Электроды по сварке пластика
В наше время сварочные работы с полимерными соединениями перестали быть редкостью. Компании производят паяльники для работы с пластиковыми материалами в разных категориях стоимости.
Существуют паяльные приборы, подходящие для опытных сварщиков и для тех, кто только начинает работать с полимерами. Для мелких домашних работ любой может приобрести несложный в использовании аппарат и электроды к нему.
Ключевым элементом в сваривании пластика и других типов полимеров является пластмассовый электрод (пруток). Без этой сварочной детали сложно создать надежное сварочное соединение.
Что такое пластмассовые электроды для сварки полимеров и как с ними работать, будет рассказано далее.
- Общая информация
- Советы по подбору прутков
- Принципы применения
- Заключение
Инструменты и расходные материалы
- Паяльник. Для пайки пластика подойдёт любой прибор, можно взять обычный электрический паяльник (использование инструмента мощностью выше 50 Вт значительно облегчит пайку) либо же менее популярные виды паяльников — газовый, термовоздушный и инфракрасный. Все устройства имеют свои преимущества и недостатки. Выбирать следует, основываясь на собственном опыте и предпочтениях, либо из того что имеется.
- Ножницы. Подойдут простые хозяйственные ножницы или канцелярский нож.
- Металлическая сетка — сетка с ячейками в 1 мм. Сетка позволит скрепить соединение обломков пластика. Приобрести данную сетку можно в строительном магазине, если же нет такой возможности, используйте старый воздушный фильтр.
- Грунт. Подойдёт самый обычный автомобильный грунт.
- Шпатлевка. Лучше использовать специальную шпаклевку для пластика, чтобы выровнять поверхность запаянного участка.
- Наждачная бумага. Для грубой шлифовки — 40 и 80 номера, а для чистовой обработки 800.
- Ветошь – она используется для удаления загрязнений с рабочей поверхности.
- Пластиковый припой (используйте часть старого бампера). Применяется в тех случаях когда бампер сильно поврежден, раскололся на маленькие части, и трещина не стягивается. Кусок пластика от старого бампера применяется в качестве заплатки.
- Термофен. Понадобится для устранения деформации бампера. Нагретый пластик легко гнётся благодаря чему можно вернуть бамперу первоначальный вид.

Чтобы избежать ненужных трат, лучше купить ремкомплект. Обычно такие наборы включают в себя наждачную бумагу черновой и чистовой обработки, ретушь, грунт, наполнители. Такой комплект обойдется вам значительно дешевле, чем приобретать материалы отдельно, так как в них обычно используют небольшую фасовку.
Советы по подбору прутков

Пластмассовые прутки выпускаются в различных цветовых решениях
Специализированные компании производят пластиковую проволоку из разных типов полимерных соединений. Достаточно часто можно встретить проволоку АБС либо полипропиленовые электроды.
Это две основных, но не единственных разновидности. Количество видов пластиковых прутков соответствует количеству видов используемых для деталей полимерных соединений.
Этот факт имеет простое объяснение. Для качественной спайки полимерных изделий необходимо использовать электрод того же состава, что и деталь.
Последовательность действий при пайке повреждённого бампера
- Первым делом необходимо расчистить рабочее место, будь то верстак, стеллаж или стол. Сняв бампер с автомобиля, расположить его на ровной поверхности и надёжно зафиксировать.
- Тщательно отмыть бампер снаружи и изнутри (обычное средство для мытья посуды справится с этой задачей).
- Обезжирить место пайки с каждой стороны, поверхность должна быть чистой и сухой.
- Перед началом пайки трещин необходимо убедиться, не имеет ли бампер деформации, поскольку это может значительно затруднить стяжку разрывов. Чтобы вернуть первоначальную форму бамперу, необходимо нагреть пластик при помощи фена. Для этого по всей толщине пластика нагреть бампер в месте деформации и выдавить вмятину. Выправлять вмятину лучше тупым предметом (это может быть деревянный брусок или же рукоять отвёртки), после чего охладить это место влажной тряпкой. Работая феном, пользуйтесь ветошью и выправляйте горячий пластик в перчатках, это поможет уберечь ваши руки от ожогов.
- Удалить весь лак и краску в местах, где будет осуществляться пайка. Используйте металлическую щетку или крупнозернистую наждачную бумагу.
- Необходимо тщательно очистить и обезжирить не только повреждённый участок, но и рядом находящееся пространство.
- Чтобы устранить дальнейший рост трещин, их концы необходимо засверлить.
- После этого приступить к пайке. В местах плотного соприкосновения краёв трещины прихватить пластик небольшими напайками, делать это нужно максимально точно.
- Спаяв основные места трещины, необходимо дождаться пока пластик застынет. Определить, застыл пластик или нет, просто: полужидкий пластик блестит, а полностью застывший имеет матовую текстуру.
- Далее нужно подогнать отколовшиеся куски бампера. Прикладывая к трещине осколок, подрезать мешающие края. Таким же способом прихватить их к бамперу.
- Тщательно зашлифовать место спайки, нанести грунт, краску и лак.

Чем лучше паять пластиковые бампера машин?
Всем добрый день ,по порядку если заниматься пайкой не професионально -подойдет обычный паяльник на ватт100-150 ,жало максимально задвинуть во внутрь паяльника хватит вылета 1,5-2см ,кончик затачиваем на 60-70 градусов ,
подготавливаем бампер- соединяем две лопнувшие чясти встык (ФАСКУ НЕ СНИМАЕМ),делаем паяльником пару -тройку точечных пропаек и сразу их охлаждаем мокрой тряпкой (под пропайкой имеется- в одной точке делаете как бы ров жалом и заполняете- заглаживаете тем что повылазило по бокам)
потом проходите по всей длинне шва паяльником как плугом ,примерно на половину толшины пластика-получяется хорошая и нужная фаска шо повылазило по бокам акуратно срезаем канцелярским ,сапожным ножом
наружную окраску в раёне шва расчищяем вчистую до пластика примерно на сантиметр по сторонам (подойдет болгарка с кругом покрытым сегментами наждачки зерно100-120) при этом счищяя краску не перегрейте пластик ,тоесть лёгкими касаниями,хотя лутше этого не делать ,так как потом всёравно чистить шов после пайкки
подготовка эллектродов (надо было поставить в начале всего списка)определяем тип пластика ,обычно на всём автомобильном пластике есть маркировка (гдето внутри )как правило это АВС илиРР все дописи к этим маркам типа РРЕВ итд врядли помешают процессу и дальнейшей эксплуатации :)НО на каждом бампере есть дополнительные ребра жосткости ,или невидимые глазу нижние кромки с которых если обрезать на эллектроды около 1-0,5 см никто не заметит если аккуратно- (типа так и було:wink:))) ) ,так,ага ,електрод ,
полоска должна быть сечением гдето 5*2 мм длинна поизвольная кстати проверить подходит ли пластик легко на невидемой чясти припаиваем кончик эллектрода ,охладив(обязайтельно)пробуем оторвать если крепко держится знач ТО.
пйка, прилаживаем жало плоскостью к фаске и левой рукой прилаживаем на верхнюю часть жала эллектрод прогрели ,и потихоньку и одновременно ведем на себя приэтом давая погрется эллектроду и пластику так штоб после прохода електрода оставался шов примерно вровень с поверхностью пластика ,первый шов ВСЕГДА налаживать с наружи так как легче контролировать профиль поверхноси ,переварачиваем изделие с трещиной:wink:)) повторяем те же операции и тут с одной тазницей окончяния швов на торцах дополнительно проходим поперечными примерно 3-2,5 см проходами предварительноНЕРАЗВАЛЬЦОВУЕМ!!шоб не подрезать основного шва (ЭТИ ПРИХВАТКИ НЕ РАЗ СПАСАЛИ НЕРАДИВЫХ МАЛЯРОВ КОТОРЫЕ ПОСЛЕ ПОКРАСКИ ПРИ СУШКЕ ПЕРЕГРЕВАЛИ БАМПЕР)
И никогда не суйте говна типа сетки,проволоку ии всякие клея помните когдато этот бампер или чегототам может прийти еще раз в работу после очередного там тьфу-тьфу дтп тогда будете чесать темечко и вспоминать чьюто мать :)))
если чего не понятно пишите всё расскажу ,подскажу бо работал 5 лет пйщиком бамперов и авто маляром
ФУУУУУУУУУУУУУУУХОсобенности пайки
- По краям трещины делаются «зазубрины», раскаленный паяльник погружается в пластик под углом 45 градусов, не слишком глубоко, примерно в половину толщины бампера. После чего сразу же разгладить и запаять края.
- Следующим шагом будет армирование повреждённого участка. С помощью фена прогревается рабочая плоскость изнутри, по длине всего шва, в расплавленный пластик погружается металлическая сетка. Утопив всю сетку в пластик, её необходимо замазать сверху. Увеличение прочности за счет армирования не позволит трещине вновь разойтись.
- Подобным образом нужно пройтись по всей трещине.
- Небольшие трещины можно усилить строительными металлическими скобами.
- Маленькие ответвления от основной трещины тоже сплавляем, чтобы в дальнейшем при эксплуатации автомобиля они не увеличились.
- Запаяв бампер с внутренней стороны, в той же последовательности повторите процедуру с лицевой части.
- Проходя по всему поврежденному участку паяльником, не забывайте прижимать горячий вздувающийся пластик. Время охлаждения пластика составляет около 3–5 минут, а полное затвердевание шва наступает спустя несколько часов.

Особенности стягивания
Сначала ремонт, в том числе подготовку и пайку, осуществляют с внутренней стороны бампера, а затем с внешней. Стягивание является первым этапом работ. Оно особо актуально в случае серьезного нарушения структуры, так как спаять такое повреждение самому весьма сложно.
Прежде всего, нужно обрезать металлический крепеж строительными ножницами или полотном по металлу в зависимости от особенностей повреждения. Затем сверлом нужно проделать отверстия под болты. В них вставляют винты и с обратной стороны бампера закрепляют гайками. Если ремонт осуществляется своими руками впервые, следует устанавливать крепеж изнутри. Стяжение желательно делать с тыльной стороны с целью сохранения эстетических свойств и формы детали. Пластину устанавливают и закрепляют за пределами разрыва. Винты следует как можно более отдалить от него по ходу болта в крепеже. Сверло устанавливают в дальнюю часть пластины. Если правильно установить болты, произойдет восстановление неровности без нарушения геометрии бампера.
Далее нужно утопить верхнюю часть болта в бампер. Для этого вокруг его головки необходимо проделать лунку сверлом меньшего диаметра, соблюдая угол шляпки. При этом требуется создать обод не слишком маленькой глубины, но и не просверлить бампер насквозь, так как это повлечет вылет болта. Он должен входить в углубление с некоторым усилием, иначе трещина вновь разойдется.

Болты устанавливают снаружи, а изнутри — крепежное полотно, и затягивают гайки. Помните, что если затягивать их чрезмерно сильно, бампер может треснуть, а если слабо, соединение со временем разойдется.
Если трещина расположена в изогнутой части бампера, нужно придать пластине соответствующую форму. Существуют различные способы, но в любом случае пластину следует держать при этом с тыльной стороны бампера под дефектом. В таком случае при затяжке болтов трещина сойдется.
Завершающий этап
После того как место спайки остыло и полностью затвердело, наждачной бумагой 40 и 80 номера убрать излишки пластика, шпаклёвкой выровнять шов.
Для финишного выравнивания шва используем специальную шпаклевку для пластика. Старайтесь не наносить слишком толстый слой шпаклёвки, так как это может привести к отслаиванию её от шва в процессе эксплуатации. Ждём пока шпаклевка полностью не затвердеет и приступаем шлифовке шва наждачной бумагой Р800. Разбавляем грунт согласно описанию производителя, указанного на банке с грунтовкой. Наносим грунт в 2 слоя, выдерживая между нанесением каждого слоя 15 минут. Дополнительно можно нанести слой проявочного грунта, после чего устранить выявленные дефекты при помощи нитрошпаклёвки с последующей шлифовкой наждачной бумагой Р1000. Удалив пыль с поверхности, нужно обезжирить деталь, после чего можно приступать к покраске бампера. Красить деталь соблюдая технологию нанесения лакокрасочного покрытия.
Выбор прутка для спайки полимеров
Присадочные проволоки для полимеров производятся на базе различных материалов. Существуют присадочные прутки типа ПП (РР, полипропилен), присадочная проволока АБС (ABS), а также прочие разновидности, которых довольно много. Ведь количество типов проволок зависит от количества разновидностей пластмасс.
Это основано на том, что для качественного выполнения шва состав материала детали должен быть идентичен составу рабочего элемента.
Это правило, работающее как для металлов, так и для полимерных соединений. Нужно выполнить сваривание полипропилена низкого давления? Берется присадочный тип ПНД.
Стоит помнить, что диаметр прутка для сварки пластика не должен превышать ширину отверстия паяльного аппарата. Превышение толщины рабочего элемента приведет к его застреванию внутри паяльника. Это правило относится ко всем его видам.
Полимерные присадочные элементы бывают разного типа сечения. Этот показатель зависит от производящей их компании.
Кто-то производит их с сечением в форме треугольника, кто-то – в форме круга. Встречаются также плоские модели прутков для сварки пластика. Круглое сечение подходит для всех типов работ.
Общая информация
Как часто вам приходилось отвозить машину в мастерскую для ремонта бампера? Если вы заядлый автолюбитель, то наверняка не раз. Возможно, раньше вы не вдавались в особенности ремонта. Поэтому мы хотим обратить ваше внимание на это. Ведь бампера изготавливаются из пластика. А электроды сварочные по пластику — это главные герои нашей статьи. После прочтения вы сможете самостоятельно выполнить ремонт бампера в гараже.
Итак, пластиковый электрод (он же пластиковый пруток, пластиковая проволока, электроды для ремонта бамперов и еще с десяток различных названий) — это тонкий продолговатый пруток, изготовленный из искусственного полимера. Выпускается как поштучно, так и в катушках. Поштучные прутки более удобны в домашней пайке, чем катушки.
Как использовать?
Сварка пластмассовыми электродами достаточно проста даже для новичка. Начать необходимо с очистки поверхности от загрязнений и следов масла. Для очистки можно использовать различные приспособления: от наждачной бумаги и напильника до шлифовальной машинки. Все зависит от степени загрязнения. Очистка нужна для улучшения качества пайки. На очищенной поверхности швы куда качественнее и долговечнее.
Если вы используете стержни для сварки пластика с круглым сечением, то перед пайкой необходимо заточить их концы.
Теперь посмотрите, какой у вас паяльник. Скорее всего, это сварочный экструдер с отверстием под пруток. Вставьте электрод в аппарат и включите его. Затем нужно подождать, пока нагреется пруток, приложить сопло экструдера к стыку и нажать кнопку подачи прутка. Он в расплавленном виде будет подаваться к стыку, а вам останется вести паяльник в нужном направлении.

Если вы используете менее профессиональный инструмент (например, сварочный фен) то возьмите пруток в одну руку и приложите его конец к стыку. В другую руку возьмите фен. Включите его и начините равномерно прогревать пруток, чтобы он начал плавиться. Дальнейшие действия такие же, как и при пайке экструдером.
Как выбрать?
Производители изготавливают пластиковые электроды из самых разнообразных полимеров. Чаще всего используются так называемые ABS прутки или PP прутки (главный компонент — полипропилен). Но на этих двух разновидностях типы пластиковых прутков не заканчиваются. На рынке представлено столько же типов пластиковых электродов, сколько существует разновидностей самого пластика.
Такое большое разнообразие объясняется просто. Для пайки детали из какого-нибудь полимера необходимо использовать пруток из того же материала. Проще говоря, если деталь изготовлена из полипропилена или ПНД, то и электрод должен быть из полимера или ПНД соответственно.

Также при выборе пластмассового электрода обращайте внимание на толщину и сечение прутка. Толщина прутка должна подходить под диаметр выходного отверстия на вашем паяльнике, и совпадать с величиной стыка. Если выбрать слишком толстый пруток, он при плавлении может застрять в паяльнике. А если выбрать слишком тонкий, то он может выпадать из стыка, если тот достаточно широкий.
Также электроды для сварки пластика могут иметь различное сечение. Присмотритесь: одни прутки круглые, вторые треугольные, а третьи вовсе плоские. Каждое сечение предназначено для определенных работ. Круглое сечение универсальное, его можно использовать при большинстве типов пайки пластика. Только полученный шов необходимо разровнять с помощью резинового валика. Треугольный пруток хорошо зарекомендовал себя при пайке деталей, состыкованных под углом. А плоский пруток подойдет, если детали стыкуются в одной плоскости. Тогда не придется разглаживать шов валиком, как в случае с прутками круглого сечения.
Особенности сварки пластиковых изделий

Виды сварки
Сварка пластика является самым экономичным технологичными способом, не имеющим аналогичных методов скрепления пластмассовых деталей.
Сварочные работы пластиковых изделий гарантируют высокое качество скрепления, а также возможность совершать процесс вне зависимости от условий – в массовом или единичном производстве, на промышленных предприятиях либо в домашних условиях.
Виды сварки для пластмассы
Сварка пластмассы может осуществляться большим количеством методов.
Их классификация насчитывает два основных типа: скрепление частей при помощи нагрева поверхности строительного пластика до вязкотекучей концентрации и сварка полиэтилена без применения нагрева, с более низкой температурой, не доходя до вязкотекучей консистенции.
Этого состояния можно добиться при помощи растворителя.
Самым распространенным методом сварки пластиковых изделий является плавление при помощи термофена.

Разновидности сварки пластика.
Помимо этого, принимая ко вниманию способ изменения и ввод в контактное место, стоит отметить и другие способы работы с пластиком, а именно:
- нагретый газ – сварка происходит встык;
- расплавленная присадка;
- ультразвук;
- трение – для этого используются специальные прутки;
- световое, инфракрасное либо лазерное излучение;
- специальное нагретое оборудование;
- ток повышенной частоты.
Под воздействием горячей температуры, а также за счет свойства свариваться при помощи тепла, полимер делится на термопласт и реактопласт. В первом случае вязкотекучего состояния добиться крайне трудно из-за химического состава элемента.
Главной особенностью выступает многократное нагревание, доведение конструкции до мягкого состояния, а затем возвращение её в первоначальное состояние, не нарушая структуру и свойства.
Многие полимеры оказываются термопластами. Реактопласт, наоборот же, после проведения обработки под влиянием сварочного оборудования видоизменяется и теряет своё первоначальное состояние, переходя в более вязкотекучую консистенцию. Не рекомендуется такой материал сваривать при помощи увеличения температуры.

Технология сварки пластика.
Сварка пластика феном проходит несколько основных этапов:
- Подвод и изменение энергетического потока, который обеспечивает надежность деталей, подвергаемых сварке.
- Взаимодействие двух скрепляемых частей при соприкосновении друг к другу.
- Формирование структуры пластика в месте соприкосновения.
Второй этап в процессе сварки пластиковых изделий является одним из самых важных, поскольку от него зависит качество скрепления.
Вязкотекучее состояние возникает за счет смешивания расплавленных слоев, где в итоге грань трещины пропадает и соединение имеет повышенную прочность, нежели при высокоэластичной консистенции. Скрепляются детали достаточно быстро, даже при ультразвуковой и высокочастотной сварке.
Какие технологии можно применять в домашних условиях?
Из всех существующих технологий сварки пластика своими руками в домашних условиях можно использовать ниже указанные варианты.
Одним из самых простых и популярных способов скрепить стыковые листы пластика является сварка для пластмассы при помощи нагретого инструмента. Главным достоинством считается низкая цена специального инструмента для плавления материала, легкая и простая эксплуатация в работе.
Такой способ можно использовать, чтобы сваривать трубы, производить тару, любую ёмкость, в автомобильном производстве либо изготовлении изделий из пластика. Нагревать можно несколькими способами – прямым и косвенным.
Работа такого вида осуществляется благодаря специальному сварочному аппарату, предназначенному для соединения полимерных труб встык либо в раструб.
Механизм действия инструмента заключается в том, что плоская поверхность плавится на стыке скрепления. Таким образом можно соединить торцы труб, у которых есть разное сечение.
Зачастую данными оборудованиями пользуются именно в домашних условиях, поскольку только они могут скрепить части, обладающие маленькой плоской поверхностью. Также для этой цели можно использовать классический вариант в виде электрического паяльника, им можно сваривать термопласт.

Горелка для сварки пластика.
Ещё одним доступным способом является нагретый газ. Для этого метода используется специальный инструмент для сварки пластика. Им может выступать фен, горелка различного типа – в них применяется нагретый газ. Зачастую для того чтобы нагреть поверхность используют воздух, углекислый газ, азот, аргон либо любой продукт горения.
В зависимости от характеристики сплавляемых между собой деталей подбирают один из газов. Для более прочного шва мастера зачастую применяют аргон либо азот. Однако выгодным и экономным вариантом считается воздух.
Благодаря использованию недорогого и простого в работе инструмента, которое может выполнить скрепление пластиковых частей любого размера и форм, появляеься возможность обусловить большую популярность рассматриваемого типа сварки.
Его также применяют для ремонта изделий, изготовленных из тонкого пластика, в сварочных работах химических оборудований, емкостей и т.д.
Выделяют несколько методов сварки пластика при помощи нагретого газа: с применением специальных присадок и без таковых. В роли таких присадок могут выступать прутки с сечением 2-6 миллиметра либо планка с таким же материалом, что и свариваемая деталь.
Благодаря дешевому и простому оборудованию с нагретым газом сваривать пластик можно и дома.
Последней технологией сварки пластика в домашних условиях является использование экструдера, его также называют пистолетом. Он имеет горячий нагревательный элемент, при помощи которого передается присадочный прутик.
Оборудование является незаменимым устройством в случае крепления пластика своими руками. Чтобы скрепить несколько деталей, необходимо выставить конкретную температуру, которая регулируется пистолетом.
Сваривать можно двумя способами: без контакта и экструзионно. Первая ситуация осуществляется благодаря специальному прижимному ролику, без соприкосновения оборудования и поверхности. Во втором случае осуществляется за счет соприкосновения сварочного кончика оборудования и детали.
Тепловые потери в данном случае снижаются, в результате чего появляется возможность передавать тепло напрямую от инструмента к запчасти. Кроме этого, в данном методе не нужны дополнительные прижимные устройства.
Сварочные материалы должны быть однородными для сварки пластмассовых изделий. В данном случае дополнительные крепежи или клей будут неэффективны. Кроме этого, чтобы пластик для сварки был надежно прикреплен, необходимо массу изделия минимизировать.
Что такое электроды для пайки пластика и как правильно ими пользоваться?

Оборудование
Любой ремонт, который выполняется при использовании электрод для пайки пластиковых изделий, считается качественным. Благодаря их использованию сварка получается прочной, почти как целая пластмасса, а иногда выглядит даже лучше заводских характеристик, предусмотренных изготовителем.
Важное качество при сварке – это умелая укладка планки мастером таким образом, чтобы деталь была максимально эффективной и не была помехой для других запчастей ремонтируемого оборудования.
Когда могут понадобиться электроды для пайки пластика?
Ремонтировать, используя плоские электроды, можно почти все конструкции, изготовленные из пластмассы термопластичного характера.
К примеру пластиковые электроды используются для:
- ремонта бамперов;
- деталей в кузове или декоративных накладок;
- корпуса фар;
- различных баков и ёмкостей, куда заливают бензин или другую необходимую жидкость;
- ремонта деталей в салоне машины;
- других изделий из пластмассы, изготовленных из полипропилена.
Особенности данных электродов
Плоские электроды – это планки с разными размерами, изготовляемые из измененного пластика под химической и вторичной обработкой. Такой материал обладает высокой сопротивляемости к разрыву или внешним повреждениям, имеет хорошую пластичность, высокую адгезию ко многим пластиковым сополимерам.
Одной из главных трудностей, которые возникают в период ремонтных работ пластиковых бамперов либо других деталей автомобиля, считается сварка таким образом, чтобы шов был прочный, похож на характеристики первоначального вида, а также максимально ровным.

Таблица характеристик пластмасс.
Прочность может быть низкого уровня за счет особенностей материала, которые применяют при производстве деталей из пластика, а также активного процесса окисления в случае повышении температуры. Конструкция стареет, что провоцирует раннее повреждение.
Многие запчасти к машинам, изготовленные из пластмассы, термопласты или полимера могут сохранять свои функции при частом плавлении. Благодаря этому большинство запчастей в автомобиле поддается термическому процессу во время ремонтных работ.
Одними из самых популярных типов пластика, который применяется при машиностроении, считаются:
- полипропиленовый пластмассовый электрод – используется в ремонте машины с пластиковыми деталями;
- полиэтиленовый материал;
- полиамидовый;
- стироловый, акрилонитриловый, сополимерно-бутадиеный;
- полибутилнтерефталатовый.
Любой опытный мастер, который хоть раз паял при помощи электрода пластик, знает, что эти материалы ремонтопригодны.
Плюсы и минусы
Плоские электроды имеют существенный ряд преимуществ и небольшое количество недостатков. К последнему можно отнести лишь то, что необходим контроль над сварочным электродом для сварки пластика, чтобы он не перегревался и мог долго держать крепление.

К основным же достоинствам можно отнести следующие аспекты:
- Электроды не ограничены во времени, то есть, у них нет срока годности.
- Они имеют высокую прочность из-за особой структуры данных деталей.
Это можно увидеть при повторном повреждении бампера, трещина возникает не на месте шва, а рядом на пластмассе, которая не подлежит ремонту. - Детали удобны в эксплуатации.
Они являются однокомпонентными. Для работы с ними требуется лишь очистить поверхность и нагреть до необходимой температуры плавления плоский электрод. - Данные запчасти также обладают хорошей эластичностью.
Благодаря этому свойству деталь можно прикладывать в места, куда достаточно трудно добраться, делать первоначальные хитрые крепления появившихся трещин. - При использовании плоских планок качество ремонта будет высоким, а сам результат сохранится на долгое время без каких-либо дополнительных условий по уходу.
- В особых ситуациях можно восстановить не хватающие части пластика при помощи плоских планок.
Это производится накладыванием одного слоя поверх другого, образовывая необходимую для восстановления форму. - В составе рассматриваемых деталей отсутствуют вредные вещества, которые могут навредить здоровью.
Однако не стоит пренебрегать советом по поводу своевременного проветривания помещения. - Стоимость любого вида планок минимальная.
Это дает возможность специалисту сэкономить внушительную сумму, что позволяет потратиться на более дорогостоящие детали. При оптовой покупке деталей действует скидка. У каждого специализирующегося магазина она может быть индивидуальной. - Плоский электрод покрывает большую часть поверхности возле той части, где необходимо сварить шов.
Благодаря этой особенности нагрузки со сломавшегося места равномерно распределяются на нетронутые части. Это также дает дополнительную прочность креплению. - Если соблюдать правильную технологию сварочного процесса и эксплуатации рассматриваемых планок, то, при достаточном опыте и умении специалиста, можно значительно расширить возможности, позволяя сохранить исходную прочность материала.
- Также присутствует соотношение коэффициентов температурного расширения материала между планкой и ремонтированной деталью.
Обзор плоских электродов
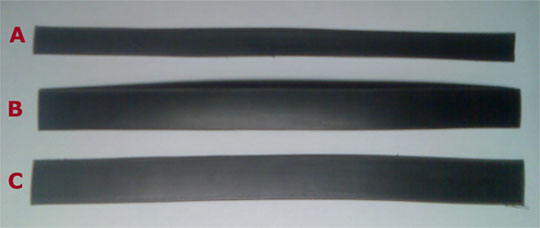
Существуют несколько главных видов электрод, применяемых в процессе пайки пластика. Их зачастую обозначают латинскими буквами: А, В и С. Классификация электродов делится только за счет толщины и ширины. Стандартной длиной является значение в 200 миллиметров.
Электрод группы «А» может включать в себя планки размером в 1х15. Их используют для лицевых частей конструкции либо внутренних швов запчастей, где толщина достигает 4 миллиметров.

Плоские электроды вида «В» имеются в сварочных прутках в размере 1,3х18 для ремонтных работ бамперов. Их также можно использовать, чтобы сварить трещину или разлом, находящийся с внешней стороны конструкции с толщиной не больше 6 миллиметров.
Электроды типа «С» объединяет в себе планки размеров 1,5х20. Их можно применять в качестве усиливающей арматуры швов, на которые приходится увеличенная нагрузка во время работы различных запчастей. Толщина стенок не должна быть больше 10 миллиметров.
Кроме перечисленных методов эксплуатации, данные виды электродов для пайки можно применять, дабы нарастить отломавшиеся детали в пластиковых изделиях либо чтобы залатать любую образовавшуюся дыру.
Благодаря такой классификации можно быстро и точно подобрать необходимую планку под конкретный размер стенки.
К примеру, бампер можно отремонтировать плоской планкой из группы «А» либо «В» только там, где стенка не больше 3 миллиметров. В ином случае есть риск деформировать запчасть в момент остывания поверхности после совершенной работы.
Как работать с плоскими электродами?
При наличии задачи сварить между собой несколько частей пластика или провести ремонтные работы с пластиковым изделием, пайка окажется самым легким и дешевым вариантом. В этих целях понадобится сварочное оборудование и плоский электрод к нему.
Чтобы швы были качественные и ровные, планка должна выдерживать высокую температуру сварочной горелки.
Отремонтированные бамперы являются одними из самых простых деталей для сварки между друг другом.

В целом принцип работы заключается в следующем:
- Необходимо разогреть сварочное оборудование до нужной температуры.
- Готовим пластик к процедуре, то есть, отделяем его от всей конструкции, по возможности, чистим его при помощи воды и мыла либо моющего средства.
Вытираем насухо. - Далее пластик необходимо зачистить.
Это выполняется при помощи наждачной бумаги, то гладкого состояния поверхности. - При помощи фольги, обмотанной по краям пластиковой поверхности, создается защита, чтобы планки не повредили ненужные части.
Внимательно проконтролируйте скрепление. - Вставляем планку в уже разогретое оборудование.
Детали будут действовать как направляющая линия для потока горячего воздуха в сварочном инструменте. - Медленно ведем кончиком инструмента по краю или месту крепления, чтобы приварить пластик друг к другу.
Движения должны быть стабильными и равномерными. - Оставьте пластиковые детали на несколько минут, чтобы они остыли.
- Очистите полученный шов при помощи наждачной бумаги до однородной концентрации.
Плоский электрод делится на определенные виды, чтобы им проще было пользоваться. Каждый вид применяется под конкретную толщину и прежде, чем начать эксплуатацию оборудования с целью выполнения той или иной задачи, необходимо знать все тонкости электродов.
Ремонт пластиковых бамперов. Технология и материалы для ремонта автопластиков и автопластмасс.
Ремонт Сварочными Материалами BAMPERUS (литьевыми эластификатами BAMPERUS) для PP, далее CM BAMPERUS при соблюдении технологии представляется, как наиболее качественный ремонт. Cварное соединение СМ BAMPERUS , как правило, не уступает по прочности изначальной целой пластмассе, а в ряде случаев значительно превосходит ее прежние исходные характеристики.
Конечно же, качество сварного шва во многом зависит не только от материала, но и от рук мастера. Ведь он должен выдержать технологию применения, температуру, обеспечить максимальную эффективность укладки материала, прижим, равномерность и тд..
Потребность в СМ BAMPERUS для РР+ наиболее высокая из всех остальных пластиков. Работать ими по полипропилену относительно просто. Или, во всяком случае, значительно проще, чем любыми другими материалами (РА, ABS, РОМ итд.). Сам по себе полипропилен, как материал очень демократичен в работе и прощает многие ошибки мастера-новичка. Основная масса бамперов и других корпусов сделаны именно из высококачественных литьевых композиций полипропиленов и компаудов на их основе. Если вы хотите самостоятельно ремонтировать пластиковые детали, то начинайте всегда с плоских электродов для РР, ведь это самый ходовой вид. И на нем лучше всего тренироваться - "набивать руку".
Итак, немного теории.
Полимеры (от греч. polys — многочисленный, обширный и meros — доля, часть) — вещества, молекулы которых состоят из большого числа повторяющихся звеньев.
Пластические массы (пластмассы, пластики) — материалы, представляющие собой композицию, связующую основу которой составляет полимер. Они могут содержать наполнители, пластификаторы, стабилизаторы, пигменты и др. В зависимости от характера превращений, происходящих в полимере при формовании изделий, они подразделяются на термопласты и реактопласты. Для производства пластиковых бамперов автомобилей используются оба вида пластмассы.
Термопласты (термопластичные пластмассы) — материалы, сохраняющие способность многократно плавиться при нагревании. Поэтому детали, изготовленные из термопласта, поддаются сварке, а значит и ремонту.
Основной и самой главной проблемой при ремонте разломов и трещин в пластике (бампера, крепления корпуса фары и т.д.) остается – прочность свариваемого соединения. Низкая прочность сварочного шва - это связано, в первую очередь, с особенностью большинства термопластов активно окисляться на воздухе при нагревании до высоких температур- температур плавления. Пластик в месте нагревания интенсивно "стареет", кислород, попадающий в шов в процессе сварки, дополнительно окисляет разрушает пластик, тем самым значительно ослабляя место сварки.
Мастера, занимающиеся кузовным ремонтом, знают насколько тяжело отремонтировать пластмассовые бампера на автомобилях, особенно, когда трещина в пластике выходит на край бампера, или разрыв произошел в месте, испытывающем на себе физические нагрузки, например в местах крепления к кузову автомобиля. Каждый ремонтирует, как умеет - подручными средствами, и на что хватит фантазии.
Бывают случаи, когда после ремонта пластика бампера необходимы дальнейшие работы по шпатлеванию, грунтовке и дальнейшей окраске детали.
Как следствие некачественного ремонта - при установке уже отремонтированный и окрашенный бампер у мастера рвался в месте шва. Возникала необходимость повторного ремонта самого бампера и повторной его обработки и окраски.
А сколько случаев, когда клиент уезжал довольный от кузовного мастера, и уже после обнаруживал, что трещина на его бампере никуда не делась, а просто была затыкана паяльником и замазана толстым слоем шпатлевки, которая впоследствии отстала, а трещина расползлась вновь.
Чтобы все вышеперечисленное не случилось с вашей работой, используйте при ремонте изделия из пластмассы нашу собственную разработку - Сварочные Материалы BAMPERUS, которые в народе еще называют - плоские электроды. Еще одно техническое название СМ BAMPERUS - ЭЛАСТИФИКАТЫ BAMPERUS.
На фото представлен ПЛОСКИЙ ЭЛЕКТРОД для ремонта автомобильного пластика из полипропилена и сополимеров на его основе. Работа по ремонту деталей из полипропилена и его сополимеров составляет примерно до 80-90% в общем потоке деталей, привозимых на ремонт, так как этот материал является самым распространенным в применении (и в автомобильной промышленности, и в бытовых приборах). ПЛОСКИЙ ЭЛЕКТРОД представляет собой эластифицированную полосу модифицированного литьевого компауда полипропилена, переработанного из первичного полипропилена. Специально измененная кристаллическая решетка структуры полипропилена и дает плоскому электроду те самые свойства и удобства в работе с ним, то есть повышенная эластичность и прочность к деформациям и разрывам, а также прекрасной адгезией к большинству сополимеров на основе полипропилена.
ВНИМАНИЕ! Сайт специализируется на ремонте изделий только из термопластов и продаже материалов только для ремонта термопластов!

Используя при ремонте пластика плоские электроды, вы на несколько шагов вперед опередите своих конкурентов в качестве ремонта, обусловленного прочностью сварного соединения пластмассы, и низкой себестоимости ремонта, а при ремонте пластика это очень важный момент. Я бы сказал – первостепенный.
Стоимость плоских электродов для ремонта бамперов и автопластика сделанных на основе полипропилена.
На данном этапе Вашему вниманию мы можем предложить 3 группы (типоразмера) плоских электродов (группы «А», «В» и «С»), отличающихся между собой только толщиной и шириной. Длина электродов всех групп одинаковая и составляет примерно 200мм.
Данное разграничение материала необходимо в связи с разной толщиной стенок у ремонтируемых деталей (например бамперов) от 3мм до 7-8мм, а также это связано с необходимостью прокладки плоских электродов как с наружной (плоский электрод группы «А»), так и с внутренней стороны трещины (группы «В» «С») для максимального упрочнения сварного соединения.
Например, если на оригинальный бампер Форд Фокус 2 (толщина стенки: 3мм) при ремонте на трещину вварить плоский электрод группы «С», могут возникать неприятности в связи деформацией материала бампера, так как этот электрод очень толстый для стенок этого бампера, и остывая будет деформировать её. Плюс при укладке электрода в шов потребуется сильнее разогревать его и параллельно стенку бампера, что также приведет к значительному перегреву и в следствии, деформации последней.
Область применения плоских электродов:
Плоские электроды предназначены для ремонта изделий из пластмассы, изготовленных из полипропилена, а также созданных на его основе сополимеров (PP, PP/EPDM,TEO и т.д.), а это :
- бампера автомобилей;
- корпуса автомобильных фар;
- пороги и различные пластиковые обвесы на джипах;
- различные декоративные накладки;
- подкапотная пластмасса;
- пластмассовые корпуса баков стиральных машин;
- и другие изделия, корпуса которых изготовлены из полипропилена.
- Острозаточенный нож, желательно сапожный нож.
- Фен электрический с возможностью регулировки, как температуры нагнетаемого воздуха, так и возможностью плавной регулировки потока воздуха. Сопло у фена желательно овальной формы высота 5мм, ширина 7-8мм. Можно изготовить самостоятельно из дешевых строительных фенов.
- Паяльник желательно с возможностью регулировки температуры нагрева от 200градусов до 350 градусов для размазывания и прихваток. Жало паяльника плоское, ширина желательно от 8мм до 15мм.
- Абразивный и шлифовальный инструмент. Для обработки, при необходимости, поверхности шва.
Как работать с плоскими электродами можно посмотреть в разделе ВИДЕО . Там наглядно показан способ работы на примере ремонта трещин на бампере.
Плоский электрод рекомендован для укладки в шов снаружи, а также при необходимости используется для укладки внутри шва в качестве усиления и арматуры при ремонте тонкостенных изделий из пластмассы (толщиной 3-4 мм). Может быть использован для наращивания.
Плоский электрод рекомендован для укладки с внутренней стороны в качестве усиления и арматуры на изделиях с толщиной стенки 4-8мм . Также, лента может быть использована в качестве наружной для укладки в шов при односторонней сварке трещины и на изделиях с толщиной стенки 5-6мм. Может быть использован для наращивания.
Плоский электрод рекомендован для укладки в качестве усиливающей арматуры шва на пластик с толщиной стенки от 5мм до 10мм в местах с возможной высокой нагрузкой (крепления, край, низ, юбки бамперов итд.). Может быть использован для наращивания
Разделение плоских электродов Bamperus на эти три группы обусловлено только лишь удобством работы с ними на разных по толщине стенках ремонтируемой детали. Чем тоньше стенка, тем тоньше электрод.
* Внимание! Необходимо учитывать, что плоский электрод после вплавления его в шов остывая сокращается, как, впрочем, и сам материал изделия, что может привести к образованию «пузырей» или «ям» на поверхности ремонтируемого изделия. Поэтому процесс остывания необходимо контролировать, и в случае необходимости, тупым инструментом (типа: ручки молотка и т.д.) поддавливать в ту или иную сторону нагретую поверхность изделия.
* Сваренный плоским электродом шов приобретает достаточную для дальнейшей обработки прочность уже после естественного остывания, т.е. через несколько минут после окончания сварочных работ. Максимальную прочность прилипания плоский электрод проявляет через несколько часов после сварки.
* В случае, если плоский электрод окажется слишком широкий, мастер может обычными ножницами вырезать необходимый ему размер или форму.
* Перед началом работ обязательно необходимо произвести контрольную сварку на предмет совместимости данного Плоского Электрода с материалом ремонтируемой детали.
* Получить дополнительную информацию можно по телефону или эл. почте, указанных в контактах.
Основные плюсы при использовании Сварочных Материалов (эластификатов) Bamperus:
1. Высокая прочность сварного соединения.
В связи с особой структурой плоского электрода повышена прочность структуры его материала. Обычны случаи, когда при повторных ударах в тоже место отремонтированного бампера (сваренное плоским электродом) пластик лопается рядом со сварным швом по чистой, не ремонтируемой пластмассе.
2. Удобство в работе.
Плоский электрод является однокомпонентным. Достаточно лишь зачистить и нагреть до температуры плавления сторону плоского электрода, и то место, куда его необходимо вложить или наложить.
3. Эластичность.
Эластичность плоского электрода позволяет вкладывать или накладывать его в очень труднодоступных местах ремонтируемой детали. Повторять самые замысловатые хитросплетения образовавшихся трещин и сложности форм геометрии поверхности, ремонтируемой детали.
4. Большая площадь покрытия плоским электродом места сварки бампера.
Этот огромный плюс (в отличие от различного вида прутков) дает большую площадь покрытия плоским электродом сварного шва, и как следствие, распределение нагрузок с поврежденного участка бампера на соседние, неповрежденные участки. Что дает дополнительную прочность сварному соединению. А также широкие возможности восстановления недостающих участков пластика, наращивания стенки и тд.
5. Ремонт Плоскими Электродами является долговременным. Рассматривается как ремонт на весь срок службы детали из пластмассы, без каких либо существенных ограничений.
6. Коэффициент температурного расширения материала электрода соответствует коэффициенту температурного расширения материала ремонтируемой детали, например бампера или корпуса фары для которой он предназначен.
7. Возможность в некоторых случаях восстановления недостающих кусков пластика (ям, истертостей о колесо или асфальт) именно плоскими электродами, путем наплавления одного слоя на другой, выводя из них форму.
8. Отсутствие чрезвычайно вредных для здоровья примесей в составе плоского электрода.
Цианиды, широко используется в импортных клеях и материалах по ремонту пластика. Плоские электроды при нагреве выделяют вредных веществ не более, чем обычный полипропилен и его сополимеры. Так что вред для здоровья при работе с плоскими электродами минимален. Но работа в проветриваемом помещении всегда рекомендуется.
9. Низкая цена плоского электрода – 29 рубля, 58 рублей и 87 рублей - позволит мастеру экономить значительные средства при ремонте дорогостоящего бампера или фары.
Этот факт будет влиять на конечное ценообразование ремонта. Низкая себестоимость ремонта автопластика позволит держать более низкие цены, чем у конкурентов, но при значительно более высоком качестве ремонтных работ. Для оптовиков и мастеров у нас существуют значительные скидки и бонусы.
10. Плоские электроды, при соблюдении правильной технологии сварки пластиковых бамперов и других деталей автомобиля сделанных из пластмассы при определенной прилежности мастера, дают большое поле для творчества умельцу.
Они позволяют делать иногда очень сложные вещи с минимумом трудозатрат, с сохранением исходной прочности материала. Теоретически можно, например, создать целиком бампер из сплавленных между собой Плоских Электродов любой формы. Но это будет долго, дорого и непрактично, но технология позволяет сделать и это.
11. Срок годности плоских электродов при соблюдении условий хранения - неограничен.
Правильный ремонт пластика.

Решил выложить ремонт пластика на смарт. Всё вроде видно на фото. Паял специальными электродами с двух сторон, шпаклёвки минимум, жёсткость очень хорошая, если ломается то не по шву. Белое крыло было из двух половин, плюс трещинки в разных местах.
Технология на мой взгляд

проста.Каждый полимер имеет свой тип и название, практически во всех изделиях прорисовывается, на внутренней стороне детали марка полимера. Это делается для того чтобы правильно подобрать сварочный электрод.
Трещину необходимо ровно соединить (временно или на постоянно стеблеплодом, паяльником). затем делаем канавку примерно в половину толщины детали бор машинкой по трещине, в неё будет впаиваться электрод.
Берём спец электрод нагреваем (феном или мини горелкой) спаиваемую деталь и укладывая его в проделанную ранее канавку при этом нужно добиваться одинакового разогрева детали и электрода, но не перегревать иначе появится дырка )))
Дописал, как сейчас.

















Метки: смарт
Комментарии 115
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.



ребята чтобы небыло неправильных измышлений по поводуу ремонтуу пластика объясню,
так как имею большой опыт в этом и занимаюсь ремонтом пластика в промышленности.
а также имею специльное образование.
так вот все вы частично правы.
есть несколько технологий ремонта пластика.
1. термическая (сварка)
2. химическая (склейка пластика)
3. физическая (заклепки саморезы и др)
в зависимотси от того какой вид пластика у вас подлежит ремонту, где он используется, в каких условиях проходит ремонт и много других факторов от наличия оборудования до желания могут влиять на выбор технологии ремонта.
далее в зависимости от того какой вид ремонты вы выбрали начинаем использовать разные технологии
так как автор выбрал сварку пластика то объясню по ней.
сварка пластика примерно тоже самое что и сварка металла. расплавляем кромки и сращиваем. может проходить с помщью добавления пластика (прутка). кстати прутки бывыют разные. первое их длинна
провод или прутки. второе форма это плоски круглые овальные треугольные квадратные и соответсвенно насадки под них разные.
так вот. туут важно выбрать режим сварки.
так как все пластики имеют разные температурные режимы плавления и обугливания то и температуры для них важно подобрать грамотно. в основном используются таблицы пластиков
если вы недогреете пластик и введете пруток то не будет провара и отвалится. если перегреете и пластик начнет обугливатся то не выдержит нужных нагруузок. и лопнет не в подходящий момент
инструмент для сварки.
1.электрический фен с регулировкой температуры. сварка может осуществлятся через насадку а также прямым потоком воздуха на прууток и шов
2.паяльник с терморегулировкой. используются специльные насадки в зависимости от условий ремонта.
3.газовый паяльник. (самый эффективный) смесь пояльника и фена. подается газ СО или смесь. и этот газа подогревается горящим газом или же электричеством и уже он подается на свариваемые детали.
4. экструдер дорогая штука о которой может и не нужно вам знать
5. инжекторный экструдер (мой любимый) тоже дорогая штука но более удобная и быстрая чем обычный экструдер.
6. газовая горелка. от карандаша до мега.
7. паяльная лампа.
все это можно и нужно использовать. но с умом и технологий
по армированию тоже не все однозначчно
но скажу что металлическую сетку испльзовать плохо она скородирует. даю гарантию
как бы вы не замазывали её сверху пластиком.
Читайте также: