Флюс сварочный зсм 348к
В горнодобывающей промышленности находит широкое применение техника различного назначения, работающая в условиях абразивного, ударно-абразивного, контактного нагружения. При этом детали машин быстро выходят из строя в результате изнашивания. С целью повышения работоспособности техники новые детали и механизмы машин требуют предварительного упрочнения.
Кроме того, восстановление и упрочнение изношенных деталей машин является не менее значимой задачей.
А.Н. Балин — ЗАО «Завод сварочных материалов».
А.А. Вишневский — ЗАО «Завод сварочных материалов».
А.С. Смоленцев — ЗАО «Завод сварочных материалов», УрФУ им. первого Президента России Б.Н. Ельцина.
И.А. Зайцев — ЗАО «Завод сварочных материалов».
Н.И. Пахомов — ЗАО «Завод сварочных материалов».
Завод сварочных материалов с 1996 г. изготавливает различные электродные материалы для упрочнения и восстановления деталей: сварочные и наплавочные электроды, порошковые проволоки и флюсы. Некоторые виды деталей, которые восстанавливаются наплавкой, представлены на рисунке 1:
1. Отвалы бульдозеров, зубья ковшей экскаваторов, ножи шнеков и смесителей револьверных прессов, клыки и ножи землеройных машин, лемехов и молотков дробилок наплавляют электродами на основе твердого высокохромистого железоуглеродистого сплава Сормайт С1 (тип наплавленного металла Э-300Х28Н4С4, HRC 49–56,5). Кроме того, находят применение электроды ЗСМ-6 (тип наплавленного металла Э-150Х8Т2Р, HRC 50–55), ЗСМ-7 (тип наплавленного металла Э-80Х4Г2С2РФ, HRC 56–63), а также порошковые проволоки ПП-ЗСМ-257 (тип наплавленного металла 150ХГ3Т3МФС, HRC 55–62), ПП-ЗСМ-022 (тип наплавленного металла 70Х4М3Г2ФТР, HRC 55–62), ПП-ЗСМ-104 (тип наплавленного металла 60Х12Д5Р2Т, HRC 58–62), ПП-ЗСМ-151 (тип наплавленного металла 250Х10Б8Т2, HRC 51,5–59), ПП-ЗСМ-111 (тип наплавленного металла 200Х8Т2Р, HRC 45–62).

Рис. 1. Перечень восстанавливаемых и упрочняемых деталей и изделий методами дуговой наплавки
2. В горнодобывающей, дорожной и сельскохозяйственной технике находит применение износостойкая высокомарганцовистая сталь 110Г13Л (сталь Гатфильда). Несмотря на высокую износостойкость данной стали, в процессе эксплуатации происходит интенсивный износ и разрушение деталей горнодобывающей техники. Однако сварка высокомарганцовистых сталей имеет свои особенности и трудности. Как известно, высокие коэффициенты линейного расширения, низкая теплопроводность высокомарганцовистой стали, а также наличие в ее структуре карбофосфидной эвтектики существенно осложняют технологию сварки и наплавки. Выбор состава электродного материала должен основываться на обеспечении высокой пластичности и малой склонности металла шва и околошовной зоны к образованию трещин [1]. При использовании ЭМ, близких по составу к основному металлу, для обеспечения хорошего сочетания пластичности и высокой трещиностойкости в них содержится пониженное содержание углерода до 0,7–0,9 мас. % и введено никеля в количестве 1–4 мас. %. Для сварки марганцовистой стали используются электроды НИИ-48Г (тип наплавленного металла 08Х20Н9Г6С), ОЗЛ-6 (тип наплавленного металла Э-10Х25Н13Г2), ОЗЛ-8 (Э-07Х20Н9), Г13Н4 (тип наплавленного металла 90Г13Н4); порошковые проволоки ПП-ЗСМ -119 (тип наплавленного металла 15Х12Г14Н7Т), ПП-ЗСМ-129 (тип наплавленного металла 90Г13Н4, твердость в первоначальном состоянии составляет HRC 16–25, а после деформационного упрочнения до HRC 45).

3. Для механизированной и автоматической сварки открытой дугой находят применение самозащитные порошковые проволоки ПП-ЗСМ-СП-10, ЗСМ-Е71T-GS.
4. Для наплавки катков и роликов ходовой части используются порошковые проволоки ПП-ЗСМ100 (тип наплавленного металла 30Х5Г2СМ, HRC 49,5–57) и ПП-ЗСМ-103 (тип наплавленного металла 18Х1Г1М, HRC 29–40,5).
5. Для наплавки рабочих колес ПП-ЗСМ-111 (тип наплавленного металла 200Х8Т2Р, HRC 45–62), ПП-ЗСМ-022 (тип наплавленного металла 70Х4М3Г2ФТР, HRC 55–62), ПП-ЗСМ-104 (тип наплавленного металла 60Х12Д5Р2Т, HRC 58–62).

6. Новые сита, грохота, изготовленные из обычных конструкционных сталей, для увеличения срока службы можно упрочнять электродами Сормайт С1 или Т-590, а также порошковые проволоки ПП-ЗСМ-022 (тип наплавленного металла 70Х4М3Г2ФТР, HRC 55–62), ПП-ЗСМ-104 (тип наплавленного металла 60Х12Д5Р2Т, HRC 58–62), ПП-ЗСМ-111 (тип наплавленного металла 200Х8Т2Р, HRC 45–62), ПП-ЗСМ-151 (тип наплавленного металла 250Х10Б8Т2, HRC 51,5–59), ПП-ЗСМ-257 (тип наплавленного металла 150ХГ3Т3МФС, HRC 55–62). Отдельно стоит отметить порошковую проволоку ПП-ЗСМ-104, позволяющую производить наплавку до 5 слоев без опасности образования трещин в наплавленном металле.
7. ЗСМ выпускает для сварки и наплавки флюсы различного назначения. Флюс ЗСМ-АН-348А, выпускаемый нашим предприятием, является аналогом таких широко известных флюсов как АН-348А, АН-60. Для автоматической сварки применяются керамические флюсы ЗСМ-7, ЗСМ-8, ЗСМ-15, которые позволяют при сварке «обычными» простыми сплошными проволоками типа Св-08А, Св-08Г2С ГОСТ 2246-70 обеспечивать твердость наплавленного металла от HRC 40 до HRC 58.
8. Для восстановления кузовов самосвалов возможна наплавка изношенной поверхности порошковой проволокой ПП-ЗСМ-022, а также облицовка поверхности кузова пластинами с износостойкой наплавкой.
Кроме того, спектр выполняемых услуг нашим предприятием не ограничивается только выпуском электродных материалов различного назначения (флюс, электроды, порошковые проволоки). ЗАО «ЗСМ» оказывает помощь в организации участков на предприятиях с поставкой оборудования и передачей технологии наплавки. В последнее время наше предприятие оказывает услуги по восстановлению коленвалов и гидроцилиндров с помощью технологии сверхзвукового газопламенного напыления (HVAF, HVOF) и дуговой металлизации. Из последних разработок стоит отметить электродные материалы для восстановления замков буровых труб по технологии «Hardbending» и для упрочнения буровых коронок [2]. Кроме того, предприятие осуществляет работу по разработке импортозамещающих электродных материалов.
1. Березовский А.В. Совершенствование технологии сварки высокомарганцевой стали. Причины образования дефектов в сварных соединениях. Способы их предотвращения: монография / А.В. Березовский. — Saarbrucken, Германия: LAP LAMBERT academic Publishing, 2015. 93 с.
2. Балин А.Н. и др. Электродные материалы для наплавки бурового инструмента по технологии «Hardbending» // Бурение и нефть. — 2021. — №. 9. — С. 50–51.
Сварочные и наплавочные материалы для упрочнения и восстановления горнодобывающего оборудования и техники
Производители флюса сварочного из России
Заводы по изготовлению или производству флюса сварочного находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить флюс сварочный оптом
Препараты для травления металлических поверхностей; флюсы и препараты вспомогательные для пайки тугоплавким припоем или для сварки; порошки и пасты для пайки тугоплавким припоем…
3810909000 препараты для травления металлических поверхностей; флюсы и препараты вспомогательные для пайки тугоплавким припоем или для сварки; порошки и пасты для пайки тугоплавким припоем…
ФЛЮС СВАРОЧНЫЙ МАРКА ФЦ ПРЕДН ДЛЯ ДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ В УЗКУЮ И ОБЫЧНУЮ РАЗДЕЛКУ ПРЕДСТАВЛЯЕТ СОБОЙ ПОРОШОК В ВИДЕ СТЕКЛОПЕМЗОВИДНЫХ ЗЕРЕН ОТ СЕРОГО ДО КОРИЧНЕВОГО ОТТЕНКА ПЛОТНОСТЬ Г СМ ООО ИЖОРСКИЕ СВАРОЧНЫЕ МАТЕРИАЛЫ
ФЛЮС СВАРОЧНЫЙ МАРКИ АН А ДЛЯ АВТОМАТИЧЕСКОЙ И ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ СВАРОЧНОЙ ПРОВОЛОКОЙ КГ ОАО НИКОПОЛЬСКИЙ ЗАВОД ФЕРРОСПЛАВОВ
ФЛЮС СВАРОЧНЫЙ ФСА КФЧ ФСА ЧТ АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ А КЕРАМИЧЕСКИЙ В ГРАНУЛАХ С СОДЕРЖАНИЕМ КГ ОАО ЧЕЛЯБИНСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД
ФЛЮС СВАРОЧНЫЙ А ТОНН ВЫСОКОКРЕМНИСТЫЙ ВЫСОКОМАРГАНЦОВИСТЫЙ ОКСИДНЫЙ ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ СТАЛЕЙ В ГРАНУЛИРОВАННОМ ВИДЕ В МЕШКАХ ПО КГ ЗАПОРОЖСКИЙ ЗАВОД СВАРОЧНЫХ ФЛЮСОВ И СТЕКЛОИЗДЕЛИЙ
СВАРОЧНЫЙ ФЛЮС АН АМ ГОСТ С ИЗМ ПР ЛЬ ПАО НИКОПОЛЬСКИЙ ЗАВОД ФЕРРОСПЛАВОВ ПРИМЕНЯЮТСЯ ДЛЯ АВТОМАТИЧЕСКОЙ И МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ СТАЛИ ХИМ СОСТАВ ОКСИД КРЕМНИЯ ОКСИД КАЛЬЦИЯ ОКСИД ПАО НЗФ
СВАРОЧНЫЙ ФЛЮС НЕМЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ СОСТОЯЩИЙ ИЗ НЕСКОЛЬКИХ ВИДОВ МИНЕРАЛЬНЫХ ВЕЩЕСТВ В ВИДЕ ОКСИДОВ РАСПЛАВЫ КОТОРЫХ НЕОБХОДИМ ДЛЯ СВАРКИ И УЛУЧШЕНИЯ КАЧЕСТВА СВАРНОГО ШВА СТАНДНЕ СОДЕРЖИТ ЭТИЛОВОГО СПИРТА LINCOLN ELECTRIC FRANCE
ФЛЮС СВАРОЧНЫЙ МАРКА АН ГОСТ ПРЕДНАЗНАЧЕН ДЛЯ ДУГОВОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ ТИПА Г Г С ХСНД А ТАКЖЕ ДРУГИХ МАРОК НИЗКОЛЕГИРОВАННЫХ И НЕЛЕГИРОВАННЫХ УГЛЕРОДИСТЫХ СТАЛЕЙ УПАКОВАНЫ МЕШКОВ УЛОЖЕННЫ Е Н ПАОЗАПОРОЖСТЕКЛОФЛЮС
ПРЕПАРАТЫ ВСПОМОГАТЕЛЬНЫЕ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ НЕСПЕЧЕННЫЙ СВАРОЧНЫЙ ФЛЮС ЗАОЭСАБ-СВЭЛ
ПАЯЛЬНО СВАРОЧНЫЕ КАРАНДАШИ ПСК М СТЕРЖНИ ПРЕДСТАВЛЯЮЩИЕ СОБОЙ ПОРОШКИ ФЛЮСОВ И ЭНЕРГИТИЧЕСКИХ ДОБАВОК ПОЛУЧЕННЫЕ МЕХАНИЧЕСКИМ СМЕШЕНИЕМ КОМПОНЕНТОВ И ЗАКЛЮЧЕННЫЕ В ЦИЛИНДРИЧЕСКУЮ ООО ВЕЛД ФОРС
ФЛЮСЫ СВАРОЧНЫЕ В ВИДЕ ЗЕРЕН СВЕТЛО КОРИЧНЕВОГО ЦВЕТА ГОСТ МАРКИ АН МЕШ ДЛЯ СВАРКИ И НАПЛАВКИ НИЗКОУГЛЕРОДИСТЫХ НЕЛИГИРОВАННЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ОАО ЗАПОРОЖСТЕКЛОФЛЮСГ.ЗАПОРОЖЬ
ФЛЮС СВАРОЧНЫЙ ДЛЯ АВТОМАТИЧЕСКОЙ И ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ СВАРОЧНОЙ ПРОВОЛОКОЙ ГОСТ МАРКИ АН С Т ОАО Никопольский завод ферросплавов г.Никополь
Изготовитель Препараты для травления металповерхн; порошки и пасты для низкотемпературной пайки
ФЛЮС СВАРОЧНЫЙ В ГРАНУЛАХ СОСТОЯЩ ИЗ ФЕРРОСПЛАВОВ МАРКИ АН ГОСТ МЕШКА ПО ИСП ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ДУГОВОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ И СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ ПОВЫШЕННОЙ И ВЫСОКОЙ ПРОЧНОСТИ СВАРОЧНОЙ ПРОВОЛОКОЙ ООО ВЭЛД-М
СВАРОЧНЫЙ ФЛЮС ПВ ФТОРБОРАТНО БОРИДНОГАЛОГЕНИДНЫЙ ПОРОШОК БЕЛОГО ЦВЕТА СОСТАВ КАЛЬЦИЙ НАТРИЙ КИСЛОРОД БОР ФТОР ВОДА КГ ЗАОЕРМАКХИМ
ФЛЮС СВАРОЧНЫЙ ПЛАВЛЕННЫЙ АН В ВИДЕ ГРАНУЛ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ООО ИЖЕРСКИЕ СВАРОЧНЫЕ МАТКРИАЛЫ
Поставщики Автоматические или полуавтоматические машины и аппараты для дуговой включая плазменно-дуговую сварки металлов
8515310000 Автоматические или полуавтоматические машины и аппараты для дуговой включая плазменно-дуговую сварки металлов
АВТОМАТ СВАРОЧНЫЙ КА УЗ АВТОМАТ ПРЕДНАЗНАЧЕН ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОД СЛОЕМ ФЛЮСА ЧАСТОТА ПИТАЮЩЕЙ СЕТИ ГЦ ЗАВ ИЗГОТ АПРЕЛЬ Г ПАО КЗЭСО
УСТАНОВКА МОДЕЛИ УВПНБ ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗНОСОСТОЙКОЙ ПРОВОЛОКОЙ ИЗНОШЕННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ПОДПЯТНИКА ВРАЩАЮЩЕЙСЯ СВАРОЧНОЙ ГОЛОВКОЙ И НАКЛОННЫХ КТЦ ТНЦ СО РАН РИТЦ
СВАРОЧНЫЙ ПОСТ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ АДФ УКОМПЛЕКТОВАННЫЙ ВЫПРЯМИТЕЛЕМ ВДМ Э КОМПЛЕКТ ПРЕДНАЗНАЧЕН ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ МЕТАЛЛОВ ПОД СЛОЕМ ФЛЮСА ООО ЗАВОД ИСКРА
СВАРОЧНЫЙ ТРАКТОР АДФ СВАРОЧНЫЙ АВТОМАТ ПРЕДНАЗНАЧЕН ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ ПОД СЛОЕМ ФЛЮСА СОЕДИНЕНИЙ ВСТЫК С РАЗДЕЛКОЙ И БЕЗ РАЗДЕЛКИ КРОМОК ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ ВЕРТИКАЛЬНЫМ И НАКЛОННЫМ ЭЛЕКТРОДОМ НАХЛЕСТОЧНЫХ ШВОВ ООО ЗАВОДИСКРА
АВТОМАТ СВАРОЧНЫЙ БЕЗ И П АНАЛОГ А УХЛ ПРЕДНАЗНАЧ ДЛЯ ЭЛ ДУГОВОЙ СВАРКИ СТАЛЕЙ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОД ФЛЮСОМ НА ПОСТ ТОКЕ ОАО КАХОВСКИЙ ЗАВОД ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ
Крупнейшие производители машины
АППАРАТ ПРОМЫШЛЕННЫЙ С ЭЛЕКТРОНАГРЕВОМ ПЕНАЛ БУНКЕР ДЛЯ ХРАНЕНИЯ СУШКИ СВАРОЧНОГО ФЛЮСА НАГРЕВ ГРАД С НАПРЯЖ ПИТ В ТИП ШТУКА ESAB
Экспортеры Выпрямители
ВЫПРЯМИТЕЛИ СВАРОЧНЫЕ ДЛЯ КОМПЛ СВАРОЧНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ ОДНОПОСТОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ ПОД ФЛЮСОМ И ПОРОШКОВОЙ ПРОВОЛОКОЙ ПОДДОНОВ КГ ОАО ЭЛЕКТРОСВАРКА ОАО ЭСВА
Компании производители Проволока из недрагоценных металлов с сердечником
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ ИЗ НЕЛЕГИРОВАННОЙ СТАЛИ С СЕРДЕЧНИКОМ ИЗ ФЛЮСА ОАО БЕЛОРЕЦКИЙ МЕТА.ЗАВОД
Производство машины и аппараты для дуговой включая плазменно-дуговую сварки металлов
СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ ПОД ФЛЮСОМ С ПОСТОЯННЫМ ТОКОМ СОСТОЯЩИЙ ИЗ СВАРОЧНОЙ ГОЛОВКИ И СВАРОЧНОГО ВЫПРЯМИТЕЛЯ МОДЕЛЬ В КОМПЛЕКТЕ С БЛОКОМ УПРАВЛЕНИЯ РЕН С МОТОРИЗ СУППОРТАМИ РАЗМ Х ММ С СИСТЕМОЙ ESAB АВ
Изготовитель Проволока из стали кремнемарганцовистой
ПРОВОЛОКА СВ Г С СТАЛЬНАЯ СВАРОЧНАЯ КРЕМНЕМАРГАНЦОВИСТАЯ БЕЗ ФЛЮСА ГОСТ БЕЗ КАКОГО ЛИБО ПОКРЫТИЯ ОБШЕПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ ДИАМЕТР ММ УЛЕРОД ХРОМ НИКЕЛЬ КРЕМНИЙ МАРГАНЕЦ КГ ОАО БЕЛОРЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНА
Поставщики тетраборат динатрия
БУРА ТЕХНИЧЕСКАЯ ВОДНАЯ ТЕТРАБОРАТ НАТРИЯ ДЕКАГИДРАТ ХИМ ФОРМУЛА ГОСТ ИСПОЛЬЗУЕТСЯ В ПРОИЗ ВОДСТВЕ ЭМАЛЕЙ И ГЛАЗУРЕЙ САНТЕХНИЧЕСКИХ ИЗДЕ ЛИЙ В СОСТАВЕ СВАРОЧНЫХ ФЛЮСОВ И ПРИПОЕВ ОАО БУЙСКИЙ ХИМИЧЕСКИЙ ЗАВОД
Крупнейшие производители вспомогательные продукты для литейных производств кроме продуктов подсубпозиции
Экспортеры Проволока из железа или нелегированной стали
СВАРОЧНАЯ ПРОВОЛКА ИЗ НЕЛЕГИРОВАННОЙ СТАЛИ ПОКРЫТАЯ МЕДЬЮ ДЛЯ СВАРКИ ПОД ФЛЮСОМ СПЛОШНОГО СЕЧЕНИЯ ГОСТ ХИМИЧЕСКИЙ СОСТАВ СВ ГА О Б ДИАМ ММ ТН ОАО МЕЖГОСМЕТИЗ-МЦЕНСК
Компании производители оксиды марганца
Производство Проволока из прочих легированных сталей
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ МАРКИ СВ ХГ СМФ ПРЕДНАЗНАЧЕНА ДЛЯ СВАРКИ НАПЛАВКИ ПОД ФЛЮСОМ И В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ ОАО СЕВЕРСТАЛЬ-МЕТИЗ
Новые производители
АВТОМАТ СВАРОЧНЫЙ ПОД СЛОЕМ ФЛЮСА АДФ МАШИНЫ СВАРОЧНЫЕ ПОДВЕСНЫЕ МТП ОБОРУДОВАНИЕ ДЛЯ СВАРКИ АВТОМАТ СВАРОЧНЫЙ ПОД СЛОЕМ ФЛЮСА
ООО УНИТЕХ - М
- 10
- 950 151 000
- 8 (926) 236-05-22
ОБОРУДОВАНИЕ ЭЛЕКТРОСВАРОЧНОЕ ПРОМЫШЛЕННОЕ ТРАКТОР СВАРОЧНЫЙ ДЛЯ СВАРКИ НАПЛАВКИ ПОД ФЛЮСОМ ТИПЫ ТС ТС Т ТС Л ТС РС ТС Т МЕХАНИЗМ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
ООО ЭЛЛОЙ
ПЕЧИ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ ДЛЯ СУШКИ И ПРОКАЛКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ И ФЛЮСА ТИПОВ ПСПЭ И ПСПФ
ООО ЗАВОД СВАРОЧНОГО ОБОРУДОВАНИЯ ТЭН И К ПЛЮС
Производители из России
Флюс сварочный цены
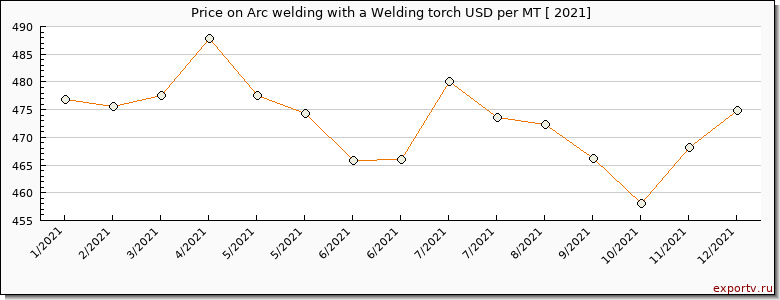
В разных странах цена на флюс сварочный различная, мы собрали статистику за 2021 - 2022 год, текущую и прогнозируемую стоимость узнайте: Arc welding with a Welding torch price 2022, ceramic fluxes price, Flux price per ton, kg, price of Flux paste 2022, price Soldering fluxes 2022.
График за 2021 год
Флюс сварочный цена: сегодня (27.09.2022)
| Продукция | Цена за 1 кг | Вес |
|---|---|---|
| КОНЦЕНТРАТ РУТИЛОВЫЙ, цена за 50 кг 5500 рублей | 110 руб кг | 100 - 1.000 кг |
| КОНЦЕНТРАТ РУТИЛОВЫЙ | 102 руб / кг | 1.000 - 10.000 кг |
| ПРИСАД ДОМЕННЫЙ ГАРНИСАЖЕОБРАЗУЮЩИЙ | 30303 руб. за 1 тонну | больше 10 тонн |
| ПРЕПАРАТЫ ДЛЯ ТРАВЛЕНИЯ МЕТАЛ.ПОВЕРХН.; ПОРОШКИ И ПАСТЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ, цена за 10 кг 7424 рублей | 7424 руб / кг | 10-100 кг |
| ПРЕОБРАЗОВАТЕЛЬ РЖАВЧИНЫ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЕРЕД НАНЕСЕНИЕМ ЛАКО-КРАСОЧНЫХ ПОКРЫТИЙ, цена за 50 кг 13350 рублей | 267 руб кг | 100 - 1.000 кг |
| МАТЕРИАЛ | 159 руб / кг | 1.000 - 10.000 кг |
| ФЛЮСОВЫЙ ПРЕПАРАТ | 14867 руб. за 1 тонну | больше 10 тонн |
| ПРЕПАРАТЫ ДЛЯ ТРАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ, цена за 10 кг 5355 рублей | 5355 руб / кг | 10-100 кг |
| МАТЕРАЛЫ ВЯЖУЩИЕ ДЛЯ НИЗКОТЕМЕРАТУРНОЙ ПАЙКИ МЕТАЛЛА, цена за 50 кг 7300 рублей | 146 руб кг | 100 - 1.000 кг |
| СВАРОЧНЫЙ ФЛЮС | 127 руб / кг | 1.000 - 10.000 кг |
| СВАРОЧНЫЙ ФЛЮС | 94224 руб. за 1 тонну | больше 10 тонн |
| ТРАНСФОРМАТОРЫ, цена за 10 кг 9088 рублей | 9088 руб / кг | 10-100 кг |
| ТРАНСФОРМАТОРЫ МОЩНОСТЬЮ ОТ 0.01 ДО 0.5КВА (0.3КВА), цена за 50 кг 93900 рублей | 1878 руб кг | 100 - 1.000 кг |
| ТРАНСФОРМАТОРЫ В МЕТАЛЛИЧЕСКОМ КОРПУСЕ | 176 руб / кг | 1.000 - 10.000 кг |
| СВАРОЧНЫЫЙ АППАРАТ СО ВСТРОЕННЫМ ТРАНСФОРМАТОРОМ ДЛЯ РУЧНОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ, цена за 10 кг 1514 рублей | 1514 руб / кг | 10-100 кг |
| МАШИНЫ И АППАРАТЫ ДЛЯ РУЧНОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ, цена за 50 кг 24450 рублей | 489 руб кг | 100 - 1.000 кг |
Доставка флюса сварочного за границу
Часть портов, куда наиболее часто осуществляется импорт флюса сварочного из России. Вы можете получить цену FOB/CIF в портах ниже. Или прислать наиболее подходящий порт для Вас. Продажа будет осуществляться напрямую между заводом изготовителем и покупателем
- Gdynia (Poland)
- Poti (Georgia)
- Izmail (Ukraine)
- Bautino (Kazakhstan)
- Botinge (Lithuania)
- Guanghai (China)
- Berndshof (Germany)
- Suursadam (Estonia)
- Qaradag (Azerbaijan)
Покупка производства флюса сварочного
Если вам необходимо подобрать/купить завод, предприятие не только в России, но и в любых странах включая (Guinea-Bissau, Австрия, Непал, Somalia, Andorra, Никарагуа, Chad, Ирландия, Гватемала, Maldives)
Мы обладаем базой собственников компаний, можем помочь вам и договориться о сделке для вас. Так же если вы хотите продать предприятие или найти зарубежные инвестиции под изготовление флюса сварочного. Мы так же в этом случае можем вам помочь. Пишите нам на почту [email protected]

Kristana Vorobeva
Образование: Stellenbosch University, South Africa. Страна: ЯПОНИЯ. Поиск покупателей, продавцов, логистика
Керамические флюсы
для сварки и наплавки
Наш завод предлагает керамические флюсы собственного производсва.
В настоящее время завод выпускает широкий перечень керамических флюсов для сварки и наплавки (упрочняющей наплавки) различного оборудования, деталей и механизмов.
Каталог керамических флюсов
В настоящее время "Завод сварочных материалов" производит флюсы для сварки и наплавки следующих марок:
Сварочный флюс ЗСМ-112 , керамический агломерированный основный флюс обладающий нейтральными металлургическими свойствами предназначенный для выполнения сварных швов на листах любой толщины. Может использоваться в комбинации с проволоками, как сплошного сечения, так и порошковыми.
| Марка проволоки | C | Si | Mn | S | P |
| Св-08А | 0,084 | 0,32 | 1,15 | < 0,013 | < 0,020 |
| Св-08Г2С | 0,085 | 0,68 | 0,92 | < 0,01 | < 0,013 |
Флюс обладает хорошими сварочнотехнологическими свойствами: стабильным горением сварочной дуги, хорошей отделимостью сварочной корки.
Флюс ЗСМ-8 предназначенный для механизированной наплавки деталей с целью получения наплавленного металла повышенной твердости без термической обработки, проволоками Св-08А, Св-08, Нп-30ХГСА.
Флюс ЗСМ-8 применяется для наплавки деталей агломашин, рабочих колес кранов, колесных пар и бандажей, деталей гусеничных машин, цепей экскаваторов, звездочек ковшовых элеваторов, роликов транспортных рольгангов, деталей дорожной техники, строительных и сельскохозяйственных машин.
Наплавка производится в нижнем и наклонном положениях на постоянном токе обратной полярности или на переменном токе.
Наплавку деталей из высокоуглеродистых сталей необходимо производить с предварительным и сопутствующим подогревом до 200-450 0С в зависимости от размеров и форм.
Механические свойства наплавленного металла при наплавке на сталь Ст.3
| Электродная проволока | Твердость, HRC |
| Св-08А или Св-08 | В третьем слое 35-45 |
| Нп-30ХГСА | В первом слое 30-45 В третьем слое 45-57 |
СВОЙСТВА НАПЛАВЛЕННОГО МЕТАЛЛА.
Хорошо сопротивляется абразивному изнашиванию при нормальных температурах. Наплавленный металл обладает высокой стойкостью против образования пор и кристаллизационных трещин. Возможна обработка резанием твердосплавным инструментом.
Высокоосновный агломерированный флюс для сварки, восстановительной и упрочняющей наплавки с помощью легированных и высоколегированных сплошных и порошковых проволок.
Флюс нейтральный и не оказывает влияния на химический состав наплавленного металла.
Обеспечивает легкое удаление шлака даже через узкие зазоры и при высоких температурах.
Уровень расходования флюса ниже, чем при использовании плавленых флюсов.
Химический состав флюса(%):
Флюс требуется хранить в сухом отапливаемом помещении. В случае отсыревания его рекомендуется просушить при температуре 400 С в течении 2 часов.
Легирующий флюс ЗСМ-7 предназначен для наплавки деталей с целью получения наплавленного металла повышенной твёрдости без термической обработки.
Применяется для наплавки: деталей гусеничных машин, цепей экскаваторов, звездочек ковшовых элеваторов, роликов транспортных рольгангов, деталей дорожной техники, строительных и сельскохозяйственных машин.
Наплавка производится в нижнем и наклонном положениях на постоянном токе обратной полярности или на переменном токе.
Наплавку деталей из высокоуглеродистых сталей необходимо производить с предварительным и сопутствующим подогревом до 200-450 0С в зависимости от размеров и форм.
Механические свойства наплавленного металла при наплавке на сталь Ст.3
(не ниже третьего слоя)
Рекомендуется для упрочняющей наплавки шнеков буровых станков.
Легирующий флюс ЗСМ-15 предназначен для наплавки деталей с целью получения наплавленного металла повышенной твёрдости без термической обработки.
Применяется для наплавки валков, транспортных роликов трубопрокатных станов и других деталей работающих в условиях износа метал по металлу.
Наплавка производится в нижнем и наклонном положениях на постоянном токе обратной полярности или на переменном токе.
Наплавку деталей из высокоуглеродистых сталей необходимо производить с предварительным и сопутствующим подогревом до 200-450 С в зависимости от размеров и форм.
Флюс можно хранить до трех лет в сухом помещении. В случае отсыревания его рекомендуется просушить при температуре 350-450 С в течении минимум 2 часов.
Механические свойства наплавленного металла
при наплавке на сталь Ст.3 (не ниже третьего слоя)
Читайте также:
- Источники питания для контактной сварки
- Сварочный полуавтомат wester mig 160i обзор
- Укажите способ подготовки под сварку кромок труб технологического трубопровода когда смещение по
- Научно исследовательский и испытательный центр сварочных технологий и неразрушающего контроля спектр
- Горелка сварочная агни 17м