся на специализированных носилках либо тележке. При транспортировке оператор обязан установить на верхнюю часть емкости защитное устройство. Выполнение работ производится пламенем, отходящим в другую сторону от баллонов. При ограниченном пространстве устанавливается защитный металлический щит, контролируется температура.
Газовая сварка металлов
Сварка считается надежным способом, который позволяет производить соединение разнообразных металлических конструкций. Существуют разнообразные виды данной технологии, которые могут использоваться для работы с разными видами металла. Но самым популярным считается метод под названием газовая сварка.
Во время нее используются высокие температуры, под действием которой изделие нагревается и расплавляется до мягкого состояния. Данная технология часто используется для сваривания важных изделий из чугуна, черных металлов, углеродистой стали.

Сущность технологии
Сущность процесса газовой сварки заключается в том, что во время ее проведения используется повышенное газовое пламя, которое и вызывает сильное нагревание кромок элементов и часть присадочного материала (электродов).
После этого металл переходит в жидкое состояние и образует сварочную ванну, эта находится под защитой пламени и газовой среды, которая вытесняет воздух. Металл в расплавленном состоянии медленно остывает и твердеет. В результате образуется сварной шов. Именно в этом и заключается сущность газовой сварки.

Во время сварочного процесса применяется смесь определенного газа с содержанием чистого кислорода, которая будет выполнять функции окислителя. Самые высокие температурные показатели - от 3200 до 34000С, позволяет получить газ ацетилен. Его образуется во время сварочного процесса в результате химической реакции между карбидом кальция и обычно водой. На втором месте стоит пропан, показатель его температуры горения составляет 28000С.
В редких случаях могут использоваться другие газы:
- метан;
- водород;
- пары керосина;
- блаугаз.
Однако у всех заменителей ацетилена температурные показатели пламени намного ниже. Именно по этой причине газовая сварка металлов с использованием альтернативных газов проводится редко. Обычно ее применяют только для цветных металлов - меди, латуни, бронзы и других, которые обладают небольшой температурой плавления.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Технические стороны сварочного процесса
Техника газовой сварки имеет некоторые важные особенности, которые стоит учитывать во время ее проведения. Основное положительное свойство, которое выделяют многие сварщики, состоит в том, что .тот метод сваривания позволяет производить швы в любых пространственных положения - от потолочного до нижнего.
Обычно сложности возникают при создании потолочных швов, потому что в данном случае расплавленный металл требуется поддерживать и быстро распределять по всей длине сварного соединения. Это осуществляется при помощи повышенного давления газовой смеси, которая создается благодаря пламени.
Самыми популярными видами швов при проведении этого метода сварки считаются стыковые. Но эта технология никак не дружит с соединениями внахлест, тавровыми швами. Это связано с тем, что для двух видов швов требуется чрезвычайно сильное нагревание металлической основы. Также это может привести к повышению риска коробления.
Если края у заготовок тонкие и отбортованные, то их необходимо варить без применения присадочной проволоки. Во время сварки получаются непрерывные или прерывистые швы, которые могут иметь одно- или многослойную структуру. Но перед началом сварочной технологии рекомендуется провести тщательное очищение краев и поверхностей заготовок из металла.
Важно! Техника и технология газовой сварки предполагает особое обращение с газовой горелкой. А именно при проведении процесса необходимо удерживать пламя на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Под давлением газовых смесей на жидкий металл образуется сварочная ванна, они производят раздувание металлической основы по краям. Далее присадочная проволока погружается в сварочную ванну. Степень интенсивности нагрева можно изменять.
Выполняется это при помощи изменения угла наклона медного мундштука горелки к поверхности заготовки. Стоит обратить внимание на зависимость - чем больше угол наклона, тем выше степень нагревания металла от пламени.
Мундштук горелки обычно продвигается вдоль шва. Одновременно с этим требуется следить за состоянием сварочной ванны. Металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Данные действия производятся для защиты металлических изделий от оксидной пленки.
Популярные виды газовой сварки
Существуют разные виды газовой сварки, которые могут обладать некоторыми характерными качествами. Они могут применяться для металлических заготовок с разной структурой, с различными формами и размерами толщины. Но мы рассмотрим основные способы газовой сварки, которые пользуются высокой популярностью.

Левая сварка
Левый способ газовой сварки является самым распространенным методом, который пользуется высокой популярностью среди профессиональных сварщиков. Его часто используют мастера с разной квалификацией.
Левый способ сварки применяется для соединения металлов с тонким краем и невысокими показателями температуры. Он подходит для работы с легкоплавкими и тонкими конструкциями. Левый и правый способы газовой сварки похожи, они являются двумя сторонами одной медали.
Во время проведения левой газовой сварки горелку необходимо двигать справа налево. А вот рассматривая отличия между левым способом сварки и правым, то при проведении последнего горелка проводится слева направо и за ней ведется присадочная проволока. Жар пламени во время сварки практически не рассеивается и уровень угла открытия шва составляет 60-70 градусов.
Правая сварка
Правый способ газовой сварки применяется для работы с металлами, толщина которых составляет больше 3 мм, имеющих высокие показатели теплопроводности. Стоит обратить внимание на то, что во время проведения правой сварки шов получается более качественным, это достигается благодаря защитному действию пламени.
Во время правого способа сварки наблюдается экономичное использование тепла. При этом скорость процесса выше почти на 20 %. Также к положительным качествам данного метода сваривания стоит отнести экономное расходование газов почти на 10 %.
При проведении данной технологии рекомендуется применять присадочную проволоку с диаметром, который почти в два раза меньше толщины металлического свариваемого элемента. Но при этом проволока не может быть толще 8 мм.
Сварка с применением сквозного валика
Данная технология газовой сварки и резки металлов предполагает постепенное перемещение пламени с плавлением верхней кромки отверстия в металлическом изделии и накладыванием слоя расплавленного металла на область нижнего края этого отверстия.
Перед началом процесса листы фиксируются в вертикальном положении, при этом между ними оставляется зазор вполовину толщины заготовки. Соединение производится в виде валика, которое соединяет металлические компоненты. Оно обладает хорошей плотностью, в его структуре не должно быть пор и каких-либо неровностей.
Сварка с использованием ванночек
Газопламенная сварка состоит в образовании новых и новых ванночек по ходу шва. После того как образуется одна, в нее вводится один конец присадочной проволоки, здесь он плавится. Далее он перемещается в область восстановительного участка огня горелки.
Тем временем мундштук сопла перемещается дальше по поверхности сварного соединения, он переходит на следующую зону. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра присадочной проволоки.
При помощи этого метода сварки производят соединение тонких листов, когда требуется сделать стыковые и угловые виды швов. Его часто применяют для сваривания трубных изделий из низколегированных или малоуглеродистых сплавов.
Многослойная сварка
Этот метод сваривания часто используется при проведении ответственных работ. Она характеризуется низким показателем производительности. Кроме этого для ее осуществления требуются газы в большом объеме, поэтому этот метод достаточно дорогостоящий.
Стоит отметить! При проведении многослойной сварки с использованием газа наблюдается отжиг нижних слоев при наплавке верхних. В результате происходит качественная проковка каждого слоя перед формированием основного шва.
Сварка окислительным пламенем и раскислителем
Этот вид газовой сварки и резки создан специально для работы с элементами из низкоуглеродистой стали. Во время него применяется пламя с резко окислительным характером, именно это приводит к образованию окислов железа в сварочной ванне. Если образуется окисление, то обязательно требуется раскисление.

Раскисление получают при помощи специальной присадочной проволоки, в составе которой должно наблюдаться высокое содержание марганца и кремния. Этот способ по сравнению с другими видами имеет производительность выше на 10 %.
Газопрессовая сварка
Газопрессовая сварка подразумевает нагревание до пластичного состояния свариваемых изделий при помощи сварочной адетилено-кислородной горелки. А после того как достигается необходимая температура они сдавливаются и свариваются.
Выделяют два подвида этого метода - соединение в пластичном состоянии с защитой шва и сваривание оплавлением. Во время проведения сварки в пластичном состоянии к элементам, которые приготовлены для сваривания, прикладывается осевое давление и разжигается горелка. После производится нагревание, которое сопровождается сдавливанием. Как только появляется утолщение, нагревание прекращается, давление устраняется.
Во время сварки оплавлением детали для сварки фиксируются с соблюдением зазора, и разжигается горелка. После выполняется нагревание и оплавление концов металлических элементов. Затем производится прикладывание осевого давления и сваривание деталей.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи.
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа - высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов - H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться.
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.

Сварка пропаном, кислородом, ацетиленом и его заменителями предполагает использование следующего оборудования:
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратной тяги огня из горелки. Он должен быть исправным, его обязательно заполняют водой вровень с краном.
- Газовый баллон. У баллона предусмотрена конусная резьба на области отверстия, на которую устанавливается закрывающий вентиль. Снаружи баллон окрашивается в определенный цвет в зависимости от вида газа. Для ацетилена можно применять вентиль из любого металла, кроме меди, с ней газ образует взрывоопасную смесь.
- Редуктор. Он вызывает снижение показателей давления выходящего газа. Он может быть одно- и двухкамерным, последний позволяет удерживать стабильное давление. Редуктор может быть прямого и обратного действия.
- Шланги. Шланги, которые применяются для горючих газовых смесей. На них часто наносится сплошная линия красного цвета (это обозначение). Их можно применять при давлении в 6 атм. Это шланги первого класса, а вот второго класса используются для передачи горючих жидкостей (бензина, керосина). На них имеется линия желтого цвета. Шланги третьего класса способны выдерживать давление в 20 атм ( на них нанесена линия синего цвета).
- Горелка. Данное оборудование производит смешивание газов, выпускает из мундштука под необходимым давлением смесь, которая плавить металлические заготовки. Горелки могут быть инжекторными и безинжекторными. Этот элемент состоит из таких элементов, как ниппель, мундштук, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью.
- Пост. Это место для проведения сварочного процесса. Оно имеет стол, тумбы для хранения требуемых элементов, сварочного оборудования. Пост может иметь поворотную и неповоротную столешницу. Для работы на крупных производствах может использоваться передвижной или стационарный пост.
Но все же перед тем как приступать к использованию вышеперечисленных элементов стоит разобраться в том, как варить газовой сваркой. Это ответственной процесс, который требует обязательное соблюдение важных мер защиты. Опытные сварщики советуют применять защитную маску, форму из плотной ткани, краги.
Итоги
Чтобы понять, что такое газовая сварка стоит рассмотреть ее основные особенности и технологию. Этот метод предполагает использование специальных газов для нагревания и плавления металлических изделий. Обычно применяется кислород, ацетилен, но иногда допускаются заменители, которые имеют меньшую стоимость. Но чтобы шов получился качественным и прочным особое внимание стоит уделять технике проведения сварочного процесса.
Интересное видео
Читайте также: