Газовая аппаратура применяемая в автоматах для сварки в защитных газах
Благодаря полному контролю сварочного процесса автоматическая сварка получила наибольшее распространение на предприятиях, специализирующихся на массовом производстве. По своей сути сварка-автомат – это сочетание электромеханического оборудования с электронным управлением, среди которых важнейшей деталью является сварочная головка. С ее помощью происходит подача расходных материалов в область соединения, производится дуговая сварка, резка или напыление, осуществляется контроль над сварочным процессом и своевременностью его остановки.
Дополнительная информация. По своей конструкции головки делят на два типа: подвесные и самоходные. Первые отличаются отсутствием устройства для перемещения головки. Поэтому движение дуги происходит за счет передвижения соединяемых элементов. Самоходная головка способна самостоятельно перемещаться над зоной сварки с помощью специальных приводов.
На самом деле разница между технологиями несущественна. Степень механизации процесса – вот чем отличается автомат от полуавтомата. Относительная простота конструкции выгодно отличает полуавтоматические сварочные аппараты. Они оборудованы автоматическим устройством подачи сварочной проволоки на электродный держатель через гибкий рукав. Сварщик осуществляет управление за движением дуги, направляя ее в нужную сторону.

Таким образом, технология, при которой проволока подается в автоматическом режиме, а дуга перемещается оператором, получила название полуавтоматической.
Виды автоматических аппаратов
По своим конструктивным решениям оборудование для автоматической сварки делят на несколько типов:
- Тракторного типа. Для работ под слоем флюса или в среде защитных газов.
- Подвесной сварочный автомат. Для работы в среде защитных газов.
- Многодуговой аппарат. Существуют модификации как тракторного, так и подвесного исполнения.
Тракторный тип
Первый тип аппаратов был разработан и выпущен в СССР. Требования к конструкции регламентированы ГОСТ 8213-69. Широко применяется в тяжелой промышленности.

Сварочный трактор
В качестве примера рассмотрим устройство одномоторного трактора типа ТС-17-Р. Как следует из названия, трактор имеет только один электродвигатель. Он разработан для выполнения работ под слоем флюса при сварке различных стыковых швов. При этом минимальный радиус кольцевых швов составляет 600 мм.
С помощью электродвигателя приводятся в движение ходовой механизм, а также устройство подачи проволоки. Все три элемента имеют общий корпус, который является несущей конструкцией трактора. Он служит опорой прочим механизмам: загрузочному бункеру для флюса, барабану с проволокой и управляющему блоку.
Электрод располагается вблизи вертикальной оси, которая проходит через центр тяжести. Данная особенность позволяет производить работы внутри емкостей: низкое расположение центра тяжести обеспечивает повышенную устойчивость.
Подвесной сварочный аппарат
Оборудование подвесного типа состоит из следующих базовых элементов:
- Подающее устройство.
- Приводной суппорт.
- Механизм вертикального передвижения.
- Флюсовый бункер.
- Проволочный барабан.
- Блок управления.

Подвесной сварочный аппарат
Подвесное оборудование разделяют на стационарные и самоходные агрегаты.
Стационарные устройства отличаются тем, что перед началом работ их устанавливают на выбранное место и не перемещают до окончания работ. Основная сфера применения – соединение труб. Самоходные аппараты оснащены тележкой для перемещения по рабочей площадке. Отличаются способностью к созданию неразъемных соединений значительной длины.
Технология автоматической и полуавтоматической сварки трубопроводов в защитных газах
Зазоры под сварку между двумя кромками стыка должны составлять порядка 0,5-1,0мм. Сварка труб с тонкими стенками, в большинстве случаев, происходит, без разделки кромок под сварку.
При сварке нержавеющих сталей неплавящимся электродом, необходимо применять присадочную проволоку марок Св-01Х19Н9, Св-04Х19Н9 и Св-07Х19Н10Б. При этом первый слой сварного шва выполняется вольфрамовым электродом без применения присадочного материала. Такой приём способствует качественной проварке корня шва. Сварку последующих слоёв осуществляют вольфрамовым электродом с применением присадочного материала, или же их сваривают плавящимся электродом.
Струя защитного газа (аргона, или углекислого, или смеси газов) должна плотно охватывать всю зону сварки. Если сварка происходит на открытой местности, или в хорошо проветриваемом помещении, то от ветра и сквозняков необходима дополнительная защита (щиты, палатки и др.), а также необходимо увеличивать скорость потока защитного газа.
Принцип и технология выполнения работ
Для сварки металла применяют аппараты всех вышеперечисленных типов. Главным элементом конструкции автоматического аппарата является сварочная головка, которая включает в себя следующие комплектующие:
- устройства подачи и перемещения;
- токопроводные элементы;
- самодвижущаяся тележка;
- блок управления.
Она обеспечивает подачу сварочной проволоки либо прочих электродных материалов, после чего осуществляет подачу тока.
Вспомогательная аппаратура, к которой относятся механизм подачи защитного газа либо флюсовое оборудование.
Особенности механизма подачи проволоки имеют конструктивную схожесть с аналогичным приспособлением полуавтоматических аппаратов.
Токопроводящий механизм называют горелкой либо мундштуком. Встречаются различные варианты исполнения, которые имеют общее принципиальное устройство – направляющую трубку с вкрученным токопроводным элементом. Трубка посредством сапожковой вилки на шарнире соединяется с прижимным механизмом. Для повышения периода эксплуатации вилка снабжена вставкой из высокопрочного материала. Прижимной механизм представляет собой винт с пружиной.
Для автоматической сварки под флюсом рекомендуем использовать источники энергии с пологопадающими характеристиками. При выполнении работ в газовой среде предпочтительнее будут источники с жесткими характеристиками.
Для орбитальных сварных работ используют аппараты с асинхронными двигателями постоянной частоты. Благодаря реализации принципа саморегуляции скорость подачи электродов остается неизменной.
На конвейерных линиях сварочное оборудование работает согласно единому технологическому циклу, который может содержать устройства для предварительной или последующей обработки материалов в зависимости от специфики производства.




Металлообработка и углекислый газ
У нас не получится в деталях рассказать обо всех моментах, которые есть в полуавтоматической сварке в области защитного газа азота. Мы поговорим о работе в углекислотах.
Такой метод за последние 15 лет стал популярным и эффективным. Стоит взять эту информацию на вооружение.
Выбор проволоки для сварки

Этот момент очень важный при металлообработке в среде углекислого газа. Если взять деталь, в составе которой небольшое количество углерода – она рискует окислиться. Чтобы этого не произошло, необходимо использовать провода с марганцем и кремнием в составе.
Не забывайте об этом, если хотите получить хорошую работу! Возникает необходимость варки легированного сплава – применяйте специальную проволоку. Далее мы расскажем об известных марках проводов для сварки этих видов металла.
Готовим металл к обработке

Хотите, чтобы шов был ровным и красивым, правильно? Для этого стоит заняться подготовкой металлических конструкций. Для начала почистите детали от проявлений коррозии, а также от краски и грязи.
Если остались масляные следы – их также необходимо убрать. В том случае, когда детали загрязнены немного, можно применить ветошь. Если длительной очистки не избежать – используйте специальную щетку из металла.
Не забудьте удалить жир со всей поверхности конструкции. Это можно сделать, используя специальные очистные средства.
Выбор режим работы

Если вы выбрали правильный режим сварки – то уже сделали 50% работы на пути к получению сварочного соединения. Этот момент нужно продумать тщательно, чтобы потом не пришлось начинать всё заново.
Режим металлообработки – это совокупность некоторых настроек, которые установлены на аппарате. Они полностью зависят от того, какой тип работ вам нужно выполнить.
Говоря о сварке при помощи агрегата с работой углекислот настройки будут выглядеть таким образом:
- Род и полярность тока. Как правило, работает статичный ток возвратной полярности. В случае с прямой полярностью вы можете получить нестабильное горение дуги. Хотите применить переменное электричество вместо постоянного? Поставьте в цепь осциллятор, которая поможет механизму работать корректно.
- Диаметр проводов. Показания напрямую зависят от толщины металла, который придется обрабатывать. Для тонкой конструкции подойдут тонкие провода, и наоборот. Сила электричества при этом выбирается в зависимости от диаметра провод. Принцип такой: сила электричества при сварке прямо пропорциональна глубине провара. Скорость работ при этом будет соответствовать этой же формуле.
- Напряжение арки. Оно зависит от длины этой арки. Сила тока будет определять установленное напряжение. Настраивать этот показатель достаточно просто. С увеличением напряжения возрастает показатель глубины провара. Ширина соединений при этом также становится больше. Если вы будете знать эти показатели – вам удастся определить необходимое напряжение арки.
- Скорость введения проволоки. Этот показатель можно определить только путем опыта. Помните, что арка должна прогорать стабильно, а проволока должна медленно топиться. Начинающий мастер обычно применяет агрегаты, которые регулируют скорость подачи проводов в автоматическом режиме.
- Вылет провода. Этот момент также определяется путем частых работ. Вылет не должен быть либо большим, либо маленьким. В первом случае дуга прогорает нестабильно. Швы получаются неровными и кривыми. Во втором случае вы лишитесь возможности контролировать сварочный процесс, потому что он будет проходить довольно быстро.
Плюсы и минусы сварочных автоматов
Применение рассматриваемой технологии имеет положительные и отрицательные стороны. Преимуществами автоматического метода считают:
- Высокая стоимость оборудования.
- Низкая маневренность сварочных агрегатов.
- Трудности при реорганизации производства.
Технология автоматической сварки не стоит на месте. Несмотря на то что автоматизация производства, как правило, оказывает положительное влияние на предприятие, перед ее внедрением следует трезво оценить целесообразность модернизации. Это не всегда выгодно. Именно по этой причине автоматическая сварка не получила повсеместного применения. Если вы имеете опыт успешного внедрения автоматической сварки на производстве, поделитесь им в комментариях.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.
Главным отрицательным моментом при использовании такой технологии являются довольно большие затраты времени, направленные на организацию процесса. Кроме того, шов при его формировании подкорректировать не представляется возможным, так как все основные его качества определяются устройством еще перед началом проведения работ.
Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели и осушители газа, расходомеры, смесители газов, электромагнитные газовые клапаны и газоэлектрические горелки.
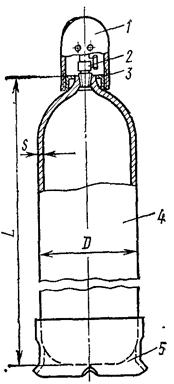
Баллоны (рис. 5) предназначены для хранения и транспортирования защитного газа под высоким давлением. Наибольшее применение имеют баллоны емкостью 40 дм3, размеры и масса которых приведены ниже (масса указана без вентилей, колпаков, колец и башмаков).
Все газы, кроме углекислого, находятся в баллонах в сжатом состоянии, а углекислый газ—в жидком состоянии.
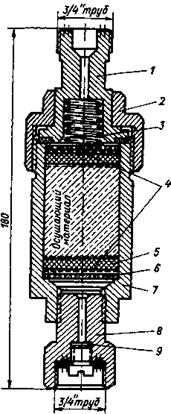
Редуктор (рис. 89) предназначен для понижения давления газа, поступающего в него из баллона или распределительного трубопровода, и автоматического поддержания постоянным заданного рабочего давления.
Давление газа в баллоне показывает манометр высокого давления 2. Защитный газ из баллона поступает в камеру высокого давления 1 проходит через приоткрытый пружиной 8 клапан 11 и поступает в камеру низкого давления 10. При прохождении через клапан газ преодолевает значительное сопротивление, в результате чего давление за клапаном, т. е в камере низкого давления, снижается. Это давление показывает манометр низкого давления 3. Из камеры низкого давления защитный газ через
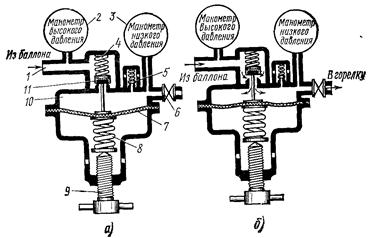
вентиль 6 направляется в сварочную головку (держатель). Автоматическое поддержание рабочего давления в редукторе постоянным происходит следующим образом. С уменьшением расхода газа давление его в камере низкого давления будет возрастать, и он с большей силой будет давить на мембрану 7, которая отойдет вниз и сожмет пружину 8. При этом пружина 4 прикроет клапан 11 и будет держать его в таком положении до тех пор, пока давление в камере 10 (низкого рабочего давления) не станет вновь равным первоначальному. Наоборот, с увеличением расхода газа давление его в камере низкого давления уменьшается, мембрана под действием пружины 8 перемещается вверх и открывает клапан.
Таким образом, автоматически регулируется подача защитного газа из камеры высокого в камеру низкого давления и тем самым поддерживается постоянным рабочее давление. При случайном повышении давления свыше допустимого в камере низкого давления откроется предохранительный клапан 5 и сжатый газ выйдет в атмосферу.
Регулирование рабочего давления защитного газа производится следующим образом. При ввертывании регулировочного винта 9 сжимаются пружины 8 и 4, открывается клапан 11 и давление в камере низкого давления повышается. Чем больше открыт клапан, тем большее количество газа будет приходить через него и тем выше будет рабочее давление газа. При вывертывании винта 9, наоборот, клапан 11 прикрывается и давление газа в камере 10 уменьшается.
Подогреватель (рис. 8) предназначен для подогрева углекислого газа, поступающего из баллона в редуктор, с целью предотвращения замерзания редуктора. При большом расходе углекислого газа (вследствие поглощения теплоты при испарении жидкого углекислого газа) температура газа понижается, что может привести к замерзанию имеющейся в нем влаги и закупорке каналов редуктора.
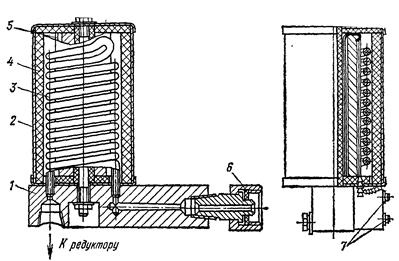
Подогреватель используют при сварке в углекислом газе. Он состоит из корпуса 1, трубки-змеевика 3, по которой проходит углекислый газ, кожуха 2, теплоизоляции 4 и нагревательного элемента 5 из хромоникелевой проволоки, расположенного внутри змеевика. Подогреватель крепят к баллону накидной гайкой 6. Питание его осуществляют постоянным током напряжением 20 В или переменным током напряжением 36 В. Провода от шкафа управления присоединяют к зажимам 7.
Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления.
Осушитель высокого давления, устанавливаемый до понижающего редуктора, имеет малые размеры и требует частой замены влагопоглотителя, что неудобно в работе.
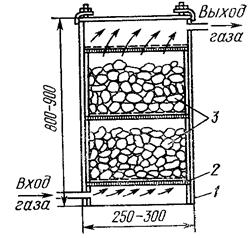
Предредукторный осушитель газа (рис. 9) служит для поглощения влаги, содержащейся в газе, и устанавливается после подогревателя газа. Он состоит из корпуса 7, в который сверху и снизу вставлены сетчатые шайбы 4. С внутренней стороны корпуса перед шайбами установлены фильтры 5 из стекловаты. Внутренняя часть корпуса заполнена осушителем. В качестве поглотителя влаги используется обезвоженный медный купорос CuSO4 · 5НдО или силикагель марки ШСМ. Перед заполнением осушителя купорос или силикагель необходимо прокалить в течение 2 часов при температуре 200° С. С помощью гайки 2 втулка 1 через пружину 3 сжимает массу осушителя до полного уплотнения.
Осушитель рассчитан на осушку 30-35 м3 (т. е 4-6 баллонов) углекислого газа при одной зарядке.
Осушитель низкого давления (рис. 10), имеющий значительные размеры, устанавливают после понижающего редуктора; он не требует частой замены влагопоглотителя. Осушители низкого давления целесообразно применять главным образом при централизованной газовой разводке.
В качестве поглотителя используют силикагель или алюмогликоль, реже - медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокаливания при 250—300 °С.
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов. Расходомер поплавкового типа—ротаметр (рис. 11,а) — состоит из стеклянной трубки1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться. При прохождении снизу вверх газ будет поднимать поплавок до тех пор, пока зазор между ним и стенкой трубки не достигнет величины, при которой напор струи газа уравновешивает массу поплавка. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой 5, тарированной по расходу воздуха. Для пересчета на расход защитных газов пользуются графиками. Общий вид ротаметра РС-3 показан на рис. 11,б.
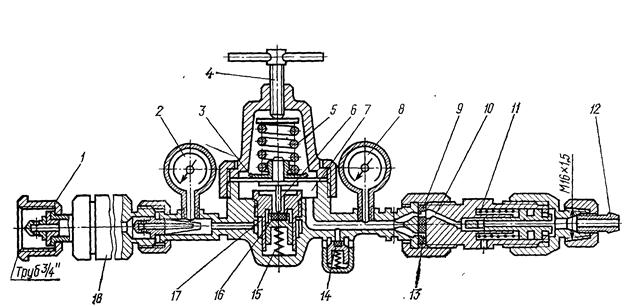
Расходомер дроссельного типа (рис. 11,б) построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы 3 (P1 и P2), который зависит от расхода газа и замеряется манометрами 4. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а, следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. Этот принцип использован в редукторе У-30, где манометр 8 (см. рис. 7) показывает непосредственно расход газа, а не давление в рабочей камере. С этой целью редуктор снабжен двумя дюзами 9 и 13 с калиброванными отверстиями разных диаметров. Поворотом корпуса клапана 11 предельного давления против соответствующей дюзы устанавливают канал 10, каждому положению которого соответствует деление шкалы на манометре 8.
Смесители предназначены для получения смесей газов CO2+O2 и CO2+Ar+ O2. Постовой смеситель УКП-1-71 для получения смеси газов CO2+ O2, отбираемых из баллонов, и автоматического поддержания постоянным заданного состава и расхода газовой смеси состоит из регулятора давления с редуктором ДКП-1-65 и узла смешения газов. Изменяют, состав смеси, заменой дюз. Рамповый смеситель УКР-1-72 позволяет получить смесь CO2+ O2 при отборе кислорода от рампы баллонов, а углекислого газа — от изотермической емкости, предназначенной для сжиженного переохлажденного диоксида углерода. Смеситель обеспечивает питание газом 10—50 сварочных постов.
Газовый клапан, используемый для экономии защитного газа, следует устанавливать по возможности ближе к сварочной горелке; иногда его встраивают в ее ручку. Наибольшее распространение получили электромагнитные газовые клапаны. Газовый клапан следует включать так, чтобы была обеспечена предварительная (до зажигания дуги) подача защитного газа, и выключать — после обрыва дуги и полного затвердевания кратера шва.
Перепускную рампу применяют для подачи в сварочный цех защитного газа при значительном его расходе. Она состоит из двух групп поочередно подключаемых баллонов, коллектора с газовой аппаратурой и трубопровода, по которому защитный газ подается к сварочным постам. Трубопроводы для подачи углекислого газа и его смесей окрашивают в черный цвет.
Автоматическая сварка в среде защитных газов
Упрощение технологии сваривания, которое не ведет к ухудшению качества, помогает сделать данный вид соединения металла еще более востребованным. Автоматическая сварка в среде защитных газов на данный момент является одним из основных вариантов серийного производства сварных изделий. Это вполне оправдано теми факторами, что автоматика позволяет достичь высокой производительности, скорости создания деталей и достойного качества. В то же время сама технология применения защитных газов становится гарантией качества, так как именно данный метод считается одним из самых надежных. Хотя себестоимость применения газовой защиты выше, чем у ручной дуговой сварки, она дает более надежное соединение. Особенно это проявляется во время работы с тонкими листами, цветными металлами и сложно свариваемыми сплавами.

Автоматическая сварка в среде защитных газов
Правильная настройка параметров автомата дает возможно исключить появление дефектов из-за человеческой неаккуратности. После подбора параметров, техника будет проводить сварку одинаково во всех случаях, что и требуется для серийного производства.
Область примененияАвтоматическая сварка в СО2 больших толщин, а также прочие ее разновидности используются преимущественно в промышленности. Для частного применения такие параметры оказываются невостребованными. Для серийного производства это незаменимая вещь, но для изготовления 1-2 деталей лучше воспользоваться обыкновенным ручным методом. Ремонт также невозможно привести с помощью этой технологии.
Цеха по производству металлоконструкций, предприятия занимающиеся выпуском металлических изделий и прочие сферы, основанные на серийном производстве, обязательно используют такую технику. Даже сложность работы с газом не останавливает ее развитие. Ведь здесь все сводится к подготовительным работам, которые должны выполняться на высоком уровне, благодаря чему и обеспечивается одинаковое качество для каждого изделия в партии.
ПреимуществаДанная технология не зря получила широкое распространение в промышленности, так как она обладает рядом преимуществ:
- Высокая производительность процесса сварки, если речь идет о серийном производстве;
- Все делается одинаково по заданным настройкам, так что нет негативного человеческого фактора;
- Швы обладают высоким качеством, так как газ дает отличную защиту;
- Можно соединять сложно свариваемые, и даже разнородные металлы;
- Для обслуживания автомата не требуется большого количества людей.
В качестве недостатков стоит отметить следующие факторы:
- При ошибке в параметрах, брак распространится на всю серию изделий;
- Техника имеет ограниченный предел настроек, так что не все параметры можно подобрать;
- Стоимость оборудования делает данную технику недоступной для многих людей;
- Нет возможности создать шов в любом положении и с любыми параметрами, так как для этого система может не обладать достаточными параметрами, тогда как вручную это сделать намного проще.
Автоматическая сварка в защитных газах проводится с использованием сварочной проволоки или электродов без покрытия использует два основных принципа действия. От электросварки здесь взято разогревание металла до состояния плавления при помощи электрической дуги. Для этого могут использоваться как плавкие, так и неплавкие электроды. Отсутствие покрытия компенсируется газовой оболочкой. Сам принцип сваривания практически не отличается от того, что используется в ручной сварке защитными газами.

Автоматическая сварка в защитных газах
Главным отличием является то, что установка обладает системой управления, которая помогает проводить все процедуры без участия человека. В ней имеется ряд параметров, которые нужно выставлять для создания соответствующего режима, а затем включается все на поток. Настройка является одним из самых сложных процессов, в данном деле.
Используемые защитные газы«Важно!
Тут нужно четко придерживаться технологии, так как малейший недочет может привести к браку всей партии.»
В данной сфере может использоваться несколько разновидностей защитных газов, у каждого из которых есть свои свойства и особенности. Среди основных газов следует выделить такие:
- – создает высокий уровень защиты, но вреден для здоровья человека, а также обладает высокой стоимостью;
- Гелий – редко используется, но хорошо подходит для изделий с большой толщиной проварки; – относительно дешевый и безопасный вариант, но годен преимущественно для углеродистых сталей средней толщины; – данный вид газа не часто встречается в сварке, но для особых случаев его все же применяют.
В качестве основных сварочных материалов и используемого оборудования применяются следующие вещи:
- или электрод без покрытия;
- Неплавкий электрод;
- Горелка;
- Защитный газ;
- Автоматическая система для подачи заготовок и управления сварочными инструментами;
- Сварочная маска.

Оборудование для автоматической сварки в среде защитных газов
Техника безопасности
Чтобы процесс проходил максимально безопасно, необходимо проверить целостность шлангов, соединяющих горелку и источники газа. Также нужно проверить, чтобы ничего не травило, так как в ином случае будет опасность взрыва. Все настройки, ремонтные работы и прочие манипуляции проводятся только тогда, когда аппаратура отключена от сети. Во время процесса сварки запрещается вмешиваться в него.
Заключение
Автоматическая сварка выводится в особый разряд, так как эта технология стоит обособленно. Здесь не применяется человеческий труд непосредственно, так как основные манипуляции отводятся машине. Человеку нужно только следить за всем происходящим и задавать настройки. В то же время это повышает ответственность, так как по невнимательности можно создать такую ситуацию, когда вся партия изделий окажется непригодной для использования из-за имеющихся дефектов. В остальном это очень эффективный процесс.
Сварочные полуавтоматы и автоматы
Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа) (рис. 92).
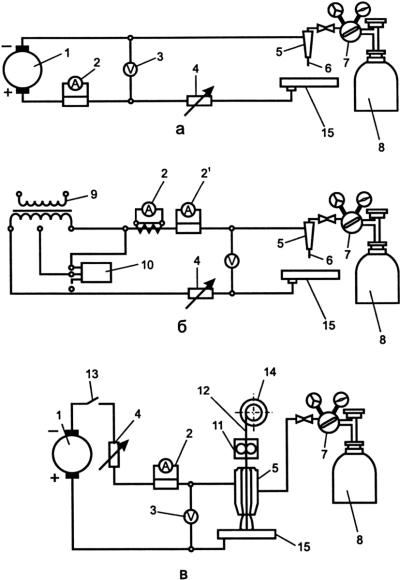
Рис. 92. Электрическая и газовая схемы сварки в защитных газах:
а – неплавящимся электродом в инертных газах на постоянном токе прямой полярности; б – то же на переменном токе; в – плавящимся электродом на постоянном токе обратной полярности; 1 – сварочный преобразователь; 2 – амперметр; 3 – вольтметр; 4 – балластный реостат; 5 – горелка; 6 – вольфрамовый электрод; 7 – редуктор-расходомер для защитного газа; 8 – баллон с защитным газом; 9 – сварочный трансформатор; 10 – осциллятор; 11 – механизм подачи проволоки; 12 – плавящаяся сварочная проволока; 13 – контактор; 14 – катушка с проволокой; 15 – изделие
Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой. Для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги в сварочную цепь включают балластные реостаты.
Используются газоэлектрические горелки различной конструкции. Наибольшее применение получила горелка типа ЭЗР. Выпускаются горелки типов ЭЗР–66 для сварки током до 150 А, ЭЗР–4–68 – до 500 А и ЭЗР–5–71 – до 80 А.
Электрододержатель типа ЭЗР–3–66 состоит из корпуса, сменного наконечника, рукоятки с устройством включения подачи газа и газо-токоподводящего кабеля. Диаметр сопла сменных наконечников 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5, 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120–360 л/ч. Масса горелки с газо-токопроводящим кабелем около 3 кг.
Для сварки при больших сварочных токах (до 450 А) применяют также горелки типов АР–10–3 (большая), АР–75, АР–9, снабженные системой водяного охлаждения.
Установка для ручной сварки переменным током состоит из источника питания дуги, осциллятора, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов.
Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечить устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода.
Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Применяют газоэлектрические горелки типов ГРАД–200 и ГРАД–400, отличающиеся легкостью.
Горелка ГРАД–200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД–400 массой 0,4 кг – до 400 А.
Применяются установки УДАР–300 и УДАР–500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки типов УДГ–301 и УДГ–501. Установки типов УДГ–301 и УДГ–501 применяют для сварки сплавов легких металлов в аргоне. Такие установки имеют однофазный силовой трансформатор с неподвижным подмагничиваемым шунтом. Сердечник шунта с обмоткой, питаемой постоянным током, расположен перпендикулярно стержням трансформатора, на которых находятся секции первичной и вторичной обмоток. Два диапазона регулирования сварочного тока получают при параллельном соединении секций обмоток – большие токи и при их последовательном соединении – малые токи. В пределах каждого диапазона плавное регулирование тока осуществляют подмагничиванием шунта, изменяя ток, питающий его обмотку.
Полуавтоматическая сварка неплавящимся электродом производится шланговым полуавтоматом типа ПШВ–1, состоящим из сопла, вольфрамового электрода, корпуса, сварочной проволоки рукоятки, механизма подачи сварочной проволоки. ПШВ–1 предназначен для сварки металлов толщиной 0,5–5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром 1–2 мм устанавливается в пределах 5–60 м/ч.
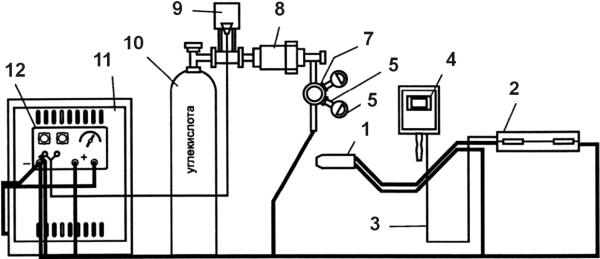
Рис. 93.
Схема поста полуавтоматической сварки тонкой электродной проволокой в углекислом газе:
1 – держатель; 2 – подающий механизм; 3 – кнопка включения; 4– защитный щиток; 5 – манометр на 6 атмосфер; 6 – переходной штуцер для установки манометра; 7 – редуктор кислородный с манометром высокого давления; 8 – осушитель газа; 9 – подогреватель газа; 10 – баллон с углекислым газом; 11 – сварочный выпрямитель; 12 – пульт управления
Сварку осуществляют постоянным или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва. Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов типов ПШПА–6, ПШПА–7 и ПШП–9. Первые два типа предназначены для сварки электродной проволокой диаметром 1,6–2,5 мм при сварочном токе до 300 А, а последний тип – для сварки малых толщин проволокой диаметром 0,5–1,2 мм при сварочных токах до 180 А.
Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА–7 предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромки до 100–150 мм. Для предохранения от нагрева пистолет имеет водяное охлаждение. Пистолет состоит из сопла, механизма подачи проволоки, шланга для подачи проволоки, шланга для подвода аргона, проводов управления, рукоятки.
Для сварки в монтажных условиях рекомендуется ранцевый полуавтомат типа ПДГ–304, имеющий ремни для крепления на спине сварщика. Источником питания служит выпрямитель типа ВДГ–301. Сварочный ток – 315 А, диаметр сварочной проволоки 0,8–2,0 мм, скорость подачи проволоки 0,05–0,2 м/с. Масса механизма полуавтомата ПДГ–304–7 кг. Автоматическая сварка может производиться неплавящимся и плавящимся электродами.
Автомат типа УДПГ–300 служит для сварки в защитном газе. В его комплект входят: сварочная головка, механизм подачи проволоки, электродная проволока, кассета с электродной проволокой, кнопка управления, электродвигатель механизма подачи.
Применяются специализированные сварочные тракторы типа АДСП–2 для сварки черных и цветных металлов толщиной 0,8 мм и более.
Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6–2,0 мм.
Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка состоит из сварочного преобразователя постоянного тока, газоэлектрической горелки, механизма подачи электродной проволоки, аппаратного шкафа, баллона с углекислым газом, осушителя, подогревателя, редуктора и расходомера. Применяют сварочные преобразователи типов ПСГ–350 или ПСГ–500–2.
Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов (до 300 А) и для сварки на больших токах (до 1000 А). Последние снабжены водяным охлаждением.
Механизм подачи электродной проволоки используется от полуавтоматов типов ПШПА–6, ПШПА–7. Подача электродной проволоки производится с постоянной скоростью независимо от напряжения дуги.
Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки.
Осушитель газа типа РОК–1, начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа.
Подогреватель с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от понижения температуры газа при редуцировании.
Очень широкое применение получил полуавтомат типа А–547УМ (ПДГ–309), предназначенный для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром 0,8–1,2 мм с постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС–300Б или ВДГ–301. Сварочный ток устанавливается в пределах 60–300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100–340 м/ч. Электродная проволока применяется марок Св–12ГС, Св–08ГС и Св–08Г2С.
Для автоматической сварки применяют специальные сварочные аппараты типов АДПГ–500, АСУ–6 или сварочные тракторы типов АДС–1000–2, ТС–17М, переоборудованные для сварки в углекислом газе.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
2 Игровые автоматы
2 Игровые автоматы Азарт – это особого рода неконтролируемое разумом эмоционально-психологическое состояние, когда человек теряет чувство реальности, забывается, входит в состояние горячности, безудержных страстей, грозящих человеку не только тем или иным
ТАНКИ И АВТОМАТЫ НА СЛУЖБЕ БАНДИТОВ
ТАНКИ И АВТОМАТЫ НА СЛУЖБЕ БАНДИТОВ Бандитизм непосредственно связан с незаконным производством оружия и торговлей им. Бандиты с каждым годом вооружаются все «круче». Ярким примером этому служит «танковое дело» в Нижнем Тагиле.Новейший боевой танк «Т-90», только что с
Автоматы
Автоматы Куклы-автоматы появились очень давно. Их знали и в Древнем Египте, и в Древнем Риме. Они возникли из магических обрядов древности. Считалось, что первые автоматы изобрели боги. Одним из таких «изобретателей» был древнегреческий бог Вулкан. Эту историю рассказал
Сварочные трансформаторы
Сварочные трансформаторы Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящие
Сварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный
Сварочные выпрямители
Сварочные выпрямители Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
Автоматы Красной армии
Автоматы Красной армии У нас разработка отечественных пистолетов–пулеметов, прозванных, как уже говорилось, автоматами, началась в середине 20–х годов XX века. Сначала за их разработку взялся знаменитый наш оружейник В. Г. Федоров. Но самым массовым оружием этого типа,
Мошенники-автоматы
Мошенники-автоматы Когда мы произносим слово «мошенник», то представляем себе человека с вороватым взглядом, залезающего в карман, или цыганку, предлагающую погадать. Но не всегда мошенники живые люди, ими могут быть и игровые автоматы.Игровые автоматы появились в 1895
ТЕЛЕФОНЫ-АВТОМАТЫ
ТЕЛЕФОНЫ-АВТОМАТЫ Когда вам нужно позвонить, будьте вежливы. Коротая время в ожидании, например, встречи с приятельницей, не стоит запасаться пригоршней двадцатипятицентовиков и вести долгие беседы, особенно если кто-то ждет своей очереди, чтобы воспользоваться
Читайте также: