Электромуфтовая сварка пластиковых труб
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
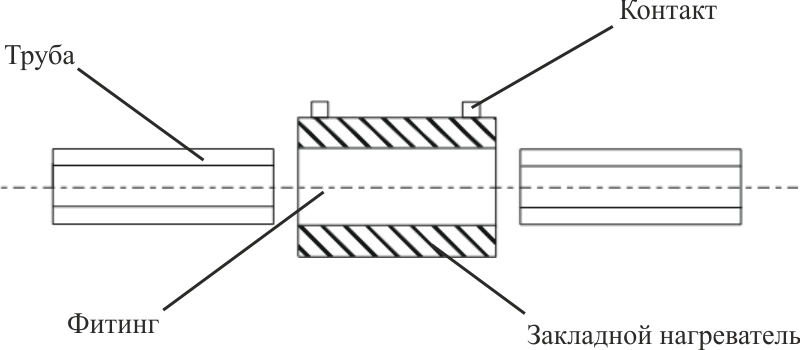
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Инструкция по технологии стыковой сварки полиэтиленовых труб
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Технология электромуфтовой сварки труб ПНД – преимущества метода
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.

Особенности стыковой сварки
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Виды сварки труб ПВХ, преимущества и недостатки способов
При работе с любой разновидностью трубных изделий неизбежно возникает потребность в соединениях между ними. Не являются исключением и пластиковые поливинилхлоридные трубы, одним из основных способов соединения между которыми является сварочный процесс.
Сварка труб ПВХ не является особо сложным делом, однако для того, чтобы соединение было надёжным и прочным, проводить её надо в соответствии с инструкцией и рекомендациями квалифицированных специалистов.

Разновидности методов сварки ПВХ труб
Существует несколько различных вариантов сварки поливинилхлоридных труб, с особенностями которых следует ознакомиться до того, как варить трубы ПВХ:
- «холодная» сварка;
- стыковая сварка;
- муфтовая сварка;
- электромуфтовая сварка.
Первый способ рекомендуется исключительно для монтажа трубопроводов с невысоким рабочим давлением, остальные же являются универсальными и могут быть использованы при прокладке пластиковых трубопроводов в любых ситуациях.
«Холодная» сварка
Данный метод соединения ПВХ труб отличается максимальной простотой в осуществлении. Термин «сварка» применяется к нему весьма условно: по сути, он представляет собой раструбное клеевое соединение. В целях его выполнения используются специальные разновидности клея для пластиковых материалов. Независимо от марки такого клея, в состав его всегда входит основа из самого поливинилхлорида, растворённого в циклогексаноне, тетрагидрофуране и метилэтилкетоне (прочитайте: "Какой клей для ПВХ труб выбрать – преимущества и недостатки видов"). При высыхании клея растворители испаряются, после чего полимерные структуры ПВХ материала труб и клея переплетаются между собой. Это приводит к формированию прочного комплекса с цельной структурой.
С целью достичь максимальной эффективности соединения используются также различные присадки, добавляемые в клей. Их применение даёт возможность регулировать вязкость клеевой смеси и время затвердевания соединения.

Обычно холодная сварка труб ПВХ может осуществляться при температурах +5 – +35 ˚С, однако существуют морозостойкие разновидности клея, позволяющие производить монтаж даже при -17 ˚С. Летом выполнять манипуляции следует как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполняемых работ:
- Отрезается участок трубы требуемой длины.
- Снимается фаска под углом в 15˚.
- Соединяемые участки труб тщательно очищаются от любых загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Труба быстро вставляется в раструб и поворачивается на 90˚, чтобы обеспечить ещё более ровное распределение клея.
- Соединяемые элементы фиксируются примерно в течении полминуты, неподвижно удерживаясь руками.
Все манипуляции после нанесения клея должны в сумме занять не более одной минуты, поскольку примерно за такое время клей высыхает. Однако для полного формирования надёжного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и чем ниже температура окружающей среды, тем большим должно быть время выжидания, по завершении которого пластиковый трубопровод можно считать готовым к работе.
Стыковая сварка
Это один из популярных способов соединения между полимерными трубами, однако для труб ПВХ такой метод применяется реже, чем для изделий из прочих полимеров. Это связано с тем, что время, отводимое на сварочный процесс, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы за такой короткий период успеть всё правильно сделать, требуется немалое мастерство в работе, чем может похвастать далеко не каждый.
Для осуществления сварки встык требуется специальный ручной сварочный аппарат для ПВХ труб и насадки к нему. Сами трубы перед соединением разрезаются специальными ножницами, которые должны обладать хорошей остротой (иначе разрезка приводит к деформациям стенок изделий).

Этапы стыковой сварки:
- Производится нарезка труб на отрезки требуемой длины.
- Торцы труб очищаются от загрязнений и жира.
- На трубы наносятся метки и производится их торцевание со снятием фаски.
- Соединяемые участки изделий, надетых на сварочный аппарат, нагреваются до нужной температуры (для изделий из поливинилхлорида она составляет +250 ˚С).
- Свариваемые изделия быстро соединяются между собой.
- Полученная конструкция охлаждается, и по истечении небольшого времени является готовой к эксплуатации.
Муфтовая сварка
Метод муфтовой сварки является одним из наиболее востребованных при соединении труб из поливинилхлорида. Соответственно, информация о том, как сваривать ПВХ трубы таким способом, представляет значительный интерес.
Использование муфтовой сварки предполагает соединение трубных изделий между собой посредством фитингов: муфт, тройников, переходников и т. д. Большим преимуществом метода является его простота. В то же время определённым недостатком, препятствующим ещё большему использованию муфтовой сварки, можно считать некоторую дороговизну оборудования.

В целом, рабочий процесс сводится к тому, что концы трубы и муфты, вставляясь в сварочное устройство, разогреваются до необходимой температуры. После этого, по достижении требуемой пластичности, изделия снимаются с устройства, и труба вставляется в отверстие муфты, удерживаясь до затвердения с образованием монолитного соединения. Затем точно таким же способом другая соединяемая труба сваривается с противоположной стороны.
Как видно, процесс такой сварки в целом достаточно прост, однако для достижения прочности конструкции необходимо соблюдать определённые правила:
- Начинать и завершать разогрев трубы и муфты следует одновременно.
- Труба и муфта должны быть полностью насажены на нагревательные детали.
- По завершении разогрева, труба и муфта быстро снимаются с устройства, после чего соединяются так, чтобы закрыть наплывом поливинилхлорида предварительно сделанную отметку глубины соединения.
- Следует избегать даже малейших угловых отклонений и располагать изделия во время сварки по одной оси.
Метод муфтовой сварки труб ПВХ очень удобен, надёжен и прост, однако вследствие того, что оборудование для его осуществления имеется далеко не в каждом доме, по большей части он используется мастерами при обустройстве трубопроводных линий в жилищных объектах.
Электромуфтовая сварка
Данный способ соединения между ПВХ трубами является наиболее высокотехнологичным. Для его осуществления используются специальные пластиковые муфты, снабжённые встроенными спиралями. Спирали выполняют функцию нагревателей при подаче на них напряжения, расплавляя вокруг пластик.
Достоинствами подобной сварки являются быстрота, простота и надёжность монтажа. В то же время недостатки его – некоторая дороговизна оборудования и применяемых деталей, а также то, что способ неприменим для изделий с толщиной стенки более 4 миллиметров.

До начала процесса сварки следует тщательно очистить соединяемые торцы труб и прилегающие к ним участки от загрязнений, пыли, влаги и жира. Затем снимаются фаски с торцов, после чего трубы с обеих сторон вставляются в фитинг. Далее подаётся напряжение на спирали муфты, которые, разогреваясь, расплавляют пластик муфты и трубы. Помимо спиралей, муфта снабжается также особым штрих-кодом с заложенной технической информацией, благодаря чему по достижении нужной температуры происходит автоматическое отключение электропитания.
Нежелательно проводить процесс электромуфтовой сварки при температуре окружающей среды ниже +5 ˚С, поскольку это сопровождается удлинением времени нагрева и укорочением периода остывания. Результатом является хрупкость полученного соединения и его низкое качество.
Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при некоторых видах сварки ПВХ труб (стыковой, муфтовой) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности. Чтобы избежать этого, следует прикладывать больше сил при стыковке соединяемых труб.
- В то же время, чрезмерное усилие также является нежелательным и может приводить к деформациям труб с нарушением качества соединения. Этого тоже следует избегать, а силу прикладывать с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея от известных производителей, например Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и прочие. Несмотря на более высокую цену такой продукции, надёжность и качество соединения являются достаточной компенсацией за понесённые расходы.
- Различные типы сварочного оборудования могут иметь некоторые отличия, а потому инструкцию по их эксплуатации следует заранее внимательно изучить, и затем тщательно соблюдать её.
- Работы должны выполняться скрупулёзно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение скорости выполнения работ, строгое расположение изделий по одной оси и т. д. Только в таком случае можно получить надёжное и качественное соединение, которое способно безупречно прослужить долгие годы без проблем и нареканий.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб.

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.

Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Читайте также: